East CNC Kazakhstan բլոգ
Հոդվածներ ԹՍԿ հաստոցների, մետաղամշակման և արտադրության արդիականացման մասին:
Վերջին հոդվածները

25 օգս, 2025 թ.·8 րոպ
Gyorscserés alap a satun: mikor takarít meg órákat
A gyorscserés alap a satun rövid sorozatoknál segít: kevesebb kézi átállás, egyszerűbb előkészítés és egyenletesebb ciklus.
gyorscserés alap satukhozsatu cseretalpakrövid munkadarab-sorozatok

24 օգս, 2025 թ.·8 րոպ
Մշակված դետալների փաթեթավորում՝ ԱՊՀ տեղափոխումների համար
Մշակված դետալների փաթեթավորում ԱՊՀ տեղափոխումների համար՝ ինչպես պահպանել մակերեսը, չափերը և եզրերը երկար ճանապարհին, բազմակի փոխադրումներում և սառնամանիքում։
մշակված դետալների փաթեթավորումդետալների տեղափոխում ԱՊՀ-ումդետալների մակերեսի պաշտպանություն

23 օգս, 2025 թ.·8 րոպ
Պոստպրոցեսոր նոր մեքենայի համար — թեստեր մինչև առաջին դետալը
Պոստպրոցեսորը նոր մեքենայի համար պետք է ստուգել մինչև առաջին դետալը՝ առանցքներ, գործիքային կոռեկցիաներ, ցիկլեր, ապահով բարձրություններ, աշխատանքային զրո և չոր պրոգոն ծրագիրը.
պոստպրոցեսոր-նոր-մեքենայի-համարCNC-առանցքների-ստուգումգործիքի-կոռեկցիաներ

22 օգս, 2025 թ.·7 րոպ
Մանր սերիաների համար հաստոց՝ ինչ ընտրանքներ են ապահովում ճկունությունը
Մանր սերիաների համար հաստոցը ընտրեք ըստ արագ վերակարգավորման, оснастка-ի և ֆունկցիաների հավաքականի։ Վերլուծում ենք, ինչը իսկապես օգնում է և ինչի համար հաճախ ավելորդ վճարում են։
հաստոց մանր սերիաների համարCNC հաստոց փոքր սերիաների համարհաստոցի արագ վերակարգավորում

21 օգս, 2025 թ.·8 րոպ
Առաջին դետալը չափանիշում է, սերիան՝ ոչ. ինչպես գտնել պատճառը
Առաջին դետալը չափանիշում է, սերիան՝ ոչ։ Իմացեք՝ ինչպես արագ ստուգել ամրացումը, գործիքը, ջերմությունը, ծրագիրը և նալադկայի հաջորդականությունը՝ առանց ավելորդ տեսության։
առաջին դետալը չափանիշում է, սերիան՝ ոչսերիայի մեջ չափի շեղումդետալի ամրացում տոկարով

21 օգս, 2025 թ.·8 րոպ
Հորիզոնտալ մշակող կենտրոն՝ թե՞ վերտիկալ
Բացատրում ենք, երբ հորիզոնտալ մշակող կենտրոնը ավելի շահեկան է, իսկ երբ՝ վերտիկալը՝ ըստ դետալների տեսակի, տեղադումների, բեռնումի և արտադրության ռիթմի.
հորիզոնտալ մշակող կենտրոնվերտիկալ մշակող կենտրոնտեղադրման քանակը

20 օգս, 2025 թ.·8 րոպ
Բարձրությամբ կոնուսը տիկներում: տակադիրների և պարալելների սխալները
Տիկներում բարձրությամբ կոնուսը հաճախ ոչ թե ֆրեզից է գալիս, այլ կեղտից, տարբեր պարալելներից և սեղմման թեքությունից։ Ստորև՝ ստուգումների ցանկը առաջին դետալից առաջ։
բարձրությամբ կոնուս տիկներումպարալելներ տիկներումտակադիրներ դետալի տակ

15 օգս, 2025 թ.·8 րոպ
Tartalék forgatókönyv géphiba esetén a gyártási útvonal megszakítása nélkül
A géphiba esetén készült tartalék forgatókönyv segít gyorsan áttenni a darabot egy másik útvonalra: mit kell előre előkészíteni a programokban, a szerszámozásban és a mérésben.
tartalék forgatókönyv géphiba eseténmunkadarab útvonaltartalék CNC programok

13 օգս, 2025 թ.·6 րոպ
Ջերմակայուն համաձուլվածքների ֆրեզերավորում փոքր գործիքով
Ջերմակայուն համաձուլվածքների ֆրեզերավորումը փոքր գործիքով պահանջում է ելուստի, ամրակալակի, քայլի և առաջխաղացման ճշգրիտ ընտրություն, հատկապես նեղ ակոսների մշակման դեպքում։
Ջերմակայուն համաձուլվածքների ֆրեզերավորումֆրեզայի ավելորդ ելուստնեղ ակոսների մշակում

13 օգս, 2025 թ.·8 րոպ
Սերիայում չափային տրենդը. ինչպես նկատել շեղումը մինչև բրակը
Սերիայում չափային տրենդը օգնում է նկատել չափի շեղումը մինչև բրակը։ Ցույց կտանք չափումների կարճ քարտ, ստուգումների հաճախականություն և կանգնեցման պահը։
Սերիայում չափային տրենդըդետալի չափումների քարտերբ կանգնեցնել գործընթացը

13 օգս, 2025 թ.·8 րոպ
Ռեժիմների փոփոխությունների օրագիր՝ ինչպես չկորցնել փոփոխությունները հերթափոխերի միջև
Ժամաբերային փոփոխությունների օրագիրը օգնեցնում է ֆիքսել օպերատորի փոփոխությունները, փոխանցել դրանք հերթափոխերի միջև և նվազեցնել սխալները գործարանի կարգավորումներում։
ռեժիմների-փոփոխությունների-օրագիրՉՓՈՒ ռեժիմների փոփոխությունօպերատորի փոփոխությունների հաշվառում

13 օգս, 2025 թ.·8 րոպ
Պրոֆիլային դանակ, թե մի քանի անցում. ինչը ավելի կայուն է սերիայում
Պարզ ենք վերլուծում՝ պրոֆիլային դանակը, թե մի քանի անցումները որտեղ են ավելի կայուն սերիայում, որտեղ է ցածր նախապատրաստման արժեքը, երկար գործիքի կյանքը և փոքր պրոֆիլի շեղման ռիսկը։
պրոֆիլային դանակ կամ մի քանի անցումգործիքի կայունությունը սերիայումպրոֆիլի շեղումը դետալի վրա

10 օգս, 2025 թ.·8 րոպ
Մեքենայի կրկնողականությունը կանգառից հետո՝ ինչ ստուգել երկուշաբթի
Մեքենայի կրկնողականությունը կանգառից հետո հաճախ խախտվում է սառը հանգույցների, խտացած սոսինջման, հիդրավլիկ ճնշման ուշացման և օդի խոնավության պատճառով։
մեքենայի կրկնողականություն կանգառից հետոCNC մեքենայի տաքացումսոսինջում և հիդրավլիկա

09 օգս, 2025 թ.·8 րոպ
Մեխանիկական մշակման խմբաքանակի չափը՝ որտեղ ավարտվում է շահույթը
Խմբաքանակի չափը մեխանիկական մշակման վրա ազդում է դետալի գնի, станок–ի загрузка–ի և ժամկետների վրա. Ցույց կտանք, ինչպես հաշվարկել բալանսը наладки–ի, склада–ի և срочных заказ–ների միջև.
խմբաքանակի չափը մենշանման մշակման համարсмена наладки станкаготовой части складը

06 օգս, 2025 թ.·8 րոպ
Գործիքի բալանսավորում. ինչու է փչանում վերջնական մակերեսը
Գործիքի բալանսավորումը բացատրում է՝ ինչու բարձր արագություններով նույնիսկ ճիշտ շփինդել ունենալով կարող է փչացնել վերջնական մակերեսը և ինչպես արագ գտնել պատճառը.
գործիքի բալանսավորումоправка биениеվերջնական մակերես

04 օգս, 2025 թ.·8 րոպ
Չափը հանդուրժողականության մեջ է, բայց հանգույցը չի հավաքվում. պատճառը փնտրում ենք
Չափը հանդուրժողականության մեջ է, բայց հանգույցը չի հավաքվում՞ Քննարկում ենք, թե ինչպես են կոնուսաձևությունը, բոչկաձևությունը և սխալ չափման բազան խանգարում հավաքմանը։
չափը հանդուրժողականության մեջ է, բայց հանգույցը չի հավաքվումդետալի կոնուսաձևությունդետալի բոչկաձևություն

02 օգս, 2025 թ.·6 րոպ
Նվազեցնել փորձնական դետալների քանակը նոր շարքի մեկնարկին
Նոր շարքի մեկնարկին փորձարկման դետալների քանակը նվազեցնելը հեշտ է, եթե գործիքի պատրաստությունն ու չափումները տեղափոխել մեքենայից դուրս և վերացնել ավելորդ կանգառները։
նվազեցնել փորձնական դետալների քանակըգործիքի պատրաստումը մեքենայից դուրսչափումներ մեքենայից դուրս

01 օգս, 2025 թ.·6 րոպ
Ուղղահայաց թե հորիզոնական տոկարի հաստոց՝ ինչ ընտրել
Ուղղահայաց տոկարի հաստոցը հաճախ չեն ընտրում ակնթարթորեն։ Արժևորում ենք դետալի զանգվածը, բեռնումը և մետաղաբեկորների դուրսբերումը՝ հասկանալու, երբ այն ավելի արդյունավետ է հորիզոնականից։
ուղղահայաց տոկարի հաստոցհորիզոնական տոկարի հաստոցհաստոցի կազմաձևի ընտրություն

31 հլս, 2025 թ.·8 րոպ
Յուղը էմուլսիայում: ինչպես գտնել աղբյուրը մեկ շերթի ընթացքում
Էմուլսիայում յուղը հաճախ գալիս է հիդրոսիստեմից, ուղղորդիչների սրամանից կամ վերադարձի խցիկից. մեկ շերթի ստուգումները կօգնեն փրկել գործիքը.
յուղ էմուլսիայումստուգում гидросистемы станкаուղղորդիչների սրանման смазка

31 հլս, 2025 թ.·8 րոպ
ЧПУ օպերատորի ուսուցում — առաջին ութ շաբաթների պլան
ЧПУ օպերատորի ուսուցման առաջին ութ շաբաթների պլան՝ ինչպես կազմակերպել наладку, չափման աշխատանքը, коррекции-ի կառավարումը և գործողությունները типовых авариях-ի ժամանակ։
ЧПУ օպերատորի ուսուցումЧПУ ուսուցման պլանстанок ЧПУ-նալадка

30 հլս, 2025 թ.·7 րոպ
Մետաղե թելիկների վերահսկում տոկարային մշակումում՝ առանց կանգառների
Մետաղե թելիկների վերահսկումը տոկարային մշակումում նվազեցնում է սերիական կանգառները. Բացահայտում ենք պլաստինան, подача‑ն, խորությունը և СОЖ‑ի ճնշումն ու ուղղությունը.
մետաղե թելիկների վերահսկում տոկարային մշակումումպլաստինայի ընտրություն տոկարումподача՝ токарային աշխատանքում

29 հլս, 2025 թ.·8 րոպ
Միջօպերացիոն կիսավարտանք — ինչպես չափել ու նվազեցնել
Միջօպերացիոն կիսավարտանքն հաճախ աճում է աննկատ. բացատրենք, ինչպես հաշվարկել կախված մասերը, տեսնել կորուստները և նվազեցնել պաշարը՝ չխախտելով ժամկետները։
միջօպերացիոն կիսավարտանքկախված մասերկիսավարտ արտադրություն

29 հլս, 2025 թ.·8 րոպ
Երկրորդ CNC օպերատորի ուսուցումը դետալների ընտանիքի վրա
Երկրորդ CNC օպերատորի ուսուցումը դետալների ընտանիքի վրա. ինչպես փոխանցել բազավորումը, ուղղումները և չափերի վերահսկումը՝ առանց մեկ ծրագրի վրա կապվելու։
երկրորդ CNC օպերատորի ուսուցումդետալների ընտանիքդետալի բազավորում

29 հլս, 2025 թ.·8 րոպ
Մնացորդային նյութը CAM-ում՝ ինչպես չանցկացնել վտանգավոր հատվածները
Մնացորդային նյութը CAM-ում հաճախ թաքնվում է նախնական մշակման հետո։ քննարկում ենք, որտե՞ղ է պահպանվում, ինչպես գտնել այն մինչև վերջնական անցումը և խուսափել ֆրեզայի հարվածից։
մնացորդային նյութ CAM-ումնախնական (չեռնովայ) մշակումվերջնական անցում

27 հլս, 2025 թ.·6 րոպ
Մակերեսային անհարթություն գծագրում՝ որտեղ անհրաժեշտ է Ra և որտեղ ոչ
Մակերեսային անհարթությունը գծագրում ազդում է մասի արժեքի և մշակման երթուղու վրա։ Ցույց կտանք, որտեղ պետք է նշել Ra, ինչպես համաձայնվել գործարանում և ինչպես հանել ավելորդ անցումները.
մակերեսային անհարթություն գծագրումRa-ի նշումմակերեսի անհարթություն

23 հլս, 2025 թ.·7 րոպ
Պտտահաստոցի վրա մուլտիվ գործիքային գործողություններն առանց խանգարումների
Մուլտիվ գործիքային գործողությունները պտտահաստոցի վրա պահանջում են հետագծերի ճշգրիտ ստուգում, կարգաբերում և գործողությունների հերթականություն՝ բախման ռիսկը վերացնելու համար։
մուլտիվ գործիքային գործողություններ պտտահաստոցի վրաCNC հետագծերի ստուգումպտտահաստոցի կարգաբերում

23 հլս, 2025 թ.·8 րոպ
Ավտոմատացված գիծը թե երկու առանձին հաստոց — երբ որն է ավելի շահավետ?
Ավտոմատացված գիծը թե երկու առանձին հաստոց — պարզում ենք ինչպես համեմատել takt-ը, վերանորոգումները, աշխատողների բեռը և կանգառների ռիսկը սերիական պատվերներում.
автоматическая линия или два станкатакт производствапереналадка станков

21 հլս, 2025 թ.·8 րոպ
C առանցքի մոմենտի պաշար. ինչու է պողպատը տարբեր կերպ ֆրեզերվում
C առանցքի մոմենտի պաշարը օգնում է հասկանալ, թե ինչու են նույն C առանցքով երկու տոkarային կենտրոններ ըստ անձնագրի պողպատ ֆրեզերելիս տարբեր կերպ աշխատում։
C առանցքի մոմենտի պաշարպողպատի ֆրեզերացում տոkarային կենտրոնումC առանցք և ակտիվ գործիք

20 հլս, 2025 թ.·8 րոպ
Տակտի հաշվարկը մինչև հաստոցի գնումը՝ շարքային ավտոդետալների համար
Ցուցադրում ենք տակտի հաշվարկը մինչև հաստոցի գնումը՝ բանաձև և թմփագիր՝ հաշվի առնելով բեռնումը, չափումը, գործիքի փոխարինումը և միջօպերացիոն պաշարը։
տակտի հաշվարկը մինչ հաստոցի գնումըթոկարային CNC հաստոց ավտոպարամասերի համարմշակման ցիկլի ժամանակը

20 հլս, 2025 թ.·6 րոպ
C և Y առանցքները տոկարային կենտրոնում՝ երբ են դրանք հատուցվում
C և Y առանցքները տոկարային կենտրոնում. ինչ գործողություններ են վերցվում ֆրեզից, ինչպես հաշվել ժամանակը, բազավորումը և հատուցումը ձեր նոմենկլատուրայի համար։
C և Y առանցքներ տոկարային մեջտոկարային կենտրոն՝ շարժիչով գործիքY առանցքի հատուցում

20 հլս, 2025 թ.·7 րոպ
Դետալների ընդունիչը токарном կենտրոնում՝ երբ է իրականում պետք
Պարզում ենք՝ ինչպես ընդունիչը տոնարային կենտրոնում ազդում է մակերեսի խափանումների, ցիկլի ժամանակի եւ դետալի ընդունման վրա, եւ ե՞րբ ավելի ճիշտ է աշխատել առանց него։
уловитель деталей на токарном центреповреждение поверхности деталивремя цикла токарного центра
19 հլս, 2025 թ.·8 րոպ
Մետչիկով թե ֆրեզով թելի կտրում CNC-ում: ինչպես ընտրել եղանակը
Մետչիկով կամ ֆրեզով թել. համեմատում ենք կոտրման ռիսկը, ցիկլի ժամանակը և թելի որակը փոքր խմբերի և սերիաների համար CNC վրա։
մետչիկով թե ֆրեզով թելթելի կտրում CNC-ումռեզբոֆրեզավորում

18 հլս, 2025 թ.·6 րոպ
Մեքենայի կոռոզիան ոչ տաքացված վարպետանոցում: ինչպես նվազեցնել ռիսկը
Մեքենայի կոռոզիան ոչ տաքացված վարպետանոցում հաճախ սկսվում է կոնդենսատից և կանգից։ Պարզենք պահպանումը, կոնսերվացիան և ձմեռային գործարկման ռեժիմը։
ստամակի կոռոզիա ոչ տաքացված վերամբմեքենայի կոնսերվացում ձմռանըօսнастիկայի պահեստավորում վերամբ

18 հլս, 2025 թ.·6 րոպ
Ռևոլվերում ինդեքսավորումից հետո խփոց. ստուգում առանց ապամոնտաժման
Ռևոլվերում ինդեքսավորումից հետո լսվող խփոցը միշտ չէ, որ լուրջ խափանում է նշանակում։ Քայլ առ քայլ կվերլուծենք ամրակումը, սենսորները, գործիքի լյուֆտը և վթարների մատյանը։
ռևոլվերում խփոց ինդեքսավորումից հետոռևոլվերային գլխի ստուգումգործիքի լյուֆտ CNC հաստոցի վրա

17 հլս, 2025 թ.·8 րոպ
Հիշողության մարտկոցներ և էնկոդերներ՝ երբ փոխել առանց ռիսկի
Հիշողության մարտկոցներն ու էնկոդերները աննկատ կարող են խափանել սարքը։ Կարճենք փոխարինման сроки, նշանները և պարզ գրաֆիկ՝ որ կպահպանի արտադրամասի աշխատանքը։
հիշողության մարտկոցներ և էնկոդերներЧПУ մարտկոցի փոխադրումստանդարտ կանգառ սարք

16 հլս, 2025 թ.·6 րոպ
Արտադրական ընկերության համար հաստոցի լիզինգ. ինչ հաշվել
CNC հաստոցի լիզինգը արտադրական ընկերության համար պետք է հաշվել ոչ միայն վճարով։ Քննարկում ենք կանխավճարը, սպասարկումը, գործիքները, հարկերը, պարապուրդը և ընդհանուր գումարը։
լիզինգի հաշվարկ հաստոցի համար արտադրական ընկերությունումհաստոցի լիզինգի հաշվարկCNC հաստոցի ամբողջական արժեքը

15 հլս, 2025 թ.·6 րոպ
Գծագրի ռևիզիայի փոփոխություն. ինչպես չխառնել առաջին խմբաքանակը
Գծագրի ռևիզիան փոխելը պահանջում է պարզ կարգ․ ինչպես նշել ծրագրերը, օսնակավորումը և վերահսկողական քարտը, որպեսզի հին և նոր խմբաքանակները չխառնվեն։
գծագրի ռևիզիայի փոփոխությունCNC ծրագրերի մակնշումօսնակավորման մակնշում

14 հլս, 2025 թ.·6 րոպ
Մեքենայի առանձին սնուցման գիծը: երբ այն անհրաժեշտ է
Ինչպես հասկանալ՝ արդյոք մեքենան (հատկապես CNC) պետք ունի առանձնացված սնուցման գիծ. ստարտային հոսանքներ, հարևան բեռներ և էլեկտրոնիկայի խափանումներ՝ ինչ պետք է ստուգել
մանկացած-էլեկտրագիծ-մեքենայի-համառոտստարտային-հոսանքներ-մեքենաէլեկտրոնիկայի-խափանություններ

12 հլս, 2025 թ.·8 րոպ
Հատուկ հարմարանք շարքի համար՝ երբ այն արդարացնում է իրեն
Պարզենք՝ երբ շարքի համար նախատեսված հատուկ հարմարանքը նվազեցնում է կանգառները, ապահովում ավելի կայուն չափերը և տալիս ակնառու տնտեսում ավտոմոբիլային բաղադրամասերի խմբաքանակի համար։
շարքի համար հատուկ հարմարանքօժանդակ սարքավորումներ ավտոմոբիլային բաղադրամասերի համարստանդարտ օժանդակ սարքավորումներ

12 հլս, 2025 թ.·8 րոպ
Հաստոցի բախում. ինչպես ստուգել այն նոր գործարկումից առաջ
Հաստոցի բախումը պահանջում է հանգիստ ստուգում՝ երկրաչափություն, գործիք, շպինդել, առանցքներ և փորձնական անցում։ Գործողությունների հերթականությունը, որպեսզի երկրորդ հարված չստանաք։
հաստոցի բախումհաստոցի երկրաչափության ստուգումՉՊՈւ գործիքի ստուգում

12 հլս, 2025 թ.·8 րոպ
Կորպուսի դետի տեխնոլոգիական հարմարավետություն 5 ապահով առանց ավելորդ պտույտների
5-առանցքանի մշակման կորպուսային դետալի տեխնոլոգիական հարմարավետությունը կախված է շառավիղներից, բազաներից և գործիքի հասանելիությունից. տեսնենք, ինչպես չպահանջել ավելորդ տեղադրում և հատուկ օժանդակ սարքավորումներ։
տեխնոլոգիականություն կորպուսի դետալ5 առանցքանի մշակումգործիքի հասանելիություն

11 հլս, 2025 թ.·8 րոպ
SPC սարքի մոտ՝ когда статистика помогает без лишних замеров
SPC возле станка помогает раньше заметить смещение по важным размерам, сократить лишние проверки и не тормозить выпуск. Разберем, когда это нужно.
SPC սարքի մոտչափերի վերահսկում CNCпроцեսի ыշխանություն

09 հլս, 2025 թ.·7 րոպ
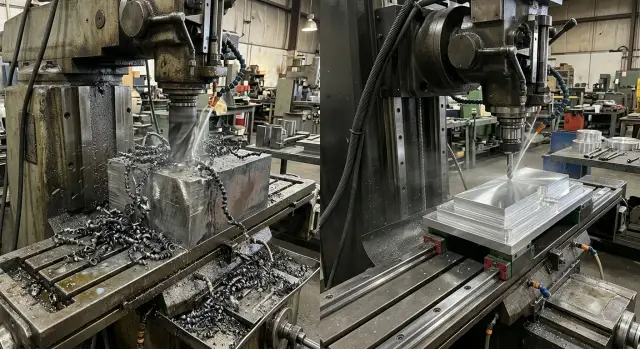
Պլազմայից հետո պողպատե սալերի ֆրեզավորում՝ առանց ավելորդ մշակման
Պլազմայից հետո պողպատե սալերի ֆրեզավորումը պահանջում է ճշգրիտ բազա, մեղմ ամրացում և երթուղի, որը հաշվի է առնում ջերմային աղավաղումը։
պլազմայից հետո պողպատե սալերի ֆրեզավորումսալի ջերմային ծռումպլազմայից հետո բազայի հարթեցում

08 հլս, 2025 թ.·6 րոպ
Ալյումինի մշակման ժամանակ՝ կտրող եզրի վրա նստվածքը
Ալյումինի մշակման ժամանակ կտրող եզրի վրա նստվածքը հաճախ կապված է պլաստինայի երկրաչափության, աշխատանքի ռեժիմի և ՍՕԺ–ի հետ։ Տրվում են գործնական խորհուրդներ՝ առանց ավելորդ տեսության։
կտրող եզրի նստվածքալյումինի մշակումալյումինի պլաստինայի երկրաչափություն
08 հլս, 2025 թ.·6 րոպ
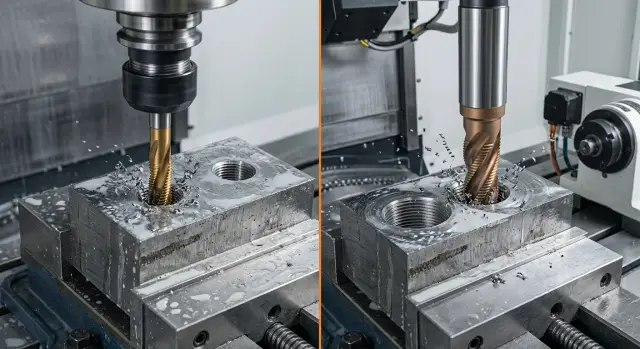
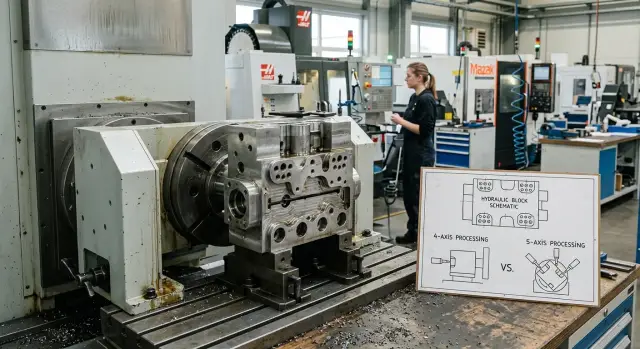
4 կամ 5 առանցք հիդրոբլոկի կորպուսի համար. ինչպես ընտրել
Քննարկում ենք, երբ հիդրոբլոկի կորպուսի համար 4 կամ 5 առանցքը տալիս է ճիշտ արդյունք՝ անցքերի խմբեր, ենթահատումներ, կարգաբերում, բրաքի ռիսկ և ավելորդ ծախսեր։
4 կամ 5 առանցք հիդրոբլոկի կորպուսի համարհիդրոբլոկների կորպուսների մշակում5 առանցքանի մշակում

07 հլս, 2025 թ.·8 րոպ
Արագ փոխվող գործիքային համակարգեր՝ որտեղ դրանք окуպаются
Արագ փոխվող գործիքային համակարգերը ծախսերն են վերադարձնում այնտեղ, որտեղ наладка-ն կրծում է հերթափոխը։ Նայեք սերիաները, переналадка-երի ժամանակը և окупаемость-ի շեմը։
արագ-փոխվող-գործիքային-համակարգերналадка-ի-դժգոց-կրճատումբռնակների-վերադարձի-հաշիվ

07 հլս, 2025 թ.·8 րոպ
Նավային սարքավորումների կորպուսային դետալներ՝ բազաներ, նստատեղեր և վերահսկողություն
Նավային սարքավորումների կորպուսային դետալները պահանջում են բարձր ճշգրտություն՝ հաշվի առնելով ձուլման հիմքը, հումքի զանգվածը և փուլային հսկումը հարթությունների ու մոնտաժային նստատեղերի համար։
նավային կորպուսային դետալներձուլման բազաներմեծ հարթությունների մշակում

06 հլս, 2025 թ.·6 րոպ
Շաբաթական գնահատում՝ участка-ի բեռնվածությունը նոմենկլատուրայի հաճախակի փոփոխության դեպքում
Շաբաթական պարզ մոտեցում участка-ի բեռնվածության գնահատմանը՝ ինչպես հաշվել մատչելի ժամերը, հաշվի առնել переналадки-ները և թողնել պահուստ շտապ պատվերների համար։
մասնամասի բեռնվածության գնահատումարտադրության մատչելի ժամերնալադումների հաշվառում

06 հլս, 2025 թ.·8 րոպ
Շպինդելի գոտով (ռեմենային) թե ուղղակի փոխանցում — ինչ ընտրել գործարանի համար
Գոտով (ռեմենային) թե ուղղակի (դիրեկտ) փոխանցում շպինդելի համար — համեմատություն ոլորող մոմենտի, արագությունների, աղմուկի, սպասարկման և ամբողջական գնվածքի ծախսերի ըստ ձեր դետալների եւ բեռի:
ռեմենային թե ուղիղ փոխանցում շպինդելիշպինդելի ոլորող մոմենտշպինդելի արագություններ

06 հլս, 2025 թ.·8 րոպ
Մետաղամշակման գործողությունների աութսորսինգը. ինչ պահել ներսում
Մետաղամշակման գործողությունների աութսորսինգը պետք է գնահատել ըստ ժամկետի, թերքերի և ծանրաբեռնվածության։ Համեմատում ենք ջերմամշակումը, հղկումը, ատամահատումը և վերահսկումը։
մետաղամշակման գործողությունների աութսորսինգջերմամշակում պատվիրատուի մոտ, թե արտադրամասումհղկում սեփական արտադրամասում

03 հլս, 2025 թ.·8 րոպ
Գործիքների նախապատրաստման աշխատակետը — երբ այն արդեն անհրաժեշտ է արհեստանոցին
Գործիքների նախապատրաստման աշխատակետը պետք է բացել ոչ թե սովորությունից, այլ թվերից։ Վերլուծում ենք նշանները՝ բեռնվածության, կանգառների և նալադկայի սխալների առումով։
գործիքների նախապատրաստման աշխատակետCNC հաստոցների նալադկաարհեստանոցի կանգառներ

29 հնս, 2025 թ.·6 րոպ
Մանր փշուրների համար СОЖ-ի ֆիլտրացում՝ ինչպես ընտրել համակարգը
Cómo ընտրել СОЖ-ի զտման համակարգը մանր մետաղական փշուրների համար՝ ցանցի տեսակից մինչև նրբության և абразիվի հեռացման սխեմա՝ երկարացնելով СОЖ-ի ժամկետը և նվազեցնելով պոմպերի մաշումը։
СОЖ զտում մանր փշուրների համարСОЖ-ից абразիվի մաքուրացումЧПУ մեքենայի համար ֆիլտր ընտրություն

29 հնս, 2025 թ.·7 րոպ
Ոսնաստկա՞, թե՞ նոր հաստոց. ինչն է դանդաղեցնում պայմանագրային արտադրամասը
Ոսնաստկա՞, թե՞ նոր հաստոց․ պարզեք խցանված կետի նշանները, պարզ կորուստների հաշվարկը և գնման առաջ ստուգելու հերթականությունը։
ոսնաստկա թե նոր հաստոցCNC-ի համար հարմարանքներարտադրության խցանված կետը

28 հնս, 2025 թ.·8 րոպ
Անցքերի փաթեթի հորատման հերթականությունը՝ առանց ավելորդ գործիքի փոխումների
Անցքերի փաթեթի հորատման հերթականությունը ազդում է բազայի, փոխումների քանակի և բրաքի ռիսկի վրա։ Քննարկում ենք, թե ինչպես բաժանել գործիքն ու անցումները՝ հավասար աշխատանքի համար։
անցքերի փաթեթի հորատման հերթականությունանցքերի հորատման հաջորդականությունգործիքի փոխում ՉՊՈՒ-ում

28 հնս, 2025 թ.·8 րոպ
Ինքնակենտրոնացող սեղմակ, թե դետալին հարմարեցված կարգավորում
Համեմատում ենք ինքնակենտրոնացող սեղմակը և դետալին հարմարեցված կարգավորումը խառը նոմենկլատուրայի համար՝ որտեղ է խնայում ժամանակ, իսկ որտեղ՝ բերում չափի կորուստ և երկար վերակարգավորում։
ինքնակենտրոնացող սեղմակդետալին հարմարեցված սեղմման կարգավորումխառը նոմենկլատուրա

26 հնս, 2025 թ.·7 րոպ
Օդը станки-ի համար. ինչ պետք է ստուգել, բացի ճնշումից
Խոսում ենք, թե ինչպես ճնշումը, росի/խոնավության կետը և մաքրությունը ազդում են зажим-ին, продувка-ին և ավտոմատիկային, և ինչ ստուգել, երբ օդը մեքենայի համար վատ են աշխատում.
օդը մեքենայի համարսեղմված օդի խոնավության կետօդի մաքրություն CNC-ի համար

22 հնս, 2025 թ.·8 րոպ
VDI, թե BMT ռևոլվեր՝ ինչն է փոխվում իրական կցամասերում
VDI և BMT ռևոլվերները համեմատում ենք կոշտության, վերալարման ժամանակի և կցամասերի ընտրության առումով՝ տոքարության, հորատման ու ռաստաչկայի իրական արտադրամասային աշխատանքի համար։
VDI կամ BMT ռևոլվերռևոլվերի կոշտությունCNC տոքարական հաստոցի վերալադրում

21 հնս, 2025 թ.·8 րոպ
Շփինդելի հզորությունը: պիկային ցուցանիշը և իրական աշխատանքը
Շփինդելի հզորությունը հաճախ նայում են ըստ պիկային ցուցանիշի, բայց իրական կտրման համար ավելի կարևոր է երկարատև բեռը. քննարկում ենք ընտրության սխալները և պարզ ստուգման եղանակը.
շփինդելի հզորությունպիկային և նոմինալ հզորությունCNC հաստոցի ընտրություն

21 հնս, 2025 թ.·8 րոպ
Գեոմետրիկ հանդուրժողականությունների քարտեզը. որտեղ արտադրամասը սխալվում է գործարկման ժամանակ
Գեոմետրիկ հանդուրժողականությունների քարտեզը հաճախ խափանվում է արդեն գործարկման փուլում։ Քննարկում ենք բազաները, դիրքը, թափումը և ընթերցման սխալները, որոնք բերում են բրակի և ավելորդ վերահսկման։
գեոմետրիկ հանդուրժողականությունների քարտեզգեոմետրիկ հանդուրժողականություններդետալի բազավորում

20 հնս, 2025 թ.·6 րոպ
CNC-ի ձեռքով ծրագրավորում: երբ այն արագ է CAM-ից
CNC-ի ձեռքով ծրագրավորումը արագեցնում է պարզ դետալի մեկնարկը։ Լսեք, երբ G-կոդը շուտتر է CAM-ից, որ օպերացիաները գրել ձեռքով և ինչ ստուգել մինչև պускը։
CNC-ի ձեռքով ծրագրավորումG-կոդ առանց CAMնոր դետալի մեկնարկ

19 հնս, 2025 թ.·8 րոպ
Մեխանիկական մշակման հետո մասերի մակնշում — լազեր, հարվածային նշում կամ էթիկետ
Մեխանիկական մշակման հետո մասերի մակնշումը ազդում է հաշվառման, ընթեռնելիության և ընդունման վրա. համեմատում ենք լազերը, հարվածային մեթոդը և էթիկետը կայունության, գնի և цехի պահանջների համաձայն.
մասերի մակնշում մշակումից հետոլազերային մակնշում մասերիմետաղի հարվածային մակնշում

19 հնս, 2025 թ.·8 րոպ
Ինչպես նվազեցնել թերի արտադրանքը չժանգոտվող պողպատի և տիտանի դետալներում
Ծանոթացեք՝ ինչպես նվազեցնել թերի արտադրանքը չժանգոտվող պողպատից և տիտանի դետալներում՝ ճիշտ ռեժիմ ընտրելով, ժամանակին պլաստինան փոխելով և գործընթացը մաքրելով։
նվազեցնել թերի արտադրանքը չժանգոտվող պողպատի և տիտանի դետալներումչժանգոտվող պողպատի կտրման ռեժիմներտիտանի մշակումը CNC-ում

19 հնս, 2025 թ.·7 րոպ
Գործարանի պատրաստություն մշակող կենտրոնի տեղադրմանը
Գործարանի պատրաստություն մշակող կենտրոնի տեղադրմանը՝ ինչպես ստուգել տեղը, սնուցումը, ստրուժկայի հեռացումը, գործիքների պահպանումը և տեղափոխման երթուղիները։
գործարանի պատրաստություն մշակող կենտրոնի տեղադրմանըսնուցման պաժումները CNC մեքենայի համարստրուժկայի հեռացում цех‑ում

17 հնս, 2025 թ.·8 րոպ
Ալյումինի տոչման ժամանակ տաշեղի փաթաթումը. ինչպես հեռացնել
Ալյումինի տոչման ժամանակ տաշեղի փաթաթումը փչացնում է բազավորումը, թողնում է քերծվածքներ և երկարացնում ցիկլը։ Քննարկում ենք պատճառները, ռեժիմները, երկրաչափությունը և արագ ստուգումները։
ալյումինի տոչման ժամանակ տաշեղի փաթաթումփափուկ ալյումինե համաձուլվածքների տոչումտաշեղը պտուտաչափի վրա

16 հնս, 2025 թ.·7 րոպ
Հաստոցի տեղադրում՝ պոդոն, անկերներ կամ վիբրոօպորներ արտադրամասում
Հաստոցի տեղադրումը ազդում է ճշգրտության, սպասարկման և արտադրամասում տեղափոխման վրա։ Քննարկում ենք՝ երբ ընտրել պոդոն, անկերներ կամ վիբրոօպորներ՝ առանց ավելորդ տեսության։
հաստոցի տեղադրումհաստոցի պոդոնհաստոցի անկերներ

13 հնս, 2025 թ.·7 րոպ
A szerszámtartók kiállási hosszának szabványa a gyors szerszámcseréhez
A szerszámtartók kiállási hosszának szabványa segít gyorsabban cserélni a szerszámot, megtartani a méretet az első átmenettől, és ritkábban módosítani a CNC korrekciókat.
a szerszámtartók kiállási hosszának szabványaismételhető szerszámtartókgyors szerszámcsere

12 հնս, 2025 թ.·6 րոպ
Հեռավար մեկնարկի պускոնալադկա. երբ այն օգտակար է
Հեռավար մեկնարկը երբեմն խնայում է օրեր, բայց ոչ միշտ. պարզենք, երբ այն արդյունավետ է, իսկ երբ տեղում ինժեները արագ ու անվտանգ նպաստում է>
հեռավար պուսկոնալադկաինչպես է գալիս ինժեներհեռավար տեղակայման սկիզբ CNC

11 հնս, 2025 թ.·7 րոպ
A szorítóerő negyedéves ellenőrzése dűnamométerrel
A negyedéves dűnamométeres szorítóerő-ellenőrzés segít időben észrevenni a gyenge tokmányt, csökkenti a selejt kockázatát, és megóvja a sorozatot a mérethibáktól.
tokmányszorítóerő ellenőrzésetokmány szorítóerejének vizsgálatanegyedéves tokmányteszt

10 հնս, 2025 թ.·7 րոպ
CAM-ից հետո մակերեսի աստիճանները՝ որտեղ փնտրել պատճառը
CAM-ից հետո մակերեսի աստիճանները հաճախ ի հայտ են գալիս՝ մեծ թույլտվության, ավելորդ հարթեցման կամ պոստպրոցեսորի սխալների պատճառով. քայլ ո՞ր հերթով ստուգել։
CAM-ից հետո մակերեսի աստիճաններCAM թույլտվություններտրաջեկտորիայի հարթեցում

09 հնս, 2025 թ.·6 րոպ
Y առանցք տոկարային կենտրոնում՝ երբ այն վերացնում է երկրորդ ամրացումը
Ամբողջապես հասկնենք, թե որ օպերացիաները կարող է Y առանցքը միավորել մեկ ամրացման մեջ, ինչպես հաշվել ժամանակի տնտեսումն ու երբ է արտահայտվում окупаемость-ը.
Y առանցք տոկարային կենտրոնումերկրորդ ամրացումY առանցքի окупаемость

07 հնս, 2025 թ.·7 րոպ
Նոր հաստոցի գործարկում՝ գործիքների հաշվարկ 3 ամսվա համար
Նոր հաստոցի գործարկումը պահանջում է ճշգրիտ մեկնարկային պաշար։ Ցույց կտանք գործիքի և հարմարանքների պարզ հաշվարկ 3 ամսվա համար՝ առանց ավելորդ մնացորդների։
նոր հաստոցի գործարկումգործիք և հարմարանքներգործիքի պաշարի հաշվարկ

07 հնս, 2025 թ.·8 րոպ
Տարածքի վիբրացիայի ստուգում՝ մինչև հաստոցի տեղադրումը
Տարածքի վիբրացիայի ստուգումը օգնում է նախօրոք հասկանալ, թե որտեղ է վտանգավոր տեղադրել ճշգրիտ հաստոցը։ Պարզ չափումներ, ակնհայտ նշաններ և ստուգաթերթիկ։
տարածքի ստուգում վիբրացիայի համարվիբրացիաներ հաստոցի տեղադրումից առաջինչպես ընտրել տեղ հաստոցի համար

06 հնս, 2025 թ.·8 րոպ
Չժանգոտվող պողպատից մասերի քերծվածքները. ինչպես նվազեցնել ռիսկը
Չժանգոտվող պողպատից մասերի քերծվածքները հաճախ առաջանում են ոչ թե մեքենայի վրա, այլ տեղափոխելիս։ Քննարկում ենք երթուղին, տարան և վերահսկումը բժշկական սարքավորումների համար։
չժանգոտվող պողպատից դետալների քերծվածքներդետալներ բժշկական սարքավորումների համարմիջանկյալ տարա գործողությունների միջև

02 հնս, 2025 թ.·8 րոպ
Մեկ օպերատոր՝ երկու սարքի վրա. երբ սխեման իրականում աշխատում է
Մեկ օպերատոր երկու սարքի համար հարմար չէ միշտ։ Կվերլուծենք ցիկլի տևողությունը, դետալի տեսակը, չափումների ծավալը և նման սխեման գործարկելուց առաջ պարզ ստուգումը։
մեկ օպերատոր՝ երկու սարքի վրասարքի ցիկլի տևողությունդետալների չափում CNC-ում

01 հնս, 2025 թ.·6 րոպ
Փիների համար փոքր անցքերն՝ կոպիտ մշակումից հետո. ինչն է սխալ գնում
Փիների համար փոքր անցքերը հաճախ շեղվում են ագրեսիվ կոպիտ մշակումից հետո։ Կքննարկենք, թե ինչպես է փոխվում մետաղը, որտեղ է կորչում չափը և ինչպես չխափանել հավաքումը։
փիների համար փոքր անցքերագրեսիվ կոպիտ մշակումմետաղի դեֆորմացիա

29 մյս, 2025 թ.·8 րոպ
Շարժիչով գործիք տոկարային կենտրոնի համար՝ ինչպես ընտրել
Տոկարային կենտրոնի համար շարժիչով գործիքը ընտրում են ըստ պտտող մոմենտի, պտտման արագության և գործողությունների. բացատրում ենք, թե որտեղ չվճարել ավելորդը և ինչպես չսխալվել.
շարժիչով գործիք տոկարային կենտրոնի համարպահողներ CNC տոկարային մեքենայի համարշարժիչով գործիքի պտտող մոմենտը

29 մյս, 2025 թ.·6 րոպ
Ֆրեզավորման գործիքի ելք՝ ինչպես ընտրել ճիշտ երկարությունը
Գործիքի ելքը ֆրեզավորմանում ազդում է կոշտության, ճոճման, չափի և ցիկլի ժամանակի վրա։ Պարզեցված խորհուրդներ՝ ինչպես ընտրել հավաքի երկարությունը առանց ավելորդ պահուստների։
գործիքի ելք ֆրեզավորմանումգործիքային հավաքքի կոշտությունֆրեզի հավաքքի երկարություն
29 մյս, 2025 թ.·6 րոպ
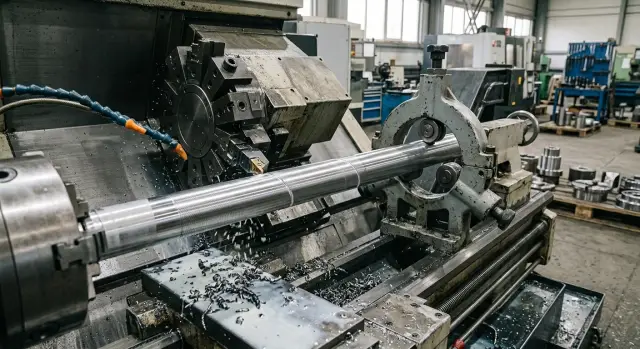
Точение длинных валов без вибрации: люнет и режимы
Точение длинных валов без вибрации требует правильной опоры, аккуратной последовательности проходов и настроек. Разберём люнет, проверку установки и типичные ошибки, чтобы получить ровную поверхность.
точение длинных валов без вибрациилюнет для токарного станкарежимы резания для длинных валов

25 մյս, 2025 թ.·8 րոպ
Գիդրոպատրոն, թե թերմոօպրավկա՝ պողպատի մշակման ժամանակ. ինչպես ընտրել
Գիդրոպատրոն, թե թերմոօպրավկա՝ պողպատի մշակման ժամանակ. կքննարկենք կենտրոնից շեղումը, գործիքի փոխման ժամանակը, արտադրամասի պահանջները և ընտրության պարզ կարգը։
գիդրոպատրոն թե թերմոօպրավկագործիքի կենտրոնից շեղումCNC-ի օսնաստկա

25 մյս, 2025 թ.·8 րոպ
Չուգունի մշակման սխալները ՉՊՈՒ-ում: փոշի, մաշվածություն, խափանումներ
Չուգունի մշակման սխալները ՉՊՈՒ-ում հաճախ սկսվում են փոշուց՝ այն մաշեցնում է առաջնորդիչները, խեղաթյուրում սենսորները և նվազեցնում պլաստինայի աշխատանքի ժամկետը։
չուգունի մշակման սխալներ ՉՊՈւ-ումչուգունի փոշի մեքենայումՉՊՈւ առաջնորդիչների մաշվածություն

23 մյս, 2025 թ.·6 րոպ
Մասնակի չափը փոխվում է հերթափոխի վերջում: ջերմաստիճանն ու գործիքի մաշվածությունը
Եթե մասի չափը վստահորեն փոխվում է հերթափոխի ընթացքում, հիմնական պատճառները հաճախ են՝ տաքացումը, գործիքի մաշվածությունը կամ օպերատորի գործողությունները. տալիս ենք պարզ ստուգման հերթականություն։
մասի չափը փոխվում է հերթափոխի վերջումջերմաստիճանը ազդում է մասի չափի վրագործիքի մաշվածությունը CNC վրա

22 մյս, 2025 թ.·8 րոպ
Ось B թե պտտվող սեղան — ինչ ընտրել կորպուսային դետալների համար
Ось B կամ պտտվող սեղան. պարզում ենք, թե որն է ավելի լավ կորպուսային դետալների համար, որտեղ ավելանում է մշակման ժամանակը և երբ թանկ տարբերակը չի արդարացնում ինքն իրեն։
B առանցք կամ պտտվող սեղանկորպուսային դետալներ5-օղակային մշակում

22 մյս, 2025 թ.·8 րոպ
Կլորություն և գլանաձևություն. ինչու տրամագիծը չի փրկում
Կլորությունն ու գլանաձևությունը բացատրում են, թե ինչու դետալը անցնում է միկրոմետրով, բայց հավաքման ժամանակ սեղմվում է։ Քննարկում ենք բնորոշ դեպքերը, սխալները և ստուգումները։
կլորություն և գլանաձևությունձևի թույլատրություններտրամագծի վերահսկում

22 մյս, 2025 թ.·6 րոպ
5-առանցքային մշակման սեղմակներ՝ հասանելիություն և կոշտություն
5-առանցքային մշակման սեղմակներ. ինչպես բացել գործիքի հասանելիությունը, պահպանել կոշտությունը և ընտրել օսնաստկայի սխեման կորպուսների ու թիթեղների համար մեկ ամրացման մեջ։
5-առանցքային մշակման սեղմակներօսնաստկա 5-առանցքային մշակման համարմշակում մեկ ամրացումով

21 մյս, 2025 թ.·6 րոպ
Պատրաստ մասերի կուտակիչը մեքենայի կողքին՝ առանց ձեռքով կանգառների
Պատրաստ մասերի կուտակիչը մեքենայի կողքին օգնում է վերացնել ձեռքով կանգառները։ Կդիտարկենք, թե ինչպես ընտրել տարան, դուրսբերման քայլը և մակերեսի պաշտպանությունը։
պատրաստ մասերի կուտակիչը մեքենայի կողքինպատրաստ մասերի տարամասերի դուրսբերման քայլ

16 մյս, 2025 թ.·8 րոպ
Մետաղի փշրուկների հեռացում հոսքում՝ առանց ավելորդ ձեռքի օպերացիայի
Մետաղի փշրուկների հեռացում հոսքում. ինչ եզրեր պետք է նշել տեխնոպրցեսում, երբ կարելի է հանել սարքի մոտ և ինչպես չանդգայցեցնել թողարկումը.
մետաղի փշրուկների հեռացումդետալների եզրերի մշակումըեզրերի հեռացում պարանոցում

15 մյս, 2025 թ.·8 րոպ
Տատանվող մշակման պաշարի վերահսկում մինչև առաջին վերջնամշակում. երթուղի
Տատանվող մշակման պաշարի վերահսկում մինչև առաջին վերջնամշակումը. ինչպես ընտրել չափման կետերը, սահմանել արձագանքի շեմերը և որսալ շեղումը առանց ավելորդ գրառումների։
տատանվող մշակման պաշարի վերահսկումդետալի չափումների երթուղիառաջին վերջնամշակում

15 մյս, 2025 թ.·8 րոպ
Կտորային վճարում ՉՊՈւ հատվածում՝ առանց որակի անկման
Կտորային վճարումը ՉՊՈւ հատվածում չի աշխատում յուրաքանչյուր սերիայի համար։ Ցույց ենք տալիս, թե ինչպես կապել պիտանի արտադրանքը, բրակը և կարգաբերումը առանց որակի վրա ճնշման.
կտորային վճարում ՉՊՈւ հատվածումբրակ և արտադրանք ՉՊՈւ-ումհաստոցների կարգաբերման ժամանակ

13 մյս, 2025 թ.·8 րոպ
Նախապատրաստուկի տեխնոլոգիական գոտիներ, եթե CAM-ը խանգարում է սեղմմանը
Բացատրում ենք, թե ինչպես նախապես ավելացնել նախապատրաստուկի տեխնոլոգիական գոտիներ, որպեսզի ծնոտները դետալը կայուն պահեն, իսկ CAM-ի մոդելը չխանգարի սեղմմանը։
նախապատրաստուկի տեխնոլոգիական գոտիներդետալի սեղմում հաստոցումսեղմման հավելում

12 մյս, 2025 թ.·6 րոպ
Մասնամասի պատրաստությունը երկրորդ հերթափոխին — ինչը ստուգել նախօրոք
Մասնամասի պատրաստությունը երկրորդ հերթափոխին կախված չէ միայն պատվերներից։ Մասնագիտական ուղեցույց՝ ինչ ստուգել՝ գործիքներ, վերանորոգում, որակի հսկում, մարդիկ և հերթափոխի մեկնարկ։
պատրաստություն երկրորդ հերթափոխիներկրորդ հերթափոխ արտադրությունումգործիքների և օսնաստկայի ստուգում

11 մյս, 2025 թ.·8 րոպ
Ռաստոչային գլուխ թե ռեմեր։ Ինչը ընտրել անցքերի համար
Ռաստոչային գլուխ կամ ռեմեր — համեմատություն մրցունակության, նալադկայի և партияի ժամանակի միջև՝ հատելով, թե որն է ավելի հարմար ձեր նյութի և ծավալի համար։
ռաստոչային գլուխ թե ռեմերճշգրիտ անցքանցքի տոլեռանս
11 մյս, 2025 թ.·8 րոպ
Կորոբկային ուղեցուցիչներ կամ լինեար — ինչը ավելի լավ է աշխատանքի ընթացքում
Ամփոփում՝ երբ կորոբկային ուղեցուցիչները լավն են ծանր կտրումների և մեծ հավելումների համար, իսկ երբ լինեարները՝ արագ ու կրկնվող աշխատանքների համար։
կորոբկային կամ լինեար ուղեցուցիչներչոր մշակություն ՉՊՈւ մեքենաներումմետաղի մակերեսի հարթություն

06 մյս, 2025 թ.·8 րոպ
CNC հմտությունների մատրիցա — ինչպես փակել հերթափոխերը առանց ընդհատումների
CNC հմտությունների մատրիցան օգնում է ճիշտ բաշխել օպերատորներին ըստ մեքենաների և հերթափոխերի, նվազեցնել դադարները և հանգիստ կազմակերպել արձակուրդներն ու հիվանդությունները.
CNC հմտությունների մատրիցաօպերատորների բաշխում հերթափոխերովմեքենաների համար պահուստ

05 մյս, 2025 թ.·8 րոպ
Մեքենայի аварիայի կոդերի պատմությունը — ինչպես գտնել թույլ տեղը
Ավարի կոդերի պատմությունը օգնում է հասկանալ, որտեղ հերթափոխը կորցնում է ժամանակը, ինչ խափանումներ կապված են իրար հետ և ինչ պետք է ստուգել սարքավորման աշխատանքի ընթացքում։
ավարարային կոդերի պատմությունինչպես վերլուծել CNC խափանումներըմեքենայի սխալի կոդեր

05 մյս, 2025 թ.·8 րոպ
Մեքենայից հետո մասերի լվացում. երբ այն ազդում է հավաքման վրա
Մեքենայից հետո մասերի լվացումը պահանջվում է ոչ միայն մաքրության համար։ Տեսնենք, թե ինչպես մետաղի շերտիկներն ու էմուլսիայի մնացորդները խափանում են հսկողությունը, հավաքումը և կրկնակի ապարատները։
մասերի լվացում մեքենայից հետոմետաղի շերտիկներ μετά մշակմանդետալների վրա էմուլսիայի մնացորդներ

05 մյս, 2025 թ.·8 րոպ
Կրճատել УП‑ի դատարկ տեղափոխումները առանց ավելորդ ռիսկի
Պարզ ցույցեր՝ ինչպես կրճատել УП‑ում դատարկ տեղափոխումները՝ ճիշտ կազմելով траектория, կարգավորելով անվտանգ հարթությունները և գործիքի փոխարինումը առանց ավելորդ ռիսկի։
УП դատարկ տեղափոխումները կրճատելգործիքի траекторияի օպտիմիզացիաCNC անվտանգ հարթություններ

05 մյս, 2025 թ.·8 րոպ
Ծակոտիներով ձուլածո ալյումինի մշակում առանց ավելորդ հղկման
Ծակոտիներով ձուլածո ալյումինի մշակումը պահանջում է ճշգրիտ երթուղի՝ որտեղ թողնել վերահսկիչ անցում, ինչպես պաշտպանել բազան և կրճատել ձեռքով հղկումը.
ծակոտիներով ձուլածո ալյումինի մշակումվերահսկիչ անցում վերջնական բազայից առաջալյումինե ձուլվածքի մշակման երթուղի

05 մյս, 2025 թ.·8 րոպ
Կարգավորողի սայլակ՝ ստանդարտ հավաքածու առանց արտադրամասում վազվզելու
Կարգավորողի սայլակը օգնում է ձեռքի տակ պահել չափիչ գործիքը, ամրակները, մարկերներն ու ծախսվող նյութերը։ Վերլուծում ենք հավաքածուի կազմը, սխալներն ու հերթափոխից առաջ ստուգումը։
կարգավորողի սայլակկարգավորողի ստանդարտ հավաքածուհաստոցի կարգավորման գործիքներ

05 մյս, 2025 թ.·8 րոպ
Հատվածային հզորության պահուստը՝ ինչպես պահել ժամկետները առանց խափանումների
Հատվածի հզորության պահուստը օգնում է դիմակայել խափանումներին և շտապ պատվերներին. ցույց ենք տալիս, ինչպես սահմանել բեռնման բուֆը և պահպանել տրված ժամկետները.
հատվածի հզորության պահուստբեռնման բուֆերմեքենաների բեռնման պլանավորում

02 մյս, 2025 թ.·6 րոպ
Ընդհատվող պրոֆիլով տաշում. ինչպես վերացնել դանակի հարվածը
Ընդհատվող պրոֆիլով տաշման ժամանակ հարվածը հաճախ առաջանում է ելքի պահին։ Կպատմենք, թե ինչպես են ընթացքի մեկնարկը և ծայրի շառավիղը նվազեցնում չիպերը, աղմուկը և հետքերը դետալի վրա։
ընդհատվող պրոֆիլով տաշումդանակի հարվածը տաշման ժամանակընթացքի մեկնարկ

01 մյս, 2025 թ.·8 րոպ
Դետալի զրո կետը և ծրագրի զրո կետը՝ որտեղն է սխալը
Դետալի և ծրագրի զրո կետերը հաճախ շփոթվում են օսнастակի փոխարինումից հետո։ Խնդիրը, տարբերությունը և նախնական ստուգումները՝ առաջին մեկնարկից առաջ.
դետալի զրո կետն ու ծրագրի զրո կետըCNC մեքենայի զրոյի շեղումօսнастակի փոխարինում

01 մյս, 2025 թ.·8 րոպ
Ստրուժկայի գոտու կազմակերպում՝ ֆորկլիֆտի համար խոչընդոտներ չստեղծելու
Ստրուժկայի գոտու կազմակերպումը բաժանում է ֆորկլիֆտի երթևեկությունն ու դետալների դուրսբերումը. ցույց ենք տալիս, ինչպես ճիշտ տեղադրել կոնտեյները, անցքները և գրաֆիկը՝ առանց կանգառների.
ստրուժկայի գոտու կազմակերպումստրուժկայի դուրսբերումկոնտեյներներ ստրուժկայի համար