ЧПУ-да жіпті метчикпен немесе фрезамен кесу: әдісті қалай таңдау
Метчикпен немесе фрезамен жіп кесу: поломка қаупі, цикл уақыты және жіп сапасын салыстыру — кіші және сериялы өндіріс үшін ЧПУ-да қандай әдіс тиімдірек.
Неліктен таңдау талас тудырады
Чертежте жіп қарапайым көрінеді: размер, шаг, допуск. Бірақ өңдеуде бірдей жіп әр түрлі жүріп өтуі мүмкін. Талас әдетте профиль жайлы емес, қателік тәуекелі, шығын және бөлшектің серияда қалай мінез көрсететіні жайлы жүреді.
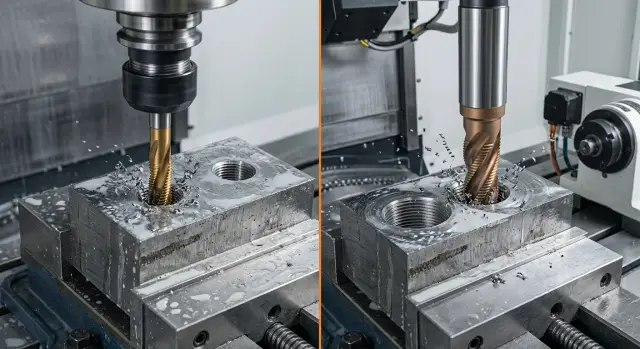
Метчик пен резьбалық фреза металды әртүрлі алып тастайды. Метчик профильді бірден қалыптастырады, сондықтан цикл жиі қысқа болады. Бірақ ол материалға, стружкаға және тесік дайындығына өте тәуелді. Резьбофрезерлеу жұмсақ өтеді: құрал металлды кезең-кезеңімен алады, және кенет поломка қаупі әдетте төменрек. Қағазда нәтиже бірдей, бірақ процесс бойынша қор запас өзгеше.
Материал таңдау жедел өзгертеді. Алюминий мен жұмсақ болаттарда метчик көп жағдайда тыныш және жылдам жұмыс істейді. Нержавейкада, жабыңқы қорытпаларда және тығыз материалдарда жүктеме өседі, стружка нашар шығады және қате қымбатырақ болады. Егер сынған метчик бөлшекте қалса, шығындар көбіне циклдің қосымша секундтарынан гөрі жағымсыз болады.
Тесіктің тереңдігі де көп нәрсені өзгертеді. Қысқа сквозной тесікте метчик жиі жақсырақ. Терең немесе глухой тесікте стружканың шығарылуы, діңге қалатын запас және закусывание қаупі маңызды болады. Сондықтан бірдей M10 жіпті екі түрлі бөлшекте әр түрлі тәсіл талап етуі мүмкін.
Партия көлемі тағы бір фактор қосады. Кіші партия үшін цех көбіне икемділікті бағалайды: программаны оңай түзету, басқа материалға тез ауысу немесе размерді өзгерту оңайырақ. Серияда көбіне ондаған-түбіншектерде тұрақты нәтиже беретін әдісті таңдайды.
Сондықтан "метчик па әлде фреза ма" деген сұрақ көбіне мәселенің контекстінен бөлек шешілмейді. Қай әдіс сіздің бөлшегіңізде, материалда және шығарылым көлемінде аз брак беретіні маңызды.
Қай жерде метчик жеңілірек және жылдамырақ
Стандартты жіп пен кәдімгі тесік туралы айтқанда метчик уақыт бойынша жиі ұтады. Егер размер типтік, материал таныс, ал программа бұрыннан отлажен болса, цикл қысқа әрі түсінікті болады. Серия үшін бұл жиі ең тікелей нұсқа.
Арнайы қолайлысы — сквозной тесіктерде метчик қолдану. Стружка шығуға кеңістік табады, құрал профиль бойынша оңай жүреді және оператор процесс бақылауын ұстай алады. Ондаған бірдей тесігі бар бөлшектерде уақыт айырымдары тез байқалады.
Жақсы мысал — орташа қаттылықтағы болаттағы M8 сквозной тесік. Егер сверло дәл диаметр берсе және станок соосность ұстаса, метчик мұндай жіпті фрезадан жылдамырақ жасайды. 50–100 бөлшекті партияда бұл айтарлықтай уақыт үнемдейді.
Бірақ бұл жылдамдықтың шарты бар: метчик дәл дайындықты ұнатады. Егер тесік тіпті аздап кіші болса, жүктеме күрт өседі. Құрал қатты кесетін болып, қызады да кенет сынады.
Перекосты да метчик кешірмейді. Егер шпиндель, патрон немесе тесік үдеу берсе, жіп шамадан тыс кернеумен шығуы мүмкін. Сол сияқты стружка дұрыс шықпаса, әсіресе жабыңқы материалдарда және глухой тесіктерде, қиындық туындайды.
Метчик әдетте мынадай шарттарда ыңғайлы:
- стандартты шаг пен таралған размер;
- сквозной тесік;
- материал тұрақты, қаттылық ауытқулары жоқ;
- сверление кейін дәл диаметр;
- қайталанатын серия, процесс отлажен.
Егер бөлшек қарапайым болса, тесік дұрыс дайындалған және стружка еркін шығып тұрса, метчик тез нәтиже береді. Бірақ дайындық «жүзбей» бастаған сәттен қателікке запас тез таусылады.
Қай жерде фреза көбірек запас береді
Фреза әдетте қате құны жоғары жерде жеңіске жетеді. Егер метчик тесік ішінде сынса, бөлшекті кейде құтқару мүмкін болмайды: сынып қалған бөліктің алынуы қиын, қабырғалар зақымданады. Резьбофрезерлеу кезінде заготовкаға қауіп аз. Құрал сынған жағдайда да ол тесікке сонша қатты бекімейді, сондықтан бөлшекті сақтап қалу мүмкіндігі жоғарырақ.
Бұл әсіресе қымбат заготовкаларда маңызды. Бөлшек көптеген операциядан өткен болса, соңғы қадамдағы бір жіп үшін оны жоғалту ешкімге ұнамайды. Сондықтан нержавейка, жабыңқы қорытпалар және қымбат бөлшектер үшін фреза жиі таңдалады.
Тағы бір артықшылығы — диаметрге икемділік. Егер шаг бірдей болса, бір резьбалық фрезамен бірнеше жақын диаметр жасауға болады, тек траекторияны өзгерту жеткілікті. Кіші партиялар үшін бұл ыңғайлы: әр размерге жеке метчик ұстаудың қажеті жоқ, переналадка қарапайым.
Қай жерде бақылау жақсырақ
Глухой тесіктерде фреза операторға тыныштық береді. Тереңдікті дәлірек қоюға, діңге қалатын недорезді қалдыруға және құралды соңына тигізбей қоюға болады. Метчикте діңге запас аз, және қате тез поломкаға апарады.
Фреза сондай-ақ жіп уступқа жақын немесе жұқа қабырғасы бар жерде көмектеседі. Құрал жұмсақ кіреді, жүктеме күрт өспейді және процессті геометрияға сәйкес оңай реттеуге болады.
Практикалық артықшылық тағы бар: егер жіп сәл тығыз шықса, программаны сотая бөліктерге түзеп қайта өтуге болады. Метчикпен мұндай еркіндік жоқ. Серия үшін бұл үнемі шешуші емес, бірақ пробалық партияларда және қымбат корпус бөлшектерінде бұл запас ұзын циклды ақтай алады.
Не ең көп поломкаға әсер етеді
Құрал сирек бір себеппен сынып қалады. Әдетте әсер ететін факторлар тізбегі: ауыр материал, ұзын жіп, стружка шығуы нашар және әлсіз зажим. Осындай комбинацияда метчик бірінші бөлшекке жетпей-ақ сынуы мүмкін.
Алдымен материал, шаг және жіп ұзындығын қарастырады. Жабыңқы болат пен нержавейкада стружка созылады, жабысады және жүктемені тез арттырады. Ұсақ шаг те қауіпті: тіс жұқарып, подача қателігі тез кромкаға әсер етеді. Ұзын жіпте жүктеме бүкіл цикл бойы сақталып, запас азаяды.
ЧПУ-дағы нарезкада режимдерден бөлек механика көп шешеді. Шпиндельдің биті, құралдың үлкен вылеты және әлсіз зажим жұмысты алғашқы секундтардан бұзады. Метчик үшін бұл көбіне заклиниваниеға апарады. Фреза дереу сынбаса да, размерды шайқап, профильді бұза бастайды.
Стружка мен СОЖ ойдан да маңызды. Егер стружка тесіктен шықпаса, ол қайтадан қиып жатқан бөлік астына түседі. Құрал теруге айналып, қызу өсіп, поломка уақыт мәселесіне айналады. Глухой тесіктерде бұл тез көрінеді.
Режимдерді бір құралдан екіншіге тексерусіз көшіріп пайдалануға болмайды. Метчик пен фрезаның кесу схемасы әр түрлі және қателікке сезімталдықтары да өзгеше. Резьбофрезаға жай жүрген режим метчикті бірден артық жүктеуі мүмкін. Керісінше: фрезаға тым сақ режим циклді ұзартуы және нашар бет береді.
Тозудың алғашқы белгілерін дереу ұстап алу маңызды. Олар әдетте мынадай:
- шпиндельге түсетін жүктеме өседі;
- кесу дыбысы өзгереді;
- стружка қараяды немесе жабысады;
- алғашқы витоктарда заусенец пайда болады;
- жіп өлшемі "жүгіруді" бастайды.
Егер осындай белгілер болса, құралды партия соңына дейін итермеген дұрыс. Оны 20 бөлшек бұрын ауыстыру бөлшек, оправка және станок тоқтауы шығынынан әлдеқайда арзан шығады. Поломканы жиі кездестіретін себебі — ұсақ сигналдарды елемеу.
FAQ
Что выбрать по умолчанию: метчик или фрезу?
Егер материал жұмсақ, тесік сквозной болса және жіп стандарты болса, әдетте метчиктен бастайды. Ол көбінесе қысқа цикл береді. Егер материал жабыңқы (вязкий), тесік глухой немесе бөлшек қымбат болса, алдымен резьбалық фрезаға қараған жөн. Ол қате үшін көп қорғаныс береді.
Когда метчик действительно выгоднее?
Метчик өзін жақсы көрсетеді қайталанатын бөлшектерде, әдеттегі жіптерде және сверление өлшемі тұрақты болғанда. Алюминийде немесе кәдімгі болатта сквозной тесікте ол жиі жылдам әрі жеңіл жұмыс істейді. Бұл нұсқа серияға жақсы келеді, егер процесс тексеріліп, стружка еркін шығып тұрса.
В каких случаях лучше сразу брать резьбовую фрезу?
Фрезаны әдетте брактің құны жоғары жерлерде алады. Егер метчик сынса, бөлшекті құтқару қиынырақ болуы мүмкін — сынған бөлшек тығыз отырады. Фреза нержавейкада, жабыңқы қорытпаларда, глухой тесіктерде және пробалық партияларда ыңғайлы: программамен өлшемді жай түзетуге болады.
От чего метчик ломается чаще всего?
Көбінесе метчик бірнеше қателіктің қосындысынан сынып кетеді. Кішкентай дайындалған тесік, нашар шығатын стружка, үлкен вылет, перекос және жоғары подача жылдам поломканы тудырады. Ең жиі бұл нержавейкада, ұсақ шаг пен ұзын жіпте кездеседі.
Что лучше для глухого отверстия?
Глухой тесіктерде әдетте фреза тыныш жұмыс істейді. Оның көмегімен тереңдікті нақты белгілеп, діңге дейін тым жақын бармай, құралды соңына тигізбей қоюға болады. Метчикке мұндай жерде өте дәл дайындық керек. Шығу аз болса, закусывание қауіпі жоғарылайды.
Фреза всегда проигрывает по времени цикла?
Жоқ, әрдайым емес. Бір тесікте метчик жиі жылдам болады, бірақ нақты ауысымды тоқтаулар, брак пен құралды ауыстыру анықтайды. Егер метчикте ақау болса, секундтық ұпайлардағы жеңіс тез жоғалады. Қиын материалда фреза жалпы партия бойынша тиімдірек болуы мүмкін.
Можно ли одной фрезой сделать несколько размеров резьбы?
Көбіне иә, егер шаг бірдей және диаметрлер жақын болса. Осы жағдайда траекторияны өзгертіп, құралды ауыстырмастан бірнеше жақын диаметр жасай алады. Бұл шағын партияларда және бөлшектер жиі ауысқанда ыңғайлы. Бірақ іске қосар алдында нақты диапазон мен узелдің қаттылығын тексеріңіз.
Как быстро проверить качество резьбы на детали?
Алдымен кіріс жіпті және алғашқы витоктарды қараңыз. Егер онда заусенец, замятие немесе жұлып алынған із болса, жинау кезінде қиындық болады. Сосын калибрмен тексеріп, күшті эталонға салыстырыңыз. Соңғы витоктарды да қарап шыққан жөн: дәл сол жерден жиі құралдың шығуы байқалады.
Что делать, если калибр идет туго?
Шұқырлы түрде өлшемді кінәлауға асықпаңыз. Көбіне кедергі — кіріс орындағы заусенец, стружканың жабысып қалуы немесе бүйір бетінің шорқақтығы. Алдымен жіпті жарықпен қарап, алғашқы және соңғы витоктарды тексеріңіз. Егер проблема сақталса — өлшемді, құралдың тозуын және коррекциюны тексеріңіз.
Как принять решение перед запуском серии?
Келісім: бірнеше бөлшекте қысқа пробу жасаңыз — сол шарттарда серия жүретіндей. Салыстырыңыз тек секундтар емес, құрал тозуы, өлшемнің тұрақтылығы, кесу дыбысы және стружка мінезі. Содан кейін негізгі әдіс пен резервті бекітіңіз. Тұрақты серияға көбінесе метчик сай келеді, ал қымбат бөлшектер мен жаңа материалдар үшін фрезаны резервке қойыңыз.