East CNC Kazakhstan блогы
ЧПУ станоктары, металды өңдеу және өндірісті жаңғырту туралы мақалалар.
Соңғы мақалалар

2025 ж. 25 там.·7 мин
Қысқышқа арналған жылдам ауыстырылатын база: ол қашан сағаттарды үнемдейді
Қысқышқа арналған жылдам ауыстырылатын база қысқа партияларда және бөлшектерді жиі ауыстырғанда көмектеседі: қолмен қайта орнату азаяды, дайындау жеңілдейді, цикл бірқалыпты өтеді.
қысқышқа арналған жылдам ауыстырылатын базақысқыш спутниктеріқысқа бөлшек партиялары

2025 ж. 24 там.·8 мин
Өңделген бөлшектерді ТМД бойынша тасымалдауға орау
Өңделген бөлшектерді ТМД бойынша тасымалдауға орау: ұзақ жолда, қайта тиеулер мен аязда беттің, өлшемнің және кромкалардың сақталуын қалай қамтамасыз ету керек.
өңделген бөлшектерді орауТМД бойынша бөлшектерді тасымалдаубөлшектер бетін қорғау

2025 ж. 23 там.·8 мин
Жаңа станокқа постпроцессор: бірінші бөлшекке дейінгі тесттер
Жаңа станокқа арналған постпроцессорды бірінші детальді іске қоспастан тексеріңіз: осьтер, коррекциялар, циклдер, қауіпсіз биіктіктер, нөл және құрғақ прогон.
постпроцессор жаңа станок үшінЧПУ осьтерін тексеруқұрал коррекциялары

2025 ж. 22 там.·8 мин
Шағын серияға арналған станок: қандай опциялар икемділік береді
Шағын серияға арналған станокты қайта баптаудың жылдамдығы, оснастка және функциялар жиынтығы бойынша таңдау керек. Нені шынымен қажет екенін және қай нәрселерге жиі артық төлейтініңізді талқылаймыз.
шағын серияға арналған станокшағын серияларға арналған ЧПУ станогыстанокты жылдам қайта баптау

2025 ж. 21 там.·8 мин
Горизонтальды өңдеу орталығы немесе вертикальды
Бөлшектер түрі, орнатулар саны, жүктеме және шығару ритмі бойынша горизонтальды орталық қай кезде вертикальдыдан тиімді болатынын талқылаймыз.
горизонтальды өңдеу орталығывертикальды өңдеу орталығыорнатулар саны

2025 ж. 21 там.·8 мин
Бірінші бөлшек допускте, серия ұстамайды: себепті қалай табуға болады
Бірінші бөлшек допускте, ал серия ұстамайды ма? Қысып ұстауды, құралды, температураны, бағдарламаны және наладканы қалай тексеру керектігін практикалық түрде қарастырамыз.
бірінші бөлшек допускте серия ұстамайдысериядағы өлшемнің ауытқуытокарлық станокта бөлшекті қысып ұстау

2025 ж. 20 там.·8 мин
Тискідегі биіктік конусы: төсемдер мен параллельдердің қателері
Тискідегі биіктік бойынша конус көбіне фрезадан емес, кірден, әртүрлі параллельдерден және қысу қиғаштығынан шығады. Төменде бірінші бөлшекке дейінгі тексеру тізімі берілген.
тискідегі биіктік конусытискідегі параллельдердайындама астындағы төсемдер

2025 ж. 15 там.·6 мин
Станок бұзылғанда маршрутты тоқтатпайтын резервтік сценарий
Станок бұзылғанда резервтік сценарий детальды басқа маршрутқа тез ауыстыруға көмектеседі: бағдарламаларда, оснасткада және өлшеуде алдын ала не дайындау керек.
станок бұзылған кездегі резервтік сценарийдеталь маршрутырезервтік ЧПУ бағдарламалары

2025 ж. 13 там.·6 мин
Сериядағы өлшем тренді: ақауға жеткізбей ауытқуды қалай ұстау керек
Сериядағы өлшем тренді ақау шықпай тұрып өлшемнің ауытқуын ерте көруге көмектеседі. Қысқа өлшем картасын, тексеру жиілігін және тоқтату сәтін көрсетеміз.
Сериядағы өлшем трендібөлшектің өлшем картасыпроцесті қашан тоқтату керек

2025 ж. 13 там.·8 мин
Шағын құралмен жылуға төзімді қорытпаларды фрезерлеу
Шағын құралмен жылуға төзімді қорытпаларды фрезерлеу кезінде фреза шығыңқылығын, оправканы, қадамды және берілісті дәл таңдау қажет, әсіресе тар паздарды өңдегенде.
Жылуға төзімді қорытпаларды фрезерлеуфрезаның артық шығыңқылығытар паздарды өңдеу

2025 ж. 13 там.·8 мин
Режимдер журналы: ауысымдар арасында түзетулерді қалай жоғалтпау керек
Режимдер журналы оператордың енгізген түзетулерін тіркеуге, оларды ауысымдар арасында беруге және станок баптауларындағы шатасуды азайтуға көмектеседі.
режимдер журналыЧПУ режимдерінің ауысуыоператор түзетулерін есепке алу

2025 ж. 13 там.·8 мин
Фасонды резец пе, әлде бірнеше өтім бе: серияда қайсысы тұрақтырақ
Фасонды резец пе, әлде бірнеше өтім бе: серияда қай кезде дайындау құны төмен, құрал ұзақ қызмет етеді және профильдің ауытқу қаупі аз болатынын талдаймыз.
фасонды резец пе, әлде бірнеше өтімсериядағы құралдың төзімділігідетальдағы профильдің ауытқуы

2025 ж. 10 там.·8 мин
Демалыстан кейін станоктың қайталымдылығы: дүйсенбіде не тексеру керек
Демалыстан кейін станоктың қайталамдылығы жиі суық түйіндер, қою май, гидравликалық қысымның өзгерісі және ауадағы ылғал салдарынан жоғалады.
станоктың демалыстан кейінгі қайталымдылығыCNC станокты прогревтеустанок майлауы және гидравликасы

2025 ж. 09 там.·6 мин
Механикалық өңдеудегі партия көлемі: пайда қай жерде аяқталады
Партия көлемі деталь бағасына, станок жүктемесіне және отгрузка мерзімдеріне әсер етеді. Наладка, қойма және срочтық тапсырыстар арасындағы тепе-теңдікті қалай есептеу керектігін түсіндіреміз.
партия көлемі механикалық өңдеустанокты наладкадайын детальдар қоймасы

2025 ж. 06 там.·7 мин
Құралды теңгеру: неге фиништік беттің сапасы бұзылады
Құралды теңгеру жоғары айналымда финиш бетін неге бүлдіретінін түсінуге көмектеседі, тіпті шпиндель қалыпты болғанда да.
құралды теңгеруоправка биігіфиништік бет

2025 ж. 04 там.·8 мин
Өлшем рұқсатта, ал торап жиналмайды: себебін іздейміз
Өлшем рұқсатта, ал торап жиналмай ма? Конустық, бөшке тәрізділік және өлшеудің дұрыс емес базасы жинақтауға қалай кедергі болатынын талдаймыз.
өлшем рұқсатта, ал торап жиналмайдыбөлшек конустығыбөлшектің бөшке тәрізділігі

2025 ж. 02 там.·8 мин
Жаңа серияны іске қосқанда сынамалық бөлшектер санын азайту
Станоктан тыс құрал дайындау мен өлшеулерді шығару арқылы жаңа серияны іске қосқанда сынамалық бөлшектер санын азайту оңайырақ.
сынамалық бөлшектер санын азайтуқұралды станоктан тыс дайындаустаноктан тыс өлшеулер

2025 ж. 01 там.·8 мин
Вертикалдық токарлық станок па, әлде горизонталдық па: таңдау
Вертикалдық токарлық станок әрқашан таңдалмайды. Біз деталь массасы, жүктеу жолы және стружка ағуын қарастырып, қай кезде вертикалдық схема горизонталдықтан артық болатынын түсіндіреміз.
вертикалдық токарлық станокгоризонталдық токарлық станокстанок компоновкасын таңдау

2025 ж. 31 шіл.·7 мин
ЧПУ операторының алғашқы 8 апталық оқыту жоспары
ЧПУ операторының алғашқы 8 аптасы: станокты баптау, детальді өлшеу, коррекциялар және типтік аварияларда әрекет ету тәртібі.
ЧПУ операторын оқытуЧПУ оқыту жоспарыстанокты баптау

2025 ж. 31 шіл.·7 мин
Эмульсиядағы май: бір ауысымда қайдан келгенін қалай анықтауға болады
Эмульсиядағы май көбінесе гидросистема, бағыттағыштардың майлауы немесе ақаулы сливтен келеді. Бір ауысым ішіндегі тексерулер құрал-жабдықты сақтауға көмектеседі.
эмульсиядағы майстаноктың гидросистемаcын тексерубағыттағыштардың майлауы

2025 ж. 30 шіл.·8 мин
Токарлық өңдеуде үгіндіні бақылау: тоқтаусыз өндіріс
Токарлық өңдеуде үгіндіні бақылау сериядағы тоқтауларды азайтады. Осы мақалада пластинаны, подачаны, кесу тереңдігін және СОЖ қысымын қарастырамыз.
үгіндіні бақылау токарлық өңдеудетокарлық пластинаны таңдауточение подача

2025 ж. 29 шіл.·8 мин
CAM-дегі қалдық материал: қауіпті аймақтарды қалай жіберіп алмау керек
CAM-дегі қалдық материал жиі черновая өңдеуден кейін жасырын қалады. Қайда қалады, оны соңғы өту алдында қалай табуға болады және фрезаға соққыдан қалай сақтануға болатынын талдаймыз.
CAM-дегі қалдық материалалғашқы (черновая) өңдеусоңғы (чистовой) өту

2025 ж. 29 шіл.·8 мин
Операциялар арасындағы аяқталмаған өндіріс: қалай есептеп және азайтуға болады
Операциялар арасындағы аяқталмаған өндіріс көбіне байқалмай өседі: іліп қалған бөлшектерді қалай есептеу, шығынды анықтау және қорды мерзімге зиян келтірмей азайту жолдарын қарастырамыз.
операциялар арасындағы аяқталмаған өндірісарқасында тұрған бөлшектераяқталмаған өндіріс

2025 ж. 29 шіл.·6 мин
Екінші ЧПУ операторын бөлшектер тобы бойынша оқыту
Екінші ЧПУ операторын бөлшектер тобы бойынша оқыту: базалау, коррекция және өлшем бақылауын бір ғана бағдарламаға байланып қалмай қалай үйрету керек.
екінші ЧПУ операторын оқытубөлшектер тобыбөлшекті базалау

2025 ж. 27 шіл.·6 мин
Сызбадағы шероховаттық: Ra қай жерде керек, қай жерде қажет емес
Сызбадағы шероховаттық бөлшектің бағасы мен өңдеу маршрутына әсер етеді. Қай жерге Ra қою керек, цехпен қалай келісуге болады және қайталанатын артық өтулерді қалай азайтуға болатынын түсіндіреміз.
чертеждегі беткі қырлығыRa көрсеткішібеткі қырлығы

2025 ж. 23 шіл.·8 мин
Автоматты желі ме әлде екі станок па: қашан қайсысы тиімдірек
Автоматты желі ме әлде екі станок па: тактты, қайта баптауды, операторлардың жүктемесін және сериялық тапсырыстардағы тоқтауларды қалай салыстыру керектігін талдаймыз.
автоматты желі ме әлде екі станок пашығару тактыстанокты қайта баптау

2025 ж. 23 шіл.·7 мин
Көпқұралды токарьлық орталықтағы кедергісіз операциялар
Көпқұралды токарьлық орталықтағы операцияларда соқтығыс қаупін азайту үшін траекторияларды, баптауды және қозғалыс ретін мұқият тексеру қажет.
көпқұралды токарьлық орталықтағы операцияларCNC траекторияларын тексерутокарьлық орталықты баптау

2025 ж. 21 шіл.·6 мин
C осінің момент қоры: неге болат әртүрлі кесіледі
C осінің момент қоры бірдей C осі бар екі токарлық орталықтың болатты фрезерлеуде неге әртүрлі жұмыс істейтінін түсінуге көмектеседі.
C осінің момент қорытокарлық орталықта болатты фрезерлеуC осі және жетекші құрал

2025 ж. 20 шіл.·6 мин
Токарлық орталықтағы бөлшекті ұстайтын құрылғы: қашан қажет?
Токарлық орталықтағы бөлшекті ұстайтын құрылғының бетке зақым, цикл уақыты және қабылдау процесіне қалай әсер ететінін талдап, қашан оны қолданған тиімді екенін айтамыз.
токарлық орталықтағы бөлшек ұстайтын құрылғыбөлшектің бетіне зақымтокарлық орталық цикл уақыты

2025 ж. 20 шіл.·8 мин
Токарлық орталықтағы C және Y осьтері: қашан өзін ақтайды
Токарлық орталықтағы C және Y осьтері: олар фрезерлеуден қандай операцияларды алып тастайды, уақытты және қайта баптауды қалай есептеу керек, және сіздің номенклатура бойынша қайтарымдылықты қалай анықтау керек.
Токарлық орталықтағы C және Y осьтеріжетекті құралдары бар токарлық орталықY осінің өзін-өзі ақтауы

2025 ж. 20 шіл.·8 мин
Станок сатып алудан бұрын тактты есептеу
Станок сатып алудан бұрын тактты есептеу: формула мен шаблон — жүктеу, өлшеу, құрал ауыстыру және операцияаралық қорды ескере отырып.
станок сатып алудан бұрын тактты есептеуавтокомпоненттерге арналған токарлық ЧПУ станогыөңдеу циклінің уақыты
2025 ж. 19 шіл.·8 мин
ЧПУ-да жіпті метчикпен немесе фрезамен кесу: әдісті қалай таңдау
Метчикпен немесе фрезамен жіп кесу: поломка қаупі, цикл уақыты және жіп сапасын салыстыру — кіші және сериялы өндіріс үшін ЧПУ-да қандай әдіс тиімдірек.
метчикпен немесе фрезамен жіп кесуЧПУ-да жіп кесурезьбофрезерлеу

2025 ж. 18 шіл.·8 мин
Жылыту жоқ шеберханада станоктың тотығуы: тәуекелді қалай азайтуға болады
Жылыту жоқ шеберханада станоктың тотығуы жиі конденсат пен ұзақ тоқтаудан басталады. Қандай сақтау, консервалау және қысқы жұмыс тәртібі қажет екенін қарастырамыз.
жылыту жоқ шеберханада станоктың тотығуыстанокты қыста консервалаушеберханада оснастканы сақтау

2025 ж. 18 шіл.·8 мин
Индексациядан кейін револьвердегі соққы: бөлшектемей тексеру
Индексациядан кейінгі револьвердегі соққы әрдайым күрделі ақауды білдірмейді. Бекітпе, датчиктер, құрал люфті және авариялар журналын қадам-қадаммен талдаймыз.
индексациядан кейін револьвердегі соққыревольверлі басты тексеруЧПУ станогындағы құрал люфті

2025 ж. 17 шіл.·8 мин
Жад батареялары мен энкодерлер: қауіпсіз түрде қашан ауыстыру керек
Жад батареялары мен энкодерлер әдеттен тыс түрде істен шығуы мүмкін. Ауыстыру мерзімдерін, қауіпті белгілерді және станоктың тоқтауына жол бермейтін қарапайым графикті келтіреміз.
жад батареялары мен энкодерлерЧПУ батареясын ауыстырустаноктың апатты тоқтауы

2025 ж. 16 шіл.·7 мин
Өндірістік компанияға станок лизингі: нені есептеу керек
ЧПУ станокты өндірістік компания үшін лизингке алуды тек төлеммен есептемейді. Аванс, сервис, құрал, салық, тоқтап қалу және жалпы соманы бірге қарастырамыз.
өндірістік компанияға арналған станок лизингістанок лизингін есептеуЧПУ станоктың толық құны

2025 ж. 15 шіл.·7 мин
Чертеж ревизиясын ауыстыру: бірінші партияны қалай араластырмау керек
Чертеж ревизиясын ауыстыру қарапайым тәртіпті қажет етеді: бағдарламалар, оснастка және бақылау картасын қалай белгілеу керек, ескі және жаңа партияны қалай араластырмауға болады.
чертеж ревизиясын ауыстыруЧПУ бағдарламаларын белгілеуоснастканы белгілеу

2025 ж. 14 шіл.·8 мин
Станокқа жеке электр желісі: қашан қажет?
Станокқа жеке электр желісі қашан қажет: іске қосу токтарын, көрші жүктемелерді және электр жүйесінің мінезін қалай тексеруге болатынын айтамыз.
жабдыққа жеке электр желісістаноктың іске қосу токтарыэлектроникаға кедергі

2025 ж. 12 шіл.·6 мин
Артық бұрылыстарсыз 5 осьтік корпустық бөлшектің технологиялылығы
5 осьтік өңдеудегі корпустық бөлшектің технологиялылығы радиустарға, базаларға және құралдың қолжетімділігіне тәуелді. Қалай артық қондырулар мен арнайы оснастканы алып тастауға болатынын талқылаймыз.
корпустық бөлшектің технологиялылығы5 осьтік өңдеуқұралдың қолжетімділігі

2025 ж. 12 шіл.·8 мин
Станок соқтығысқанда: жаңа іске қоспас бұрын қалай тексеру керек
Станок соқтығысса, байыппен тексеру керек: геометрия, құрал, шпиндель, осьтер және сынақ іске қосу. Екінші соққыға ұрындырмайтын қадамдар тәртібі.
станок соқтығысуыстанок геометриясын тексеруЧПУ құралын тексеру

2025 ж. 12 шіл.·8 мин
Сериялы бөлшектерге арналған бөлек арнаулы құрал: қашан өзін ақтайды
Сериялы бөлшектерге арналған бөлек арнаулы құрал қашан орнатуға кеткен уақытты азайтылып, өлшемді тұрақтандырып және автокомпоненттер партиясында шығынды азайта алатынын талқылаймыз.
сериялық-бөлшектерге-арналған-бөлек-құралавтокомпоненттерге-арналған-оснасткастандартты-оснастка

2025 ж. 11 шіл.·8 мин
Станоктағы SPC: статистика қашан артық өлшеусіз көмектеседі
Станок жанындағы SPC маңызды өлшемдердің біртіндеп ауытқуын ертерек байқап, артық тексерулерді қысқартуға және шығарымды тежемеуге көмектеседі. Қашан және қалай оны енгізу қажет екенін түсіндіреміз.
станоктағы SPCЧПУ өлшем бақылауыпроцестің ығысуы

2025 ж. 09 шіл.·8 мин
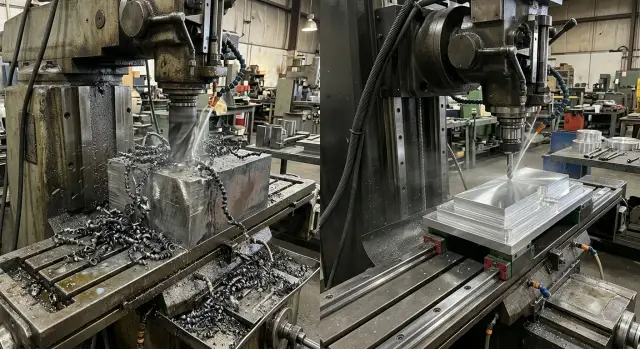
Плазмадан кейін болат плиталарды артық қырмай фрезерлеу
Плазмадан кейін болат плиталарды фрезерлеу дәл база, жұмсақ бекіту және термиялық бұрмалануды ескеретін маршрутты қажет етеді.
плазмадан кейін болат плиталарды фрезерлеуплитаның термиялық бұрмалануыплазмадан кейін базаны тегістеу
2025 ж. 08 шіл.·6 мин
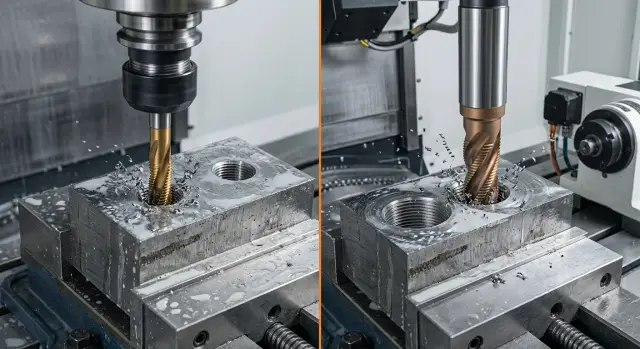
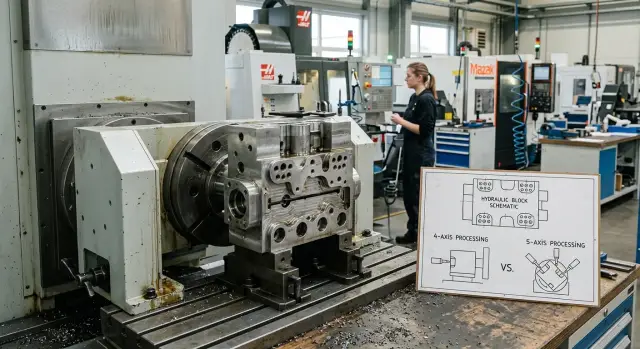
Гидроблок корпусы үшін 4 немесе 5 ось: қалай таңдау керек
Гидроблок корпусын өңдеуде 4 немесе 5 ось қашан нәтиже береді: тесіктер топтары, асты ойықтар, баптау, ақау қаупі және артық шығындар.
гидроблок корпусы үшін 4 немесе 5 осьгидроблок корпустарын өңдеу5 осьті өңдеу

2025 ж. 08 шіл.·8 мин
Алюминийді өңдеу кезінде кесу кромкасына жабысып қалу
Алюминийді өңдеу кезінде кесу кромкасына жабысып қалу көбіне плазина геометриясы, режим және СОЖ дұрыс қойылмауынан болады. Қосымша теориясыз жұмысқа пайдалы тәжірибелік тәсілдер.
кесетін кромкаға жабысып қалуалюминийді өңдеуалюминийге арналған плазина геометриясы

2025 ж. 07 шіл.·8 мин
Жылдам ауыстырылатын құрал жүйелері: қайда өзін ақтайды
Жылдам ауыстырылатын құрал жүйелері ауысу кезінде жоғалатын уақыт көп болған жерде өнімділікті арттырады. Серияларды, ауысу уақытын және өзін-өзі ақтау шегін талқылаймыз.
жылдам ауыстырылатын құрал жүйелеріналадканы қысқартуұстағыштардың өзін-өзі ақтауы

2025 ж. 07 шіл.·7 мин
Кеме жабдығына арналған корпустық бөлшектер: базалар, орнату орындары, бақылау
Кеме жабдығына арналған корпустық бөлшектер литей базасын, заготовка массасын және жазықтықтар мен отырғызуларды кезең-кезеңімен бақылауды талап етеді.
кеме жабдығына корпустық бөлшектерлитей бойынша базаларүлкен жазықтықтарды өңдеу

2025 ж. 06 шіл.·8 мин
Металл өңдеу операцияларын аутсорсингке беру: нені өзіңізде қалдырған жөн
Металл өңдеу операцияларын аутсорсингке беру кезінде мерзім, ақау және жүктеме бойынша есептеген дұрыс. Жылумен өңдеу, шлифовка, тіс кесу және бақылауды салыстырамыз.
металл өңдеу операцияларын аутсорсингке берутермоөңдеуді мердігерге беру ме әлде цехта қалдыру маөз цехыңда шлифовка

2025 ж. 06 шіл.·8 мин
Шпиндель: белдік беріліс пе әлде тікелей беріліс пе — цех үшін қайсысын таңдау?
Белдік бе, әлде тікелей беріліс пе — шпиндельді қалай таңдау керек: момент, айналым, шу, сервис және жалпы шығындарды салыстырып, цехыңызға ең тиімді нұсқаны табыңыз.
шпиндель: белдік немесе тікелей берілісшпиндельдің айналу моментішпиндель айналымдары

2025 ж. 06 шіл.·8 мин
Номенклатура жиі ауысқанда учаскенің апталық жүктемесін бағалау
Қарапайым схема бойынша учаскенің жүктемесін бағалау: қолжетімді сағаттарды қалай анықтау, наладкаларды ескеру және шұғыл тапсырыстарға резерв қалдыру.
учаскенің жүктемесін бағалауөндірістің қолжетімді сағаттарыналадкаларды есептеу

2025 ж. 03 шіл.·8 мин
Құрал дайындау посты: қашан цехқа қажет?
Құрал дайындау постын әдет бойынша емес, деректерге қарап ашқан дұрыс. Жүктеме, простои және наладалаудағы қателер бойынша белгілерді талқылаймыз.
құрал дайындау постыЧПУ станоктарын наладалауцехтағы тоқтаулар

2025 ж. 29 мау.·8 мин
Жабдықтама ма, әлде жаңа станок па: тапсырыспен жұмыс істейтін цехты не тежеп тұр
Жабдықтама ма, әлде жаңа станок па: тар орынның белгілерін, шығынды қарапайым есептеу тәсілін және тағы бір орталық сатып алар алдында нені тексеру керегін талдаймыз.
жабдықтама ма, әлде жаңа станок паЧПУ-ға арналған құрылғыларөндірістегі тар орын

2025 ж. 29 мау.·8 мин
СОЖ үшін ұсақ үгінділерді сүзу: жүйені қалай таңдау керек
СОЖ-тегі ұсақ үгінділерді сүзу: қандай тор, тазалық дәрежесі және абразивті шығару схемасын таңдау керек, чтобы СОЖ өмірін ұзартып, насос тозуын азайту.
СОЖ үшін ұсақ үгінділерді сүзуСОЖ-тен абразивті тазалауЧПУ станогы үшін сүзгі таңдау

2025 ж. 28 мау.·7 мин
Артық құрал ауыстырмай тесіктер пакетін бұрғылау тәртібі
Тесіктер пакетін бұрғылау реті базаға, ауысым санына және ақау қаупіне әсер етеді. Құрал мен өтулерді қалай дұрыс бөлу керегін қарастырамыз.
тесіктер пакетін бұрғылау тәртібітесіктерді бұрғылау ретіЧПУ-да құрал ауыстыру

2025 ж. 28 мау.·8 мин
Өздігінен центрлейтін қысқыш па, әлде бөлшекке баптау ма
Аралас номенклатура үшін өздігінен центрлейтін қысқыш пен бөлшекке баптауды салыстырамыз: қай жерде уақыт үнемдейсіз, ал қай жерде дәлдік пен баптау сағаттарын жоғалтасыз.
өздігінен центрлейтін қысқышқысқышты жеке баптауаралас номенклатура

2025 ж. 26 мау.·8 мин
Станокқа арналған ауа: ауа қысымынан басқа нені тексеру керек
Қысымнан басқа сығылған ауаның роса нүктесі мен тазалығы патрон зажымы, продувка мен автоматикаға қалай әсер ететінін және ауа жүйесі ақаулы болғанда не тексеру керектігін талқылаймыз.
станокқа арналған ауасығылған ауа роса нүктесіЧПУ үшін ауаның тазалығы

2025 ж. 22 мау.·7 мин
VDI немесе BMT револьвері: нақты оснасткада не өзгереді
VDI және BMT револьверлерін қаттылық, қайта баптау уақыты және точение, бұрғылау мен расточкаға арналған ұстағыш таңдау тұрғысынан цехтағы күнделікті жұмысқа сай салыстырамыз.
VDI немесе BMT револьверіревольвердің қаттылығыCNC токарлық станокты қайта баптау

2025 ж. 21 мау.·7 мин
Шпиндель қуаты: пиктік көрсеткіш пен шынайы жұмыс
Шпиндель қуатына көбінесе пиктік мәнге қарап қателеседі. Номиналдық қуат пен айналдыру моменті жұмыс шартында маңыздырақ — қалай тексеру керектігін және нені сұрау керектігін түсіндіреміз.
шпиндель қуатыпиктік және номиналдық қуатЧПУ станогын таңдау

2025 ж. 21 мау.·8 мин
Геометрия допуск картасы: цех іске қосқанда қай жерде қателеседі
Геометрия допуск картасы іске қосу кезінде жиі жаңылады. Базалар, позиция, биение және оқудағы қателерді талдап, ақау мен артық бақылауға әкелетін себептерді түсіндіреміз.
геометрия допуск картасыгеометриялық допустарбөлшекті базалау

2025 ж. 20 мау.·8 мин
Қолмен ЧПУ бағдарламалау: қашан ол CAM-нан жылдамырақ
Қолмен ЧПУ бағдарламалау қарапайым бөлшекті тез іске қосуға көмектеседі: қай жерде G-код CAM-дан жылдам, қандай операцияларды қолмен жазған дұрыс және пуск алдында не тексеру керек.
қолмен ЧПУ бағдарламалауG-код CAM-сызжаңа бөлшекті іске қосу

2025 ж. 19 мау.·8 мин
Өңдеу орталығын орнатуға цехты дайындау
Өңдеу орталығын орнатуға цехты дайындау: орынды, электр тартуды, үгінді шығаруды, құралдарды сақтау және жылжу маршруттарын қалай тексеру керек.
цехты орнатуға дайындауЧПУ станокқа қуат тартуцехтағы үгіндерді шығару

2025 ж. 19 мау.·8 мин
Өңдеуден кейін бөлшектерді таңбалау: лазер, соққы немесе жапсырма
Өңдеуден кейін бөлшектерді таңбалау есепке алу, оқылымдылық және қабылдауға әсер етеді. Біз лазер, соққы және жапсырманы төзімділігі, бағасы және цех талаптары бойынша салыстырамыз.
өңдеуден кейін бөлшектерді таңбалаулазерлік таңбалауметаллды соққымен таңбалау

2025 ж. 19 мау.·8 мин
Тот баспайтын болат пен титан бөлшектеріндегі бракты қалай азайтуға болады
Тот баспайтын болат пен титан бөлшектеріндегі бракты қалай азайтуға болады: кесу режимдерін таңдау, құралды уақытында ауыстыру және процесті таза ұстау туралы кеңестер.
тот баспайтын болат пен титанда бракты азайтутот баспайтын болатқа кесу режимдерітитанды ЧПУ-да өңдеу

2025 ж. 17 мау.·8 мин
Алюминийді токарлық өңдеу кезінде жоңқаның оралуы: қалай жоюға болады
Алюминийді токарлық өңдеу кезінде жоңқаның оралуы базаны бұзып, бетте із қалдырып, циклді ұзартады. Себептерін, режимдерді, геометрияны және жылдам тексерістерді талдаймыз.
алюминийді токарлық өңдеу кезінде жоңқаның оралуыжұмсақ алюминий қорытпаларын токарлық өңдеупатронға жоңқаның жиналуы

2025 ж. 16 мау.·6 мин
Станокты орнату: поддон, анкер ме, әлде цехтағы виброопора ма?
Станокты орнату оның дәлдігіне, қызмет көрсетуіне және цех ішінде орын ауыстыруына әсер етеді. Поддон, анкер немесе виброопораны қашан таңдау керегін артық теориясыз түсіндіреміз.
станок орнатустанокқа арналған поддонстанокқа арналған анкелер

2025 ж. 13 мау.·8 мин
Жылдам құрал ауыстыру үшін оправкалардың шығу ұзындығының стандарты
Оправкалардың шығу ұзындығының стандарты құралды тезірек ауыстыруға, бірінші өтімнен өлшемді ұстап тұруға және ЧПУ станоктарында түзетулерді сирек енгізуге көмектеседі.
оправкалардың шығу ұзындығының стандартықайталанатын оправкаларжылдам құрал ауыстыру

2025 ж. 12 мау.·8 мин
Қашықтан пусконаладка: қашан көмектеседі
Қашықтан пусконаладка әрдайым жарамайды. Қай жағдайларда ол бірнеше күн үнемдейді, ал қашан инженердің келуі жылдамырақ және қауіпсізірек болатынын талқылаймыз.
қашықтан пусконаладкаинженердің келуіқашықтан пусконаладка станок

2025 ж. 11 мау.·6 мин
Қысу күшін динамометрмен тоқсан сайын бақылау
Қысу күшін динамометрмен тоқсан сайын бақылау әлсіз патронды дер кезінде байқап, ақау қаупін азайтуға және бөлшек сериясын сақтап қалуға көмектеседі.
динамометрмен қысу күшін бақылаупатронның қысу күшін тексерутоқсандық патрон тесті

2025 ж. 10 мау.·7 мин
CAM кейінгі беттің баспалдақтары: себебін қайдан іздеу
CAM кейін бетте пайда болатын баспалдақтар көбінесе қатаң емес допусктан, шамадан тыс сглаживаниеден немесе постпроцессор қателігінен туындайды. Қадам-қадаммен не тексеру керек екенін талқылаймыз.
CAM кейінгі беттегі баспалдақтарCAM допусытраекторияны жұмсарту

2025 ж. 09 мау.·6 мин
Токарлық орталықтағы Y осі: ол екінші орнатуды қашан жояды?
Түсіндіреміз: токарлық орталықтағы Y осі қай операцияларды бір орнатуда жинайды, уақытты қалай есептеу керек және опция қай жағдайда өзіне қаржы ретінде қайтады.
Y осі токарлық орталығыекінші орнатуY осінің окупаемдігі

2025 ж. 07 мау.·7 мин
Жаңа станокты іске қосу: 3 айға құрал есебі
Жаңа станокты іске қосу бастапқыда дәл қорды талап етеді. Қажетсіз артығынсыз, 3 айға арналған құрал мен қондырманың қарапайым есебін көрсетеміз.
жаңа станокты іске қосуқұрал-сайман және қондырмақұрал қорының есебі

2025 ж. 07 мау.·8 мин
Станок орнатпас бұрын алаңды дірілге тексеру
Алаңды дірілге тексеру дәл станокты қай жерге қою қауіпті екенін алдын ала түсінуге көмектеседі. Қарапайым өлшеулер, айқын белгілер және чек-лист.
алаңды дірілге тексерустанок орнатар алдындағы дірілстанокқа орынды қалай таңдау

2025 ж. 06 мау.·8 мин
Тот баспайтын болат бөлшектеріндегі сызаттар: тәуекелді қалай азайтуға болады
Тот баспайтын болат бөлшектеріндегі сызаттар көбіне станокта емес, тасымалдау кезінде пайда болады. Маршрутты, тараны және медициналық жабдыққа арналған бақылауды қарастырамыз.
тот баспайтын болат бөлшектеріндегі сызаттармедициналық жабдық бөлшектеріоперациялар арасындағы тара

2025 ж. 02 мау.·7 мин
Бір операторға екі станок: бұл схема қашан шынымен жұмыс істейді
Бір операторға екі станок схемасы әрдайым тиімді бола бермейді. Цикл ұзақтығын, бөлшек түрін, өлшеу көлемін және іске қоспас бұрын жасалатын қарапайым тексеруді талдаймыз.
бір операторға екі станокстанок циклының ұзақтығыЧПУ-да бөлшектерді өлшеу

2025 ж. 01 мау.·6 мин
Қаралай өңдеуден кейінгі штифтке арналған ұсақ тесіктер: не дұрыс емес
Штифтке арналған ұсақ тесіктер агрессивті қаралай өңдеуден кейін жиі ығысады. Металл қалай өзгеретінін, өлшемнің қайда жоғалатынын және жинақтауды қалай бұзбауды қарастырамыз.
штифтке арналған ұсақ тесіктерагрессивті қаралай өңдеуметалдың деформациясы

2025 ж. 29 мам.·8 мин
Фрезерлеудегі құралдың шығу ұзындығы: ұзындығын қалай таңдау
Фрезерлеудегі құралдың шығу ұзындығы дірілге, дәлдікке және цикл уақытына әсер етеді. Қосымша резервсіз жинақ ұзындығын қалай таңдау керектігін көрсетеміз.
фрезерлеудегі құралдың шығу ұзындығықұрал-жабдық жинағының қаттылығыфреза жинағының ұзындығы

2025 ж. 29 мам.·8 мин
Токарлық орталыққа арналған приводты құрал: қалай таңдау?
Токарлық орталыққа арналған приводты құралды крутящий момент, айналымдар мен күнделікті операцияларға қарап таңдау керек — артық төлем жасаудан және қателіктен қалай сақтануға болады.
токарлық орталыққа арналған жетекші құралтокарлық станокқа ұстағыштарайналдыру моменті жетекші құрал
2025 ж. 29 мам.·8 мин
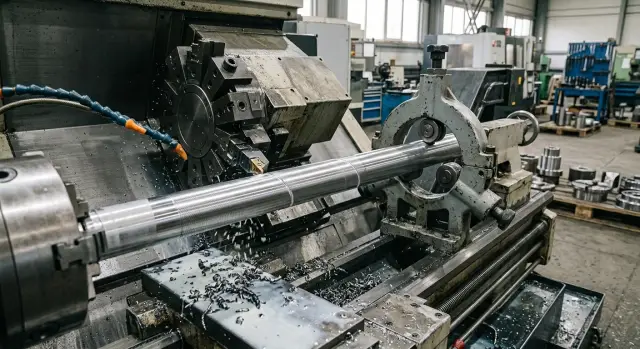
Ұзын біліктерді дірілсіз токарьлау: люнет пен кесіу режимдері
Ұзын біліктерді дірілсіз токарьлау үшін дәл тірек, тыныш кесіу режимдері және дұрыс өтулер тәртібі қажет. Люнет пен жиі кездесетін қателерді талқылаймыз.
ұзын біліктерді дірілсіз токарьлаутокарлық станокқа арналған люнетұзын біліктер үшін кесіу режимдері

2025 ж. 25 мам.·8 мин
Шойынды ЧПУ-да өңдеудегі қателер: шаң, тозу, ақаулар
Шойынды ЧПУ-да өңдеу қателері жиі шаңнан басталады: ол бағыттағыштарды тоздырады, датчиктерді шатастырады және пластинаның қызмет мерзімін қысқартады.
шойынды ЧПУ-да өңдеудегі қателерстаноктағы шойын шаңыЧПУ бағыттағыштарының тозуы

2025 ж. 25 мам.·8 мин
Болатты өңдеуде гидропатрон ба, әлде термооправка ма: қалай таңдау керек
Болатты өңдеуде гидропатрон ба, әлде термооправка ма: соғылу, құрал ауыстыру уақыты, цехқа қойылатын талаптар және таңдаудың қарапайым тәртібі.
гидропатрон ба, әлде термооправкақұралдың соғылуыЧПУ-ға арналған оснастка

2025 ж. 23 мам.·6 мин
Ауысымның соңында бөлшек өлшемінің ауысуы: температура мен тозу
Егер бөлшек өлшемі ауысым соңында өзгерсе, жиі себеп — қызу, құралдың тозуы немесе оператор әрекеттері. Қарапайым тексеру тәртібін ұсынамыз.
ауысым соңында бөлшек өлшемінің өзгеруітемпература бөлшек өлшеміне әсер етедіЧПУ станоктағы құралдың тозуы

2025 ж. 22 мам.·8 мин
B осі немесе айналмалы үстел: корпустық бөлшектерге қайсысы тиімді?
B осі ме әлде айналмалы үстел ме: корпустық бөлшектер үшін қайсысы тиімді екенін, қай жерлерде өңдеу уақыты өсетінін және қашан қымбат опция өзін ақтамайтынын талдаймыз.
B осі немесе айналмалы үстелкорпустық бөлшектер5 осілі өңдеу

2025 ж. 22 мам.·8 мин
5 осьті өңдеудегі қысқыштар: қолжетім және қаттылық
5 осьті өңдеудегі қысқыштар: құралға жол ашып, қаттылықты сақтап, корпустар мен плиталарға бір бекітуде оснастка схемасын қалай таңдау керек.
5 осьті өңдеудегі қысқыштар5 осьті өңдеуге арналған қондырмабір бекітуде өңдеу

2025 ж. 22 мам.·7 мин
Дөңгелектілік пен цилиндрлік: неге диаметр құтқармайды
Дөңгелектілік пен цилиндрлік бөлшектің микрометрден өтіп, бірақ жинақта тұрып қалатынын түсіндіреді. Жиі кездесетін жағдайларды, қателерді және тексеру тәсілдерін қарастырамыз.
дөңгелектілік пен цилиндрлікпішін дәлдіктерідиаметрді бақылау

2025 ж. 21 мам.·7 мин
Станок жанындағы дайын бөлшектер жинақтағышы — қолмен тоқтатусыз
Станок жанындағы дайын бөлшектер жинақтағышы қолмен тоқтауларды азайтуға көмектеседі. Ыдысты, түсіру қадамын және бетті қорғауды қалай таңдау керегін қарастырамыз.
станок жанындағы дайын бөлшектер жинақтағышыдайын бөлшектерге арналған ыдысбөлшек түсіру қадамы

2025 ж. 16 мам.·8 мин
Ағындағы ұшық жиектерді жою — артық қол еңбегінсіз
Ағындағы ұшық жиектерді жою: техпроцесте қандай кромкаларды белгілеу, қайсысын станокта-ақ алу және бөлшектер шығарылымын қалай тежемеу керек.
ағындағы ұшық жиектерді жоюбөлшектер кромкаларын өңдеустанок жанында заусенецті алып тастау

2025 ж. 15 мам.·6 мин
ЧПУ учаскесіндегі кесімді ақы: сапаны түсірмей қалай жасауға болады
ЧПУ учаскесіндегі кесімді ақы әр серияға бірдей келе бермейді. Жарамды өнімді, ақауды және баптауды сапаға қысым түсірмей қалай байланыстыру керегін көрсетеміз.
ЧПУ учаскесіндегі кесімді ақыЧПУ-дегі ақау мен өнім шығарустаноктарды баптау уақыты

2025 ж. 15 мам.·8 мин
Бірінші таза өңдеуге дейінгі қалқымалы припускті бақылау: маршрут
Бірінші таза өңдеуге дейінгі қалқымалы припускті бақылау: өлшеу нүктелерін қалай таңдау керек, реакция шектерін қалай қою керек және артық жазбасыз ығысуды қалай ұстау керек.
қалқымалы припускті бақылаубөлшек өлшеу маршрутыбірінші таза өңдеу

2025 ж. 13 мам.·8 мин
CAM қысуға кедергі келтірсе, дайындамадағы технологиялық аймақтар
CAM үшін дайындамаға технологиялық аймақтарды қалай алдын ала қосу керегін түсіндіреміз: жақтаулар бөлшекті тұрақты ұстайды, ал модель қысуға кедергі болмайды.
дайындамадағы технологиялық аймақтарстанокта бөлшекті қысуқысуға арналған қосымша металл

2025 ж. 12 мам.·6 мин
Бөлімшенің екінші ауысымға дайындығы: алдын ала не тексеру керек
Бөлімшенің екінші ауысымға дайын болуы тек тапсырыстарға байланысты емес. Құрал-жабдықты, жөндеуді, бақылауды, персоналды және ауысымды іске қосуды алдын ала қалай тексеру керек екенін көрсетеміз.
бөлімшенің екінші ауысымға дайындығыөндірістегі екінші ауысымқұрал-жабдық пен оснастканы тексеру
2025 ж. 11 мам.·8 мин
Қорапша бағыттағыштар немесе сызықтық: қайсысы тиімді
Қорапша бағыттағыштар мен сызықтық бағыттағыштардың черновой өңдеуде, беттік тазалықта және ауыр режимдерде қайсысы тиімді екенін талқылаймыз.
қорапша бағыттағыштар немесе сызықтықЧПУ-да черновой өңдеубеткі бұдырлығы

2025 ж. 11 мам.·8 мин
Расточка басы немесе развертка: тесіктер үшін қайсысын таңдау
Расточка басы немесе развертка: допуск, наладка және партия уақытын салыстырып, материал мен көлемге сай тесікті қалай таңдау қажет екенін қарастырамыз.
расточная головка немесе развертканақты тесіктертесіктің допусы

2025 ж. 06 мам.·8 мин
ЧПУ дағдылар матрицасы: ауысымдарды бұзусыз қалай жабуға болады
ЧПУ дағдылар матрицасы операторларды станоктар мен ауысымдарға дұрыс орналастыруға көмектеседі, тоқтаулар қаупін азайтады және демалыс немесе ауру кезінде өндірісті сақтауға мүмкіндік береді.
ЧПУ дағдылар матрицасыоператорларды ауысым бойынша бөлустанокқа резерв

2025 ж. 05 мам.·8 мин
Құйма алюминийді кеуектерімен артық түзетусіз өңдеу
Кеуектері бар құйма алюминийді өңдеу нақты маршрутты қажет етеді: қай жерде бақылау жүрісін қалдыру керек, базаны қалай қорғау керек және қолмен түзетуді қалай азайту керек.
кеуектері бар литий алюминийді өңдеутаза базаға дейін бақылау жүрісіалюминий құймасын өңдеу маршруты

2025 ж. 05 мам.·8 мин
УП-дегі холостық қозғалыстарды артық тәуекелсіз қысқарту
Қолданба бағдарламасындағы (УП) бос жүрістерді қалай қысқартуға болатынын көрсетеміз: траекторияны қайта құру, қауіпсіз жазықтықтарды баптау және құралды ауыстыру логикасын оңтайландыру арқылы артық тәуекелсіз уақыт үнемдеу.
холостық қозғалыстарды қысқарту УП-теинструмент траекториясын оңтайландыруқауіпсіз жазықтықтар ЧПУ

2025 ж. 05 мам.·6 мин
Станоктың авария кодтарының тарихы: әлсіз тұсын қалай анықтауға болады
Станок авария кодтарының тарихы қай жерде ауысым уақытын жоғалтатынын, қандай ақаулар бір-бірімен байланысатынын және цех жұмысында не тексеру керектігін түсінуге көмектеседі.
станоктың авария кодтарының тарихыЧПУ апаттарын қалай талдау керекстанок қателік кодтары

2025 ж. 05 мам.·8 мин
Станоктан кейін бөлшектерді жуу: қашан ол жинақтауға әсер етеді
Станоктан кейін бөлшектерді жуу тек сыртқы тазалық үшін емес. Бұл мақала стружка мен эмульсия қалдықтарының бақылау, жинақтау және қайталап операцияларға қалай әсер ететінін ашады.
станоктан-кейін-бөлшектерді-жууөңдеуден-шыжықдетальдағы-эмульсия-қалдықтары

2025 ж. 05 мам.·8 мин
Учаскеде қуат қоры: мерзімдерді бұзбай қалай ұстау керек
Учаскідегі қуат қоры ақаулар мен шұғыл тапсырыстарды жеңіп шығуға көмектеседі. Жүктеме бойынша буферді қалай орнатып, уәде етілген мерзімді сақтауды көрсетеміз.
учаскеде қуат қорыжүктеме буферістаноктарды жүктеуді жоспарлау

2025 ж. 05 мам.·8 мин
Баптаушының арбасы: цехты аралап жүгірмейтін стандартты жинақ
Баптаушының арбасы өлшеу құралдарын, крепежді, маркерлерді және шығын материалдарын қол астында ұстауға көмектеседі. Жинақтың құрамын, қателерді және ауысым алдындағы тексеруді қарастырамыз.
баптаушының арбасыбаптаушыға арналған стандартты жинақстанокты баптауға арналған құралдар

2025 ж. 02 мам.·8 мин
Үзілісті профиль бойынша жону: кескіштің соққысын қалай азайтуға болады
Үзілісті профиль бойынша жону көбіне шығуда соққы береді. Траекторияның басталуы мен ұшының радиусы сызылу, шу және бөлшек бетінің бұзылуын қалай азайтатынын көрсетеміз.
үзілісті профиль бойынша жонужону кезіндегі кескіш соққысытраекторияның басталуы

2025 ж. 01 мам.·6 мин
Детальдің нөл нүктесі және бағдарламаның нөл нүктесі: қате қайдан шығады
Приспособление ауысқаннан кейін детальдің нөл нүктесі мен бағдарламаның нөл нүктесі жиі шатастырылады. Айырмашылықты, себептерін және бірінші іске қоспас бұрын қандай тексерістер жасау керектігін қарастырамыз.
детальдің нөл нүктесі және бағдарламаның нөл нүктесіЧПУ станокта нөлді ығыстыруприспособление ауыстыру

2025 ж. 01 мам.·6 мин
Жүк тиегішке кедергі болмайтын үгін аймағын ұйымдастыру
Үгін аймағын ұйымдастыру жүк тиегіштің қозғалысын және бөлшектер шығаруды бөлуге көмектеседі: контейнерлерді, проходтарды және шығару кестесін қалай орналастыру керектігін көрсетеміз, тоқтауларсыз.
үгін аймағын ұйымдастыруүгінді шығаруүгін контейнерлері