Қорапша бағыттағыштар немесе сызықтық: қайсысы тиімді
Қорапша бағыттағыштар мен сызықтық бағыттағыштардың черновой өңдеуде, беттік тазалықта және ауыр режимдерде қайсысы тиімді екенін талқылаймыз.
Қайдан бастау керек
Қорапша бағыттағыштар жақсы ма әлде сызықтықтар ма деген дау инженерлік талқылаудан тез шығып кетеді. Айырмашылықты цех иесі, технолог пен оператор бірден байқайды. Ол алынатын металл көлемі, кесуден қалған ізі және ауысым соңында өлшемнің қаншалықты тұрақты болатынына әсер етеді.
Егер цех жеңіл бөлшектерді аз партиямен жасаса, бір станок көбіне бар шаруаға жарайтын сияқты көрінуі мүмкін. Бірақ ірі заготовкалар, терең өту және ұзақ цикл пайда болғанда жағдай өзгереді. Әдетте жұқа тазалау операциясында жақсы жүретін машина черновой өңдеуде солай сабырлы болмайды.
Әдетте айырмашылық үш нәрседен көрінеді:
- бір жүрісте қанша металл алынады және вибрация қаншалықты аз;
- кескіштен қандай із қалады;
- серия бойынша өлшемнің қаншалықты тұрақты сақталатыны, тек бірінші бөлшек емес.
Бір схема тапсырмаға сай болса, операторға әр жолы станокты "тыңайтудың" қажеті жоқ — жылдамдықты төмендету арқылы сабырға келтіру қажет болмайды. Егер таңдау жалпы әсерге қарап жасалса, таныс шығындар басталады: қосымша тазалау жүрісі, баяу черновой өңдеу, қызудан кейін өлшемге түзетулер.
Бастамас бұрын бөлшек туралы қарапайым мәліметтер жинаңыз: заготовка салмағы, материал, қажетті кесу тереңдігі, рұқсат етілген беткі бұдырлығы және жүктеме астында жұмыс уақыты. Алюминийден жасалған втулка мен ауыр болат заготовка үшін таңдау әдетте әр түрлі болады.
Кішкентай цех жеңіл бөлшектерге арналған жылдам станок сатып алып, алғашқы айларда риза болуы мүмкін. Бірақ кейін ірі корпустарға тапсырыс келе бастағанда ауыр режимдерде машина кесуді сенімді ұстамайтыны көрінеді. Подачаны азайтады, цикл өседі, беткі қасиет бөлшектен бөлшекке өзгеріп тұрады.
Жабдықты таңдағанда схеманың атына емес, цехтың нақты жұмысына қарау пайдалы. Сұрақ қарапайым: станок күнде қандай шартты ешқандай компромисссіз ұстануы тиіс.
Екі схеманың қалай жұмыс істейтіні
Айырмашылық блоктің қозғалыс қағидасынан басталады. Қорапша схемада блок кең бағыттағыш беттер бойынша сырғиды. Сызықтықта кареткa рельстер арқылы шарлар немесе роликтермен қозғалады, сондықтан ось жеңіл қозғалады.
Қорапша бағыттағыштардың контакт ауданы үлкен. Жүктеме тар жерге емес, кең тірекке таралады. Бұл ауыр кесу күші, ірі заготовка салмағы және черновой режимдердегі ұшқыр соққыларды сабырға түсіруге көмектеседі.
Бірақ мұның өз бағасы бар. Сырғитын контакт роликтер мен шарларға қарағанда көп үйкеліс береді. Ось әдетте тез үдетілмейді, ал майлау мен беттің жай-күйіне мұқият қарау керек. Бірақ ауыр резада бұл схема жиі ұзынырақ және тұрақтырақ көрінеді.
Сызықтық бағыттағыштар басқа түрде жасалған. Оларда контакт аз, қозғалысқа кедергі де төмен. Сондықтан осьтер нүктеге тез келеді, жылдам жүрістерді және пәрмендерге жедел жауап беруді оңай ұстайды. Сериялық жұмыста бұл жақсы артықшылық: операциялар арасындағы холостой жүрістерге аз уақыт кетеді.
Оператор айырмашылықты алғашқы күндерде-ақ сезеді. Қорапша бағыттағышы бар станок сәл ауыр қозғалғанымен, кесуде жиі жинақы келеді. Сызықтық бағыттағышы бар машина нүктелер арасында жылдам ауысады және қарқынын тез жинайды. Қорапша схемада грубый съём кезінде вибрация жиі төмен, ал сызықтықта осьтердің жеңілдігі жақсы байқалады.
Практикада қарапайым: күн бойы ірі припускті алып отыратын машина үшін қорапша схема жиі жүктемені тең ұстайды. Егер жылдам қозғалу, жиі позиция ауыстыру және циклді қысқарту керек болса, сызықтық ыңғайлырақ.
Қорапша бағыттағыштар қай кезде жақсы нәтиже береді
Қорапша бағыттағыштар кесу соққылы болғанда және жүктеме үнемі өзгерген жағдайда жақсы көрінеді. Бұл құйылған заготовкаларда, поковкаларда және прерывистый кесілетін бөлшектерде айқын байқалады. Кескіш металлға енгенде де, шыққанда да станок сериялы соққылар алады. Салмақты база және үлкен контакт ауданы бұл соққыларды сіңіруге көмектеседі.
Черновой өңдеуде айырмашылық тез көрінеді. Егер оператор үлкен кесу тереңдігін алып, бір жүрісте көбірек металл алуға тырысса, қорапша схема әдетте сабырлырақ болады. Машина азырақ құла береді, құрал кесуді тұрақты ұстайды, және рэжымді жедел түрде подачамен немесе айналыммен әлсіретуге тура келмейді.
Бұл қорапша бағыттағыш әрдайым ең жоғары жылдамдық беретінін білдірмейді. Оның күшті жағы — жүктемені көтеру. Ол ауыр детальдерде, қатты кедергі тудырған заготовкаларда пайдалы. Ірі валдар, ступицалар немесе корпус бөліктерінде осындай тұрақтылық жиі осьтердің жылдам холостой жүрісінен маңыздырақ болады.
Көп жағдайда бұл схема құйма корпустардың коркасы мен тегіс еместігін алып түсетін, ірі заготовкалар бойынша терең проходтар мен ауыр детальдерге жарайды. Егер цехқа металлдан көп алу керек болса, ал осьтердің рекордтық динамикасы маңызды емес болса, қорапша бағыттағыш ақылға қонымдырақ көрінеді.
Тағы бір артықшылығы бар. Станоктың массасы мұнда пайдаға жарайды. Ауыр станина мен блоктар кездейсоқ жүктеме секірулеріне аз жауап береді. Оператор ұзақ ауысымда тұрақты режимді ұстауды оңайырақ табады, әсіресе партия үлкен және заготовкалар бір-бірінен сәл өзгеше болса.
Беттің сапасы да жиі тұрақтырақ шығады, дегенмен қорапша схеманы әдетте тек финиш үшін таңдамайды. Себебі ауыр резада блок аз дірілдесе, құрал ізінен қатты тербеліс шықпайды. Жуан құйма заготовкада бұл келесі жүрісті азайтуы мүмкін.
Сызықтық бағыттағыштар қашан ыңғайлы
Сызықтық бағыттағыштар әдетте станок көп қозғалады және бір жүріске аз уақыт жұмсаса таңдалады. Егер цикл қысқа, ал позициялар арасында жиі жылдам жүрістер болса, осьтердің жеңіл қозғалысы уақытты айтарлықтай үнемдейді.
Бұл сериялық бөлшектерде анық көрінеді. Бір ауысымда бес корпус емес, екі жүз втулка жасағанда әр циклде 4–6 секунд үнемдеу өндірісті айтарлықтай арттырады.
Кішкентай алу мөлшері бар фиништік проходтарда да сызықтық схема ыңғайлы. Мұнда жүктеме төмен, бірақ осьтің қимылы біркелкі және артық инерциясыз болуы маңызды. Мұндай режимде беруді тұрақты ұстау және беткі сапаны болжау оңайырақ болады, егер құрал мен режим дұрыс таңдалса.
Сызықтық бағыттағыштар секундтарды есептейтін жерлерде ұтады, мұнда күш қоры маңызды емес. Бұл қайталанатын бөлшектер үшін жиі кездесетін жағдай, маршрут отыздықпен оталған және станок күнде бірдей жұмысты орындайды.
Олар әсіресе бөлшек кіші немесе орташа болса, осьтер жиі өңдеу аймақтары арасында ауысса, негізгі жұмыс фиништік проходтарда болса және партия үлкен болса қолайлы.
Простой мысал: цех фланецтер партиясын токарлық станокта орындайды. Черновой алу қазір үлкен емес, бірақ подвод, резка, отвод, позиция ауысымы көп. Мұндай жағдайда жылдам және жеңіл жүрістер беретін сызықтық бағыттағыш пайдалы болуы мүмкін.
Практикада бұл тағы бір артықшылық береді: оператор бөлшектен бөлшекке бірдей нәтиже алуды оңайырақ қамтамасыз етеді. Өлшем азырақ "тербеледі", беттің сапасы тұрақты шығады және бірінші мен жүзінші бөлшек арасындағы уақыт айтарлықтай өзгермейді.
Ауыр режимдерде не болады
Ауыр режим станоктың әлсіз жақтарын тез көрсетеді. Кесу сабырлы болғанда схемалар арасындағы айырмашылық аз көрінуі мүмкін. Бірақ терең алу, прерывистый кесу және үлкен подача кезінде блоктар мүлде басқа жүктеме алады.
Ең қатты әсер беретін нәрсе — соққы моменттері. Кескіш металлға енгенде, шыққанда, өзгермелі стружканы алады, және әрбір осындай кіру суппортқа, шпиндельге және бағыттағыштарға соққы береді. Қорапша схема үлкен контакт ауданымен және жақсы демпфирлеумен мұндай соққыларды сабырлырақ өткізеді. Сызықтық жеңіл қозғалыста және жылдамдықта ұтады, бірақ грубый күштік резада кареткалардың өлшеміне, станинаның қаттылығына және құрастыру сапасына көбірек тәуелді болады.
Ауыр ауысымда тек схема бәрін шешпейді. Майлау мен стружкадан қорғаныс та дәл осынша маңызды. Егер майлау тең берілмесе, бағыттағыш қызады, тез тозып, тегістігін жоғалтады. Қорғанысқа шағын стружка толып қалса, ол абразив сияқты жұмыс істейді. Сол кезде жақсы станок та ерте люфт алып, осьте ырғақсыздық пайда болады және бөлшекте іздер қалады.
Бірнеше сағаттық грубый жұмысынан кейін дәлдік әдетте төмендейді. Тұрақты бөліктер қызады, металл кеңейеді, өлшем ауысады. Алғашында оператор кішкентай белгілерді көреді: диаметр біртіндеп өседі немесе конустық пайда болады. Сосын бетте толқын пайда болады, және фиништік проход алғашқы нәтижеңізді бермейді.
Көбінесе алаңдататын белгілер:
- ауысым соңында өлшемнің кетуі;
- сол режимдерде бет қыртысының толқынды болуы;
- бағдарлама өзгермей кесу даусының өзгеруі;
- қорғаныс пен салазкалардың ішінде жиналған ұсақ стружка.
Жиі қате — барлық кінәні бағыттағыштарға арту. Бірақ мәселе детальдың жабыстырылуында болуы мүмкін. Нашар патрондық қысқыш, ұзын заготовканы нашар ұстайтын опора немесе қате таңдалған припуск кез келген станокта жағдайды бұзады. Деталь дірілдей бастайды, кескіш дірілді «ұстайды», ал беттің тазалығы төмендейді. Мұндай жағдайда екі схема да өз мүмкіндіктерінен төмен нәтиже көрсетеді.
Сондықтан ауыр режимге арналған станок таңдарда тек бағыттағыш түрін ғана емес, майлау ұсынуды, осьтердің қорғалуын, блоктардың массасын және машина ұзақ ауысымнан кейін өлшемді қалай ұстайтынын сұрау әлдеқайда маңыздырақ.
Өз бөлшегіңізге қалай таңдау жасау
Бұл таңдау жалпылама пікірлерге емес, бір бөлшекке немесе ұқсас бөлшектер тобына негізделуі тиіс. Бір станок прутктан жасалған втулкаларға жараса да, құйма корпусқа ыңғайсыз болуы мүмкін.
Алдымен бастапқы мәліметтерді қағазға түсіріңіз. Есте сақтау жиі алдайды, ал сатушылар мен технологқа нақты сандар керек.
- сіз не кесесіз;
- қандай заготовка келеді: пруток, поковка, құйма немесе қырқылған болванка;
- бір ауысымда қанша припуск аласыз және қандай кесу тереңдігі қажет;
- бөлшектің салмағы қондырғыларымен бірге қанша;
- осы жұмыста не маңыздырақ: металлды тез алу, таза бет алу немесе станокты ұзақ жүктемеде ұстау.
Одан кейін таңдау көбіне өзі тарылып шығады. Егер бөлшек ауыр, припуск үлкен және режимдер қатаң болса, қорапша бағыттағыштар жиі тыныш жұмыс береді. Станок жылдамдыққа емес, жүктемені ұстай қоюға бағытталады.
Егер заготовка тегіс, припуск аз және мақсат — тез өлшемге шығу мен таза бет алу, сызықтық бағыттағыштар ыңғайлырақ. Олар сериялы бөлшектер үшін, жылдам жүрістер мен қысқа көмекші уақыт қажет болғанда жақсы келеді.
Нені бірінші орынға қою керек
Ең жиі қателік — бір станокты бар жағдайға бірдей сай деп есептеу. Егер жүктемелердің 70% тяжелые черновые болса, тек холостой жылдамдыққа қарап станок алуға болмайды. Керісінше, жеңіл және қайталанатын бөлшектер үшін артық беріктің бағасы ақталмай қалуы мүмкін.
Кішкене мысал: егер цех құйма заготовкадан корпус бөлшектерін өңдесе, тұрақтылықты жүктеме астында қараған жөн. Ал цех дайын заготовкалардан вальдар мен фланецтер жасаса, көбіне цикл жылдамдығы мен жақсы финиш маңыздырақ.
Сатып алуға дейін өз бөлшегіңізді сынап көруді сұраңыз — материал, өлшем және режимдерге жақын үлгіде. Мүмкіндігі болса, өз сызбаңыз бен өз құралды беріңіз. Осыдан сөйлесу нақты болады.
Қай жерде жиі қателеседі
Бірінші қате — холостой жүріс жылдамдығына көп қарап, қалай кесетініне аз қарау. Жылдам жүріс кестеде және видеода жақсы көрінуі мүмкін, бірақ черновой өңдеуде не болатынын білдірмейді. Егер бөлшек ауыр және припуск үлкен болса, 36 пен 48 м/мин арасындағы айырмашылық станоктың қаттылығы мен реза алдында қалай ұстайтынына қарағанда азырақ маңызды болуы мүмкін.
Екінші қате — шынайы орнату шарттарын ескермей салыстыру. Фундамент, негіз массасы, анкеровка және орынның жалпы қаттылығы нәтижеге қатты әсер етеді. Бір машина қалыпты негізде сабырлы жұмыс істесе, әлсіз еденде айтарлықтай нашарлауы мүмкін. Сондықтан бағыттағыштың түрі туралы пікір жиі маңызды емес нәрсеге ауысып қалады: мәселе қалай орнатқандарыңызда.
Тағы бір қате — паспорттық дәлдікке бәрін сеніп қою, ал жүктеме астындағы тексерісті өткізбей тұру. Каталогта бәрі әдемі көрінеді, бірақ беттің сапасы тек каталогтағы цифрларға ғана тәуелді емес. Машина холостықта геометрияны ұстаса да, терең кесуде солай ұстайды дегеннің кепілі емес. Сатушыға қарапайым сұрақ: машина нақты бөлшекпен, нақты құралмен және ұзақ ауысымда қалай жұмыс істейді?
Олар майлауды, қорғанысты, стружкадан тазалауды жиі ұмытады. Бұған мән бермесеңіз, сызықтық бағыттағыштар да тегістігін жоғалтады, қорапша да лас маймен және нашар қорғаныспен жақсы жұмыс істемейді. Содан кейін кінәні схемаға аударады, ал шын себеп — күтімнің жоқтығы.
Тағы типтік қате — алюминий бойынша алынған тәжірибені болат немесе құмтасқа тасымалдау. Жұмсақ материалда машина өте жылдам және дәл көрінуі мүмкін, бірақ ауыр режимде жағдай өзгереді. Цех алюминий корпустарда жақсы жұмыс істеген станокты алып, оған үлкен припускпен болат фланецтер қояды — онда қаттылық талаптары мүлде басқа.
Сұйық таңдау әдетте бір әдемі цифрға емес, шарттардың жиынтығына (материал, алу мөлшері, цикл ұзақтығы, орнату және күтім) негізделеді. Бұл ұтымды және қателер аз болады.
Цехтан мысал
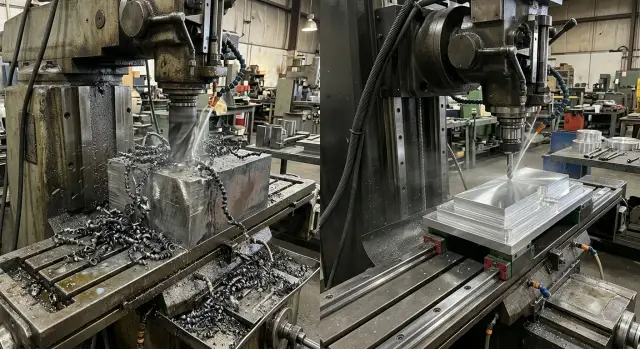
Кәдімгі тапсырыс: цех құйма корпусын үлкен припускпен өңдейді. Заготовка тегіс емес, металл кей жерлерде қатты кесіледі, және бірінші мақсат — көлемді алып тастау тыныш және тоқтаусыз жүргізілуі тиіс.
Черновой проходтарда қорапша бағыттағышы бар станок әдетте сабырлы болады. Оператор подачаны сенімді ұстайды, машина кедергіні жеңіл өткізеді, және кескіш қатты жерге түссе де фондық соққыны жақсы кешіреді. Ауыр режимдерде бұл дыста және көруде бірден байқалады: дыбыс тұрақты, рез жинақы, құрал қатты соққылардан азырақ зардап шегеді.
Егер мұндай корпустар сериямен өңделсе, айырмашылық тез сезіледі. Черновой өңдеу қаттылықты және жүктеме қорын талап етеді, және қорапша схема жиі дәл сол керек нәрсені береді.
Содан кейін келесі кезең басталады. Припуск алынған соң, посадкаларды, жазықтықтарды және тесіктерді тез өткізіп, бірнеше рет құрал ауыстырып, дәл өлшемге шығу керек. Бұл фазада сызықтық бағыттағыштар жиі ыңғайлырақ: осьтер тез үдейді, нүктеге тез келеді және станок ауысымдар арасындағы уақытты аз жұмсайды.
Финиш операциясында бұл тек циклге ғана емес, жұмыс ырғағына да әсер етеді. Егер проходтар қысқа, ал ауысулар көп болса, сызықтық схема көмекші уақытты қысқартып, беткі сапаны тұрақты сақтауға көмектеседі, егер рэжим дұрыс таңдалса.
Сондықтан таңдау сәнге емес, күнделікті қай операция жасалатынына байланысты шешілуі тиіс. Күнде үлкен припуск алу — қорапша схема пайдалырақ, ал негізінен фиништік өту мен жиі подводтар болса — сызықтық жақсы нәтиже береді.
Бір ғана нәрсеге қараңыз: станок күнде қай операцияны орындайды. Көбіне бұл сұрақ дұрыс жауап береді.
Сатып алуға дейін тексеру
Каталог арқылы бұл дау сирек шешіледі. Оны сіздің бөлшектер, кесу режимдеріңіз және станоктың цехта күнделікті қалай өмір сүретіні шешеді.
Алдымен станокқа емес, өз жұмысыңызға қараңыз. Егер көп жағдайда болат, шойын немесе поковкадан үлкен припуск алынатын болса, талаптар басқа. Егер негізінен қысқа проходтар, қайталанатын партиялар және жоғары жылдамдық болса — көрініс өзгереді.
Тез бес сұраққа жауап беру пайдалы:
- ең жиі не кесесіз;
- бір циклде қанша металл аласыз;
- бөлшектің массасы қандай және оны қаншалықты қатты қысып ұстай аласыз;
- станок күнде екі сағат жүктемеде ме әлде толық ауысым бойы ма;
- нәтижеге не қатты әсер етеді: әр циклге қосымша 30–60 секунд па әлде бетінде вибрациядан қалатын із бе.
Жауаптар артық нұсқаларды бірден алып тастайды. Ауыр бөлшек, нашар жабыстыру және үлкен припуск бір тәсілді талап етеді. Кіші бөлшек, тұрақты оснастка және жылдамдыққа ставка — басқаны.
Тағы бір жиі ескерілмейтін мәселе: станокты жеткізгеннен кейін кім іске қосады, реттейді және блоктардың күйін бақылайды? Егер цехта білікті наладчик болмаса, пуско-наладкаға не кіретіні мен қандай сервис бар екенін алдын ала нақтылау керек. Жеткізуді жақсы жүргізу апталар бойы қателік пен сынақтарды үнемдеуі мүмкін.
Кішкене мысал: цех ауыр болат корпусын дәл өңдейді, станок ауысым бойы жұмыс істейді және бетте жүктемеден кейін рябь болмау керек. Мұндай жағдайда циклдегі қосымша минут брак пен өлшемнің тұрақсыздығынан қымбатқа түспейді.
Егер осы сұрақтарға анық және қысқа цифрлармен жауап беру қиын болса, модельдерді салыстыруға әлі ерте. Алдымен нақты режимдерді, бөлшек салмағын және бет талаптарын жинаңыз. Содан кейін таңдау әлдеқайда айқын болады.
Келесі қадамдар
Станокты жалпылама сипаттамаға қарап алмаңыз. Өз бөлшектеріңізді, өз материалыңызды және цех күнде жұмыс істейтін режимдерді алып келеңіз. Сол кезде бағыттағыш түрі туралы әңгіме практикалық мәнге ие болады.
Қарапайым деректер жинаңыз: бөлшек өлшемі мен салмағы, материал және типтік припуск, кесу тереңдігі, подача, черновой проходтардың ұзақтығы, бет талаптары және станок ауысымда қанша сағат жүктемеде болады. Тіпті осындай тізім таңдауды өзгертуі мүмкін.
Содан кейін екі нұсқаны бір тапсырмада салыстырыңыз. Әр түрлі үлгілерде емес, бір бөлшекте, бір материалда, бірдей припускпен. Уақытқа ғана қарамаңыз. Өлшемді қалай ұстайтынын, беттің қандай болатынын және бірдей бөлшектер сериясынан кейін станоктың қалай әрекет ететінін тексеріңіз.
Бағаны бірінші орынға қоймаңыз. Пуско-наладка, сервис және режим қоры туралы бірден талқылаңыз. Қымбат емес станокты іске қосуды қиын жасаса немесе ауыр резада үнемі подачаны немесе тереңдікті азайтуды талап етсе, ол тез мағынасын жоғалтады.
Сатушыға бірнеше тікелей сұрақ қойыңыз: станокты жерінде кім іске қосады, сервис қаншалықты жылдам табылады, модельде бөлшек салмағы мен нақты жүктеме бойынша қор бар ма. Егер нақты таңдау керек болса, EAST CNC Қазақстанда шынайы бөлшекке қарап талқылайды — олар токарлық станоктар мен өңдеу центрлерін жеткізіп, таңдау, пуско-наладка және сервис ұсынады. Сонда сөйлесу тек баға туралы емес, күнделікті жұмыс туралы болады.
Жақсы соңғы қадам қарапайым: сатушыға бөлшектің сызбасын, материалын, припускты және өз режимдеріңізді жіберіңіз. Осыдан кейін салыстыру адал болады және қате жасау ықтималдығы айтарлықтай төмендейді.