East CNC Kazakhstan блогы
ЧПУ станоктары, металды өңдеу және өндірісті жаңғырту туралы мақалалар.
Соңғы мақалалар

2025 ж. 16 жел.·7 мин
Модульдік оснастка немесе дәнекерленген приспособление: не таңдау
Модульдік оснастка немесе дәнекерленген приспособление: қысқа және орта серияларға қайсысы тиімдірек екенін талдап, окупаемостты шынайы есептеу.
модульная оснастка или сварное приспособлениеоснастка для коротких серийоснастка для средних серий

2025 ж. 15 жел.·8 мин
MES-сіз ЧПУ учаскесіне арналған ауысымдық тапсырма: ыңғайлы формат
MES-сіз ЧПУ учаскесіне арналған ауысымдық тапсырма: шеберге, операторға және бақылауға қандай өрістер керек, сонда ауысым жұмысты сұрақсыз бастайды.
ЧПУ учаскесіне арналған ауысымдық тапсырмаауысым тапсырмасының форматыЧПУ өндірістік тапсырмасы

2025 ж. 14 жел.·8 мин
Аумақтағы кернеудің төмендеуі: станокты қалай қорғау
Аумақтағы кернеудің төмендеуі бағдарламаларды іске қосуға, приводтарға қателерге және электрониканы қыздыруға әкеледі. Желі өлшеулерін, допусктарды және стабилизатор таңдауын қарастырамыз.
аумақтағы кернеудің төмендеуістаноктың электрмен жабдықталуыЧПУ станокқа стабилизатор

2025 ж. 14 жел.·6 мин
Бір бағдарлама екі станокқа: көшірмес бұрын нені тексеру керек
Бір бағдарлама екі станокта бірдей нәтиже бермеуі мүмкін: көшірмес бұрын кинематикасын, датчиктерін, нөлдерін, ығысулары мен цикл логикасын тексеріңіз.
бір бағдарлама екі станокқаЧПУ бағдарламасын көшірустаноктың нөлдік нүктелері

2025 ж. 13 жел.·8 мин
Бір өңдеу орталығында қысқа сериялы бөлшектер: іске қосу тәртібі
Бір өңдеу орталығында қысқа сериялы бөлшектерді іске қосу қатаң тәртіпті талап етеді: офсеттер, құрал, наладка картасы және тапсырмалар арасындағы жылдам тексерулерді қарастырамыз.
бір орталықтағы қысқа серия бөлшектерөңдеу орталығындағы офсеттерЧПУ құрал есепке алу

2025 ж. 13 жел.·8 мин
Станоктың геометриялық қабылдауы: не өлшеу керек және не келісу керек
Станоктың геометриялық қабылдауын алдын ала өлшемдер тізімін, тексеру шарттары мен допустарды келісіп алған кезде дау мен түсініспеушіліктерді болдырмайсыз.
станокты геометриялық қабылдаустаноктың геометриясын өлшеуқабылдау допустары

2025 ж. 12 жел.·8 мин
СОЖ багындағы кір: ол өлшем мен бетті қалай бұзады
СОЖ багындағы кір бөлшек өлшемін өзгертеді, бет кедір-бұдырын нашарлатады және тозуды жылдамдатады. Белгілерін, тексеру жолдарын және тазалау қадамдарын артық теориясыз көрсетеміз.
СОЖ багындағы кірлас эмульсия белгілеріСОЖ сүзгілеу

2025 ж. 12 жел.·8 мин
Операция ортасынан бағдарламаны соққыссыз қайта іске қосу
Операция ортасынан бағдарламаны қайта іске қосу үшін опорлық кадрларды, құрал корректорларын және қауіпсіз подводты дәл тексеру керек; әйтпесе станок оңай бөлшекке тиіп кетуі мүмкін.
операция ортасынан бағдарламаны қайта іске қосуЧПУ опорлық кадрларқұрал корректорлары

2025 ж. 11 жел.·8 мин
Бұрғылаудан кейінгі развертка: өлшемнің қашпауы үшін не тексеру қажет
Бұрғылаудан кейін развертка үшін дұрыс припуск, тиісті подача және дайындық қажет — әйтпесе диаметр ауысып, осьтiң түзулігі бұзылуы мүмкін.
бурғылаудан кейін разверткаприпуск под разверткуподача при развертывании

2025 ж. 11 жел.·8 мин
Жаңа бөлшекті іске қоспас бұрын 15 минуттық тәуекел картасы
Жаңа бөлшекті іске қоспас бұрынғы тәуекел картасы 15 минутта сызбаны, бекітуді, құралды және бақылауды тексеріп, алғашқы партияны браксыз бастауға көмектеседі.
жаңа бөлшекті іске қоспас бұрын тәуекел картасыбөлшекті іске қосар алдындағы сұрақтаржаңа бөлшекті іске қосу алдындағы тексеру

2025 ж. 11 жел.·8 мин
Станокты іске қосу алдындағы тексеру тізімі: 7 жиі кездесетін қателік
Станокты іске қосу алдындағы тексеру тізімі негізді, электрді, ауаны, СОЖ-ты, құрал-жабдықты және операторларды алдын ала тексеруге көмектеседі.
станокты іске қосу алдындағы тексеру тізіміЧПУ станокты іске қосуға дайындаустанокты іске қосу алдындағы қателіктер

2025 ж. 09 жел.·8 мин
Жұмыс учаскесіндегі тоқтауларды қалай хабарлау керек: сигналдық мұнара, планшет, чат
Жұмыс учаскесіндегі тоқтауларды хабарлау: сигналдық мұнара, планшет немесе чат қайсысы қай жерде ыңғайлы, сигнал қай жерде жоғалады және не таңдау керек.
учаскедегі тоқтауды қалай хабарлауөндірістегі сигналдық мұнарастанок жанындағы планшет

2025 ж. 08 жел.·6 мин
5 осьті өңдеудегі бөшке тәрізді фреза: қай жерде уақыт үнемдейді
5 осьті өңдеуде бөшке тәрізді фреза жай беттердегі таза өңдеу жүрісін жылдамдатады. Қай жерде қадамды ірілеуге болатынын және дөрекі із қалдырмай оны қалай ұлғайтуға болатынын талдаймыз.
5 осьті өңдеудегі бөшке тәрізді фрезатаза 5 осьті өңдеутраектория қадамы

2025 ж. 07 жел.·8 мин
Корпустық бөлшектерге арналған паллеттер және топтарды жылдам ауыстыру
Корпустық бөлшектерге арналған паллеттер бірдей базаларды орнатып, қайта баптауды қысқартады және учаскені топтар арасында тез ауыстыруға көмектеседі.
корпустық бөлшектерге арналған паллеттербазалық беттерді стандарттаубөлшек топтарын ауыстыру

2025 ж. 06 жел.·8 мин
5 осі ме әлде приводты аспапы бар токарлық орталық па: не таңдау
5 осі ме әлде приводты аспапы бар токарлық орталық па: бөлшек пішінін, орнатулар санын, допусктарды және бюджетті салыстырып, артық функцияларсыз дұрыс таңдау жасаймыз.
5 осі немесе приводты аспапы бар токарлық орталықстанокты таңдау ЧПУ5 осі өңдеу орталығы

2025 ж. 03 жел.·8 мин
Операторға арналған баптау картасы: қателіксіз қарапайым шаблон
Операторға арналған баптау картасы тапсырысты қайта іске қосуды жеделдетіп, режимдерді, құрал-саймандар мен бақылау өлшемдерін шатастырмауға көмектеседі.
оператор үшін баптау картасыбаптау картасының шаблонытапсырысты қайта іске қосу

2025 ж. 03 жел.·7 мин
Станок қаттылығы: кесу сынақтары мен детальдағы іздер арқылы қарапайым тексерулер
Станок қаттылығын күрделі өлшеулерсіз де бағалауға болады: қарапайым кесу сынақтары, детальдағы іздер мен жұмыс алдындағы тез тексерулерді талқылаймыз.
станоктың қаттылығыкесу сынақтарытокарлық өңдеудегі діріл

2025 ж. 02 жел.·8 мин
Станоктағы алғашқы бөлшекті ОТК кезегінсіз бақылау
Станоктағы алғашқы бөлшекті бақылау өлшемнің ауытқуынан тез хабардар болуға, наладканы растауға және барлық партияны шамалап шығарып жібермеуге көмектеседі.
станоктағы бірінші бөлшекті бақылаустаноктағы бақылау схемасыоператорға жылдам кері байланыс

2025 ж. 01 жел.·8 мин
ЧПУ операторы үміткерін бір күнде қалай тексеру
ЧПУ операторы үміткерін бір күнде қалай тексеруге болады: чертежті оқу, өлшеулер, қауіпсіз пуск және қате коды бойынша реакция құрылымы.
cnc-операторын-қандай-тәсілмен-тексеруоператорға-арналған-тест-чпүчертежті-оқуды-бағалау

2025 ж. 01 жел.·8 мин
Цех тоқтамайтындай өлшеу құралдарын тексеру кестесі
Өлшеу құралдарын тексеру кестесін қалай құрып, даталарды айларға бөліп, учаскені штангенциркуль мен микрометрсіз қалдырмауды көрсетеміз.
өлшеу құралдарын тексеру кестесіөлшеуіш құралдарды есепке алуцехтағы тексеру жоспары

2025 ж. 01 жел.·8 мин
Станокты түсіру: кран, жүк тиегіш немесе такелаж бригадасы
Станокты түсіру қажет болғанда кранды, жүк тиегішті немесе такелаж бригадасын таңдау маңызды. Салмақты, кіріс жолын, тәуекелдерді және жиі кездесетін қателіктерді талқылаймыз.
станокты түсіружабдыққа арналған кранды таңдаужүк тиегішпен түсіру

2025 ж. 30 қар.·8 мин
Лазерлік кесуден кейінгі бөлшектер: дайындаманы ЧПУ-ға қалай әзірлеу керек
Лазерлік кесуден кейінгі бөлшектерде базаны, припускты және қысу аймақтарын тексеру керек. Технологиялық жерлерді қайда қалдыру және қисаюды қалай жою керегін қарастырамыз.
лазерлік кесуден кейінгі бөлшектерЧПУ үшін базаны дайындаудайындаманы бірінші орнату

2025 ж. 30 қар.·8 мин
Кіші диаметрлі ішкі канавкалар: сызбадағы қателер
Кіші диаметрлі ішкі канавкалар сызба сатысында-ақ қиындық тудырады. Ені, түп радиусы және құралдың жетуі туралы артық жорамалсыз талдап шығамыз.
кіші диаметрлі ішкі канавкаларішкі канавка еніканавка түбінің радиусы

2025 ж. 29 қар.·8 мин
BT, CAT немесе HSK: нақты фрезерлеуде не өзгереді
BT, CAT немесе HSK: зажим, қайталанымдылық, діріл және оснастық таңдау қалай өзгереді черновой, чистовой және скоростной фрезерлеуде.
BT, CAT немесе HSKшпиндель конусықұралды қыстыру

2025 ж. 25 қар.·7 мин
Екінші токарлық станок: тапсырыстар өскен кезде нені қосу керек
Бір станок ағынды ұстай алмаса, екінші токарлық станок қажет болады. Көшірме ме, икемдірек модель ме әлде бір отбасы бөлшектерге арналған машина ма — қайсысы тиімді екенін қарастырамыз.
екінші токарлық станокцехқа қай станок қосу керектокарлық орталықты таңдау

2025 ж. 25 қар.·8 мин
Станокты тоқтағанда консервілеу: алдын ала не істеу керек
Станоктың тоқтау кезеңінде тот, ағып кету және істен шығулар болдырмау үшін консервация қажет. Бағыттағыштарды, гидравликаны және электрониканы қалай дайындау керектігін қарастырамыз.
станкты консервілеуCNC станоктың тоқтауыбағыттағыштарды тоттан қорғау

2025 ж. 25 қар.·8 мин
Резьбофреза немесе метчик: күрделі материалдарда қайсысы тиімді?
Резьбофреза немесе метчик: тот баспайтын болатта, жылуға төзімді және ұсатылғыш қорытпыларда брак тәуекілі, құралдың қызмет ету мерзімі және нақты цикл уақытын салыстырамыз.
резьбофреза немесе метчикрезьбалық фрезерлеутот баспайтын болатта резьба жасау

2025 ж. 24 қар.·6 мин
Токарлық орталықта бөлшек пен патрон массасының қоры
Бөлшек пен патрон массасының қорын іске қоспай тұрып есептеңіз: тораптың инерциясын, рұқсат етілген айналымдарды және жүктеме қорын болжамсыз тексеріңіз.
бөлшек пен патрон массасының қорытораптың жиынтық инерциясышпиндельдің рұқсат етілген айналымдары

2025 ж. 21 қар.·7 мин
Заготканы жүктеу: станокта минуттар қайда кетеді
Заготканы жүктеу жиі әр ауысымда минуттарды алады. Бөлшектің ориентациясы, жұмыс аймағының биіктігі және патронға қолжетімділік жұмыстың ырғағын қалай өзгертетінін талқылаймыз.
заготканы жүктеупатронға қолжетімділікжұмыс аймағының биіктігі

2025 ж. 19 қар.·6 мин
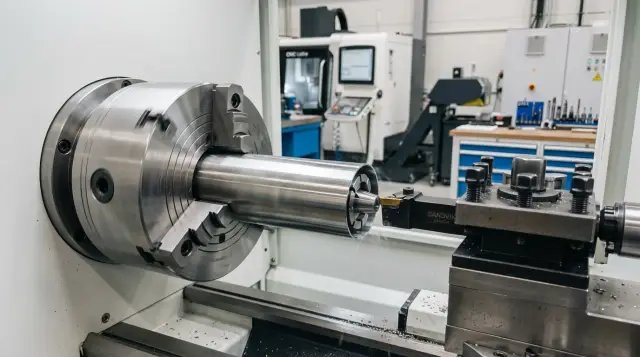
Шпиндельдегі өту тесігін қателіксіз қалай таңдау
Шпиндельдің өту тесігі пруток диаметріне, заготовка ұзындығына және болашақ тапсырыстарға резервке әсер етеді. Есептеу, жиі қателіктер және тез тексерулер.
шпиндельдегі өту тесігіпруток диаметрізаготовка ұзындығы

2025 ж. 18 қар.·8 мин
Алюминий корпус бөлшектерін деформациясыз өңдеу
Алюминий корпус бөлшектерін өңдеу кезінде металл алу мен бекітуді дұрыс ұйымдастырмау жұқа қабырғалардың бекітуді шешкеннен кейін қисайып кетуіне әкеледі. Мұнда теңгерімді маршрут, опора мен қысымды таңдау және практикалық кеңестер бар.
алюминий корпус бөлшектерін өңдеуалюминийдің жіңішке қабырғаларыкорпустық бөлшектерді бекіту

2025 ж. 17 қар.·8 мин
Станоктағы Cp және Cpk: қашан есептеу керек, қашан уақытты босқа кетірмеу керек
Станоктағы Cp және Cpk туралы түсінікті талдау: индекс қай өлшемдерге керек, қанша өлшеу жеткілікті және қашан есептеу тек босқа уақыт алады.
станоктағы Cp және Cpkүдеріс қабілеттілігі индексіCpk үшін қанша өлшеу керек

2025 ж. 16 қар.·6 мин
Өндірістегі тар шектеу: наладка ма, такт па, маршрут па
Өндірістегі тар шектеу әрқашан станок ішінде бола бермейді. Наладка, жүктеу такты, инструмент немесе бөлшектің маршрутын қалай ажыратуға болатынын көрсетеміз.
өндірістегі тар шектеуЧПУ станокты наладкасыжүктеу такты

2025 ж. 14 қар.·8 мин
Қалқымалы метчик ұстағышы: ол резьбаны қай кезде құтқарады
Қалқымалы метчик ұстағышы қисаюда, ұзақ жүрісте және күрделі материалдарда көмектеседі. Ол қашан пайдалы, ал қашан циклді тек баяулататынын талдаймыз.
қалқымалы метчик ұстағышықатты резьба кесуметчик пен тесіктің осьтік сәйкестігі

2025 ж. 14 қар.·8 мин
Фиништік өтуден бұрын қалдық: қателер мен есептеу
Соңғы өңдеуден бұрын қалдырылатын қалдық размерге, беттің тазалығына және кескіштің тозуына әсер етеді. Қателерді, белгілерін және қарапайым тексеру тәртібін талқылаймыз.
соңғы өңдеуден бұрынғы қалдықчистовой өтпе қателерітазалау қалдығы токарьлық өңдеу

2025 ж. 13 қар.·8 мин
ЧПУ аспаптарының ABC талдауы: артық қорды қалай қысқартуға болады
ЧПУ аспаптарының ABC талдауы күнделікті қолданылатын және сирек позицияларды бөліп, артық қорды азайтуға және учасканың қоймасын бақылауда ұстауға көмектеседі.
ЧПУ аспаптарының ABC талдауыЧПУ учаскесіндегі аспап қорларықұрал-жабдық есебі

2025 ж. 11 қар.·6 мин
Механикалық өңдеуде Cpk: шатасусыз қалай есептеу
Механикалық өңдеуде Cpk өлшемнің шашыраңқылығын бағалауға көмектеседі, бірақ ақаудың себебін түсіндіре алмайды. Есептеу жолын, мысалды және жиі кездесетін қателіктерді талқылаймыз.
Механикалық өңдеуде CpkCpk қалай есептеуүдерістің тұрақтылығы

2025 ж. 08 қар.·7 мин
Цехтағы бөлшектер отбасылары бойынша станоктардың жүктеме графигі
Станоктардың жүктеме графигі ұқсас тапсырыстарды біріктіріп, қайта баптаулар санын азайтып, ауысымдар мен жабдықтар бойынша жұмысты біркелкі бөлуге көмектеседі.
станоктардың жүктеме графигібөлшектер отбасыларықайта баптауларды азайту

2025 ж. 08 қар.·8 мин
Құрал арқылы СОЖ беру терең тесіктерде: қайда қажет
Қарастырамыз: қашан құрал арқылы СОЖ беру терең тесіктерді бұрғылауды жылдамдатады, ал қашан сыртқы подача жеткілікті және қосымша шығын қажет емес.
подача СОЖ через инструментсверление глубоких отверстийвнутренняя подача СОЖ

2025 ж. 08 қар.·8 мин
Наладканы фототіркеу: қай кадрлар ауысым уақытын үнемдейді
Наладканы фотоға түсіру ауысымдар арасында кулачки, приспособление мен құрал-жабдықтарды іздеусіз және қайта жинаусыз тез беруге көмектеседі.
наладканы фотоға түсіруЧПУ ауысымын тапсырустанок оснасткасын фотоға түсіру

2025 ж. 07 қар.·8 мин
Қатайған бетті керамикамен фрезерлеу: қашан орынды
Қатайған бетті керамикамен фрезерлеу әрдайым орынды емес. Өңдеу қоры, дайындаманың қатаңдығы және үзілісті контакт кезіндегі сынық қаупін талдаймыз.
қатайған бетті керамикамен фрезерлеуқатайған болатты өңдеуүзілісті кесу

2025 ж. 05 қар.·7 мин
Тығыздағышқа арналған канавкалар: тереңдік пен тазалықты қалай сақтау керек
Тығыздағышқа арналған канавкалар дәл тереңдік пен таза түпті қажет етеді. Өңдеу маршрутын, бақылауды, құралды және жиі жіберілетін қателерді талдаймыз.
тығыздағышқа арналған канавкаларканавка тереңдігітүбінің тазалығы

2025 ж. 04 қар.·7 мин
Универсалдық орталық па әлде екі станок: цехтағы таңдау туралы
Универсалдық орталық па әлде екі станок па: жүктеме, сезондық шыңдар, простои, резерв және орын үнемдеу арқылы қай схема тиімдірек екенін қарастырамыз.
универсалдық орталық немесе екі станокшағын цехқа ЧПУ станогышеңбердегі станоктардың жүктемесі

2025 ж. 30 қаз.·6 мин
Қатталған болатты өңдеу: токарьлау немесе шлифтеу?
Қатталған болатты өңдеу: қашан токарьлауды, ал қашан шлифтеуді таңдау керек — допуск, шероховатылық, цикл уақыты және операция құны арқылы.
қатталған болатты өңдеуқатталған болатты токарьлауметалды шлифтеу

2025 ж. 28 қаз.·8 мин
Станокты ERP-ке біріктіру: қандай мәліметтер жіберу керек
Станокты ERP-ке қосу күрделі бастық талап етпейді: алдымен қай деректерді жіберу керегін және артық датчиктерсіз қалай іске қосуға болатынын қарастырамыз.
станокты ERP-ке біріктірустаноктан ERP-ге мәліметтерЧПУ автоматты деректер беру

2025 ж. 27 қаз.·6 мин
MQL минималды майлануы: қашан ол СОЖ ағымынан жақсы
MQL минималды майлау ағым СОЖ-ға қарағанда ласты және шығынды азайта алады, бірақ бәріне жарамайды. Қай материалдар мен операцияларда MQL тиімді екенін, қандай шектеулері барын және сынақты қалай өткізу керектігін қарастырамыз.
MQL минималды майлауСОЖ ағымыалюминийді өңдеу

2025 ж. 27 қаз.·6 мин
Патрон гидрожүйесінің қысымы: неге қысу тұрақсыз болады
Патрон гидрожүйесінің қысымы ағулар, ауа, май және баптаудан құбылады. Кулачок ауыстырмай тұрып нені тексеру керегін қарастырамыз.
патрон гидрожүйесінің қысымыгидропатрондағы ағуларпатрондағы бөлшекті қысу

2025 ж. 25 қаз.·8 мин
Болатты ауыр кесуге арналған станок: таңдау қателіктері
Болатты ауыр кесуге арналған станокты массасы, шпиндель моменті, станина қаттылығы және стружка шығарумен бағалау керек. Тапсырысқа дейін жиі жасалатын қателіктерді талдаймыз.
болатты ауыр кесуге станокстаноктың массасышпиндель айналу моменті

2025 ж. 25 қаз.·6 мин
Медициналық жабдықтың бөлшектері: цехта не өзгереді
Медициналық жабдық бөлшектері үшін тек допуск жеткіліксіз. Тазалық, таңбалау мен құрал есебі қалай ұйымдастырылатынын қарапайым және түсінікті түрде түсіндіреміз.
медициналық жабдық бөлшектерімедицинаға арналған бөлшектер өңдеумеханикалық өңдеуде тазалық
2025 ж. 20 қаз.·8 мин
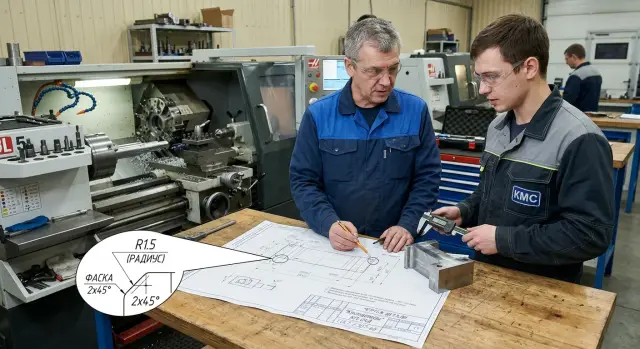
Детальдардағы радиустарды стандарттау: қашан қажет
Радиустарды стандарттау құралды ауыстыруларды азайтып, сызбаларды оңайлатып, сериялық өндірісті жылдамдатады. Қайда бұл пайдалы, қай жерде кедергі келтіретінін талқылаймыз.
радиустарды стандарттаудетальдардағы радиустар мен фаскалардетальдарды серияға жобалау

2025 ж. 19 қаз.·8 мин
5 осьтегі қауіпсіз жазықтықтар: артық бос жүрістерсіз
5 осьтегі қауіпсіз жазықтықтарды қалай дұрыс баптап, артық бос жүрістерді азайтуға, қажет қорды сақтауға және бөлшекке тәуекел тудырмауға болатынын талдап шығамыз.
5 осьтегі қауіпсіз жазықтықтар5-осьтік өңдеубос жүрістерді азайту

2025 ж. 19 қаз.·8 мин
Нақты цикл уақыты: каталогқа сенбей, қалай есептеу керек
Сынақ бөлшек, құрал ауыстыру және жүктеу бойынша нақты цикл уақытын қалай есептеу керек. Қарапайым есептеу, жиі кездесетін қателіктер және жылдам тексеру жолдары.
нақты цикл уақытысынақ бөлшек бойынша есептеуЧПУ станогының цикл уақыты

2025 ж. 17 қаз.·8 мин
Гидроцилиндр бөлшектерін қайта өңдеусіз механикалық өңдеу
Гидроцилиндр бөлшектерінің механикалық өңдеуі операциялар шекарасында жиі бұзылады. Токарлау, хонингтеу, жіп жасау және бақылауды қалай үйлестіруге болатынын көрсетеміз.
гидроцилиндр бөлшектерінің механикалық өңдеуігидроцилиндрлерді өңдеу маршрутыгильзаларды хонингтеу

2025 ж. 17 қаз.·8 мин
Орнатпаның салмағы: станокқа және бөлшек өлшеміне қалай әсер етеді
Орнатпаның салмағы осьтердің үдеуі, құралдың қолжетімділігі мен өлшем тұрақтылығына қалай әсер ететінін талдап, жаңа операцияға кіріспес бұрын не тексеру керектігін айтамыз.
орнатпаның салмағыстаноктың артық жүктелуіқұралға қол жеткізу

2025 ж. 15 қаз.·8 мин
Түнгі ауысымдағы ЧПУ станоктары: қай жерде аға жанында болуы керек
ЧПУ станоктарындағы түнгі ауысым нақты бөлінген міндетті талап етеді: қандай операцияларды өз бетімен жүргізуге болады, қай жерде аға қажет және партияны іске қоспай тұрып нені тексеру керек.
ЧПУ станоктарындағы түнгі ауысымағаның бақылауындағы операциялартүнгі бөлшек маршруты

2025 ж. 15 қаз.·8 мин
Кепілдік аяқталғаннан кейінгі сервистік келісімшарт: нені алдын ала тексеру керек
Кепілдік аяқталғаннан кейінгі сервистік келісімшартты станокты сатып алмас бұрын талқылаған дұрыс: жауап беру уақыты, қашықтан көмек, шығын материалдары және басқа қалаға шығу.
кепілдіктен кейінгі сервистік келісімшартсервистің жауап беру мерзімістанокқа қашықтан қолдау

2025 ж. 13 қаз.·7 мин
Құралмагазиніндегі дубльдер: олар қашан шынымен қажет
Құралмагазиніндегі дубльдер түнгі ауысымды үзбеуге және қысқа партияларды жоғалтпауға көмектеседі, бірақ артық позициялар ячейкаларды алып, баптауды қиындатады.
құралмагазиніндегі дубльдерЧПУ-дағы түнгі ауысымқысқа бөлшек партиялары

2025 ж. 13 қаз.·8 мин
Әмбебап оснастка: қашан арнайы құрылғы жасау керек
Әмбебап оснастка бастапқыда ыңғайлы, бірақ жиі қайта баптау, брак пен тоқтап тұру бір детальға арналған арнайы құрылғы жасау уақыты келгенін көрсетеді.
әмбебап оснасткаарнайы құрылғыстанокты қайта баптау

2025 ж. 11 қаз.·8 мин
Үлкен диаметрлі бұранданы цехта даусыз бақылау
Үлкен диаметрлі бұранданы бақылау: калибр, үш сым әдісі және өлшеу машинасының қайсысын қашан таңдау керек екенін біліп, цехтағы дауды тез шешіңіз.
ірі диаметрлі бұрандалы жіпті бақылауүш сым әдісібұранда калибрі

2025 ж. 10 қаз.·8 мин
24 немесе 40 орындық құрал дүкені: қорды қалай бағалауға болады
24 немесе 40 орындық құрал дүкенін операциялар санына ғана қарап емес, дублерлерге және переналадкалардың жиілігіне қарап таңдаңыз. Қарапайым есептеу әдісін көрсетеміз.
24 немесе 40 орындық құрал дүкеніқұрал қорыжиі переналадкалар

2025 ж. 10 қаз.·8 мин
Станоктың бір сағат тоқтап тұру құны: қорды қалай шешу керек
Станоктың бір сағат тоқтап тұру құны қандай қосалқы бөлшектерді қоймада ұстау керек, ал қайсысын қажет болғанда ғана тапсырыс беру керек екенін артық шығынсыз түсінуге көмектеседі.
станоктың бір сағат тоқтап тұру құныЧПУ үшін қосалқы бөлшектер қорытоқтап тұрудан болатын шығынды есептеу

2025 ж. 06 қаз.·7 мин
Учаскеде ақау мен қайта өңдеуге арналған таңбалау жүйесі
Ақау мен қайта өңдеуге арналған таңбалау жүйесі бөлшекпен не болғанын, келесі қадамды кім жасайтынын тез түсінуге және ауысымдар арасындағы дауды азайтуға көмектеседі.
ақау мен қайта өңдеуге арналған таңбалау жүйесіөндірістегі ақауларды белгілеуақау себебінің коды

2025 ж. 06 қаз.·7 мин
Шынықтырылған бөлшектегі паз: қашан фреза электроэрозиядан тиімдірек
Шынықтырылған бөлшектегі пазды фрезамен де, электроэрозиямен де жасауға болады. Дайындау мерзімін, дәлдікті, соңғы өңдеуді және міндетке сай тәсілді талдаймыз.
шынықтырылған бөлшектегі пазқатты қорытпалы фрезаэлектроэрозия

2025 ж. 05 қаз.·8 мин
Сынақ кесуден кейін бағдарламаның алғашқы түзетуі
Сынақ кесуден кейін бағдарламаның алғашқы түзетуі: CAM қатесін база қатесінен қалай ажыратуға, станокты қалай тексеруге және қайталама қайта жазусыз түзетуді қалай енгізуге болатыны.
бағдарламаны алғашқы түзетуCAM қатесібөлшек базасының қатесі

2025 ж. 04 қаз.·8 мин
Шпиндель дірілін бақылау: қашан тексеру керек және норманы қалай анықтау керек
Шпиндель дірілін бақылау соққыдан кейін, оснастка ауысқаннан немесе брак өскенде қажет. Жылдам тексеру тәртібі мен себеп іздеудің белгілерін қарастырамыз.
шпиндель дірілішпиндель нормасыстанок шпиндельін тексеру

2025 ж. 04 қаз.·8 мин
Өңдеу кезінде қырдың үгітілуі: құралдың кіруі мен шығуы
Өңдеу кезіндегі қыр сынықтары көбіне құрал кіретін және шығатын жерде пайда болады. Беріліс, бұрыш және таза өтулер ретін өзгерту нәтижені қалай жақсартатынын қарастырамыз.
өңдеу кезіндегі қыр сынықтарықұралдың кіруіқұралдың шығуы

2025 ж. 30 қыр.·6 мин
Базалау қателері: неге тискі нақты ортаны қамтамасыз ете алмайды
Базалаудың қателері қайталанушылықты төмендетеді, өлшемді ығыстырып, бағдарламаны түзетуге мәжбүр етеді. Себептерін, жиі қателерді және жылдам тексеруді талқылаймыз.
базалау қателеріөңдеудің қайталанушылығызаготовканы базалау
2025 ж. 28 қыр.·8 мин
Жұқа қабырғалы құбырды кесу: серияда ұшын қалай мыжылдырмау керек
Жұқа қабырғалы құбырды кесу үшін дәл қысу, дұрыс тіреу және кескіш геометриясы керек. Цехта сериямен жұмыс істегенде ұштың мыжылуын қалай жоюға болатынын қарастырамыз.
жұқа қабырғалы құбырды кесужұқа қабырғалы құбырды қыспақтауқұбырды кесу кезінде тіреу
2025 ж. 28 қыр.·6 мин
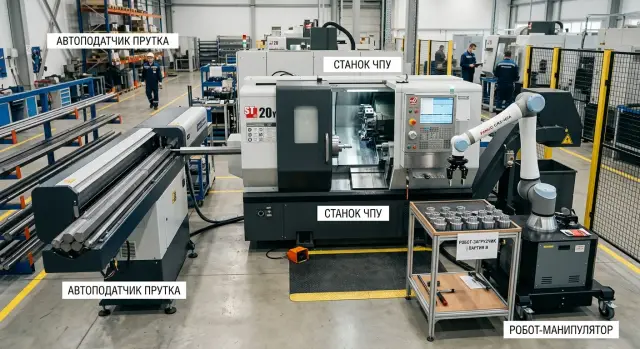
Автоподатчик прутокқа немесе робот арқылы жүктеу: қайсысын таңдау?
Автоподатчик пе әлде робот арқылы жүктеу ме — әртүрлі заготовкаларға, серия ұзақтығына, жұмыс темпіне және цехтағы орынға қарай қайсысы тиімді екенін талқылаймыз.
автоподатчик немес робот жүктеутокарь участокты автоматтандырузаготовкаларды токарлық станокқа жүктеу

2025 ж. 27 қыр.·6 мин
Ірі серияға көшу: оснастка мен бақылауда нені өзгерту керек
Ірі серияға көшу оснастканы, базалауды және бақылауды қайта қарауды талап етеді. Нені қалдыру, нені ауыстыру және уақыт қай жерде кететінін талдап шығамыз.
ірі серияға көшусериялық өндіріске арналған оснасткапартиядағы өлшем бақылауы

2025 ж. 26 қыр.·8 мин
Кесу режимдері: технолог пен оператор арасындағы дауды қалай тоқтату керек
Кесу режимдерін қысқа сынақ арқылы тезірек келісуге болады: бір бөлшек, бекітілген шарттар, нәтиженің өлшеуі және даусыз қорытынды.
кесу режимдерістаноктағы қысқа сынақтехнолог пен оператор дауы

2025 ж. 25 қыр.·7 мин
Ұзақ жеткізу мерзімі бар бөлшектер: қандай резервті ұстаған жөн
Ұзақ жеткізу мерзімі бар бөлшектерді қалай бағалау, критикалық түйіндерді анықтау және артық сатып алуларсыз минималды қорды қалай белгілеу керектігін талқылаймыз.
ұзақ-жеткізу-мерзіміндегі-резервтік-бөлшектерминималды-резервстанок-узелдерінің-критичтігі

2025 ж. 24 қыр.·7 мин
Тапсырыс берушінің сызбасы (3D модельсіз): не сұрау керек
3D модельсіз тапсырыс берушінің сызбасымен жұмыс CAM іске қосар алдында сұрақтар тізімін талап етеді. Өндірісте өлшемге қатысты дау шықпау үшін нені нақтылау керек екенін талқылаймыз.
3D моделсіз тапсырыс берушінің сызбасы бойынша жұмыс2D сызба бойынша CAM дайындаутехнологтың тапсырыс берушіге сұрақтары

2025 ж. 23 қыр.·8 мин
Автоматты жүктеуге арналған бөлшектер: станокта нені тексеру керек
Токарлық станок жанындағы робот үшін қандай бөлшектер автоматты жүктеуге жарайтынын қарастырамыз: геометрия, масса, дайындаманың бағдарлануы, қателер және жылдам тексерулер.
автоматты жүктеуге арналған бөлшектерстанок жанындағы роботдайындаманың бағдарлануы

2025 ж. 20 қыр.·8 мин
Құралдың шығу ұзындығы: қаттылықты жоғалтпай оправка мен жұмыс ұзындығын қалай таңдау керек
Құралдың шығу ұзындығын қалай бағалап, терең қалталар мен жіңішке қабырғалар үшін оправка мен жұмыс ұзындығын қаттылықты жоғалтпай қалай таңдау керектігін түсіндіреміз.
құралдың шығу ұзындығыоправка таңдауқұрал ұзындығы

2025 ж. 20 қыр.·8 мин
Техпроцесс дайындауда орнатулар санын қалай азайтуға болады
Техпроцесс пен оснастка кезінде орнатулар санын қалай қысқарту: деталь маршруты, базалау, қыстыру және іске қоспас бұрын тәуекелдерді тексеру бойынша қарапайым амалдар.
орнатулар санын қалай азайтудеталь маршрутыдетальді базалау

2025 ж. 19 қыр.·8 мин
Станокқа сервистік шарт: тоқтап қалуға не көбірек әсер етеді
Станокқа арналған сервистік шарт шоттағы жеңілдіктен де тоқтап қалуға көбірек әсер етеді. Қайтарым уақытын, жұмыстар тізімін, қосалқы бөлшектер мен инженердің шығу ережелерін талдаймыз.
станокқа сервистік шартсервис реакция уақытыЧПУ станоктарына қызмет көрсету

2025 ж. 18 қыр.·8 мин
50 данадағы қысқа партияларды автоматтандыру: робот өзін ақтай ма?
Қысқа партияларды автоматтандыру әрдайым үлкен серияны талап етпейді. 50 даналық партия үшін ұстағыш, қайта баптау және түнгі жұмыс шығындарын бірге талдаймыз.
қысқа партияларды автоматтандырустанок жанындағы роботЧПУ роботтың өзін ақтауы

2025 ж. 18 қыр.·8 мин
Дәл втулкаларға арналған мембрандық патрон: қашан өзін ақтайды
Дәл втулкаларға арналған мембрандық патрон қысқаннан кейінгі овалдықты және өлшемнің ауытқуын азайтады. Оның бағасы кәдімгі патроннан қашан тезірек ақталатынын көрсетеміз.
дәл втулкаларға арналған мембрандық патронвтулканы жұмсақ қысып ұстаувтулканы қыстырғанда болатын деформация

2025 ж. 16 қыр.·6 мин
Станок орнатылғаннан кейінгі постпроцессор: бір апталық тексерістер
Станок орнатылғаннан кейінгі алғашқы аптаға арналған қысқа тексеру жоспары — постпроцессор осьтерде, циклдарда және қауіпсіз позицияларында қате тудырмас үшін.
станок орнатылғаннан кейінгі постпроцессорЧПУ постпроцессорын тексеружұмысқа енгізуден кейінгі тесттер

2025 ж. 16 қыр.·8 мин
Құйма қабығы бойынша үзік жону: іске қоспас бұрын нені тексеру керек
Құйма қабығы бойынша үзік жонуға дайындық керек: пластина таңдау, қор қалдыру, алғашқы іске қосу және сынық қаупін азайтатын тексерістер.
Құйма қабығы бойынша үзік жонуқұйма қабығына арналған пластина таңдауқұйма қабығына қалдырылатын жону қоры

2025 ж. 14 қыр.·8 мин
Станоктың сервисін сатып алмас бұрын тексеру: жеткізушіден не сұрау керек
Станоктың сервисін сатып алмас бұрын келісімге қол қоюға дейін тексеріңіз: жауап беру уақыты, қосалқы бөлшектер қоры, қашықтан диагностика, ТО және оқыту.
станок сервисін сатып алмас бұрынЧПУ станоктарына сервистік қызмет көрсетустаноктарға арналған қосалқы бөлшектер қорі

2025 ж. 13 қыр.·6 мин
Механикалық өңдеудегі энергия шығыны: артық қуат қайда кетеді
Механикалық өңдеудегі энергия шығындары көбіне кесуден емес, чиллер, компрессор және босқа қыздырудан өседі. Қайдан шығын болатынын анықтауға көмектесеміз.
механикалық өңдеудегі энергия шығындарыметал өңдеудің өзіндік құныЧПУ станоктарының электрэнергия шығыны

2025 ж. 12 қыр.·7 мин
Соқтығысудан кейін ось нөлінің ауытқуы: іске қоспай тұрып нені тексеру керек
Жеңіл соқтығысудан кейін ось нөлінің ауытқуы әрдайым ақау деген сөз емес. Референс, датчик және механиканы іске қоспай тұрып қандай жылдам тексерулер жасау керегін қарастырамыз.
ось нөлінің ауытқуыЧПУ станогындағы датчик ақауыось механикасының ығысуы

2025 ж. 10 қыр.·6 мин
Цехтағы алғашқы автоматтандыру үшін гидравлика ма, әлде пневматика ма?
Алғашқы автоматтандыру үшін гидравлика мен пневматиканы салыстырамыз: баға, қызмет көрсету және цехтағы шаң, жоңқа, май сияқты қарапайым жағдайлардағы жұмысын қарастырамыз.
алғашқы автоматтандыруға арналған гидравлика ма, әлде пневматика магидравликалық құрылғыцехтағы пневматика

2025 ж. 09 қыр.·7 мин
Станокқа кепілдік: жиі жіберілетін ерекшеліктер
Станокқа кепілдік әрқашан шығындық бөлшектерді, іске қосудағы қателіктер мен кеш хабарлағандықтан туындайтын тоқтауды қамтымайды. Қарапайым тілмен жиі кездесетін ерекшеліктерді талдаймыз.
станокқа кепілдіккепілдік шектеулері станокстаноктың шығындық бөлшектері

2025 ж. 08 қыр.·8 мин
Токарлық орталықтағы цикл уақыты: минуттар қайда жоғалады
Токарлық орталықтағы цикл уақыты жиі кесуден емес — подводтар, отводтар, құрал ауысуы және артық командалардан өседі.
токарлық орталықтағы цикл уақытыцикл уақытын қысқартуЧПУ құрал ауысуы

2025 ж. 07 қыр.·8 мин
Станоктағы ауа ағуы: ақша мен ресурс қай жерде жоғалады
Станоктағы ауа ағуы шығынды көбейтеді, қысқыштың жұмысын бұзады және автоматикаға кедергі келтіреді. Қай жерден іздеу керек және тораптарды артық тоқтатпай қалай тексеру керегін қарастырамыз.
станоктағы ауа ағуыЧПУ станогының пневматикасықысқыштардағы ауа шығыны

2025 ж. 06 қыр.·8 мин
Қара және таза фреза: үнемдеу өлшемді қашан бұзады
Қара және таза фрезаны бір операцияда қолдану көбіне іске қосуды жылдамдатады, бірақ өлшемді бұзады. Қай кезде құралды бөліп, сериядағы ақауды азайтқан дұрыс екенін қарастырамыз.
қара және таза фрезабір операцияда фрезерлеуөлшем бойынша ақау
2025 ж. 06 қыр.·8 мин
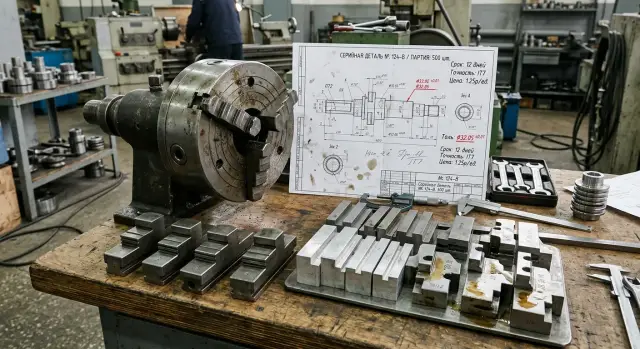
Сериялық бөлшектерге арналған стандартты немесе арнайы кулачоктар
Стандартты ме немесе арнайы кулачоктар — таңдау мерзімге, зажимның тұрақтылығына және партия бағасына байланысты. Қарапайым және түсінікті тәртіппен қалай шешім қабылдауға болатынын түсіндіреміз.
стандартты немесе арнайы кулачоктартокарь патронына арналған кулачоктарзажимның қайталанымдылығы

2025 ж. 05 қыр.·8 мин
Бөлшек қиюдан кейін өлшемнен шығады: себепті қайдан іздеу керек
Бөлшек қиюдан кейін өлшемнен шыға ма? Қию орны, вылет, қолдау және пластиның геометриясы өлшем мен биению қалай өзгеретінін талдаймыз.
бөлшек қиюдан кейін допусктан шығутокарлық станокта қиюқиюдан кейін торецтің биіті (биение)

2025 ж. 05 қыр.·8 мин
СОЖ температурасы мен бөлшек өлшемі: ауытқудың қайдан келетіні
СОЖ температурасы мен бөлшек өлшемінің тәжірибеде қалай байланысатынын талқылаймыз: эмульсияның қызуы, көбіктену, геометрияның ауытқуы, жедел тексерістер және цехқа арналған қадамдар.
СОЖ температурасы мен бөлшек өлшеміэмульсияның көбіктенуідеталь геометриясының тұрақсыздығы

2025 ж. 05 қыр.·8 мин
Револьвердің еңкею бұрышы: станокқа тапсырыс берер алдында нені тексеру керек
Револьвердің еңкею бұрышы резецтің жақындауына, жетектелетін құралдың жұмысына және патрон маңындағы қауіпсіз саңылауға әсер етеді. Тапсырыс берер алдында нені тексеру керегін талдаймыз.
револьвердің еңкею бұрышытокарлық станокта құралдың жетуіпатрон мен құралдың кедергісі

2025 ж. 04 қыр.·7 мин
Әртүрлі номенклатураға револьверлік бас таңдаудағы қателіктер
Револьверлік бас таңдаудағы қателіктерді талдаймыз: позиция саны, приводты құралдар және держательлер участоктың икемділігі мен переналадка уақытын қалай әсер ететінін.
револьверлік бас таңдаудағы қателіктерЧПУ бар токарь станогының револьверлік басыприводты құрал

2025 ж. 02 қыр.·7 мин
Көгерусіз жұқа қабырғада тот баспайтын болатты фрезерлеу
Жұқа қабырғалы тот баспайтын болатты фрезерлеуде дәл тәсіл керек: көгеру мен ауытқуды жалпы жылдамдықты түсірмей, аз радиалды ену арқылы қалай азайтуға болатынын талдаймыз.
жұқа қабырғалы тот баспайтын болатты фрезерлеушағын радиалды енуфрезерлеудегі көгеру

2025 ж. 30 там.·8 мин
Съёмнан кейін эллипссіз жұқа қабырғалы ступицаны ішін жону
Жұқа қабырғалы ступицаны ішін жону дәл қысуды және өтулердің тыныш реттілігін талап етеді. Бөлшек алынғаннан кейін неге эллипске кететінін талдаймыз.
жұқа қабырғалы ступицаны ішін жонуступицаны қысуөтулер тәртібі

2025 ж. 29 там.·8 мин
Шпиндель мен шкафтарды салқындату: чиллерде нені тексеру керек
Шпиндель мен шкафтарды салқындату: суды, жылуалмастырғышты және чиллердің ерте белгілерін қалай тексеру керек, температураның біртіндеп нашарлауынан не байқалады.
шпиндель пен шкафтты салқындатучиллерді тексеручиллердегі судың сапасы

2025 ж. 28 там.·8 мин
Учаскеде ОТК‑пен дауларсыз шерохаттылықты өлшеу
Учаскеде шерохаттылықты қалай дұрыс өлшеу, өлшеу нүктесін, таңдау ұзындығын және партия бойынша жазу тәртібін келісіп алып, ОТК-пен даулардан қалай сақтануға болатыны туралы нұсқау.
шерохаттылықты өлшеушерохаттылық өлшеу нүктесішерохаттылық таңдау ұзындығы

2025 ж. 28 там.·8 мин
Оператор ауысқанда ЧПУ-дегі тұрақты техпроцесс
Офсеттерді, бақылау өлшемдерін және ауытқу кезінде әрекетті қалай сипаттау керектігін талқылаймыз, сонда оператор ауысқанда тұрақты техпроцесс бірдей нәтиже береді.
оператор ауысқанда тұрақты техпроцессЧПУ станоктағы жұмыс стандартыбақылау өлшемдері

2025 ж. 28 там.·8 мин
Біліктегі шпонкалы ойықты фрезерлеу: дискілі ме, әлде ұштық па
Біліктегі шпонкалы ойықты фрезерлеу үшін аспапты дәл таңдау керек. Дискілі және ұштық фрезаны ауытқу, түзулік және баптау тұрғысынан салыстырамыз.
біліктегі шпонкалы ойықты фрезерлеушпонкалы ойыққа арналған дискілі фрезаметалға арналған ұштық фреза

2025 ж. 27 там.·7 мин
ШВП тозу белгілері: техқызмет нені тіркеуі керек
ШВП тозу белгілері көбіне істен шыққанға дейін-ақ білінеді: өлшем ауытқиды, шу өзгереді, ось селкілдеп жүреді. Техқызмет нені және қалай тіркеуі керегін талдап шығайық.
ШВП тозу белгілерішарикті-винттік жұп люфтістанок осінің шуы

2025 ж. 27 там.·6 мин
Цехтағы бөлшектер ағынына арналған калибр, микрометр және нутромер
Калибр, микрометр және нутромер өлшемге, допускке және бақылау жиілігіне қарай таңдалады. Бөлшектер ағыны үшін өлшеу құралдарының қарапайым байланысын талдаймыз.
калибр, микрометр және нутромерөлшеу құралдарын таңдаубөлшек өлшемдерін бақылау