East CNC Kazakhstan блогы
ЧПУ станоктары, металды өңдеу және өндірісті жаңғырту туралы мақалалар.

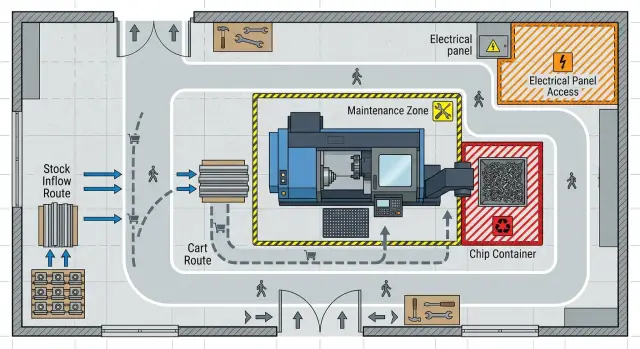
CNC жанындағы шлифтеу шаңыцехты аймақтарға бөлуэкрандар мен сорып алу
CNC жанындағы шлифтеу шаңы: аймақтарды қалай бөлу керек2026 ж. 28 сәу.·8 мин
CNC жанындағы шлифтеу шаңын цехты қайта салмай-ақ тоқтатуға болады: экрандар, сорып алу, жүріс жолдары, тара және күнделікті тексерістерді талдаймыз.
Соңғы мақалалар
2026 ж. 27 сәу.·8 мин
Циклде автоматты түрде заусенецті жою — қолмен бітеудісыз
Автоматты заусенецті жою токарлық және бұрғылау циклінен кейінгі қол жұмысты қысқартуға көмектеседі. Қай кромкаларды, қандай жүрістерді және қалай тексеру керектігін қарастырамыз.
автоматты заусенецті жоюциклдегі заусенецті алуқол жұмысты жою

2026 ж. 25 сәу.·7 мин
Цехтегі тұрақты климат: жылыту жеткіліксіз болғанда
Ұзақ циклдер, тар допусктар және сезімтал материалдар болғанда цехта тұрақты климат қажет — температура өлшем мен қайталанушылықты жылдам бұзуы мүмкін.
цехтегі тұрақты климатметалдың жылулық кеңеюіөңдеудің қайталанушылығы

2026 ж. 22 сәу.·8 мин
Өлшеу базалары көрсетілмеген сызба: есептеуге дейін не сұрау керек
Өлшеу базалары көрсетілмеген сызба көбіне бірінші партиядан кейін дау туғызады. Баға мен мерзімді есептеуге дейін тапсырыс берушіден нені нақтылау керегін қарастырамыз.
өлшеу базалары көрсетілмеген сызбасызба бойынша тапсырыс берушіге сұрақтарбөлшек өлшеу базалары
2026 ж. 22 сәу.·8 мин
Бұранда кірістірмесі ме, әлде бөлшектегі бұранда ма: қайсысы тиімді
Бұранда кірістірмесі ме, әлде бөлшектегі бұранда ма — сервисте жиі ашылатын корпустар үшін беріктік, жөндеу, өңдеу уақыты мен шығынды салыстырамыз.
бұранда кірістірмесі ме, әлде бөлшектегі бұранда мабұрандалы қосылыстың беріктігікорпустардың жөндеуге жарамдылығы

2026 ж. 20 сәу.·7 мин
Черновой-точение үшін пластинаның геометриясы: цикл шығынын азайту
Черновой-точение үшін пластинаның геометриясы стружкаға, подачаға және цикл уақытына әсер етеді. Материал, реза тереңдігі мен алғашқы сынақтар бойынша таңдау жолын талқылаймыз.
пластина геометриясы черновой-точениетокарь пластинасын таңдауточение кезінде стружка

2026 ж. 20 сәу.·7 мин
Шикі және фиништік өңдеуді әртүрлі станоктарға бөлу: қашан тиімді
Шикі және фиништік өңдеуді әртүрлі станоктарға бөлу шпиндельдің жүктемесін төмендетуге, бағыттағыштардың тозуын бәсеңдетуге және ауысым бойынша шығаруды дәлірек есептеуге көмектеседі.
шикі және фиништік өңдеуді әртүрлі станоктарға бөлуоперацияларды ЧПУ бойынша бөлушпиндель жүктемесі

2026 ж. 19 сәу.·8 мин
Қатты қорытпа маркасын ауыстыру: кесу режимдерін қалай тексеру керек
Қатты қорытпа маркасын ауыстыру қысқа тексеруді қажет етеді: жаңа пластинадағы үш тест ескі кесу режимдерін брак қаупінсіз қалдыруға бола ма, соны көрсетеді.
қатты қорытпа маркасын ауыстырукесу режимдерін тексеружаңа пластинаны сынау

2026 ж. 18 сәу.·8 мин
Учаскені алғашқы автоматтандыру: қай операциядан бастау керек
Алғашқы автоматтандыру тұрақты операцияны таңдаудан басталады. Роботқа, автоматты беруге немесе паллеттерге төзетін процестің белгілерін талдаймыз.
учаскені алғашқы автоматтандыруавтоматтандыруды қай операциядан бастау керектұрақты процестің белгілері

2026 ж. 17 сәу.·8 мин
Құрғақ өңдеу әлде СОЖ: учаскеде қайсысы тиімді?
Құрғақ өңдеу әлде СОЖ: құралдың қызмет мерзімі, тазалық, бөлшек сапасы мен қызмет көрсету шығындары бойынша қайсысы тиімді екенін талқылаймыз.
құрғақ өңдеу немесе СОЖқұралдың қызмет мерзімібөлшектің тазалығы

2026 ж. 17 сәу.·8 мин
Тапсырыс берушіден 3D модельді қашан сұрау керек және уақытты жоғалтпау
Тапсырыс берушіден 3D модельді қашан сұрау керек және қашан сызба жеткілікті: қай жерде цех сағаттар жоғалтады, қай жерде брак қаупі өседі және іске қоспас бұрын нені тексеру керек.
когда просить 3D модель у заказчикачертеж или 3D модельошибки при обработке корпусных деталей

2026 ж. 14 сәу.·8 мин
Ұзын орнату беттерін фрезерлеуден кейінгі клин
Ұзын орнату беттерін фрезерлеуден кейінгі клин көбіне базалау, бөлшектің қызуы және фрезаның өту схемасымен байланысты.
фрезерлеуден кейінгі клинұзын орнату беттерікорпустық бөлшектерді базалау

2026 ж. 12 сәу.·8 мин
Ауыр станокқа арналған іргетас: қашан қажет, қашан қажет емес
Ауыр станокқа іргетас әрдайым қажет емес. Қай кезде плита мен анкерлер жеткілікті екенін, ал қашан еденді күшейту, деңгейге келтіру және бақылау қажет екенін талқылаймыз.
ауыр станокқа арналған іргетасстанокты анкерлеустанокқа арналған еденді дайындау

2026 ж. 11 сәу.·7 мин
Баптаудағы фото мен видео: нені түсіру керек, нені картаға жазу керек
Баптаудағы фото мен видео тек кадр күмәнді сәттерді көрсеткенде ғана ауысымға көмектеседі. Нені түсіру, нені бірден картаға енгізу керегін қарастырамыз.
баптау фото және видеостаноктың баптау картасыЧПУ-де ауысым тапсыру

2026 ж. 09 сәу.·8 мин
Бағдарламаларды станоктарға желі арқылы қауіпсіз беру
Бағдарламаларды станоктарға желі арқылы беру үшін қарапайым ережелер керек: кім қолжетімділік алады, резервті қайда сақтау керек және түзетулерді қалай шатаспай тіркеу керек.
станоктарға бағдарламаларды желі арқылы беруЧПУ станоктарына қолжетімділікЧПУ бағдарламаларының резервтік көшірмелері

2026 ж. 07 сәу.·8 мин
Механикалық өңдеуде партияны қадағалау — қымбат MESсіз
Механикалық өңдеуде партияны қымбат MES-ке жүгінбей-ақ бақылауға болады: партия нөмірін беріп, УП, құрал мен бақылауды қарапайым схемаға байланыстырыңыз.
партияны қадағалау механикалық өңдеуУП және құрал-жабдықты есепке алуучасқтағы детальдер бақылауы

2026 ж. 03 сәу.·8 мин
Өлшемін жоғалтпайтын дәл бөлшектерге арналған операцияаралық тара
Дәл бөлшектерге арналған операцияаралық тара майысу, ығысу және жолдағы шатасу қаупін азайтады. Кассеталар, кірістірмелер және таңбалауды қарастырамыз.
дәл бөлшектерге арналған операцияаралық тарабөлшектерге арналған кассеталарметал өңдеуге арналған кірістірмелер

2026 ж. 30 нау.·8 мин
Жаңа станок немесе б/у: цех үшін үнемдеу қай жерде аяқталады
Жаңа станок па әлде б/у: іске қосқаннан кейінгі жөндеу, геометрия, электроника және тоқтау шығындарын салыстырып, нақты құнын есептейміз.
жаңа станок немесе б/устаноктың жасырын шығындарыстанокты сатып алмас бұрын тексеру

2026 ж. 30 нау.·7 мин
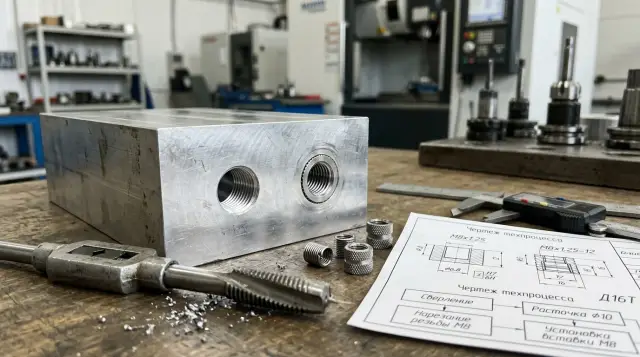
Гидроблок корпусы: операцияларды бір орнатуда қалай жинау
Гидроблок корпусына тесіктер мен жазықтықтар сай келу үшін дәл база керек. Мақалада өңдеу маршруты, жиі қателіктер және жылдам тексерулер қарастырылған.
гидроблок корпусыгидроблок өңдеу маршрутыоперацияларды бір орнатуда жинау

2026 ж. 29 нау.·8 мин
Қайталап жасалатын бөлшектерге арналған эталон-үлгі: қашан уақыт үнемдейді
Қайталанатын бөлшектерге арналған эталон-үлгі өлшемдерді, допусктарды, фотоларды және өзгерістер тарихын алдын ала бекітсеңіз, серияны тезірек іске қосуға көмектеседі.
қайталанатын бөлшектерге арналған эталон-үлгібөлшек сериясын іске қосубөлшектің өзгерістер тарихы

2026 ж. 27 нау.·8 мин
Ұзын базалық жазықтықты екі маршрутпен өңдеу
Ұзын базалық жазықтық бөлшекті жазықтықтан тайдырғанда, екі маршрутпен өңдеу көбіне брак қаупін және босқа кеткен уақытты азайтады.
екі маршрутпен өңдеуұзын базалық жазықтықбөлшектің жазықтығы

2026 ж. 25 нау.·7 мин
Концевиктер мен датчиктердің ақауы: тоқтап қалуға дейінгі белгілер
Концевиктер мен датчиктердің ақауы көбіне станоктың толық тоқтауынан бұрын білінеді. Ерте белгілерді, қарапайым тексерулерді және ауысымдағы жиі қателерді талдаймыз.
концевиктер мен датчиктердің ақауыЧПУ станоктың тоқтап қалу белгілерістаноктағы датчиктерді тексеру

2026 ж. 25 нау.·6 мин
Артық позициясыз бөлшек топтарына арналған құрал кассетасы
Бөлшек топтарына арналған құрал кассетасы қойманы қысқартып, дубликаттарды алып тастауға және қайталанатын тапсырыстарды асықпай, артық шығынсыз жылдам дайындауға көмектеседі.
бөлшек топтарына арналған құрал кассетасықайталанатын тапсырыстарға арналған оснасткадержавкалар мен оправкалар

2026 ж. 25 нау.·8 мин
Жеткізушідегі станок тестінің видеосында жоңқадан басқа неге қарау керек
Жеткізушідегі станок тестінің видеосын жоңқаға қарап емес, геометрия, құрал ауыстыру, түйіндерге қол жеткізу және бет сапасы бойынша бағалаңыз.
жеткізушідегі станок тестінің видеосыстанок геометриясықұрал ауыстыру уақыты

2026 ж. 24 нау.·6 мин
Паллет алмастырғыш: қашан ол шын мәнінде нәтиже береді
Паллет алмастырғыш станок жиі жүктеу мен дайындау үшін күтетін жерлерде пайдалы. Қай партияларда бұл шығынды азайтады, ал қайсында пайда аз — талдап шығады.
паллет алмастырғышЧПУ үшін паллет алмастырғышшпиндель тоқтауының қысқаруы

2026 ж. 24 нау.·7 мин
Токарлық станокты жоспарлы қызмет көрсету: артықсыз ереже
Токарлық станокты жоспарлы қызмет көрсетуді ауысымдық, апталық және айлық тәртіпке бөліп жеңіл басқаруға болады. Міндеттерді, жиі қателіктер мен тексерістерді қарастырамыз.
токарлық станокты жоспарлы қызмет көрсетустанокты қызмет көрсету ережесіЧПУ станоктарды қызмет көрсету

2026 ж. 23 нау.·6 мин
Ленточный немесе скребковый жоңқа транспортері: қайсын таңдау керек
Ленточный немесе скребковый жоңқа транспортері: жоңқа түрін, тазалау қадамын, күтімді және токарлық пен фрезерлік операцияларға лайық таңдауды салыстырамыз.
ленточный немесе скребковый жоңқа транспортерістанокқа арналған жоңқа транспортерітокарлық өңдеудегі жоңқа түрі

2026 ж. 23 нау.·8 мин
Станокты дәл таңдау: жеткізушіге қандай деректер қажет
Станокты дәл таңдау нақты бастапқы деректерден басталады. Сұрау жібермес бұрын қандай жұмыс сызбаларын, материалдар мен көлемдерді және допусктарды жинау керектігін талқылаймыз.
станокты дәл таңдаустанокты таңдау үшін деректерЧПУ станоктары үшін жұмыс сызбалары

2026 ж. 22 нау.·8 мин
Станоктың электр энергиясын тұтынуы: цех ақшаны кесуден тыс қайда жоғалтады
Станоктың электр энергиясын тұтынуы көбіне кесу кезінде емес, бос тұруда, күту мен сорғылардың жұмысында өседі. Өлшеу, шығынды есептеу және жылдам шараларды қарастырамыз.
станоктың электр энергиясын тұтынуыбос тұтынуқосалқы жүйелер
2026 ж. 22 нау.·8 мин
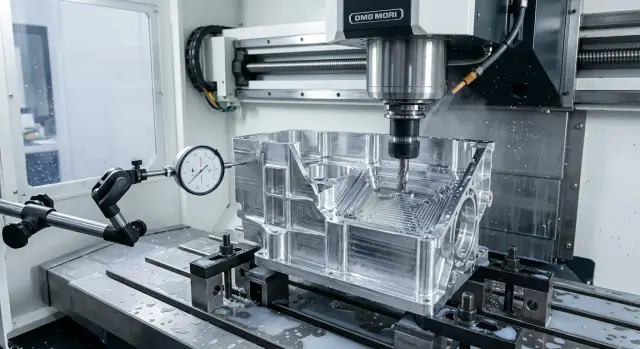
Жұқа қабырғалы корпустық бөлшектер: қисаюсыз материал алу
Жұқа қабырғалы корпустық бөлшектер үшін өңдеу жоспары дәл болуы керек: өтулер реті, өлшем бақылау нүктелері, припуск және артық теориясыз тексерулер.
жұқа қабырғалы корпустық бөлшектерқисаюсыз металды алуөңдеу кезіндегі өтулер реті

2026 ж. 21 нау.·8 мин
Жіңішке растачтаудан кейінгі овальность: алдымен нені тексеру керек
Жіңішке растачтаудан кейінгі овальность көбіне бір ғана себепті емес, бірнеше факторды көрсетеді. Алдымен нені тексеру керегін қарастырамыз: құрал, базалау, қыспақ және режим.
жіңішке растачтаудан кейінгі овальностьрастачтаудағы базалау қатесіқыспақтың тербелісі

2026 ж. 20 нау.·7 мин
Втулкалар мен сақиналарға арналған лоток па, конвейер ме: қайсысы бетті аз зақымдайды
Втулкалар мен сақиналар үшін лоток пен конвейерді салыстырамыз: кескеннен кейінгі соққы, шеткі беттегі із, овалдық және тұрақтылыққа әсері.
втулкалар мен сақиналарға арналған лоток пен конвейеркескеннен кейін бөлшекті түсірувтулкалар бетінің зақымдануы

2026 ж. 20 нау.·8 мин
Контршпиндель немесе екінші орнату: қайсысы тезірек екенін қалай анықтауға болады
Контршпиндель немесе екінші орнату: қарапайым әдіс — уақыт циклы, наладка, брак тәуекелі бойынша салыстырып, қашан бір цикл шынымен үнем беретіні анықтау.
контршпиндель немесе екінші орнатубір циклда өңдеуцикл уақытын азайту

2026 ж. 18 нау.·7 мин
CAM пен цех арасындағы сәйкессіздікті жоятын біртұтас аспап кітапханасы
Біртұтас аспап кітапханасы CAM пен цехта бірдей вылеттер, ұстағыштар және корректормен жұмыс істеуге көмектеседі, сонда программа станокпен сәйкес келеді.
біртұтас аспап кітапханасыCAM және цехнақты вылеттер

2026 ж. 18 нау.·8 мин
Станокты түсіру: жүккөтергіш, кран және іске қосар алдындағы қателіктер
Станокты түсіру нақты тәртіпті талап етеді: алаңды бағалаңыз, жүккөтергіш пе әлде кран ба екенін таңдаңыз, такелажды тексеріңіз және жүктің қисаюына жол бермеңіз.
станокты түсірустанокты такелаждаужүккөтергіш немесе кран

2026 ж. 16 нау.·8 мин
Шлифовканың орнына роликпен илеу: қай жерде тиімді
Роликпен илеудің шлифовканың орнын басатын және баспайтын жағдайларын көрсетеміз: қай кезде өлшем мен шероховаттық жақсарады, ал қай кезде әдіс маршрутты күрделендіріп, қосымша қадам қосады.
шлифовка орнына роликпен илеучистовой проходбеткі жылтырақ

2026 ж. 15 нау.·8 мин
Шұғыл тапсырыс өндірісте: жүктемені қалай қайта құру керек
Өндірістегі шұғыл тапсырыс бүкіл кестені бұзбауы тиіс. Маржа, такт, жабдықтың дайындығы және жылдам тексерулер бойынша әрекет тәртібін қарастырамыз.
өндірістегі шұғыл тапсырысцех жүктемесін қайта құрумаржа бойынша тапсырыстарды басымдықтау

2026 ж. 14 нау.·8 мин
Құрал ауыстыру жылдамдығы: қашан артық төлем ақталмайды
Құрал ауыстыру жылдамдығы шығарылымға әрдайым әсер ете бермейді. Қай циклдерде ол нақты өсім беретінін және қай жерде әсерді баптау мен бақылау жұтып қоятынын қарастырамыз.
құрал ауыстыру жылдамдығыЧПУ цикл уақытыЧПУ станогының өтелімі

2026 ж. 13 нау.·6 мин
Неліктен микрометр дұрыс көрсетпейді: температура, кір және сақтау
Микрометрдің станок жанында неліктен дұрыс көрсетпейтінін талқылаймыз: қол жылуы, май, стружка және дұрыс сақталмауы қосымша микрондар беріп, өлшеуді бұрмалайтын жайттар.
неліктен микрометр дұрыс көрсетпейдімикрометрмен өлшеудегі қателерөлшеуге температураның әсері

2026 ж. 12 нау.·8 мин
Сериядағы подшипникке арналған отырғызулар: өлшемді не бұзады
Сериядағы подшипникке арналған отырғызулар көбіне пластинаның тозуынан ғана ауытқымайды. Қысу, бөлшектің қызуы және өтімдердің реті өлшемді қалай өзгертетінін талдаймыз.
сериядағы подшипникке арналған отырғызуларбөлшекті токарь станогында қысып бекітубөлшек температурасы мен өлшемі

2026 ж. 11 нау.·8 мин
Үгінді шығару жүйесі: келісімге қол қоюдан бұрын нені тексеру қажет
Үгінді шығару жүйесі тазалыққа, тоқтаулар санына және тазалаудың ыңғайлылығына әсер етеді. Транспортерді, қорапты және тазалауға қолжетімділікті келісімге дейін не тексеру керектігін қарастырамыз.
үгінді шығару жүйесітранспортер үгіндіұзын үгінді

2026 ж. 10 нау.·8 мин
ЧПУ станогындағы допуск неден тәуелді — станоктан басқа факторлар
ЧПУ станогындағы допусктың тек станокқа тәуелді еместігін талқылаймыз: оснастка, өлшеу, режимдер және наладка тәртібі де дәлдікке үлкен әсер етеді.
чпу станогындағы допуск неге тәуелдідәл өңдеу үшін оснасткадетальдерді өлшеу

2026 ж. 09 нау.·8 мин
Өлшеу постын қайда орналастыру керек: цехқа арналған үш сызба
Өлшеу орнын қайда орналастыру керек екенін талдаймыз: цехқа арналған үш сызбаны салыстырып, кері байланыстың жылдамдығын, кір түсу қаупін және дәл бақылау жағдайларын көрсетеміз.
өлшеу бекетін қайда орналастырустанок жанындағы өлшеу бекетіцехтағы бақылау бөлмесі

2026 ж. 09 нау.·8 мин
Цикл уақытын есептеу үшін сызбада не көрсету керек
Цикл уақытын есептеу үшін сызбада базалар, өлшемдер, материал, припуск пен беткі талаптар көрсетілуі қажет. Нақты бағалау үшін не жазу керек екенін талқылаймыз.
зыббағы цикл уақыты үшін сызбадеталь өңдеу уақытын есептеудеталь сызбасындағы базалар

2026 ж. 06 нау.·6 мин
Сериядағы бірінші бөлшекті бақылау: өлшеу тәртібі және рөлдер
Сериядағы бірінші бөлшекті бақылау ығысу, наладка қатесі мен ақауды уақытында табуға көмектеседі. Өлшеу тәртібі, шығару және ОТК, оператор мен наладчиктің рөлдерін қарастырамыз.
сериялық бірінші бөлшекті бақылаубөлшекті өлшеу тәртібібірінші жарамды бөлшекті шығару

2026 ж. 05 нау.·7 мин
Жедел тапсырыстар үшін құрал жеткізушісін қалай таңдау керек
Жедел тапсырыстар үшін құрал жеткізушісін қалай таңдау керек: бір пластинаның бағасына емес, нақты жеткізу мерзіміне, жергілікті қоймаға және техқолдауға қараңыз.
жедел тапсырыстарға құрал жеткізушісін таңдауметал өңдеудегі жедел тапсырыстарқұралдың жергілікті қоймасы

2026 ж. 03 нау.·6 мин
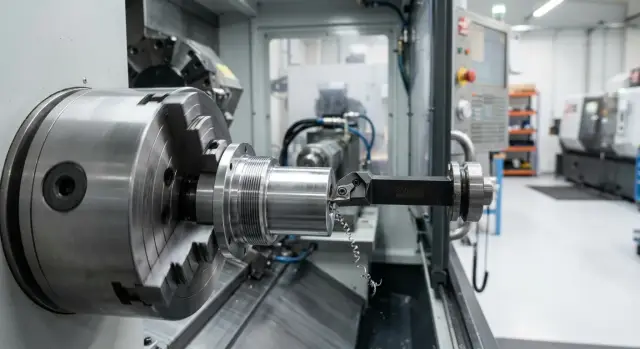
Токарлық бөлшектегі фаскалар мен радиустарды станокта қолмен түзетусіз қалай жасауға болады
Токарлық бөлшектегі фаскалар мен радиустарды бағдарламамен дұрыс беріп, пластина ауысуын және тозу түзетулерін станок жанындағы қолмен түзетусіз жүргізуге болады.
токарлық бөлшектегі фаскалар мен радиустартокарлық станокта фаскаларды бағдарламалауЧПУ радиустарын бағдарламалау

2026 ж. 02 нау.·7 мин
Екі станоктағы тапсырыс кезегі: басымдықтарды қалай қою
Екі станоктағы тапсырыс кезегі шұғылдар мен ұзын серияларды араластырғанда жиі мерзімді бұзады. Қарапайым ережелер, мысалдар және жылдам тексерулер.
екі станоктағы тапсырыс кезегістаноктардың жүктемесін жоспарлауцехтағы тапсырыстарға басымдық қою

2026 ж. 01 нау.·7 мин
Құралды ауыстырғаннан кейін тесіктің дәлдігі: өлшем неге ығысады
Құралды ауыстырғаннан кейін тесіктің дәлдігі жиі құралдың шығу ұзындығы, биітік, ұзындық корректорындағы қателерден төмендейді. Себептер мен жылдам тексерулерді талқылаймыз.
құралды ауыстырғаннан кейін тесіктің дәлдігіқұрал биітігіқұралдың шығу ұзындығы

2026 ж. 28 ақп.·8 мин
Станокты қыста жылыту: шпиндель мен осілерді қанша уақыт жылыту керек
Станокты қыста жылыту: ауысымды қалай тыныш бастау керек, шпиндель мен осілерге қанша уақыт, чистовой өңдеуге дейінгі тексерулер және жиі қателіктер.
станокты қыста жылытушпиндельді жылыту уақытыстанок осілерін жылыту

2026 ж. 26 ақп.·7 мин
Ұзын жұқа қабырғалы төлкелердің сопақтығын қалай азайтуға болады
Ұзын жұқа қабырғалы төлкелердің сопақтығын қалай азайтуға болатынын көрсетеміз: қыспақтағы қаралтым өңдеуді және кеңейтпелі оснасткадағы таза жонуды салыстырамыз.
ұзын жұқа қабырғалы төлкелердің сопақтығын қалай азайтуға боладықыспақтағы қаралтым өңдеукеңейтпелі оснасткадағы таза жону

2026 ж. 25 ақп.·8 мин
ЧПУ учаскесіндегі сдельдік төлем: сапа қай жерде зардап шегеді
ЧПУ учаскесіндегі сдельдік төлем шығарылымды көтеруі мүмкін, бірақ көбінесе бақылау, құрал ресурсы және бракқа зиян келтіреді. Қайда схема жұмыс істейтінін және қайда зиян келтіретінін талқылаймыз.
сдельдік төлем ЧПУ учаскесіндесдельдік төлемдегі деталь сапасыЧПУ құралдың тозуы

2026 ж. 25 ақп.·8 мин
Құрылғыдағы нөл: сменалар арасындағы қателерсіз әдіс
Құрылғыдағы нөл переналадкадан кейін база іздеуді азайтады. База таңдау, привязка схемасы және пуск алдындағы тексерістерді қарастырамыз.
нөл құралынапривязка схемасыдетальды базалау

2026 ж. 21 ақп.·8 мин
Патроннан шығарғаннан кейін бөлшектің деформациясы: тәуекелді қалай азайтуға болады
Патроннан шығарғаннан кейін бөлшектің деформациясы көбінесе өту тәртібі, қыспа және ішкі кернеулермен байланысты. Не тексеру керектігін қарастырамыз.
патроннан шығарғаннан кейін бөлшектің деформациясытокарьлық өңдеудегі өту тәртібіұзын бөлшекті қолдауы

2026 ж. 18 ақп.·8 мин
Өлшеуге үзілістен кейінгі әрлеу өтімі: оны қашан жылжытқан дұрыс
Өлшеуге үзілістен кейінгі әрлеу өтімі әрдайым бірден қойылмайды. Ұзақ циклде бөлшек пен шпиндельдің қызуы өлшемді қалай өзгертетінін талдаймыз.
өлшеуге үзілістен кейінгі әрлеу өтіміжону кезінде бөлшек температурасышпиндельдің қызуы
2026 ж. 16 ақп.·8 мин
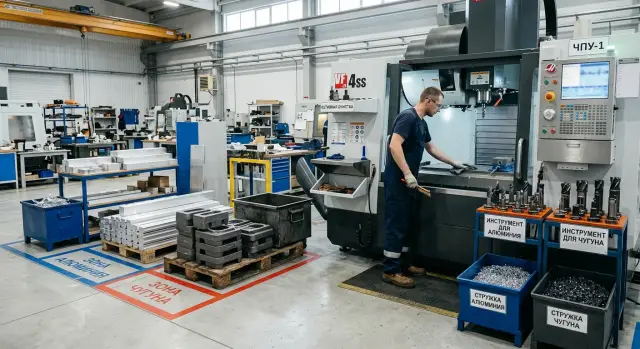
Алюминий мен шойынды бір учаскеде: жұмысты қалай бөліп ұйымдастыруға болады
Алюминий мен шойынды бір учаскеде өңдеу әр материалға әртүрлі құрал, тазалау тәртібі және кесу режимдерін қажет етеді. Қарапайым тәртіп арқылы брак пен тоқтауларды қалай азайтуға болатынын түсіндіреміз.
алюминий мен шойын бір учаскедеалюминий мен шойынға арналған құралдарды бөлушойыннан кейін станокты тазалау

2026 ж. 14 ақп.·7 мин
Қыста станокты іске қосу: цехты қалай жылытып, ақаудан қалай қашуға болады
Қыста станокты іске қосу тәртіпті талап етеді: цехты жылыту, станокты қосу, бос жүрістер және бірінші бөлшекті тексеру — артық ақаусыз әрі асықпай.
қыста станокты іске қосустанокты қалай қыздыру керекстаноктың бос жүрістері

2026 ж. 14 ақп.·8 мин
Станоктағы перпендикулярлықты қате қорытындысыз бақылау
Станоктағы перпендикулярлықты бақылауда бір ғана индикаторлық стойкаға сүйену жиі қате қорытындыға әкеледі. Қай жерде қате кететінін, қалай байқауға болатынын және нені тексеру керегін талдаймыз.
станоктағы перпендикулярлықты бақылауиндикаторлық стойкаөлшеу қателері

2026 ж. 13 ақп.·7 мин
Бурттан патронға қарай кері жону: дірілсіз өңдеу қалай жасалады
Бурттан патронға қарай кері жону күрделі өткелдерде қауіп-қатерді, жоңқаны және дірілді азайтуға көмектеседі. Бұл тәсіл қай кезде орынды екенін қарастырайық.
бурттан патронға қарай кері жонужону кезіндегі кесу бағытыжону кезіндегі діріл

2026 ж. 12 ақп.·8 мин
Заусенексіз жұқа тор беттегі иық: өту бағытын қалай таңдау керек
Жұқа тор беттегі иықта заусенексіз қыр алу үшін өту бағытын, подачаны және құралдың шығуын дұрыс таңдау керек. Бұл қолмен түзетуді азайтып, жинаудың бұзылуын болдырмайды.
заусенексіз жұқа тор беттегі иықтокарлықтағы өту бағытыбөлшек қырындағы заусенек

2026 ж. 12 ақп.·8 мин
Білік заготовкаларын өңдеуге дейін түзету: қашан қажет?
Білік заготовкаларын түзету біліктің ойнауын жоюға және дірілді азайтуға көмектеседі, бірақ әрдайым қажет емес. Белгілері, тексеру тәртібі мен жиі қателіктерді қарастырамыз.
білік заготовкаларын түзетуөңдеу алдындағы біліктің ойнауытокарлықта діріл

2026 ж. 12 ақп.·8 мин
Дөңгелек дайындаманы фрезерлеуде қалай ұстау керек: жұмсақ жақтар ма, әлде призма ма
Көрсетеміз: дөңгелек дайындаманы фрезерлеуде қалай ұстау керек, қашан жұмсақ жақтар өңдеуге көбірек қолжетімділік береді, ал қашан призма черновойда бөлшекті сенімдірек ұстайды.
дөңгелек дайындаманы фрезерлеуде қалай ұстау керекжұмсақ жақтардөңгелек бөлшекке арналған призма

2026 ж. 10 ақп.·8 мин
Корпустық бөлшектердегі ішкі жіптерді өңдеу қателері
Корпустық бөлшектердегі ішкі жіптерді өңдеу кезінде жиі кездесетін қателіктерді талқылаймыз, метчик, раскатник және резьбофрезаның айырмашылығын салыстырып, тапсырмаға сәйкес таңдауды жеңілдетеміз.
ішкі жіптерді өңдеу қателеріметчиктер мен раскатниктеркорпус бөліктеріне арналған резьбофрезалар

2026 ж. 09 ақп.·8 мин
Станокты шекара арқылы жеткізу: шарт, логистика, іске қосу
Станокты шекара арқылы жеткізу шарттағы нақты талаптарды, түсінікті логистиканы, сақтандыруды, қаптаманы және іске қосуға қажет толық құжаттар пакетін талап етеді.
станокты шекара арқылы жеткізустанок жеткізу шартыөнеркәсіптік жабдық логистикасы

2026 ж. 08 ақп.·8 мин
Екінші операциядағы ішкі базаға арналған кеңейткіш цанга
Екінші операцияда ішкі базаға арналған кеңейткіш цанга қашан дәлірек нәтиже беретінін, кеңею диапазонын қалай таңдауды және тазалау өтімінде қаттылықты қалай сақтауды қарастырамыз.
ішкі базаға арналған кеңейткіш цангатокарлық станоктағы екінші операцияцанганың кеңею диапазоны

2026 ж. 07 ақп.·7 мин
Серия алдындағы бөлшекті іске қосу: кім және қашан қол қояды
Серия алдындағы бөлшекті іске қосу үшін келісім маршруты анық болу керек: бірінші бөлшекті кім тексереді, кім қол қояды және серия қашан басталады.
серия алдындағы бөлшекті іске қосукелісім маршрутыЧПУ-дегі бірінші бөлшек

2026 ж. 05 ақп.·7 мин
Станоктан еденге түсетін жүктеме: сөрелер мен жолды қалай ескеру керек
Станоктан еденге түсетін жүктеме паспорттағы санмен ғана шектелмейді. Мұнда масса, тірек нүктелері, құрал-сайман сөрелері және тасымалдау жолындағы қателерді қарастырамыз.
станоктан еденге түсетін жүктеместаноктың тірек нүктелеріқұрал-сайман сөрелері

2026 ж. 04 ақп.·8 мин
Детальді өңдеудің құны: сызбада не қымбаттатады?
Қай фаскалар, ойықтар, радиустар мен допускілер детальді өңдеудің бағасын қажетсіз көтеретінін және функцияға зиян келтірмей сызбаны қалай жеңілдетуге болатынын талқылаймыз.
детальді өңдеудің құнысызбаның технологиялылығысызбадағы допускілер

2026 ж. 04 ақп.·6 мин
Жұқа қабырғаны өлшеу: деформацияламай немен өлшейді
Жұқа қабырғаны өлшеу кезінде күшті мұқият бақылау керек. Микрометрді, индикаторлы скобаны және жанаспай өлшеуді салыстырамыз.
жұқа қабырғаны өлшеужұқа қабырғалы бөлшектерге арналған микрометриндикаторлы скоба

2026 ж. 30 қаң.·8 мин
Материалдың кіріс бақылауы: бір балқыту партиясы неге әркелкі кесіледі
Материалдың кіріс бақылауы қаттылық, құрылым және заготовкалардағы ауытқуды алдын ала анықтап, құралдың тозуын және өлшемнің ауытқуын азайтуға көмектеседі.
материалдың кіріс бақылауықұралдың тозуыдеталь өлшемінің ауытқуы

2026 ж. 29 қаң.·8 мин
Жақтарға арналған проставка: қайталама серияны қалай тезірек қайтаруға болады
Жақтарға арналған проставка қайталама тапсырысты жаңа ұзақ проточкасыз тезірек қайтаруға көмектеседі. Схеманы, өлшемдерді сақтау мен оператордың жұмысын талдаймыз.
жақтарға арналған проставкажақтарды проточка жасаутокарь станогындағы қайталама серия

2026 ж. 28 қаң.·8 мин
Тұйық тесіктерді разверткамен өңдеу: дәлдікті қалай жоғалтпау керек
Тұйық тесіктерді разверткамен өңдеу дәл подводты, стружкаға орын қалдыруды және тереңдікті қатаң бақылауды талап етеді, әйтпесе түптегі өлшем серияның басында-ақ ауытқиды.
тұйық тесіктерді разверткамен өңдеутесік түбіндегі дәлдікразвертка тереңдігін бақылау

2026 ж. 27 қаң.·8 мин
Бұрғылау мен зенкерлеуге арналған біріктірілген құрал
Тесіктер мен фасканы бір өтуде жасайтын біріктірілген құрал циклді қай кезде шынымен қысқартатынын, ал қай кезде бөлек операциялар өлшем мен фасканы дәлірек ұстайтынын қарастырамыз.
бұрғылау мен зенкерлеуге арналған біріктірілген құралөңдеу циклін қысқартубір өтуде бұрғылау және зенкерлеу

2026 ж. 26 қаң.·8 мин
Көпстанциялы қызметте еңбекті нормалау: оператордың жүктемесін есептеу
Көпстанциялы қызметте еңбекті нормалау: оператордың ауысымдағы жүктемесін 2–3 станокпен, әр түрлі тактпен қалай есептеу керектігін және қай жерлерде қателесетінін көрсетеміз.
көпстанциялы қызметте еңбек нормасыоператордың станоктарды жүктемесікөп станоктық қызмет

2026 ж. 25 қаң.·8 мин
Қайталау тапсырыстарындағы орнату уақытын қысқарту
Қайталау тапсырыстарында орнату уақытын қалай қысқартуға болады: оснастка, құрал, бағдарлама және жедел тексерістер арқылы жылдам нәтижеге жетудің қарапайым шаралары.
орнату уақытын қысқартуқайталанатын ЧПУ тапсырыстаржылдам орнатуға арналған оснастка

2026 ж. 25 қаң.·6 мин
Бронза мен латунды өңдеу: мөлшерді қыртыстарсыз қалай ұстау
Бронза мен латунды өңдеу өткір кромка, дұрыс режим және стружканы бақылау арқылы мөлшерді тұрақты ұстайды. Геометрия, режим және практикалық кеңестер.
бронзаны және латунаны өңдеулатунға арналған кесу режимдерітүссіз қорытпалардағы қыртыс

2026 ж. 23 қаң.·8 мин
Біркелкі емес қорымен фланецтерді соққысыз жону
Біркелкі емес қорымен фланецтерді жону үшін тыныш қаралтым схема керек: құймадағы шеңберлік ауытқуды қалай алып, кескіште соққы тудырмауға болатынын қараңыз.
біркелкі емес қорымен фланецтерді жонутокарь станогындағы қаралтым жүрістершеңбер бойындағы құйма қоры
2026 ж. 19 қаң.·8 мин
Станок орнын цехте таңдау: орын ауыстырмай қалай орналастыруға болады
Станоктың орнын цехте проходтар, заготовкаларды жеткізу, қызмет көрсету аймағы және стружка шығаруды ескере отырып таңдау керек. Қарапайым схема — орындарды кейін жылжытпайтын жол.
цехтегі станок орныцехтегі станоктарды орналастыруцехтегі өткелдер

2026 ж. 19 қаң.·8 мин
Құралдың төзімділігі тарихы: қосымша бағдарламасыз қарапайым үлгі
Күрделі бағдарламаларсыз құрал төзімділігінің тарихын жүргізу: материал, партия, кесу режимдері мен алу себептерін нақты тіркейтін қарапайым шаблон.
құралдың төзімділігі тарихықұрал есебінің үлгісірезец төзімділігін есептеу
2026 ж. 18 қаң.·6 мин
Фрезерлеуде траекторияны дөңгелектеу: пайдасы мен қаупі
Фрезерлеудегі траекторияны дөңгелектеу беттегі іздерді азайтады, бірақ кейде өлшем мен радиусты бұзады. Қай жерде қалдыру, қай жерде өшіру керегін қарастырамыз.
фрезерлеудегі траекторияны дөңгелектеуфрезерлеуге арналған CAM баптауларыфрезерлеудегі бет сапасы

2026 ж. 14 қаң.·8 мин
Оправканың радиалдық қаттылығы: бөлшектегі іздер мен өлшем
Оправканың радиалдық қаттылығы ризиктерге, толқынға және өлшем ауытқуына қалай әсер ететінін қарастырамыз. Бөлшектегі іздерді құрал ұстағышпен, шығыңқымен және кесу режимімен қалай байланыстыруға болатынын түсіндіреміз.
оправканың радиалдық қаттылығықұралдың шығыңқысықұрал ұстағыш

2026 ж. 14 қаң.·8 мин
Шеберханада: сызықтық па әлде қораптық па?
Сызықтық немесе қораптық бағыттағыштар: шеберханаға қайсысы қандай кесу режиміне, жүктемеге және материалға лайық екенін қарастырамыз.
сызықтық немесе қораптық бағыттағыштарЧПУ станогының бағыттағыштарытокарлық станокты таңдау

2026 ж. 14 қаң.·8 мин
ЧПУ осьтерін жеделдету: қысқа операциялардың тактын қалай есептеу керек
ЧПУ осьтерін жеделдету өз алдына маңызды емес: қысқа циклдерде үдеу мен тежеу уақытын есептеңіз, әйтпесе жылдам беріліс өндіріс көлемін арттырмайды.
ЧПУ осьтерін жеделдетуүдеу және тежеу уақытықысқа операциялардың тактісі

2026 ж. 13 қаң.·8 мин
Екінші орталықты сатып алғаннан кейінгі тар орындар: шығарылымды не тежейді
Екінші орталықты сатып алғаннан кейінгі тар орындар көбіне станоктың өзінде емес, құралда, бақылауда және дайындама берілісінде жасырынады. Шығым қай жерде жоғалатынын талдаймыз.
екінші орталық сатып алғаннан кейінгі тар орындаручаскедегі шығымды өсірудайындама берілісі
2026 ж. 09 қаң.·8 мин
Қысқа партияларға арналған оснастка: не тезірек ақталады
Қысқа партияларға арналған оснастка маржаға тигізбеуі тиіс. Модульді жүйелер, жұмсақ құлачтар және қарапайым приспособленияның қайсысы тезірек ақталатынын салыстырамыз.
қысқа партияларға арналған оснасткамодульді оснасткажұмсақ құлачтар
2026 ж. 07 қаң.·6 мин
Токарьлық өңдеуге арналған бөлшектің технологиялылығы — іске қосардан бұрын тексеру
Токарьлық өңдеуге арналған бөлшектің технологиялылығын іске қосардан бұрын тексеріңіз: фаскалар, подрездер, базалар және допусктар бағаны және брактің тәуекелін төмендетеді.
токарьлық өңдеуге арналған бөлшектің технологиялылығычертежтегі фаскалар және подрездертокарьлық өңдеудің базалары

2026 ж. 06 қаң.·8 мин
ЧПУ техпроцесіндегі бөлшектердің толық қадағалануын
Бөлшектердің толық қадағалануын енгізу учаскедегі есепті өзгертеді: нөмірі арқылы материалдың плавкасын, бағдарламаның нұсқасын, құралды және өлшеу хаттамасын байланыстырыңыз.
бөлшектердің толық қадағалануынбөлшек нөміріматериалдың плавкасы

2026 ж. 05 қаң.·8 мин
СОЖ для токарной обработки: как выбрать без ошибок
Токарлық өңдеуге арналған СОЖ-ты материалға, режимге және жүйенің күйіне қарай таңдау керек. Қарапайым тексерістер мен жиі болатын қателерді талқылаймыз.
СОЖ для токарной обработкивыбор СОЖ для станкастойкость инструмента

2026 ж. 04 қаң.·8 мин
Дәнекерленген дайындамаларды жону: қатты жіктерді қалай өту керек
Дәнекерленген дайындамаларды жону бөлек тәсілді қажет етеді: жікті қалай бағалау, өтпені қалай таңдау және құрал мен станокқа түсетін соққы жүктемесін қалай азайту керегін қарастырамыз.
дәнекерленген дайындамаларды жонутокарлық станоктағы дәнекер жігіөңдеу кезіндегі соққы жүктемесі

2026 ж. 01 қаң.·8 мин
Кінә іздемей аварияны келесі ауысымға талдау
Кінә іздемей жасалған авария талдауы ауысымдар арасында деректі жоғалтпай сақтауға көмектеседі. Цехта тез оқылатын қысқа есептің үлгісін көрсетеміз.
кінә іздемей аварияны талдауавария бойынша қысқа есепцехтағы ауысым тапсыру

2025 ж. 31 жел.·8 мин
Сериялық өндірісте қарсы шпиндель: қашан ол шынымен уақыт үнемдейді
Сериялық өндірісте қарсы шпиндель әрдайым көмектеспейді. Қай жерлерде ол циклды қысқартады, ал қайда екінші орнату оңай әрі арзан болатынын талқылаймыз.
сериядағы қарсы шпиндельөңдеу циклын қысқартудетальды екінші рет орнату

2025 ж. 26 жел.·8 мин
СОЖ суы: кермектік иіс пен құралға қалай әсер етеді
СОЖ суы эмульсия иісіне, құралдың қызмет ету мерзіміне және станок күйіне қалай әсер ететінін түсіндіреміз, әрі бакты құяр алдында қандай талдаулар жасау керегін айтамыз.
СОЖ суысудың кермектігіСОЖ құяр алдындағы су талдауы

2025 ж. 25 жел.·7 мин
Артық кестелерсіз: станоктан күн сайын қандай деректер жазу керек
Көрсетеміз: станоктан күн сайын қандай деректер жинау керек, чтобы простауларды, артық наладкаларды, жүктелген операцияларды байқап, жылдам шешім қабылдауға болады.
станоктан күн сайын қандай деректер жазустанок метрикаларыжабдық тоқтауларын есепке алу

2025 ж. 25 жел.·8 мин
Әртүрлі ауысым үшін станок сағатының құны: қателеспей қалай есептеу керек
Станок сағатының құны тек электр тарифіне байланысты емес. Құралды, жалақыны, сервисті және ауысымдар бойынша нақты жүктемені қалай ескеру керегін көрсетеміз.
станок сағатының құныстанок-сағаттың өзіндік құныауысым бойынша шығынды есептеу

2025 ж. 24 жел.·8 мин
Шпиндель конусының тазалығы: құрал-жабдықсыз биітуді қалай азайтуға болады
Шпиндель конусының тазалығы биітуге, бөлшектегі ізге және агрегаттың қызмет мерзіміне әсер етеді. Қарапайым әдістер арқылы тексеру, тазалау және контактты бақылауды түсіндіреміз.
шпиндель конусының тазалығықұралдың биітуішпиндельді тазалау

2025 ж. 24 жел.·8 мин
Үзілісті кесуге арналған пластиналарды сынақсыз қалай таңдау керек
Үзілісті кесуге арналған пластиналар соққы жүктемесіне, геометриясына және маркасына қарай таңдалады. Артық сынақсыз, қарапайым таңдау тәртібін түсіндіреміз.
үзілісті кесуге арналған пластиналарпластина геометриясыпластина маркасы

2025 ж. 23 жел.·8 мин
Цехта өңделген бөлшектерді сызатсыз қаптау
Өңделген бөлшектерді қаптау үшін пленка мен қорап қана емес: лотоктарды, аралық төсемдерді, консервацияны және цех ішіндегі тасымалды артық ақаусыз қарастырамыз.
өңделген бөлшектерді қаптаубөлшекке арналған лотоктарбөлшектер арасындағы төсемдер

2025 ж. 23 жел.·7 мин
Бөлшекті CAM-та артық қайта баптаусыз бұру
CAM-та бөлшекті бұру жиі артық орнатуға әкеледі. Модельді, базаны, оснастканы және өңдеу ретін УП шығарылғанға дейін қалай байланыстыру керегін көрсетеміз.
CAM-та бөлшекті бұрубөлшекті базалауорнатулар реті

2025 ж. 22 жел.·8 мин
Үгінділерді бөлек жинау: цех әр күн сайын қай жерде ақша жоғалтады
Үгінділерді бөлек жинау — қалдықты шығарудан келетін шығынды азайтып, цехты таза ұстауға және болат, алюминий мен қорытпаларды дұрыс есептеуге көмектеседі.
үгінділерді бөлек жинауметалл үгінділерін есепке алуүгінділерді цехтан шығару

2025 ж. 22 жел.·6 мин
Ұзын біліктерді орталықтар арасында ауытқусыз өлшеу
Ұзын біліктерді орталықтар арасында өлшеу ауысымдар бойынша әртүрлі нәтиже беруі жиі кездеседі. Тіректер, температура және өлшеу жазбалары үшін қарапайым стандартты қарастырамыз.
орталықтар арасында ұзын біліктерді өлшеуұзын біліктерді бақылауөлшеу кезіндегі температура

2025 ж. 19 жел.·8 мин
Шеберханада жоғары айналымда аспапты теңестіру
Жоғары айналымда аспапты теңестіру бөлшектің бетінде неге толқындар пайда болатынын түсіндіреді және зертханаға бармай-ақ шеберханада жинауды қалай тексеруге болатынын көрсетеді.
жоғары айналымда аспапты теңестіруаспап дисбалансышеберханада жинауды тексеру

2025 ж. 19 жел.·8 мин
3 минуттық қысқа тоқтаулардың шығарылымға құны
3 минуттық қысқа тоқтаулар есептерде байқалмай қалуы мүмкін, бірақ дәл солар жүктеу, өлшеу және жоңқа тазалау кезінде ауысымдық шығарылымды азайтады.
3 минуттық қысқа тоқтауларстаноктағы шығарылым шығындарыЧПУ-дың қысқа тоқтап қалулары