East CNC Kazakhstan Blog
Articles about CNC machines, metalworking, and production modernization.
Latest Articles

Apr 30, 2025·8 min
Deep Hole Drilling: The Order of Diameter Transitions
Deep hole drilling requires a precise order of diameter transitions. Here’s how to reduce drift and remove the shoulder at the joint.
deep hole drillinghole diameter transitionshoulder at the diameter joint
Apr 29, 2025·8 min
Base map for turning and milling operations without disputes
A base map for turning and milling defines setup logic in advance, removes disputed choices between sections and reduces rejects.
base map for turning and millingsetup logicpart fixturing

Apr 28, 2025·7 min
Poor drawing legibility: when to stop estimating
Poor drawing legibility often hides missing dimensions, tolerances and datums. We explain when to stop estimating and request revisions without argument.
poor drawing legibilitydrawing errorsrequest drawing revisions

Apr 27, 2025·7 min
Removing an Internal Chamfer After a Deep Hole Without Drift
Removing an internal chamfer after a deep hole requires a stable tool. Let’s compare options for production runs, common mistakes, and quick checks.
removing an internal chamfer after a deep holeinternal chamfer toolreverse countersink

Apr 26, 2025·8 min
Machine Acceptance Documents: What to Request on Day One
Machine acceptance documents help verify completeness and reduce disputes after startup. We cover drawings, parameters, logs, certificates, and consumables.
machine acceptance documentsCNC machine drawingsCNC parameters at startup

Apr 25, 2025·6 min
Circular Interpolation or Boring for a Precision Hole
Circular interpolation or boring: compare hole geometry, cycle time, and how easy size correction is so you can choose the right method for your shop.
circular interpolation or boringprecision hole on a milling centerhole geometry

Apr 25, 2025·6 min
Operator Feedback in CAM Without Arguments or Extra Words
Operator feedback in CAM works when the note includes sound, chip shape, cycle time, and the exact section of the toolpath.
operator feedback in CAMCNC operator notesCAM toolpath

Apr 25, 2025·8 min
Condition-Based Tool Change: Where It Beats a Counter
Condition-based tool change helps you choose the replacement moment more accurately. Here we explain where a counter is convenient and where wear and part size matter more.
condition-based tool changetool change by countcutting tool wear

Apr 24, 2025·7 min
Slot Milling in Steel: One End Mill or Two Passes
Slot milling in steel is not always best done with one end mill. Learn when a roughing pass and a finishing pass give better size control and a more stable process.
slot milling in steelrough slot machiningslot calibration with an end mill

Apr 22, 2025·8 min
Which Parts Benefit Most from an Inclined-bed Lathe
We explain which parts benefit most from an inclined-bed lathe: where chips fall away more easily, when stability improves, and how automation becomes simpler.
which parts are better suited to an inclined bedchip evacuation on a lathestable turning

Apr 22, 2025·8 min
Tool breakage sensor: why you need it at night
A tool breakage sensor stops the machine in time, reduces the risk of scrap at night and preserves a run of parts without constant monitoring.
tool breakage sensortool monitoring on CNC machinereduce night shift scrap

Apr 22, 2025·8 min
DNC or a flash drive at the machine: which is faster and safer
DNC or a flash drive at the machine: find out where time is lost, how to avoid mixing up program versions, and when digital order pays off quickly.
DNC vs flash drive at the machineCNC program version controlprogram transfer to the machine

Apr 21, 2025·8 min
Drilling Cross Holes Without Drift or Burrs
Cross-hole drilling often causes axis drift and torn edges on housing parts. We break down the route, cutting conditions, and simple shop-floor techniques.
cross-hole drillinghole axis driftburrs during drilling

Apr 21, 2025·8 min
Vertical Lathe: Which Parts Is It Suited For?
When a vertical lathe is more convenient than a horizontal one: by part type, loading, chip flow and access to the cutting area.
vertical lathewhen to use a vertical latheparts for vertical configuration

Apr 21, 2025·8 min
Fixturing Large Flanges on a Lathe Without Excess Runout
Fixturing large flanges on a lathe: how to choose a clamping scheme, check supports and set up monitoring so a heavy part doesn’t introduce extra runout.
Fixturing large flanges on a latheflange clamping schemeflange runout control

Apr 21, 2025·8 min
In-Process Form Control: How to Save a Batch in Time
In-process form control helps catch geometry drift before final inspection, so you do not have to re-sort the whole batch, lose a shift, or miss the deadline.
in-process form controlpart geometry inspectionmeasuring a part during production

Apr 20, 2025·8 min
Turning Discs and Drums Without Vibration on a Large Overhang
How to turn discs and drums without vibration: how to choose support, set cutting parameters, remove stock step-by-step and keep size on a large overhang.
turning discs and drums without vibrationlong overhang turningchoosing support for the part

Apr 19, 2025·7 min
Clamping thin-walled parts: chuck, collet or soft jaws
Clamping thin-walled parts affects runout, ovality and setup time. We explain when to use a chuck, a collet or soft jaws.
clamping thin-walled partschuck or colletsoft jaws

Apr 19, 2025·8 min
Remote Machine Diagnostics: How to Prepare the Shop Floor in Advance
Remote machine diagnostics will be faster if you check network, access, error files and a simple shift-and-service procedure in advance.
remote machine diagnosticspreparing shop for servicenetwork access to machine

Apr 16, 2025·8 min
Roughing Mill with Round Inserts vs. Face Mill
A roughing mill with round inserts handles cast skin, shock entry, and changing stock allowance better. Let’s look at where it outperforms a face mill.
roughing mill with round insertsface millcast skin

Apr 12, 2025·8 min
Turning and Drilling in One Setup: Hubs and Flanges
We break down when turning and drilling in one setup reduces part re-clamping, and when live tooling only adds setup time.
turning and drilling in one setuplive tooling on a lathemachining hubs and flanges

Apr 10, 2025·8 min
Wear Offsets: Who Can Change Them on the Machine and When
Wear offsets should not be open to everyone. Here is a simple access rule for the technologist, setter, and operator, without shift disputes.
wear offsetsCNC offset accesstechnologist, setter, and operator roles

Apr 10, 2025·8 min
Time from Finished Part to Shipment: Where the Hours Are Lost
Time from finished part to shipment can be reduced by removing delays in washing, marking, packaging, and final inspection.
time from finished part to shipmentparts washing and markingparts packaging before shipment

Apr 09, 2025·7 min
Local Service or Engineer Visit: How to Choose
Local service or a factory engineer — let’s break down what is faster, when deep repair is needed, how to keep the warranty, and what to check before calling.
Local service or engineer visitCNC machine repairmachine service warranty

Apr 08, 2025·8 min
Milling Thin Stiffening Ribs Without Wall Deflection
Milling thin stiffening ribs requires the right pass sequence. Learn how to keep support in place until the end, reduce wall deflection, and reach finishing cleanly.
milling thin stiffening ribsstock removal orderthin wall milling

Apr 06, 2025·8 min
Wiper insert in finishing turning: when it helps
A wiper insert in finishing turning doesn’t always help. We examine how it affects feed, surface roughness and vibration on serial parts.
wiper insert in finishing turningfinishing turningsurface roughness

Apr 04, 2025·8 min
Machine stiffness before purchase: what to discuss with the supplier
Before ordering, check machine stiffness: which test parts, tool overhang, material and cutting regimes you should agree with the supplier.
machine stiffnesscheck machine before purchasetest part for machine

Apr 02, 2025·8 min
Indexing Chuck on a Milling Center Instead of a 4th Axis
An indexing chuck on a milling center can help you get by without a 4th axis at the start. We break down the cost, accuracy, flexibility, and practical limits of the solution.
indexing chuck on a milling center4th axis for a milling machineindexing fixture

Mar 30, 2025·7 min
Chuck Stop or Programmed Zero: How to Hold Length
Chuck stop or programmed zero: we look at where length variation comes from, which setup to choose for a tight tolerance, and what to check before startup.
chuck stop or programmed zeropart length variationworkholding on a CNC lathe

Mar 30, 2025·6 min
A Tool Correction Table Without Confusion on the Shop Floor
A tool correction table helps keep length, radius, and wear in one place. We’ll cover the format, fields, entry rules, and a quick check before startup.
tool correction tablelength and radius offsetstool wear tracking

Mar 29, 2025·6 min
Consumables Stock for the Shop Floor: The Minimum Without Cutting Tools
A consumables stock for the shop floor helps keep machines running. Here we break down the minimum for filters, belts, sensors, lubrication, and small components.
machine-shop consumables stockCNC machine filtersmachine belts and sensors

Mar 27, 2025·8 min
A Machine with Extra Axis Travel: When You Need It, and When You Don’t
We explain when a machine with extra axis travel helps you prepare for future parts, and when it only raises the price, weight, and space requirements.
machine with extra axis travelmachine axis travelhow to choose a CNC machine
Mar 25, 2025·6 min
Belt vs Direct Spindle Drive: How to Choose for Your Tasks
Belt or direct spindle drive affects RPM, torque, noise and service. We explain the differences in simple terms and give a quick checklist to choose.
belt vs direct spindle drivehigh spindle RPMheavy cutting on the machine

Mar 25, 2025·8 min
Deep Drilling on a Machining Center: Where the Standard Cycle Ends
Deep drilling on a machining center often causes chip clogging, tool heating and size drift. We explain the warning signs, standard drill limits and what to check.
deep drilling on a machining centerchip clogging during drillinglimits of a standard drill
Mar 21, 2025·7 min
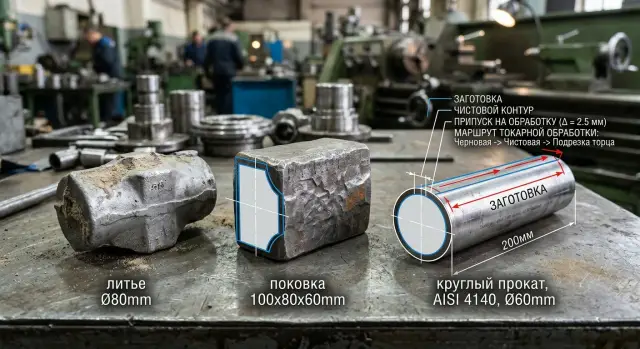
Casting, Forging or Rolling: Which to Choose for a Series Part?
Casting, forging or rolling for a series part differ in machining allowance, dimensional stability and number of operations. We explain where you lose time and material.
casting, forging, or rolling for series partsmachining allowancestability of blank dimensions

Mar 20, 2025·6 min
When to Change the Oil in a Hydraulic Chuck Station
We explain when to change the oil in a hydraulic chuck station: what color, smell, foam, pump noise, and clamping behavior can tell you before a failure.
when to change hydraulic chuck station oilsigns of old hydraulic oilchuck clamping works in jerks

Mar 19, 2025·7 min
How many SKUs does a tool shop need without excess stock?
How many SKUs does a tool shop need if you sell drills, end mills, inserts and tooling? A simple calculation to avoid empty bins and dead stock.
how many SKUs does a tool shop needtool assortmenttool inventory

Mar 19, 2025·8 min
Power supply for a CNC machine: what to check before installation
Check the power supply for a CNC machine before installation: phases, voltage sags, grounding, protection and risks to drives, the CNC and sensors.
CNC machine power supplyCNC voltage sagsphases for CNC machine

Mar 18, 2025·8 min
Digital setup cards vs. operator memory: which is more accurate?
We’ll explain how working from memory differs from on-screen standards, where variation between shifts comes from, and how digital setup cards help reduce it.
digital setup cardson-screen setup standardsshift-to-shift variation

Mar 18, 2025·7 min
Library of Typical CAM Operations for a Series Production Shop
A CAM library of typical operations helps a series production shop reduce setup time, eliminate variation in tool entries/exits and ensure consistent threading.
CAM typical operations libraryCAM standards for productionseries CNC shop

Mar 16, 2025·8 min
Testing New Tooling Before Production: 5 Measurements Without Surprises
Testing new tooling before a production run helps find runout, drift, loss of clamping force, and weak holding before the batch starts, without long trial runs.
testing new tooling before production5 tooling measurementschecking the chuck before startup

Mar 16, 2025·6 min
Machining Bronze Bushings with a Thin Flange Without Shift
When machining bronze bushings with a thin flange, it is important to hold the flange and the bushing through two operations without extra shift.
machining bronze bushings with a thin flangethin-wall bushing clampingstock for two operations

Mar 14, 2025·6 min
CNC Program Storage: Names, Versions, and Backups
Keep CNC programs organized with a simple system for file names, version control, and backups so every shift can work confidently, even when the technologist is on vacation.
CNC program storagemachine program versionsCNC backups

Mar 13, 2025·6 min
Manufacturing Medical Parts: Cleanliness and Traceability
Manufacturing medical parts starts with getting documentation, packaging and in-process control in order. We look at where the risks grow.
medical parts manufacturingcleanliness in metalworkingbatch traceability

Mar 13, 2025·8 min
How to choose a chip removal system for your station without mistakes
How to choose a chip removal system for your station: by material, chip shape, flow volume, coolant and conveyor type—practical tips without extra theory.
how to choose a chip removal systemchip conveyorcontinuous chips

Mar 11, 2025·8 min
Machine payback: how to calculate the real cost
How to calculate a machine's payback without rosy promises: include tooling, cutting tools, service, commissioning, scrap and get a realistic number.
machine paybackCNC payback calculationlathe cost

Mar 10, 2025·8 min
HSK or BT for a Machining Center: Which to Choose
HSK or BT for a machining center: a straightforward comparison of rigidity, RPM, tooling cost and service convenience for the shop and procurement.
HSK or BT for a machining centerHSK vs BT comparisonHSK interface

Mar 09, 2025·8 min
Non-standard tooling: when it's cheaper than shop losses
Custom fixtures pay off when frequent changeovers, scrap and manual shimming eat time, accuracy and profit.
custom toolingspecial fixtures for CNCmachine changeover

Mar 07, 2025·7 min
A machine for small medical parts: stability matters
A good machine for small medical parts is chosen for thermal stability, a clean cutting zone, and repeatability — not for power.
machine for small medical partsmachine thermal stabilityclean cutting zone

Mar 07, 2025·7 min
Machine downtime metrics: the minimum to track on the shop floor
Downtime metrics show where shift hours go: we'll break down cycle time, stops, breakdowns and setups without a complex tracking system.
machine downtime metricsCNC cycle timesetup accounting

Mar 06, 2025·8 min
A Year-Long Shop Floor Upgrade: What to Change on a Small Budget
A year-long production cell upgrade starts with a simple plan: find the bottleneck, then compare a machine, tooling, measurement, and service by payback time.
year-long shop floor upgradenew machine or toolingin-process measurement

Mar 05, 2025·7 min
One Turret or Two: How Production and Setup Change
One turret or two: we analyze how a second turret affects batch output, operation balance, downtime and setup time on a lathe.
one turret or twotwo-turret lathelathe batch output

Mar 05, 2025·7 min
Relocating a Machine Tool Within the Workshop Without Losing Geometry
Moving a machine tool inside the workshop takes a plan: we cover dismantling, transport, leveling, a test part, and the checks that catch misalignment.
relocating a machine tool within the workshopmachine leveling after relocationmachine dismantling and transport

Mar 03, 2025·8 min
Stripes on the finished surface: where they come from
Stripes on a finished surface often indicate runout, vibration, chips sticking, or incorrect feed. We explain the signs and a practical inspection order.
stripes on finished surfacerunout in turningvibration on a lathe

Mar 03, 2025·8 min
Positive rake angle for light cuts in heat-resistant steel
We explain when a positive rake angle reduces heat during light cuts in heat-resistant steel, and how to choose the geometry without overloading the machine.
positive rake anglemachining heat-resistant steellight stock removal

Feb 27, 2025·8 min
Shop-floor vs Office CNC Programming: When to Choose Which
Shop-floor and office CNC programming suit different tasks. We’ll compare feedback speed, data discipline and first-run quality to help choose the right approach.
shop-floor vs office CNC programmingoff-site CNC programmingCNC machine first run

Feb 26, 2025·7 min
Bar stock for machining: why a batch causes variation
We explain why bar stock for machining causes varying tool wear and dimensional drift within a batch, and how to quickly check hardness, straightness and composition.
bar stock for machiningbar hardnessbar runout

Feb 23, 2025·8 min
Tool cabinet at the machine without chaos and searching
A tool cabinet at the machine should save time, not consume it. A simple storage scheme for holders, inserts and measuring tools that avoids confusion.
tool cabinet at the machinetool holder storageorganizing inserts

Feb 22, 2025·7 min
Service Feedback for Shop-Floor Improvements
Service feedback helps reveal why machines fail, remove weak points in shop-floor work, and reduce repeat breakdowns.
service feedbackrepeat machine failuresdata from service tickets

Feb 21, 2025·8 min
Night-time CNC Operation Without Unnecessary Risk
Night-time CNC operation requires order: check cycle stability, tool wear, sensors and the action plan for emergency stops.
night CNC operationCNC tool monitoringmachine emergency stop

Feb 20, 2025·7 min
Coolant Through the Tool: When It Actually Pays Off
Feeding coolant through the tool doesn't always deliver gains. We analyze how pressure, flow and channel depth affect cycle time, chips and tool life.
coolant through the toolcoolant pressurecoolant flow

Feb 20, 2025·8 min
Incoming inspection of forgings before turning
Incoming inspection of forgings before turning: which dimensions and defects to filter out before the first setup so you don't lose tooling and machine time.
incoming inspection forgings before turningforging defects before machiningforging dimensional control

Feb 19, 2025·8 min
Part Inspection After Washing: Why Measurements Differ
Part inspection after washing often gives a different result than inspection before washing. Here’s how oil, temperature, and burrs change QC conclusions.
part inspection after washingmeasuring a part before washingfalse QC discrepancies

Feb 19, 2025·8 min
Lifting and Clamping Large Flanges Without Damaging the Base
Lifting and clamping large flanges: how to choose lifting points, arrange supports and avoid dents, skewing and marks on the base before the first setup.
lifting and clamping large flangesflange lifting pointsflange support layout

Feb 19, 2025·8 min
90-Degree Part Rotation for Housings Without New Tooling
Let’s look at when rotating a part by 90 degrees through datum prisms keeps the datum, reduces changeovers, and simplifies the machining route for housings.
90-degree part rotationdatum prismshousing machining

Feb 19, 2025·8 min
Measuring Holes with Burrs: Why the Readings Differ
Measuring holes with burrs often gives conflicting results: the bore gauge shows one size, the plug gauge shows another. Here’s why it happens and how to check it properly.
measuring holes with burrsbore gauge and plug gaugeburr on a hole

Feb 18, 2025·6 min
New Part Launch Folder: What to Keep in One Place
A new part launch folder helps keep the drawing, CNC program, setup sheet, inspection plan, and base photos in one place without confusion or downtime.
new part launch folderdocuments for launching a partCNC setup sheet

Feb 18, 2025·7 min
Drilling Intersecting Holes: How to Prevent Drift and Burrs
Drilling intersecting holes requires the right operation order, solid part support, and a clean drill exit. Here we look at ways to avoid drift and heavy burrs.
drilling intersecting holesdrill driftexit burr

Feb 16, 2025·8 min
How to Choose a CNC Lathe for Your Parts
How to choose a CNC lathe: match diameter, length, material and batch size to machine type, spindle and tooling.
how to choose a cnc latheselecting a lathe for partsblank diameter and length

Feb 15, 2025·6 min
Test Parts for Machine Acceptance: What to Bring
Test parts for machine acceptance help you check not only the passport data, but also real geometry, load, tooling, and ease of use.
test parts for machine acceptancemachine acceptance at the factorymachine acceptance at the shop floor

Feb 14, 2025·8 min
Tooling Master: When the Shop Needs One
When setups drag, tools go missing and tool life varies, a tooling master often fixes the issue more effectively than hiring another operator.
tooling masterreducing setup timecutting tool inventory

Feb 13, 2025·8 min
Knurling, Chamfering, and Marking in One Cycle: When It Pays Off
We explain when knurling, chamfering, and marking in one cycle really save time, and when they add complex setup and defect risk.
knurling, chamfering, and marking in one cyclecombining turning operationsreducing setup time

Feb 10, 2025·8 min
Cutting Ductile Steels Without Long Continuous Chip
Cutting ductile steels often produces long continuous chip. Learn how chipbreakers, depth of cut, and nose radius help on different material batches.
cutting ductile steelslong continuous chipchipbreaker

Feb 10, 2025·8 min
Oil Mist at the Workstation: When a Dedicated Exhaust Is Needed
Oil mist at a workstation is not always removed by general ventilation. Signs that threaten people, CNC electronics, sensors and part cleanliness — and when a local exhaust is needed.
oil mist at the workstationlocal exhaust for machineshop ventilation

Feb 07, 2025·8 min
Second Set of Chucks: When You Really Need It
A second set of chucks reduces changeover downtime, keeps dimensions more stable and prevents wasting time on frequent tooling swaps.
second set of chuckslathe changeoverprocess repeatability

Feb 07, 2025·8 min
Fixture Repeatability Check After Removal from the Table
Fixture repeatability check after removal from the table: how to run a test with one part and three setups without unnecessary measurements.
fixture repeatability check after removal from the tablemachine table return accuracythree-setup test

Feb 06, 2025·7 min
Why CNC Simulation Doesn't Prevent Stops on the Shop Floor
We explain why a CNC simulation can pass while the machine still experiences pauses, alarms and cycle interruptions due to the postprocessor, tooling and part zeros.
CNC simulationCNC postprocessorpart zeros

Feb 05, 2025·7 min
Gun Drilling or Standard Center: Where the Depth Boundary Lies
Gun drilling or a standard center: we break down how depth, tolerance, straightness, cycle time, and shop equipment affect the choice.
gun drilling or standard centerdeep hole drillinghole straightness

Feb 05, 2025·8 min
On-machine probe: when it's needed and when it's not
An on-machine probe is not always necessary. We explain where it saves time, improves dimensional stability and justifies the investment.
on-machine probemanual part inspectionin-machine measurement

Feb 05, 2025·8 min
CNC Changeovers for Small Batches Without the Fuss
CNC changeovers for small batches run more smoothly when you build a shared tool database, clear setup sheets and a simple job queue.
CNC changeoverssmall batchessetup sheets

Feb 05, 2025·8 min
Vacuum clamping for aluminum plates: where it makes sense
We look at when vacuum clamping for aluminum plates holds a part steadily, and when mechanical clamps provide greater rigidity and less vibration.
vacuum clamping for aluminum platesmechanical clampsclamping rigidity

Feb 04, 2025·8 min
Spare Parts for the Lathe Shop Without Extra Cost
Which spare parts should a lathe shop keep in stock to avoid lost shifts from breakdowns and long delivery times.
spare parts for lathe shopCNC machine consumablesspare parts inventory for lathes

Feb 03, 2025·8 min
Tailstock Quill Stroke: When It Is Enough for Shafts
Tailstock quill stroke affects the number of repositionings, cycle time, and scrap risk when machining long shafts. Let’s look at simple cases and calculations.
tailstock quill strokelong shafts on a latheCNC tailstock

Feb 02, 2025·8 min
Grooving for a Retaining Ring Without Scrap in a Narrow Groove
Grooving a retaining ring seat requires the right tool width, radius control, and a proper finishing pass; otherwise a narrow groove can ruin the whole batch.
grooving for a retaining ringnarrow groove on a lathegrooving tool width
Feb 02, 2025·7 min
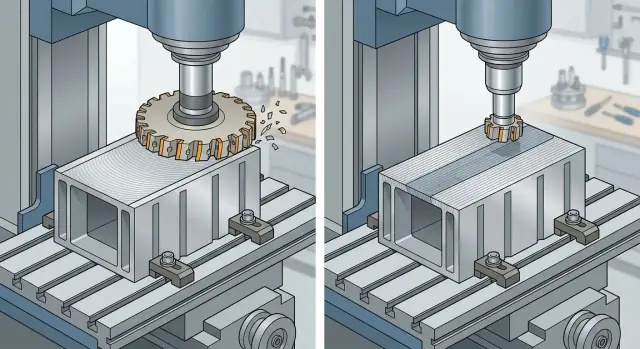
Wide Face Mill or Narrow Passes: Which Gives a Flatter Surface?
We explain when a wide face mill or narrow passes give a flatter surface on box-type parts, and how pass overlap changes the result.
wide face mill or narrow passesflatness of box-type partspass overlap in milling

Jan 31, 2025·8 min
Readiness Checklist for Robotizing a Work Cell (Without Rushing)
This readiness checklist helps you see when a robot will bring results and when the cell still needs leveling in cycle consistency, feeding and buffering.
readiness checklist for robotizationstable machine cyclepart feeding

Jan 28, 2025·8 min
Storage of Chucks, Jaws, and Arbors Without Extra Searching
A simple storage system for chucks, jaws, and arbors reduces time wasted searching during a shift. Learn how to label, track, and place tooling on the shop floor.
chuck, jaw, and arbor storagemachine tool markingshop-floor tooling control

Jan 28, 2025·8 min
Winter delivery of a machine to Kazakhstan: what to check
Winter delivery of a machine to Kazakhstan requires checking packaging, unloading, storage conditions and a safe delay before commissioning after the cold.
winter machine delivery Kazakhstanmachine packaging for transportunloading a machine in winter

Jan 27, 2025·8 min
Coaxiality after the second setup: how not to lose the reference
Coaxiality after the second setup depends on transition order, reference surfaces and a few simple checks. Learn how to reduce error accumulation on shafts and housings.
coaxiality after second setupfixturing shafts and housingsoperation transitions

Jan 26, 2025·7 min
Routing a Part Between Turning and Milling Sections
Routing a part between turning and milling sections: a straightforward guide to choosing datums, arranging operations and checking the route without unnecessary re-setups.
routing a part between turning and millingtechnological route of a partorder of turning and milling operations

Jan 26, 2025·8 min
Switching from Conventional Machines to CNC Without Disrupting Orders
Moving from conventional machines to CNC without disrupting orders requires a step-by-step plan: choose initial operations, train the shift and protect output.
switching from conventional machines to CNC without disrupting ordersCNC machine implementationCNC operator training

Jan 25, 2025·6 min
Preservation Oils After Washing: How to Choose to Avoid Assembly Problems
Preservation oils after washing are chosen by storage time, transport and part cleanliness. We’ll review formulations, common mistakes and a simple check before assembly.
preservation oils after washingoil for protecting parts from corrosionpart cleanliness before assembly

Jan 24, 2025·8 min
Geared spindle or without one in serial turning
A geared spindle or a spindle without a gearbox affects metal removal, noise, and cycle time. Let’s look at where production loses pace during heavy roughing.
geared spindle or without gearboxserial turningheavy roughing

Jan 23, 2025·8 min
How to assign shift roles when setters can’t keep up
How to split shift roles when one setter can no longer keep up: who prepares tooling, who starts the machine and who checks the first part.
how to split shift rolessetters can't keep up shoptool preparation for shift

Jan 22, 2025·8 min
Spindle Noise After Warm-Up: What to Check Before Calling Service
Spindle noise after warm-up does not always mean a breakdown. Here’s what to check on the machine, what to record, and when it’s time to call service.
spindle noise after warm-upCNC spindle diagnosticsspindle bearings

Jan 22, 2025·8 min
Leasing a CNC Machine in Kazakhstan: What to Check in the Contract
Leasing a CNC machine in Kazakhstan requires checking the contract: down payment, insurance, payment schedule, service, penalties and buyout terms.
leasing a CNC machine in KazakhstanCNC machine leasing contractdown payment for equipment leasing

Jan 20, 2025·8 min
Step Height Control on a Housing: Why One Base Gives the Wrong Reading
Step height inspection on a large housing often gives a false result if you use only one base. Let's look at where the mistake comes from and how to check the dimension more accurately.
step height controlmeasuring a step on a housinghousing measurement base

Jan 19, 2025·8 min
When a Machine Outgrows the Workcell: First Signs and an Action Plan
A machine has outgrown the workcell when extra walking, setup delays, service queues, and blank-supply problems start to grow. Here are the signs.
machine outgrew the workcellshop floor layoutmachine-side logistics

Jan 19, 2025·6 min
Dual Stop on a Housing Part: How to Stop Rotation
A dual stop on a housing part helps stop workpiece rotation at first contact. We look at the setup, adjustment, mistakes, and quick checks.
dual stop on a housing partpart rotation on first contactstops for housing parts

Jan 18, 2025·6 min
Drawing tolerances and machining cost: what you can relax
Drawing tolerances and machining cost are more connected than they seem. We explain which requirements can be loosened without affecting the part's function.
drawing tolerances and machining costtight tolerancesdrawing requirements
Jan 17, 2025·7 min
Marks from orientation changes: how to improve the surface in 5-axis machining
Orientation-change marks spoil the finish of complex surfaces. We show how to adjust CAM, approximation tolerance and tool orientation without needless trials.
orientation-change marks5-axis surface finish5-axis CAM

Jan 16, 2025·7 min
Collet or Hydro-Expansion Chuck for Milling: How to Choose
Collet or hydro-expansion chuck for milling: we compare runout, stiffness, tool-change speed and help you choose the right option for your tasks.
collet or hydro-expansion chuck for millingtool runouttool change