Casting, Forging or Rolling: Which to Choose for a Series Part?
Casting, forging or rolling for a series part differ in machining allowance, dimensional stability and number of operations. We explain where you lose time and material.
Why the choice of blank changes the whole series
The same drawing can be completed in different ways: casting, forging or rolling. On paper the part is the same, but in the shop almost everything changes. Allowances are calculated differently, fixturing is built differently, cycle time goes up or down, and the load on tooling changes.
The decision about the blank is often made too late. First people look at price per kilogram, then find out that a cheap blank makes the whole machining process expensive. If you need to remove an extra 2–3 mm on each part, the machine cuts longer, tools wear faster, and the amount of swarf increases. In a series this stops being a small detail. Five extra minutes on one part easily become dozens of hours over a batch.
There is another problem — dimensional stability of the blank. If outer diameter, length or thickness vary from piece to piece, the batch becomes uneven. On the first part the cutting mode fits, on the fifth the allowance is already different, and by the tenth you have to adjust tooling or measure more often. Series production loves repeatability. When the blank wanders, the machining route starts to fail even on a simple part.
A mistake in choosing the blank carries on past the first operation. It affects fixturing, chuck choice and tooling, roughing passes, in-process inspection and even whether there is enough rigidity to reach the finish size. If the blank is inconvenient, the process has to be built around its weak points, not around the part itself.
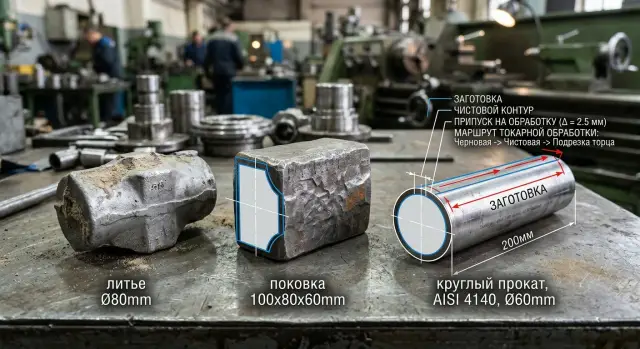
You can see this clearly on a common flanged bushing. From rolled stock you can make it without long preparation, but the allowance is often large. Forging brings the metal closer to the part shape, but you need to understand the dimensional scatter. Casting can give an even closer contour, but then the requirements on blank quality are higher. The drawing is the same, but cycle time, tool consumption and the behavior of the whole batch are already different.
Choosing the blank is not a formality at the start of the project. It’s the point that determines the entire route: from the first setup to the last inspection.
How the three options differ
Casting, forging and rolling give different starting points for the same part. The final size on the drawing is the same, but in the shop the work proceeds differently: the volume of material to remove, the sequence of operations and even the datum choices change.
Casting is usually closer to the finished shape. That’s convenient when there are flanges, bosses, cavities or sharp thickness transitions. Less metal is removed overall, but cast blanks more often have wall-thickness variations, uneven planes and local allowances. Because of that, the machine often has to remove an uneven layer and take longer to establish a stable datum.
Forgings are chosen more often for parts that work under load: shafts, hubs, levers, heavy bushings. Forgings have a denser metal structure and better resistance to impact and cyclic loads. In shape they’re usually rougher than castings, but for load-bearing assemblies that is often the sensible choice. Still, forgings also have issues: distortion, flash and dimensional scatter that must be allowed for in machining.
Rolled stock is easier to buy and faster to put into production. For round, flat or otherwise simple parts it’s often the most direct route. Round bar, hexagon or plate work well when most of the part shape can be obtained by turning or milling. But if the part is complex, rolling often requires cutting away a lot of extra metal, and that immediately hits cycle time.
In simple terms: rolling is chosen for availability and fast start, casting for closeness to the part shape, forging for strength under load. After that, sizes, tolerances and how much time you are willing to spend on each part decide.
How allowance affects time and scrap
Allowance looks like a small thing on the drawing. In a series it quickly turns into machine minutes and kilograms of swarf. If a blank arrives with a large excess of metal, the operator needs additional roughing passes, and every pass lengthens the cycle.
On a turning operation this is obvious immediately. Instead of one confident cut, the part goes through two or three rough passes and then a finish pass. The machine is occupied longer, inserts heat up more, and the batch comes out slower. On a run of 500 or 1,000 pieces the difference is counted not in seconds but in hours.
Material is also consumed noticeably faster. When outer diameter, face or boss must be removed with a large allowance, the metal simply turns into swarf. For rolled stock this is common: the blank is obvious in shape and available quickly, but the extra volume of metal must be cut away on nearly every part. Casting and forging sometimes produce a contour closer to the finished part, so scrap can be lower.
Too small an allowance also creates problems. On paper the cycle looks shorter, but in practice the cutter can’t always remove the casting skin, scale after forging or local ovality. As a result defects remain on the surface and the size can’t be reliably finished without risking out-of-tolerance parts.
A good allowance is not chosen at random. It’s calculated based on the real behavior of the blank: dimensional scatter, distortion, surface hardness, and accuracy of fixturing. If a batch is unstable, the process engineer often leaves extra metal as insurance. That’s understandable, but expensive.
It’s useful to calculate two things in advance: how many seconds one extra rough pass adds, and how many kilograms of metal will become swarf over the whole batch. After that calculation the choice between casting, forging and rolling usually becomes much clearer.
Where dimensions behave more stably
For series production a calm blank is one whose dimensions change little between batches and between parts. Then the setter adjusts the zero less often, the operator encounters fewer unexpected allowances, and the program runs longer without edits.
Casting usually behaves less steadily in size. This is especially noticeable in wall thickness, planes and areas where the metal cools unevenly. On one part the allowance might be convenient, on the next you need to remove noticeably more to reach the finished size.
Forgings are often more stable in overall shape. The structure is denser and the outer contour repeats more evenly than casting. But forgings have their own nuance: flash, transitions after the die and residual distortion mean you still have to account for extra material, so part of the route is built around that allowance.
With rolled stock the picture is different. At first glance it’s the simplest option: take a bar or tube and start machining. In practice problems can arise with diameter, straightness and ovality. If the bar is slightly bent, clamping no longer works so evenly, and runout carries through the entire operation.
In series machining this difference becomes very noticeable. Say the shop turns a batch of bushings from round bar. One blank’s OD is almost nominal, another has ovality, a third has a slight bend. The program is the same, but the material removal already differs. Because of that cycle time changes, the finish pass behaves inconsistently, and the output size drifts to the upper or lower tolerance band.
When the blank is more stable, the whole route is easier to keep in rhythm. Fixturing repeats, allowances read predictably, and inspection gives fewer surprises. For a series that is often more important than the price difference of one blank.
How the blank changes the machining route
The machining route rarely stays the same when the blank changes. One drawing can produce a different sequence of operations, a different number of setups and another way of locating the part.
Casting almost always requires a preparatory step. The casting skin interferes with precise locating, so the outer layer is removed first where the final datum will be. Sometimes this adds a separate roughing pass or a short preliminary operation outside the main cycle. If you skip this stage, the size can drift already on the first setup.
With forging it’s different. The material structure is good, but the shape after the die or hammer is not always even. The operator often needs to straighten the blank, remove distortion, take a heavy roughing allowance and only then move to precise sizes. Because of this the route often expands: initial rough stabilization, semi-finish, then finish.
Rolled stock fits most easily in the chuck when the part geometry is simple. For a shaft, bushing or stepped part, round bar often gives the shortest path: cut the blank to length, chuck it, rough the datum and go for sizes. But this works while the part’s geometry is close to the bar shape. If the part is complex, rolled stock quickly turns into extra removal and long machining.
Usually four things change: the first datum, the volume of roughing, the number of re-setups and the order of turning and milling transitions. So cheap incoming material doesn’t always produce a cheap finished part. The blank may cost less but add another setup, a long roughing cycle and separate inspection after leveling.
In practice you see this quickly. For a simple part from rolled stock the route sometimes fits into two setups. The same part from casting may require first removing the skin, then forming the datum, then flipping the blank and re-establishing concentricity. The price difference for the blank exists, but the extra setup easily eats that saving.
On CNC lathes this effect is especially visible in series. The smoother and more predictable the blank, the shorter the cycle and the calmer the setup. So you should plan the route together with the blank choice, not after it.
How to choose a blank step by step
Choose the blank not by price per kilogram, but by how the part will pass through the entire machining route. A cheap blank can easily become expensive if the machine spends a long time removing extra metal and dimensions vary from piece to piece.
First mark surfaces with tight tolerances and zones where size affects fit, concentricity or runout. Usually these are bearing holes, datum faces, external diameters for fits and planes used later for inspection. If such zones exist on both ends of the part, immediately check which blank will provide a clearer datum for the first setup.
Then calculate allowances not as an average, but for each datum and each critical diameter. For casting the allowance is often the most uneven. For forging the shape is closer to the part but the scatter depends on the die and process. For rolling the geometry is simpler, but on some areas you’ll have to remove noticeably more metal, especially if the part is not round or has a flange.
Next check which sizes the supplier actually offers. On paper you can pick an almost ideal blank, but purchasing often has only neighboring size options. One extra step in diameter or thickness immediately changes cycle time, tool consumption and swarf volume.
After that it’s useful to quickly assemble a rough route for one part: what the first setup looks like, where roughing occurs, on which surfaces finish passes remain, whether the part needs flipping and how final inspection will be arranged. If that draft route already seems long, with extra re-setups or awkward clamping, the blank is a weak choice.
Then consolidate three numbers in one table: cycle time per part, scrap volume and risk of rejects. Risk is easy to estimate: where is the highest chance to go out of tolerance because of distortion, datum shift, porosity, scale or high material removal in one pass.
The last step usually saves the most money. Run a trial batch and push it through the real route. In the first 10–20 parts you already see which blank holds size more steadily, where the operator loses extra minutes and which option gives predictable results for the series.
Example with a serial flanged bushing
Take a simple and illustrative part: a bushing with a boss, a through hole and an outer diameter. It has a body, a support boss and mating surfaces that must keep concentricity. On such a part the difference between casting, forging and rolling becomes visible quickly, even before starting the series.
If the batch is small, rolled stock usually gives the fastest start. Round bar is easy to buy, cut to length and send straight to a CNC lathe. For a trial series that’s convenient: the route is short, tooling is simple, and lead times for blanks rarely delay the launch.
But rolled stock has an obvious downside. If the boss is much larger than the body, the machine must remove a lot of extra metal. For a bushing with a large flange this means more heavy roughing, more swarf and a longer cycle per part. On a batch of several hundred pieces the time difference is noticeable.
Casting often looks better in that case. The blank is closer to the part shape, so the allowance is smaller, especially on the boss and outer diameter. The route changes: instead of long metal removal the operator reaches datums and finish passes faster. But a cast blank doesn’t always behave evenly in size. If the batch arrives with noticeable scatter, you’ll need wider roughing passes, more frequent measuring and sometimes an extra operation.
Forging sets a different priority. If the bushing works under high or variable load, forging gives a structural advantage. For a critical part that sometimes matters more than the minimal blank price. In terms of material removal forging often falls between rolling and casting: less metal removed than from bar, but more than from a good casting.
For such a bushing the decision is usually straightforward. For a small run and quick start rolling is often best. If the part has a large boss and the extra removal is too great, casting becomes more sensible. If the assembly is heavily loaded and strength is key, forging tends to win. And when concentricity and tight diameter tolerances are strict, pick the option that is more stable in size from delivery to delivery.
In practice a tight tolerance influences the decision far more than price per kilogram. A cheap blank with wandering dimensions quickly consumes the saving: cycle time increases, inspection grows and the risk of rejects goes up.
Where people most often make mistakes
The most common mistake is simple: they consider only the price per kilogram. On paper rolled stock often looks cheaper than casting or forging. But for a series that’s a weak guide. If you must machine away half the blank from a bar, the cheap blank quickly stops being cheap.
The second mistake is related to machine time. Many count metal and forget minutes of roughing. That is where a noticeable part of the cost often goes. With a large allowance not only cutting time grows, but insert consumption, spindle load, swarf volume and the risk of size drift after heavy removal.
With casting mistakes arise for another reason. People pick a complex blank shape because it’s almost ready, but they don’t check whether there’s a convenient datum for the first setup. As a result the part is clamped insecurely, runout appears, extra passes are made or even temporary faces are added. The series does not speed up.
With rolled stock the error is often cruder. It’s specified where half the volume will become swarf. For a simple bushing that can be tolerated. For a flanged part with big diameter differences, pockets or cutouts such an approach often greatly increases cost.
There is another mistake that doesn’t surface immediately. The first batch arrives, a couple of parts are machined, everything seems fine, and the project moves on. But repeatability was never properly checked. A week later it turns out sizes wander from blank to blank, the allowance fluctuates, and the modes that worked on the first two parts no longer produce the same result.
Before starting a series it’s useful to check five things: price not only per kilogram but per finished part; minutes of roughing per cycle; convenience of the first setup; share of metal that will become swarf; repeatability of dimensions at least on the first batch. Mistakes here rarely look dramatic. They usually hide in extra 6–8 minutes per cycle, two additional passes and constant size adjustments during the shift.
A short check before launch
Even after a decision is made, don’t immediately run the whole batch. A few minutes of checks often save an entire shift, tooling and delivery time.
First check the allowance on all surfaces that will see finish passes. If one area lacks metal, the part won’t reach size. If the allowance is too large, the machine will lose time on extra roughing.
Then look again at fixturing. The blank must seat in the tooling consistently from part to part. If the first part runs well and the next gives runout, the cause is often the datum, not the program.
Separately evaluate roughing without undue optimism. The spindle, chuck, tooling and machine power must comfortably remove the first layer. This is critical when forging has a hard skin or casting gives significant shape scatter.
Prepare a simple inspection checklist for the first part. The operator should immediately know what to measure after roughing and what to check after finishing. One clear sheet with sizes and tolerances is usually more useful than verbal instructions.
And one practical point: try a substitute blank in advance. Even a close size variant can change clamping, jaws, tool overhang and the whole machining route.
If all these points line up, the series usually runs smoothly. If even one raises doubts, it’s better to pause at the start and fix the process than to rework tooling or scrap a batch later.
What to do next
When choosing casting, forging or rolling for a series part, the mistake often begins with too narrow a calculation. Looking only at blank price is not enough. For a series it’s wiser to request three variant estimates for the same drawing.
This approach quickly shows differences in machining allowance, cycle time, scrap and risk of rejects. Sometimes rolled stock looks cheaper at the input but then consumes hours in extra passes. Forging or casting may cost more as a blank but can give a lower finished part cost.
Put the comparison in one table: blank price, finished-part price, machining time per piece, expected scrap and approximate risk of rejects. After that it makes sense to look at the machining route itself. If the blank is unstable in size, the process engineer almost always adds roughing passes, intermediate inspections and sometimes another setup. That affects not only time but equipment selection.
Under the chosen route check what CNC lathe fits without excessive reserve and without rigidity risk. One part may be fine with a simple turning machine. Another may require driven tooling, stiffer clamping or a different feed scheme.
If the series is launched in Kazakhstan or other CIS countries, it’s convenient to consider the blank and equipment together. EAST CNC, the official representative of Taizhou Eastern CNC Technology Co., Ltd. in Kazakhstan, supplies CNC lathes, machining centers and automatic lines, and helps with selection, commissioning and service. In such a bundle it’s easier to calculate not an abstract scheme but a real route for a specific part and production volume.
The practical order is simple: send a drawing, material, run size and tolerances; request quotes for casting, forging and rolling; compare the finished-part price, not only the blank price; then check what machine is needed for the chosen route. A good result of that comparison is visible immediately: you understand how much a stable part in series costs, not just a piece of metal.