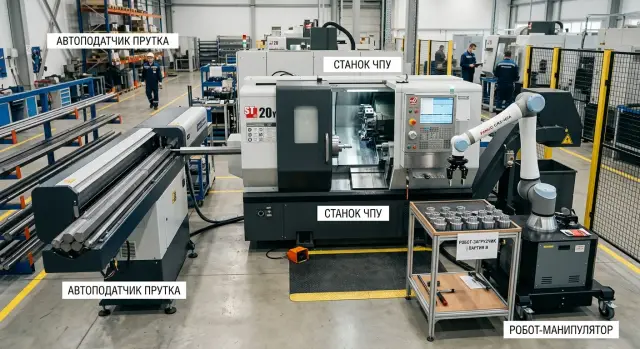
Автоподатчик прутокқа немесе робот арқылы жүктеу: қайсысын таңдау?
Автоподатчик пе әлде робот арқылы жүктеу ме — әртүрлі заготовкаларға, серия ұзақтығына, жұмыс темпіне және цехтағы орынға қарай қайсысы тиімді екенін талқылаймыз.
Таңдау қай жерден басталады
Таңдау станоктан немесе автоматтандырудың трендінен басталмайды. Көп жағдайда бәрі цикл арасындағы үзілістерден көрінеді. Егер оператор қайта-қайта заготовка әкеліп, орнын түзеп, есікті ашып, сол әрекеттерді қайталаса — участок қарапайым бөлшектен де шығымды жоғалтады.
Бастапқыда әдетте екі нұсқаны салыстырады: прутокқа арналған автоподатчик пен робот арқылы жүктеу. Екеуі де қолмен жүктеуді жояды, бірақ әртүрлі жұмыс істейді және әртүрлі тапсырмаларға сай келеді. Жалпы бір ғана жауап жоқ. Барлығын заготовка түрі, серияның ұзындығы, переналадканың жиілігі және станок айналасындағы орын шешеді.
Автоподатчик прутоктан жасалатын бөлшектерде жақсы жұмыс істейді. Ол материалды шпиндельге үзіліссіз беріп, ұзын қайталанатын серияларда өте ыңғайлы. Робот көбіне жеке заготовкалар: кесінділер, поковкалар, құйындар немесе күрделі пішіндегі бөлшектер пайдаланылатын жерде қолданылады — оларды шпиндель арқылы жай өткізіп болмайды.
Бастапқы қате біреу: тек сатып алу бағасына қарау. Көбірек пайдалысы — участок қай жерде минуттарды жоғалтып жатқанын анықтау. Кейде мәселе мүлде басқа жерде. Партиялар сменада бірнеше рет ауысып, заготовкалар пішіні айтарлықтай өзгеше болса, переналадка кез келген автоматтандыру артықшылығын жұтып кетеді.
Басында үш қарапайым сұраққа жауап берген жөн: станокқа не бересіз, сериялар қаншалықты ұзын және жүктеу мен оператор жұмысына айналасында қанша орын бар.
Қарапайым мысал бәрін айқын көрсетеді. Егер участок прутоктан көптеген бірдей втулкаларды орнатып шығарса, автоподатчик әдетте ең түзу әрі түсінікті нәтиже береді. Ал бүгін қысқа кесінділер болса, ертең басқа форма мен өлшем болса — робот ыңғайлырақ болып шығады.
Практикада таңдау участоктың құрылымына да байланысты. Тығыз жолда, қасыңда тележкалар және паллеттар тұрса, бір метр бос орын шешім шығаруы мүмкін. Сондықтан осындай жобаларда EAST CNC қоса алғанда станок жеткізушілері паспорттық деректерге ғана емес, цехтың нақты схемасына: материал қайдан әкелінеді, оператор қайдан жақындайды және тапсырма ауысу қанша уақыт алатынына қарайды.
Қысқаша айтқанда, автоматтандыру сол жерде тез қайтады, онда ол нақты деталь ағымына сай келеді. Сондықтан шешімді шешіп алмас бұрын сұраңыз: әр күні станокқа не бересіз және бұл қаншалықты жиі өзгереді.
Қандай заготовкалар жүктеледі
Заготовка түрі қай нұсқаның жақынын жылдам көрсетеді. Егер сізде шпиндель арқылы өтетін ұзын пруток болса және әр циклде кесіп алып орындалатын болса, автоподатчик көбіне ең қолайлы жұмыс ағымын береді.
Дөңгелек және алтыбұрышты пруток үшін бұл жиі ең жақсы таңдау. Материал тегіс беріледі, станок оператордың тұрақты қатысуынсыз жұмыс істейді және егер прутоктың диаметрі мен сапасы партиядан партияға секірмесе қайталанушылық тұрақты болады.
Қашан автоподатчик ыңғайлы
Автоподатчик шпиндель арқылы берілетін заготовкалар үшін қажет. Бұл прутоктан сериялы бөлшектер өндіру жағдайында, қолмен жүктеудісыз ұзақ жұмыс істеу маңызды болғанда типтік жағдай.
Ол стандартты дөңгелек немесе алтыбұрышты пруток үшін әсіресе тиімді: детальдар одан тікелей тіктеледі, алдын ала материалды белгілі бір позицияға бұру қажет емес. Тағы бір артықшылығы — жұмыс логикасы қарапайым. Бағдарлама мен параметрлер түсінікті, цикл болжамды, оператор сирек араласады.
Бірақ қысқа кесілген заготовкаларға келгенде жағдай өзгереді. Мұндай кесінділерді бір-бірден алып, кейде қажетті жағын бұрып, патронға немесе қабылдау аймағына дәл орналастыру керек. Мұнда робот жиі ыңғайлырақ болады.
Қашан робот еркіндік береді
Робот шпиндель арқылы жай өткізіп болмайтын заготовкаларға жақсы келеді. Бұл қысқа цилиндрлер, поковкалар, фланецтер, құймалар, ауыр корпустар және прутоктан айтарлықтай ерекшеленетін барлық заттар болуы мүмкін.
Егер заготовка ауыр немесе пішіні жағынан ыңғайсыз болса, робот ең шаршататын бөлігін өзі көтереді. Операторға әр рет ауырсын көтеріп, дұрыс позициясын ұстап тұру қажет болмайды. Қағазда бұл айырмашылық ұсақ көрінгенімен, сменада ол біркелкі цикл мен кездейсоқ қателердің азаюына айналады.
Тағы бір мәселе — заготовка бетін қорғау. Кейбір материалдар оңай сынықтанады: жұмсақ қорытпалар, алдын ала өңделген бөлшектер, жабынды беттер. Осындай жағдайда жұмсақ губкалар, арнайы ішкі букалар немесе басқа типті захват қолданылады. Автоподатчикте мұндай нұсқалар аз, себебі оның принципі материалды беру арқылы жұмыс істейді.
Заготовканы алдын ала бағыттау да маңызды. Егер заготовканы тек бір жағын дұрыс етіп беру қажет болса, пазды, тесік не фасканы туралап қою керек болса, робот бұл жұмысты анағұрлым жақсы орындайды. Ол детальды кассетадан, лотоктан немесе конвейерден алып, қажетті бұрышқа бұруы мүмкін. Прутокта мұндай міндет көбіне кездеспейді.
Қорытындысы қарапайым. Дөңгелек немесе алтыбұрышты прутоктан тік қайталанатын өңдеуде автоподатчик логикалық тұрғыдан жиі тиімді. Қысқа, ауыр, сынғыш немесе стандарттан тыс заготовкалар үшін робот көбірек бақылау береді. Ең дұрысы — каталог бойынша емес, нақты детальды қолыңызға алып шешім қабылдау.
Серия ұзындығы таңдауды қалай өзгертеді
Токарьлық участокта серия ұзындығы таңдауға жиі станоктың өзіндей әсер етеді. Бір станок ұзын серияда автоподатчикпен жақсы жұмыс істесе, күнделікті тапсырыстар өзгеріп тұрса сол шешім уақыттан ұтыс әкелмеуі мүмкін.
Егер бөлшектер үлкен партияларда келсе және прутоктың диаметрі мен материалы сирек өзгерсе, автоподатчик әдетте айқын нәтиже береді. Оператор бір рет орнатады, бірінші детальды тексереді де, станок ұзақ уақыт бірқалыпты жұмыс істейді. Пруток, канал, цангалар мен параметрлерді ауыстыруға аз уақыт кеткен сайын бұл схема жылдам өзіне қайтарады.
Орташа серияларда шешім айқын емес. Мысалы апталық жоспарда бірнеше типоөлшем болса және олар жиі қайталанса, есептеу кезінде цикл уақытынан бөлек партия арасындағы барлық уақытты есептеу қажет. Егер переналадка 20 минут алса да, серия 8 сағатқа созылса, шығындар төзімді. Ал егер сол 20 минут әр 1.5–2 сағат сайын қайталанса, жағдай мүлде басқаша болады.
Ұзын сериялар автоподачаны сүйеді
Ұзын қайталанатын серияда автоподатчик логикасы жағынан жеңіл: пруток үздіксіз беріледі, оператор сирек араласады, ал ауысу сезімталдықсыз өтеді.
Бұл әсіресе ай-күн бойынша бірдей топ бөлшектер өндіретін кәсіпорындарда байқалады. Мұндай жерде мақсаты — қолмен жүктеуді алып тастау ғана емес, тұрақты шығымды сақтау және нақты сменада кім тұрғанына тәуелділікті азайту.
Қысқа сериялар
Қысқа партиялар мен жиі номенклатура ауысуы басымдылықты өзгертеді. Мұнда маңызды тек жүйенің заготовка беру жылдамдығы емес, келесі тапсырысқа ауысуға қанша уақыт кететіні.
Егер партия кішкентай болса және ертең диаметр, ұзындық немесе пішін өзгеше болса, ұзақ наладкалар барлық пайдасын жояды. Практикада әдетте былай болады: бірнеше жүз данаға арналған серия әлі автоподатчикпен жақсы жүрсе де, өте қысқа партияларда және аралас графикте робот жиі ыңғайлырақ. Ол таза машиналық циклде әрқашан жылдам болмауы мүмкін, бірақ партиялар арасындағы уақытты кейде азайтады.
Мұнда шындықты сырттай қарамаңыз. Егер переналадкадағы тоқтау автоматты подача арқылы алынатын үнемнен ұзын болса, паспорттағы ең тез опция емес, нақты жағдайда ең азы бос тұратын опция таңдалуы тиіс.
Цехта қанша орын қажет
Жоспарда станок әдетте ықшам көрінеді. Шын цехта орын тек станок корпусы ғана емес, күнделікті айналатын нәрселер: заготовка жеткізу, шпиндельге қолжетімділік, стружка шығарылымы, адамдардың жүріс-тұрысы және тележканың бұрылуы жеп алады.
Автоподатчик пруток үшін станоктан артқа орын талап етеді. Станок қатарда тығыз тұрса да оның артына пруток, жүктеу және техникалық қызмет көрсету жолы үшін ұзын аймақ керек. Пруток ұзынырақ болған сайын бұл шектеу айқын көрінеді. Ені бойынша бұл схема роботқа қарағанда жиі ыңғайлырақ, бірақ ұзындығы бойынша бос орынды тез алады.
Роботқа басқа кеңістік қажет. Оған артына ұзын жол қажет емес, бірақ захват, бұру және жинау үшін жұмыс аймағы керек. Сондай-ақ қоршаулар, техникалық қызмет көрсетуге қолжетімділік және кейде үстел, лотоктар немесе паллетке арналған орын қажет. Қағазда робот ықшам көрінуі мүмкін, бірақ орнатқаннан кейін ячейка күткендегіден үлкен болып шығуы жиі кездеседі.
Ең көп кедергі келтіретін нәрсе
Проблемалар әдетте жабдық тұрған жерде емес, материал қозғалған жерде басталады. Автоподатчик үшін прутокты жеткізу оңай болуы керек. Прутоктың пакеттерін тар өткел арқылы қолмен тасымалдап жүрмейді — оларды тележкамен, кранмен немесе жүк тиегішпен әкеледі. Егер станоктың артында қалыпты қолжетім болмаса, оператор әр партия ауысқанда қосымша уақыт жоғалтады.
Роботта ұқсас жағдай: пруток орнына лотоктар, кассеталар немесе паллеттер жылжиды. Оларға да станокқа жақын орын керек. Егер поддон жүріс жолында қалса, ол дереу операторға, наладчикке, сервистің өкілдеріне және тіпті тазалыққа кедергі жасайды.
Сатып алудан бұрын төрт нәрсені тексеріңіз: станок пен шкаф есіктері қай жаққа ашылады, наладка кезінде оператор қай жерде тұрады, стружканы қалай шығарсаңыз және СОЖ-ты қалай ауыстырсаңыз, тележка немесе жүк тиегіш жолға қалай бұрылатыны.
Сондықтан қағаздағы схема нақты цехқа сирек бірде-бір сәйкес келеді. Жоспарда патрон жанындағы адам, ашық есік, шлангтер, бөлшекке арналған ыдыстар мен алдын ала жеткізілген заготовка пакеті көрінбейді. Егер участок тығыз болса, "сигналдайды" және "жай жұмыс істейді" арасындағы айырмашылық үлкен.
Қорытынды: автоподатчик артында ұзын запас бар ұзын қатарға енгізу оңайырақ. Робот партионмен жеткізілетін бөлшектер үшін және бүйірлік ячейка бөлуге болатын жерде ыңғайлырақ. Бұл мәселені каталогқа емес, материал мен адамдардың нақты маршруттарына қарап шешкен дұрыс.
Қадамдар бойынша қалай таңдау керек
Шешімді жалпы уәделерге емес, өз деталіңізге және жұмыс режиміңізге негіздеңіз. Жеңетін нұсқа қазіргі заманғы көрінгені емес, сіздің участке нақты үзілістерді ең азайта алатыны.
Бірінші қадам — база жинау. Ең жиі жасалатын бір детальды алып, материалын, заготовка өлшемін, ұзындығын, салмағын және бетіндегі талаптарды жазып алыңыз. Ұзын пруток пен қайталанатын деталь үшін әдетте автоподатчик ыңғайлы. Штучные заготовкалар, поковкалар, құйымалар және күрделі пішіндер үшін робот жақынрақ болады.
Сосын машиналық уақыттан бөлек цикл арасындағы үзілісті есептеңіз. Егер оператор қолмен жүктеуге, есік ашуға, деталь орнатуға және алып тастауға 12–20 секунд жұмсаса, сменаға айтарлықтай уақыт жоғалады. Осы кезеңде автоподачник қажет пе әлде икемді жүктеу схемасы ма анықталатын болады.
Жұмыс парағын дайындау ыңғайлы: әдетте бес пункт жеткілікті — ең жиі жасалатын бөлшектер мен олардың заготовкасы, кесу мен қолмен жүктеу уақыты, сменадағы артикулдар саны, станок айналасындағы орын және күнделікті жүйені бақылайтын адам.
Сменадағы артикулдар саны таңдауға қатты әсер етеді. Егер участок бүтін күн бойы бір прутоктан бірдей деталь орнатса, автоподатчик көбіне ең түсінікті нәтиже береді. Ал сменада көптеген әр түрлі позициялар болса және партиялар қысқа болса, робот ыңғайлырақ — ол заготовка мен разрядты ауыстыруда жеңіл.
Орын да шешеді. Автоподатчикке пруток үшін маршрут және ұзындық резерві қажет. Роботқа қауіпсіз контур, паллеттерге орын, захваттар және кейде аралық накопитель керек. Жоспарда бұл әдемі көрінуі мүмкін, бірақ станок алдында бәрі практикалық болуы тиіс: есіктер, жүріс жолдары және сервистің қолжетімділігі ескерілуі керек.
Соңғы қадам — күнделікті жүйені кім қызмет көрсететінін анықтау. Егер сменада сенімді наладчик болса және оснастка тәртіппен тұрса, роботтық ячейка тыныш жұмыс істей алады. Ал егер персонал жиі ауысып, тапсырма қарапайым және қайталанатын болса, автоподатчик көбіне тоқтауларға азырақ себеп болады.
Жақсы шешім бір парақта көрінеді: заготовка түрі, серия ұзақтығы, қолмен жүктеу кезінде жоғалтылған уақыт, цехтағы орын, переналадканың жиілігі және жүйені күнде басқаратын адам. Бұл сандар жиналғанда пікірталас та азаяды.
Ең жиі кездесетін қателіктер
Бірінші қате қарапайым: участок өз жұмысына емес, басқа біреу жасаған сәтті мысалға қарап шешім таңдайды. Әңгімеде жиі не заманауи деген сұраққа түседі. Шындығында барлығы бөлшектер түріне, серия ұзындығына және оператордың күнделікті жұмыс істеу әдісіне барып тіреледі.
Автоподатчик үшін типтік қате — оны қысқа партияларға, диаметрі үнемі өзгеріп тұратын жерге алу. Ұзын серия үшін бұл ыңғайлы, бірақ егер таңертең бір деталь болса, түстен кейін басқа, кешке үшінші болса — наладка уақытты жұтады. Нәтижесінде станок бос тұрып, күтілген үнем болмайды.
Робот үшін қате басқа: оны өте тығыз цехқа қоятын жағдайлар бар. Робот тек өз постаментін ғана емес, қауіпсіз аймағын, захваттар мен паллеттерге орын және адамдардың жүру жолын қажет етеді. Егер қасында сөре, заготовка тележкасы және басқару шкафы тұрса, жұмыс үнемі айналып өту мен қосымша тоқтауларға айналады.
Тағы бір қате — тек сатып алу бағасын есептеу. Бұл жеткіліксіз. Қанша минут станок қолмен жүктеуден жоғалтады, бір тоқтаудың бағасы қанша, переналадка қаншалықты жиі және жүйеге кім жауапты — осыны білу керек. Кейде қымбат нұсқа тез қайтады, себебі станок аз тоқтайды.
Автоматтандыру бәрін өздігінен шешпейді. Детальдарды қою үшін орын болу керек, стружка шығарымын ойластыру керек, дайын бөлшектер бракпен араласпауы тиіс. Егер бұл жол ойластырылмаса, автоматтандыру толған лотокқа немесе лас шығару аймағына соқтығады.
Көбісі наладка мен сервистің қолжетімділігін ұмытып кетеді. Бұл монтаждан кейін айқын көрінеді, патронға, револьвер басына, датчикке немесе захват аймағына тез жету керек. Егер оператор қоршауды ашып немесе бірнеше бөлімді үздіксіз алып тастауы тиіс болса, схема қате таңдалған.
Сатып алудан бұрын бірнеше сұрақты тексеріңіз: заготовканың пішіні мен өлшемі қаншалықты жиі өзгереді, жүріс пен техникалық қызмет үшін қанша орын қалады, дайын бөлшектер қайда барады, стружка қалай шығарылады және сіздің станок үшін бір сағат тоқтаудың бағасы қанша.
Жақсы белгі — орнатудан кейін жұмыс жеңілдеп, бірқалыпты болса. Егер қағаздағы схема тым көп айналып өтуге мәжбүрлессе, цехта да ол жүйе жиі ақауға ұшырайды.
Екі түрлі участка үшін қарапайым мысал
Бір станок әр түрлі талаппен жұмыс істей алады. Сондықтан таңдау әдетте сәнге емес, графикке, заготовка түріне және оператордың қанша рет араласуына байланысты қабылданады.
Участок 1
Участок ұзын уақыт бойы бір прутоктан қарапайым білік дайындайды. Диаметр тұрақты, материал бірдей, партия үлкен. Басты мақсат — сменаны минимум тоқтаулармен өткізу.
Мұнда автоподатчик жиі айқын нәтиже береді: ұзын пруток шпиндельге беріледі, станок детальдан детальға өңдейді, және оператор есікке әрбір бірнеше минут сайын жақындамайды. Егер цикл қысқа болса, айырмашылық бірден сезіледі: қолмен жүктеуге кеткен 30–40 секунд аптаның ішінде сағаттарға айналады.
Бұл бөлімшеде икемдіктен гөрі ұзақ автономды жұмыс бірінші орында.
Участок 2
Тағы бір участок мүлде басқа режимде жұмыс істейді. Таңертең 60 корпусты жеке заготовкалардан жасайды, түстен кейін 25 втулка, ал ертең мүлде басқа деталь. Заготовкалар лотокта жатады, пішін мен ұзындық жиі ауысады, партиялар қысқа.
Мұнда робот жиі ыңғайлырақ. Оператор захватты ауыстырып, басқа лоток немесе кассета қояды, жүктеу бағдарламасын өзгертеді де, жаңа тапсырысқа тез өтеді. Иә, автономия бар. Бірақ басты артықшылығы — әр переналадкада көп уақыт жоғалтпайды.
Осындай қысқа партиялар көп болса, автоподатчик әрқашан ең жақсысы емес. Ол ұзын пруток пен ұзақ сериялар үшін жақсы. Ал егер заготовка штучная және номенклатура весь күнде секіріп жүрсе, робот участоктың нақты жүктемесіне тезірек бейімделеді.
Практикада шешім әдетте бірнеше сұраққа келіп тіреледі. Заготовка прутоктан ба әлде жеке бөлшектерден бе? Серия бірнеше күнге созыла ма әлде сменада бірнеше рет өзгере ме? Участок үшін не қымбат: переналадкадағы қосымша минуттар ма әлде оператордың станоктағы бос тұруы ма? Сондай-ақ станоктың қасында қажетті схемаға орын бар ма?
Екі шешім де дұрыс болуы мүмкін. Прутоктан білік жасағанда ұзақ үздіксіз жұмыс сағаттары есептеледі. Қысқа серияларда захват, лоток пен бағдарлама ауыстырудағы минуттарды санау маңызды. Өз тапсырыс күнтізбеңізге қарай есептегенде жауап көбіне айқын болады.
Әрі қарай не істеу керек
Егер заготовка пруток болса және участок ұзын біркелкі сериялармен жұмыс істесе, схеманы күрделендірудің қажеті жоқ. Автоподатчик әдетте ең айқын нәтиже береді: станок ұзақ уақыт паузасыз жұмыс істейді, материал үздіксіз беріледі, оператор қолмен әрекеттерге аз уақыт жұмсайды.
Егер деталь күрделі пішінді, заготовкалар штучные немесе номенклатура әр аптада өзгерсе, робот жиі ыңғайлырақ. Ол қысқа поковкаларды, кесінділерді немесе әртүрлі детальдарды жүктеуде икемді келеді. Мұндай жағдайда цикл уақытынан бөлек переналадка уақытын да есептеу маңызды.
Цехтағы орын бәрін ретке келтіреді. Қағазда екі нұсқа да оңай көрінеді, ал станок қасында орынның жетіспеуі, жинақтағыш қоюдың қиындығы немесе техникалық қызметке қолжетімділіктің жоқтығы анықталады. Сондықтан алдымен участоктың нақты өлшемдерімен жоспар салыңыз: станок, қолжетімді аймақтар, заготовкалар мен дайын бөлшектерге орын және адамдар үшін қауіпсіз жол.
Сұрау жібермес бұрын қысқа бастапқы мәлімет жинаңыз: қай заготовка ең жиі кездеседі, серияда қанша бөлшек, номенклатура қаншалықты жиі өзгереді, станоктың қасында қанша орын бар және күнделікті жүйені кім қызмет көрсетеді.
Осы мәліметтермен таңдау болжамсыз жасалады. Егер пруток тұрақты және сериялар ұзын болса — автоподатчикке қарау ақиқат. Егер бөлшектер әртүрлі және переналадка жиі болса — робот практикалық болуы мүмкін, тіпті бастапқы жоба күрделірек көрінсе де.
Сатып алудан бұрын абстрактілі автоматтандыруды емес, нақты станокты, нақты заготовканы және сменалық жұмыс режимін талқылаңыз. Оған үшін деталь чертежі, заготовка өлшемі, сменадағы шығару мөлшері және участоктың қарапайым жоспары жеткілікті.
Егер нақты есеп қажет болса, осы деректерді жеткізушімен бірден талқылаған дұрыс. Токарь станоктары мен жүктеу схемалары үшін қателіктер каталогта емес, іске қосу кезінде байқалады. EAST CNC-де бұл әңгіме құрал-жабдық таңдаудан бастап пуско-налаждау және сервистік қызмет көрсетуге дейін жүргізіледі, сондықтан нақты деталь мен участок режимінен бастау ыңғайлы.
FAQ
Прутоктан жасалатын бөлшектер үшін не жақсы?
Егер сіз ұзын дөңгелек немесе алтыбұрышты прутоктан деталь орнатсаңыз және үнемі ұзақ қайталанатын сериялар жасасаңыз, көбіне автоподатчикті таңдайды. Ол шпиндельге бірқалыпты материал береді және цикл арасындағы артық үзілістерді алып тастайды. Бұл нұсқа партиядан партияға заготовка шамалы өзгергенде және операторға жиі араласудың қажеті жоқ жерде әсіресе тиімді.
Қашан робот автоподатчиктен тиімдірек?
Роботты әдетте қысқа заготовкаларға, поковкаларға, кестелерге, фланецтерге және күрделі пішінді бөлшектерге қояды. Ол заготовканы бір-бірден алып, қажетті жағын бұрып, патронға дәл орналастыру қажет болғанда ыңғайлы. Сонымен қатар робот ауыр немесе қолмен ұстауға ыңғайсыз, сырлануға бейім бөлшектермен жұмыс жасағанда да пайдалы.
Не нәрсеге бірінші қарау керек: бағаға немесе уақыт шығындарына?
Алдымен сатып алу бағасына емес, участоктағы уақыт шығындарына назар аударыңыз. Егер оператор әр циклде қолмен жүктеуге көптеген секунд жұмсаса, сменаның барысында сағаттарша тоқтаулар жинақталады. Содан кейін переналадкаға қараңыз. Кейде арзан шешім партиялар арасында жиі өзгеріс болғандықтан тиімді болмайды.
Қысқа партияларда автоподатчиктің мағынасы бар ма?
Жиі емес. Егер партиялар қысқа болса, диаметр мен ұзындық үнемі өзгерсе, автоподатчик наладка мен орнатуды талап етіп, уақыт жоғалтады. Қысқа серияларда оны тек номенклатура бір-біріне жақын болып, ауысудың көп уақыт алмайтын кезде ғана қолданған жөн.
Цехта орын жетеді ме екенін қалай түсінуге болады?
Автоподатчикке станоктың артына ұзын сақтау және прутокты жеткізу жолы керек. Роботқа ар тараптан жұмыс аймағы, захват, ограждение және лотоктар немесе паллеттер қоюға орын қажет. Жоспарда екеуі де ықшам көрінуі мүмкін, алайда шын мәнінде шешеді қай жаққа есіктер ашылады, жүріс-жолдар бар ма, стружка қалай шығарылатыны және тележканың айналу мүмкіндігі.
Прутоктың сапасы мен тұрақтылығы қаншалықты маңызды?
Иә, тікелей әсер етеді. Егер прутоктың диаметрі партиядан партияға ауысып тұрса немесе материал иіліп келсе, подача біркелкі болмайды және цикл тұрақтылығын жоғалтады. Таңдау жасамас бұрын паспорттық өлшемнен бөлек, нақты участокқа қандай пруток келетінін тексеріңіз.
Робот әрқашан автоподатчиктен жылдам ба?
Міндетті емес. Ұзын прутоктан ұзақ серия кезінде автоподатчик қарапайым әрі тиімді жұмыс істеуі мүмкін. Робот өз артықшылығын әртүрлі заготовкалармен және тапсырыстар арасында тез ауысуда көрсетеді. Сондықтан секундтармен ғана емес, партиялар арасындағы минуттармен салыстыру керек.
Сұраныс жібермес бұрын қандай деректер жинау керек?
Көбінесе жеткілікті: детальдың чертежі, заготовканың өлшемі мен салмағы, материал, серияның ұзындығы, сменадағы циклдер саны және участок жоспары. Сондай-ақ номенклатураның қаншалықты жиі өзгеретінін көрсеткен жөн. Осы мәліметтермен сіздің станокта нақты қандай шешім аз тоқтауды береді оны анықтауға жеңіл болады.
Оператор үшін күнделікті жұмысы қандай жағынан оңайрақ?
Прутоктан қарапайым қайталанатын жұмыс үшін автоподатчикпен күнделікті жұмыс оңайырақ болады. Оның логикасы түсінікті, оператор тұрақты ырғақты ұстап жұмыс істей алады. Робот та тыныш жұмыс істей алады, бірақ әртүрлі заготовкалар мен захватты жиі ауыстыруды талап ететін болса, оны орнату мен наладкасы көбірек назар талап етеді.
Өз детальсыз сынақсыз шешім қабылдауға бола ма?
Алдын ала — иә, бірақ тек каталогқа сүйене отырып таңдау тәуекелді. Сенімді әдіс — бір жиі жасалатын детальды алып, қолмен жүктеу уақытын өлшеп, переналадканы есептеп және участоктың нақты жоспарын қарау. Заготовка үлгісі бар болса, шешім әдетте тезірек және дау-дамайсыз шығады.