East CNC Kazakhstan բլոգ
Հոդվածներ ԹՍԿ հաստոցների, մետաղամշակման և արտադրության արդիականացման մասին:

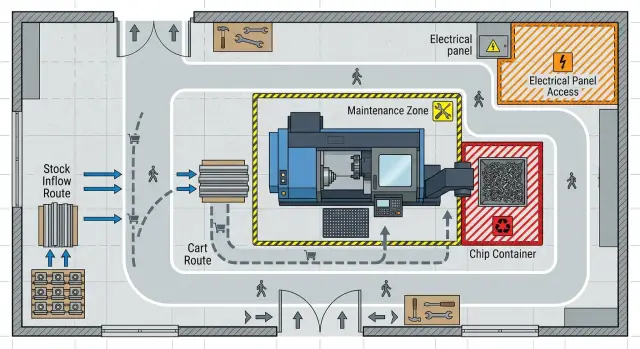
չպու-ի մոտ հղկման փոշիարտադրամասի գոտիավորումէկրաններ և արտածծում
ՉՊՈՒ-ի կողքի հղկման փոշին. ինչպես բաժանել գոտիները28 ապր, 2026 թ.·6 րոպ
Հղկման փոշին ՉՊՈՒ-ի կողքին կարելի է զսպել առանց արտադրամասը վերակառուցելու․ կքննարկենք էկրանները, արտածծումը, անցուղիները, տարաներն ու ամենօրյա ստուգումները։
Վերջին հոդվածները
27 ապր, 2026 թ.·8 րոպ
Ավտոմատ բուրդի հեռացում ցիկլում՝ առանց ձեռքի հղկման
Ավտոմատ բուրդի հեռացումը թույլ է տալիս վերացնել ձեռքի ընթացակարգը հետո точения և сверления. քննարկում ենք համապատասխանող եզրերը, անցումները, սխալները և ստուգման միջոցները։
ավտոմատ բուրդի հեռացումբուրդի հեռացում ցիկլումձեռքի գործողությունը հանել

25 ապր, 2026 թ.·8 րոպ
Աշխատարանային կայուն կլիմա՝ երբ ջեռուցումը բավարար չէ
Աշխատարանի կայուն կլիման անհրաժեշտ է, երբ փոքր թույլտվություններն, երկար ցիկլերը և զգայուն նյութերը արագ փոխում են չափը և կրկնապատկումը.
կայուն-կլիմա-աշխատարանումմետաղի-ջերմային-երկարացումապրաուպ-վերամշակում
22 ապր, 2026 թ.·6 րոպ
Պարուրային ներդիր, թե պարուրակ դետալի մեջ. ինչն է ավելի շահավետ
Պարուրային ներդիր, թե պարուրակ դետալի մեջ․ համեմատում ենք ամրությունը, վերանորոգելիությունը, մշակման ժամանակը և ծախսերը այն պատյանների համար, որոնք սպասարկման ժամանակ հաճախ են ապամոնտաժում։
պարուրային ներդիր, թե պարուրակ դետալի մեջպարուրակային միացման ամրությունպատյանների վերանորոգելիություն

22 ապր, 2026 թ.·6 րոպ
Չափման բազաներ չունեցող գծագիր. ինչ հարցնել հաշվարկից առաջ
Չափման բազաներ չունեցող գծագիրը հաճախ առաջին խմբաքանակից հետո վեճի է բերում։ Քննարկում ենք՝ ինչ պարզել պատվիրատուից գնի և ժամկետների հաշվարկից առաջ։
չափման բազաներ չունեցող գծագիրհարցեր պատվիրատուին գծագրի վերաբերյալդետալի չափման բազաներ

20 ապր, 2026 թ.·8 րոպ
Նախնական և վերջնական մշակումը տարբեր մեքենաների վրա՝ երբ դա շահավետ է
Նախնական և վերջնական մշակումը տարբեր մեքենաներում նվազեցնում է շպինդելի ծանրաբեռնվածությունը, հալեցնում ուղեցույցների քայքայումը և թույլ է տալիս ավելի ճշգրիտ հաշվարկել հերթափոխային արտադրանքը։
նախնական և վերջնական մշակում տարբեր մեքենաներումCNC-ում գործողությունների բաժանումշպինդելի ծանրաբեռնվածություն

20 ապր, 2026 թ.·8 րոպ
Պլաստինի գեոմետրիա чернового точения՝ առանց ցիկլի կորուստների
Պլաստինի գեոմետրիան чернового точения–ի համար ազդում է ստրուժկայի, подачи–ի և ցիկլի տևողության վրա. մանրամասն կխոսենք ընտրության մասին՝ ըստ նյութի, կտրի խորության և առաջին փորձարկումների։
պլաստինի գեոմետրիա черновного точенияտոկարային պլաստինի ընտրությունստրուժկա при точении

19 ապր, 2026 թ.·8 րոպ
Պինդ համաձուլվածքի դասը փոխելիս՝ ինչպես ստուգել կտրման ռեժիմները
Պինդ համաձուլվածքի դասը փոխելիս պետք է կարճ ստուգում անել. երեք թեստը նոր թիթեղի վրա ցույց կտան՝ կարելի՞ է արդյոք հին ռեժիմները թողնել առանց թերության ռիսկի։
պինդ համաձուլվածքի դասի փոփոխությունկտրման ռեժիմների ստուգումնոր թիթեղի թեստ

18 ապր, 2026 թ.·8 րոպ
A gyártóterület első automatizálása: melyik művelettel érdemes kezdeni
A gyártóterület első automatizálása egy stabil művelet kiválasztásával kezdődik. Megnézzük, melyik folyamat bírja a robotot, az automatikus adagolást vagy a palettákat.
első területautomatizálásmelyik művelettel érdemes kezdeni az automatizálásta stabil folyamat jelei

17 ապր, 2026 թ.·8 րոպ
Երբ խնդրել 3D մոդել պատվիրատուից՝ առանց ժամանակ կորցնելու
Քննարկում ենք՝ երբ պատվիրատուից պետք է խնդրել 3D մոդելը, իսկ երբ՝ բավարար է չարտեզը. որտեղ цех-ը կորցնում է ժամեր, որտեղ աճում է браկ-ի ռիսկը և ինչ պետք է ստուգել մինչև մեկնարկը։
Երբ խնդրել 3D մոդել պատվիրատուիցՉարտեզ vs 3D մոդելՍխալներ կորպուսային մասերի մշակման ժամանակ

17 ապր, 2026 թ.·8 րոպ
Չոր մշակո՞ւմ թե СОЖ՝ ինչն է ավելի շահավետ արտադրամասում
Չոր մշակում թե СОЖ․ վերլուծում ենք, որտեղ արտադրամասը շահում է ըստ գործիքի стойкостиի, уборки, մասի մաքրության և սպասարկման ծախսերի։
չոր մշակումը կամ СОЖգործիքի տվյալությունմասի մաքրություն

14 ապր, 2026 թ.·6 րոպ
Կլինը երկար նստարանային հարթություններում ֆրեզավորման հետո
Ֆրեզավորման հետո երկար նստարանային հարթության վրա կլինն հաճախ կապված է բազավորմամբ, մասի տաքացմամբ և ֆրեզի անցումների схемայով։
կլին-ֆրեզավորմաներկար-նստարան-հարթություններկորպուս-բազավորում

12 ապր, 2026 թ.·8 րոպ
Հիմք ծանր մեքենայի համար՝ երբ պետք է և երբ ոչ
Հ ağır սարքի համար հիմք պետք չէ միշտ. պարզենք, երբ բավական է պլիտան և անկերները, իսկ երբ հատակը պահանջում է ուժեղացում, հարթեցում և վերահսկողություն.
հիմք ծանր սարքի համարսարքի անկեռումհատակի պատրաստում սարքի համար

11 ապր, 2026 թ.·6 րոպ
Կարգաբերման լուսանկարներն ու տեսանյութերը՝ ինչ նկարել, ինչ գրել քարտում
Կարգաբերման լուսանկարներն ու տեսանյութերը օգնում են հերթափոխերին միայն այն դեպքում, երբ կադրերը ցույց են տալիս վիճահարույց պահերը։ Կքննարկենք՝ ինչն է ավելի լավ նկարել, իսկ ինչն անմիջապես գրել քարտում։
կարգաբերման լուսանկարներ և տեսանյութերհաստոցի կարգաբերման քարտհերթափոխի փոխանցում CNC-ի վրա

09 ապր, 2026 թ.·8 րոպ
Ծրագրերի փոխանցումը հաստոցներին ցանցով՝ առանց ավելորդ ռիսկերի
Ծրագրերի փոխանցումը հաստոցներին ցանցով պահանջում է պարզ կանոններ՝ ով է ստանում հասանելիություն, որտեղ է պահվում պահուստը և ինչպես են ֆիքսվում ուղղումները՝ առանց ավելորդ խառնաշփոթի։
ծրագրերի փոխանցում հաստոցներին ցանցովհասանելիություն CNC հաստոցներինCNC ծրագրերի պահուստային պատճեններ

07 ապր, 2026 թ.·8 րոպ
Խմբաքանակի հետևելիությունը մեխանիկական մշակման մեջ՝ առանց թանկ MES
Խմբաքանակի հետևելիությունն մեխանիկական մշակման մեջ կարելի է կարգավորել առանց թանկ MES. հատկորոշեք խմբաքանակի համարը, կապեք ՈւՊ‑ն, գործիքը և հսկողությունը պարզ սխեմայով.
խմբաքանակի հետևելիություն մեխանիկական մշակման մեջՈւՊ և գործիքների հաշվառումդետալների հսկողություն участка‑ում

03 ապր, 2026 թ.·8 րոպ
Միջօպերացիոն տարա՝ ճշգրիտ դետալների համար առանց չափի կորստի
Միջօպերացիոն տարան ճշգրիտ դետալների համար նվազեցնում է փոսիկների, տեղաշարժերի և շփոթության ռիսկը երթուղու ընթացքում։ Քննարկում ենք կասետները, ներդիրներն ու մակնշումը։
միջօպերացիոն տարա ճշգրիտ դետալների համարդետալների կասետներներդիրներ մետաղամշակման համար

30 մրտ, 2026 թ.·8 րոպ
Նոր ստանոկ թե օգտագործված՝ որտեղ ավարտվում է տնտեսությունը մարզամասի համար
Նոր կամ օգտագործված станոկ՝ համեմատում ենք կանխավճարը, վերանորոգումները, գեոմետրիան, էլեկտրոնիկան և առաջին ամիսների կանգառները՝ իրական օրինագծի համար։
նոր-կամ-օգտագործված-ստանոկստանոկի-թաքնված-ծախսերստանոկի-ստուգում-առանց-գործարքի

30 մրտ, 2026 թ.·8 րոպ
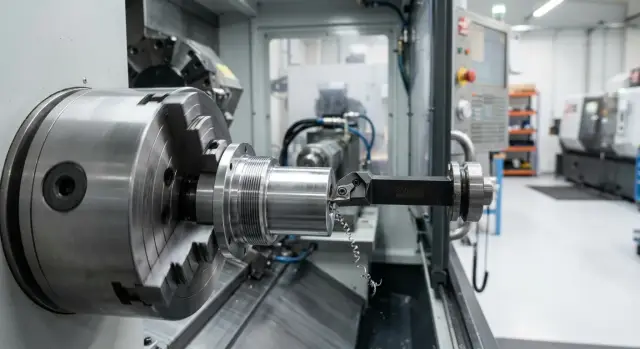
Հիդրոբլոկի կորպուսը՝ ինչպես համախմբել գործողությունները մեկ դիրքով
Հիդրոբլոկի կորպուսը պահանջում է ճշգրիտ բազա, որպեսզի անցքներն ու հարթությունները համընկնեն. հոդվածում քննարկվում է մշակման երթուղին, հիմնական սխալները և արագ ստուգումները։
հիդրոբլոկի կորպուսգործառույթների երթուղի հիդղոբլոկի համարմեկ դիրքով գործողություններ

29 մրտ, 2026 թ.·8 րոպ
Կրկնվող դետալների մաստեր-օրինակը. երբ այն խնայում է ժամանակ
Կրկնվող դետալների համար մաստեր-օրինակը օգնում է արագ գործարկել սերիան, եթե նախապես ամրագրեք չափերը, թույլատրելիությունները, լուսանկարները և փոփոխությունների պարզ պատմությունը։
մաստեր-օրինակ կրկնվող դետալների համարդետալների սերիայի գործարկումդետալի փոփոխությունների պատմություն

27 մրտ, 2026 թ.·8 րոպ
Երկու երթուղով մշակում երկար բազային մակերեսի համար
Երբ երկար բազային մակերեսը դետալը շեղում է հարթությունից, երկու երթուղով մշակումն հաճախ նվազեցնում է բրակի ռիսկը և ժամանակի ավելորդ կորուստը։
երկու երթուղով մշակումերկար բազային մակերեսդետալի հարթություն

25 մրտ, 2026 թ.·8 րոպ
Դետալների ընտանիքի համար գործիքային կասետ՝ առանց ավելորդ դիրքերի
Դետալների ընտանիքի համար նախատեսված գործիքային կասետը օգնում է կրճատել պահեստը, հեռացնել կրկնօրինակները և ավելի արագ պատրաստել կրկնվող պատվերները՝ առանց շտապելու ու ավելորդ ծախսերի։
դետալների ընտանիքի համար նախատեսված գործիքային կասետկրկնվող պատվերների համար սարքավորումպահիչներ և մանդրելներ

25 մրտ, 2026 թ.·8 րոպ
Սահմանային անջատիչների և սենսորների անսարքություն՝ պարապուրդից առաջ երևացող նշանները
Սահմանային անջատիչների և սենսորների անսարքությունը հազվադեպ է սկսվում լրիվ կանգից. Քննարկում ենք վաղ նշանները, պարզ ստուգումները և հերթափոխի հաճախակի սխալները։
սահմանային անջատիչների և սենսորների անսարքությունՉՊՈւ հաստոցի պարապուրդի նշաններըհաստոցի սենսորների ստուգում

25 մրտ, 2026 թ.·8 րոպ
Մատակարարի մոտ հաստոցի թեստի տեսանյութը. ինչ նայել չիպսից բացի
Մատակարարի մոտ հաստոցի թեստի տեսանյութը պետք է գնահատել ոչ թե չիպսով, այլ երկրաչափությամբ, գործիքի փոխմամբ, հանգույցների հասանելիությամբ և մակերեսի որակով։
մատակարարի մոտ հաստոցի թեստի տեսանյութհաստոցի երկրաչափությունգործիքի փոխման ժամանակը

24 մրտ, 2026 թ.·8 րոպ
Պլանային սպասարկում տոկարի հաստոցի համար՝ կարգագիր առանց ավելորդությունների
Տոկարի հաստոցի պլանային սպասարկումը հեշտ է կազմակերպել հերթափոխային, շաբաթական և ամսական ռեժիմներով։ Բացատրություն՝ աշխատակարգը, հաճախ հանդիպող սխալները և անհրաժեշտ հետազոտությունները։
տոկարի հաստոցի պլանային սպասարկումհաստոցի սպասարկման կարգագիրCNC տոկարի հաստոցների սպասարկում

24 մրտ, 2026 թ.·8 րոպ
Պալլետների ավտոմատ փոխանակիչը. երբ այն իսկապես տալիս է արդյունք
Պալլետների ավտոմատ փոխանակիչը օգտակար է այն դեպքում, երբ մեքենան հաճախ սպասում է բեռանմանը։ Վերլուծենք, համար որոնք խմբաքանակների և աշխատանքների ընթացքում այն կրճատում է կանգառները, իսկ որտեղ չի окуպվում։
պալլետների ավտոմատ փոխարկիչCNC-ի համար պալլետների փոխանակիչշպինդելի կանգառների կրճատում

23 մրտ, 2026 թ.·8 րոպ
Լենտային, թե քերիչ տաշեղների փոխակրիչ՝ ինչ ընտրել
Լենտային, թե քերիչ տաշեղների փոխակրիչ. համեմատում ենք տաշեղի տեսակը, մաքրման քայլը, սպասարկումը և ընտրությունը խառատային ու ֆրեզերային աշխատանքների համար։
լենտային կամ քերիչ տաշեղների փոխակրիչտաշեղների փոխակրիչ հաստոցի համարտաշեղի տեսակը խառատային մշակման ժամանակ

23 մրտ, 2026 թ.·7 րոպ
CNC մեքենայի ճշգրիտ ընտրություն — ինչ տվյալներ են պետք մատակարարին
Ճշգրիտ մեքենայի ընտրությունն սկսվում է ճշգրիտ ելքային տվյալներից. տեսնենք, ինչ գծագրեր, նյութեր, ծավալներ և հանդուրժողականություններ անհրաժեշտ է հավաքել մինչև հարցում ուղարկել.
ճշգրիտ-մեքենայի-ընտրությունտվյալներ-մեքենայի-ընտրության-համարգծագրեր-CNC-տեխնիկայի-համար
22 մրտ, 2026 թ.·8 րոպ
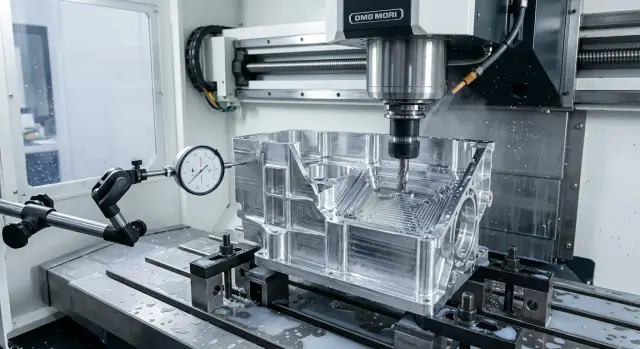
Բարակ պատերով կորպուսային դետալներ՝ մետաղի հանում առանց ծռման
Բարակ պատերով կորպուսային դետալները պահանջում են մշակման հստակ պլան՝ անցումների հերթականություն, չափման կետեր, պաշար և ստուգումներ՝ առանց ավելորդ տեսության։
բարակ պատերով կորպուսային դետալներմետաղի հանում առանց կորացմանմշակման անցումների հերթականությունը

22 մրտ, 2026 թ.·8 րոպ
Հաստոցի էներգասպառումը. որտեղ է արտադրամասը գումար կորցնում՝ առանց կտրման
Հաստոցի էներգասպառումը հաճախ աճում է ոչ թե կտրման ժամանակ, այլ պարապուրդի, սպասման ու պոմպերի աշխատանքի պահին։ Քննարկում ենք չափումները, կորուստների հաշվարկը և արագ միջոցները։
հաստոցի էներգասպառումըպարապուրդային սպառումօժանդակ համակարգեր

21 մրտ, 2026 թ.·8 րոպ
Ovalitás finom furatmegmunkálás után: mit érdemes először ellenőrizni
A finom furatmegmunkálás utáni ovalitás gyakran nem egyetlen okra vezethető vissza. Megmutatjuk, mit érdemes először ellenőrizni: a szerszámot, a beállítást, a befogást és a technológiát.
ovalitás finom furatmegmunkálás utánbefogási hiba furatmegmunkálásnálbefogási ingadozás

20 մրտ, 2026 թ.·8 րոպ
Կոնտրշպինդել թե երկրորդ տեղադրում — ինչպես հասկանալ, որը արագ է
Կոնտրշպինդել թե երկրորդ տեղադրում՝ պարզ եղանակ՝ համեմատելու ցիկլի ժամանակը, наладка-ն, բրակի ռիսկը և հասկանալու՝ երբ մեկ ցիկլը իսկապես օգուտ է բերում։
կոնտրշպինդেল կամ երկրորդ տեղադրումմի ցիկլով մշակումցիկլի ժամանակի կրճատում

20 մրտ, 2026 թ.·8 րոպ
Լոտոկ, թե կոնվեյեր՝ վտուլկաների ու օղակների համար․ որն է ավելի քիչ վնասում մակերեսը
Լոտոկ, թե կոնվեյեր՝ վտուլկաների և օղակների համար. պարզում ենք, թե ինչպես է հանման ձևը ազդում հարվածների, ծայրի հետքերի, օվալության և կտրվածքից հետո կայունության վրա։
լոտոկ կամ կոնվեյեր վտուլկաների և օղակների համարդետալների հանում կտրումից հետովտուլկաների մակերեսի վնասում

18 մրտ, 2026 թ.·7 րոպ
Մեքենայի դուրսբերում՝ ֆորկլիֆտ, կրան և նախնական սխալները
Մեքենայի դուրսբերումը պահանջում է ճշգրիտ գործողությունների հաջորդականություն. գնահատեք հարթակը, ընտրեք կրան կամ ֆորկլիֆտ, ստուգեք տակելաժը և խուսափեք բեռի թեքումից.
մեքենայի դուրսբերումմեքենայի տակելաժֆորկլիֆտ կամ крan մեքենայի համար

18 մրտ, 2026 թ.·7 րոպ
Միասնական գործիքների գրադարան՝ CAM-ի և արտադրամասի համար՝ առանց շեղումների
Միասնական գործիքների գրադարանը օգնում է CAM-ում և արտադրամասում պահպանել նույն արտաքին երկարությունները, բռնակները և կարգավորիչները, որպեսզի ծրագիրը համընկնի մեքենայի հետ.
միասնական գործիքների գրադարանCAM և արտադրամասգործիքների իրական ելքեր

16 մրտ, 2026 թ.·8 րոպ
Ռոլիկային նկատումը փոխարեն շլիֆովկայի՝ որտե՞ղ է աշխատում
Պատմում ենք, երբ ռոլիկային նկատումն կարող է փոխարինել շլիֆովկային՝ տալիս համապատասխան չափ և մակերեսային հարթություն, և երբ այն միայն է՛լ ավելի բարդացնում է ճանապարհը ու ավելացնում քայլ։
ռոլիկային նկատում փոխարեն շլիֆովկայիֆինիշային անցումմակերեսային հարթություն

15 մրտ, 2026 թ.·6 րոպ
Շտապ պատվեր արտադրությունում. ինչպես վերադասավորել ծանրաբեռնվածությունը
Շտապ պատվերը արտադրությունում չպետք է խախտի ողջ գրաֆիկը։ Կդիտարկենք քայլերը՝ մարժա, տակտ, հարմարանքների պատրաստ լինելը և արագ ստուգումները։
շտապ պատվեր արտադրությունումվերադասավորել արտադրամասի ծանրաբեռնվածությունըպատվերների առաջնահերթությունը ըստ մարժայի

14 մրտ, 2026 թ.·6 րոպ
Szerszámcsere-sebesség: mikor nem térül meg a felár
A szerszámcsere sebessége nem mindig növeli a kibocsátást. Megmutatjuk, mely ciklusoknál hoz valódi előnyt, és mikor nyelik el a hatást a beállítások és az ellenőrzés.
szerszámcsere sebességeCNC ciklusidőCNC gép megtérülése

13 մրտ, 2026 թ.·6 րոպ
Ինչու է միկրոմետրն խաբում. ջերմություն, կեղտ և պահպանման խնդիրներ
Պարզենք, թե ինչու միկրոմետրը արտադրական սեղանին սխալ չափումներ ցույց է տալիս. ինչպես ձեռքերի ջերմությունը, յուղը, մետաղական մասնիկներն ու սխալ պահպանումը ավելացնում են միկրոններ և խախտում են չափումները.
ինչու միկրոմետրը սխալ չափում էմիկրոմետրով չափման սխալներջերմության ազդեցությունը չափումներին

12 մրտ, 2026 թ.·8 րոպ
Առանցքակալային նստատեղերը սերիայում. ինչն է շեղում չափը
Առանցքակալային նստատեղերը սերիայում հաճախ շեղվում են ոչ միայն պլաստինի մաշվածությունից։ Քննարկում ենք, թե ինչպես են սեղմումը, դետալի տաքացումը և անցումների հերթականությունը փոխում չափը։
առանցքակալային նստատեղերը սերիայումդետալի սեղմում տոքարային հաստոցի վրադետալի ջերմաստիճանը և չափը

11 մրտ, 2026 թ.·8 րոպ
Система удаления стружки: что проверить до подписания договора
Ստրուժկայի դուրսբերման համակարգը ազդում է մաքրվածության, վայրկյանների կորուստների և սարքի սպասարկման հարմարության վրա. ինչ նայել տրանսպորտերի, տուփի և մաքրության մուտքի դեպքում մինչև պայմանագիրը:
ստրուժկա հեռացումստրուժկայի տրանսպորտերերկար ստրուժկա

10 մրտ, 2026 թ.·8 րոպ
CNC հաստոցում թույլտվությունը ինչից է կախված, բացի հենց սարքից
Ստուգենք, ինչն է որոշում CNC հաստոցում թույլտվությունը: оснастка-ն, չափումը, կտրման ռեժիմները և наладка-ի կարգը ազդում են ոչ պակաս, քան պարզապես հաստոցը.
ապահովող որակ CNC հաստոցում ինչից է կախվածխորհուրդներ ճշտակերման համարդետալների չափագրում

09 մրտ, 2026 թ.·8 րոպ
Չափագիր ցիկլի ժամանակի հաշվարկի համար՝ ինչ նշել անմիջապես
Չափագիրը ցիկլի ժամանակը հաշվարկելու համար պետք է ցույց տա բազաները, չափերը, նյութը, припуск–ը և մակերեսի կոպիտությունը. մանրամասնում ենք, ինչ պետք է նշել ճշգրիտ գնահատման համար.
չափագիր ցիկլի ժամանակի հաշվարկի համարդետալի մշակման ժամանակի հաշվարկչափագրի բազաները

09 մրտ, 2026 թ.·8 րոպ
Որտեղ տեղադրել չափումների կետը․ երեք սխեմա արտադրամասի համար
Որտեղ տեղադրել չափումների կետը՝ քննարկում ենք արտադրամասի համար երեք սխեմա, համեմատում ենք հետադարձ կապի արագությունը, կեղտի ռիսկը և ճշգրիտ վերահսկման պայմանները։
որտեղ տեղադրել չափումների կետըչափումների կետը մեքենայի մոտվերահսկման սենյակ արտադրամասում

06 մրտ, 2026 թ.·8 րոպ
Սերիայի առաջին դետիալի վերահսկում՝ չափման հերթականությունն ու դերերը
Առաջին դետալի վերահսկումը հանդիպում է նալադման, փոխարինման կամ ծրագրային փոփոխությունների ժամանակ՝ որպեսզի արագ բացահայտել շեղումներն ու չթողնել ամբողջ խմբաքանակը բրակով։ Բացատրություն՝ չափումների հերթականությունը և դերերը օպերատորի, սարքավորողի և որակի վերահսկման ծառայության մեջ։
առաջին դետալի հսկողություն սերիայումդետալի չափումների հաջորդականությունառաջին լավ դետալի թողարկում

05 մրտ, 2026 թ.·8 րոպ
Hogyan válasszunk szerszámbeszállítót sürgős megrendelésekhez
Hogyan válasszon beszállítót sürgős megrendelésekhez: a valós szállítási időt, a helyi raktárt és a műszaki támogatást nézze, ne csak a lapka árát.
hogyan válasszunk szerszámbeszállítótsürgős megrendelések fémmegmunkálásbanhelyi szerszámraktár

03 մրտ, 2026 թ.·8 րոպ
Ֆասկաներն ու ռադիուսները տկարային դետալի վրա՝ առանց ձեռքով շտկումների հաստոցի մոտ
Տոկարային դետալի վրա ֆասկաներն ու ռադիուսները կարելի է կարգավորել այնպես, որ պլաստինայի փոխումն ու մաշվածության շտկումը արվեն ծրագրում, ոչ թե հաստոցի մոտ ձեռքով։
տոկարային դետալի վրա ֆասկաներն ու ռադիուսներըտոկարային հաստոցի վրա ֆասկաների ծրագրավորումCNC ռադիուսների ծրագրավորում

02 մրտ, 2026 թ.·8 րոպ
Պատվերների հերթը երկու մեքենաներում՝ ինչպես սահմանել առաջնահերթությունները
Պատվերների հերթը երկու մեքենաներում հաճախ խափանվում է, երբ խառնվում են շտապ պատվերները և երկար շարքերը։ Ահա պարզ կանոններ, օրինակներ և արագ ստուգումներ։
պատվերների հերթ երկու մեքենաներումմեքենաների բեռավորման պլանավորումպատվերների առաջնահերթություն գործարանում

01 մրտ, 2026 թ.·8 րոպ
Անցքերի ճշտությունը գործիքի փոփոխությունից հետո. ինչն է շեղում չափը
Անցքերի ճշգրտությունը փոխումից հետո հաճախ վատանում է դուրս գալուց, բիբից, երկարությունից և корректорների սխալներից։ Վերլուծում ենք պատճառները և արագ ստուգումները։
անցքերի ճշտություն փոխումից հետոգործիքի բիբգործիքի դուրս գալը

28 փտվ, 2026 թ.·8 րոպ
Մշակող մեքենայի տաքացում ձմռանը: որքան տաքացնել սպինդելը և առանցքները
Մեքենայի տաքացում ձմռանը՝ պարզ մեկնարկի կարգ, ժամանակ սպինդելի և առանցքների համար, ստուգումներ նախքան ֆինիշ անցքը և ամենատարածված սխալները.
ստեղմշակման-մեքենայի-տաքացում-ձմռանըસ્પինդելի-տաքացման-ժամանակըառնայքների-տաքացում-մեքենան

26 փտվ, 2026 թ.·8 րոպ
Ինչպես նվազեցնել երկար բարակապատ բուշերի օվալությունը
Կցուցադրենք, թե ինչպես նվազեցնել երկար բարակապատ բուշերի օվալությունը՝ համեմատելով կոպիտ մշակումը սեղմման վրա և ավարտական մշակումն ընդարձակվող հարմարանքով։
ինչպես նվազեցնել երկար բարակապատ բուշերի օվալությունըկոպիտ մշակում՝ սեղմակման վրաավարտական մշակում՝ ընդարձակվող հարմարանքով

25 փտվ, 2026 թ.·8 րոպ
Մասավճարը CNC հատվածում. որտեղ է նահանջում որակը
Մասավճարը CNC հատվածում կարող է արագ ավելացնել ելքը, բայց հաճախ տալիս է որակի կորուստ, գործիքի ռեսուրսի քայքայում և վերամշակում. բացատրեմ, որտեղ схема-ն աշխատում է և ուր չի։
մասավճար CNC հատվածումբաղադրիչների որակը և մասավճարըգործիքի մաշվածություն CNC

25 փտվ, 2026 թ.·8 րոպ
Զրոյի կետը հարմարանքում՝ առանց սխալների հերթափոխերի միջև
Զրոյի կետը հարմարանքում օգնում է չվատնել բազայի որոնումը վերաավտոմատացումից հետո. քննարկում ենք բազայի ընտրությունը, հղման սխեման և ստուգումները մինչ գործարկումը.
զրոյի կետը հարմարանքումհղման սխեմադետալի բազավորում

21 փտվ, 2026 թ.·8 րոպ
Դետալի դեֆորմացիա ստուգելիս՝ ինչպես նվազեցնել ռիսկը после снятия из патрона
Деформация детали после снятия из патрона часто связана с порядком проходов, зажимом и внутренними напряжениями. Разбираем, что проверить и как снизить риск брака.
դետալի դեֆորմացիա pärast patrоniից հանելпорядок проходов при токарной обработкеподдержка длинной детали

18 փտվ, 2026 թ.·6 րոպ
Չափման դադարից հետո ֆինիշային անցումը․ երբ այն տեղափոխել
Ֆինիշային անցումը չափման դադարից հետո միշտ չէ, որ պետք է անել անմիջապես։ Բացատրում ենք, թե ինչպես է դետալի և շպինդելի տաքացումը փոխում չափը երկար ցիկլում։
ֆինիշային անցում չափումից հետո դադարից հետոդետալի ջերմաստիճանը թոկարի ժամանակշպինդելի տաքացում
16 փտվ, 2026 թ.·7 րոպ
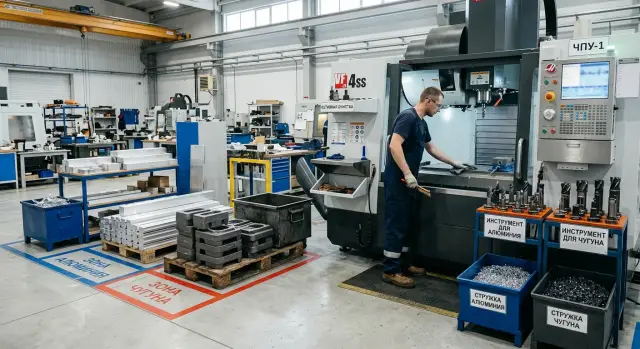
Ալյումինն ու չուգունը մեկ участке‑ում՝ ինչպես բաժանել աշխատանքը
Ալյումինն ու չուգունը նույն հատվածում պահանջում են տարբեր գործիքներ, մաքրում և ռեժիմներ։ Պարզեք աշխատանքային հերթականությունը՝ առանց ավելորդ բրաքի ու կանգառների։
ալյումին-և-չուգուն-մի-վայրումգործիքների բաժանում ալյումինու համար և չուգունի համարմեքենայի մաքրում չուգունից հետո

14 փտվ, 2026 թ.·8 րոպ
Սարքի մոտ ուղղահայացության ստուգում՝ առանց կեղծ եզրակացությունների
Սարքի մոտ ուղղահայացության ստուգումը հաճախ սահմանափակվում է ինդիկատորային կանգնակի մեկ ցուցմունքով։ Բացատրում ենք, որտեղ է սխալը, ինչպես այն նկատել և ինչ ստուգել։
սարքի մոտ ուղղահայացության ստուգումինդիկատորային կանգնակչափման սխալներ

14 փտվ, 2026 թ.·8 րոպ
Ձմռանը հաստոցի գործարկում. ինչպես տաքացնել արտադրամասը և չստանալ թերություններ
Ձմռանը հաստոցի գործարկումը պահանջում է կարգ՝ արտադրամասի տաքացում, հաստոցի միացում, պարապ անցումներ և առաջին դետալի ստուգում առանց ավելորդ թերությունների ու շտապելու։
ձմռանը հաստոցի գործարկումինչպես տաքացնել հաստոցըհաստոցի պարապ շարժումներ

13 փտվ, 2026 թ.·8 րոպ
Եզրից դեպի չակ հակադարձ պտտում՝ առանց թրթռման
Եզրից դեպի չակ հակադարձ պտտումը օգնում է նվազեցնել ռիսկերը, շյուղը և թրթռումը բարդ անցումների ժամանակ։ Քննարկենք, երբ այս քայլը տեղին է։
եզրից դեպի չակ հակադարձ պտտումպտտման ժամանակ կտրելու ուղղությունթրթռում պտտման ժամանակ

12 փտվ, 2026 թ.·8 րոպ
Վալերի նախապատրաստության ուղղում մինչև մշակում՝ երբ է անհրաժեշտ
Վալերի նախապատրաստության ուղղումը օգնում է հեռացնել biение–ն և նվազեցնել տատանումները, բայց դա միշտ էլ անհրաժեշտ չէ։ Տարբերենք նշանները, ստուգման հերթը և հաճախակի սխալները։
վալերի նախապատրաստումվալերի biение նախքան մշակումտոկարյան դող

12 փտվ, 2026 թ.·6 րոպ
Ինչպես պահել կլոր նախապատրաստուկը ֆրեզավորման ժամանակ՝ փափուկ ծնոտնե՞ր, թե՞ պրիզմա
Ցույց կտանք, թե ինչպես պահել կլոր նախապատրաստուկը ֆրեզավորման ժամանակ՝ երբ փափուկ ծնոտները ավելի ազատ մատչելիություն են տալիս, իսկ երբ պրիզման ավելի լավ է պահում դետալը կոպիտ մշակման վրա։
ինչպես պահել կլոր նախապատրաստուկը ֆրեզավորման ժամանակփափուկ ծնոտներ տիզակների համարպրիզմա կլոր դետալի համար

12 փտվ, 2026 թ.·8 րոպ
Բարակ ճակատային աստիճան՝ առանց բռթուկի. ինչպես ընտրել անցումը
Բարակ ճակատային աստիճանը առանց բռթուկի պահանջում է ճիշտ անցման ուղղություն, մատուցում և գործիքի ելք, որպեսզի ձեռքով հարդարում պետք չլինի և հավաքումը չխափանվի։
բարակ ճակատային աստիճան՝ առանց բռթուկիանցման ուղղությունը խառատման ժամանակբռթուկ դետալի եզրին

10 փտվ, 2026 թ.·8 րոպ
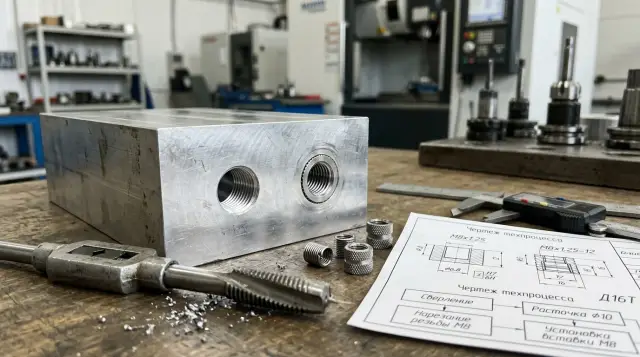
Կորպուսային մասերի թելային անցքերի մշակումում հաճախ հանդիպող սխալներ
Հետևենք կորպուսային մասերի թելային անցքերի մշակման սխալներին, համեմատենք մետչիկները, раскатник-ները և резьбофрезա-ները և պարզեցնենք ընտրությունը խնդրի համար։
թելային անցքերի մշակման սխալներմետчикներ կամ раскатникирезьбофрезы կորպուսային մասերի համար

09 փտվ, 2026 թ.·6 րոպ
Հաստոցի մատակարարումը սահմանով՝ պայմանագիր, լոգիստիկա, գործարկում
Սահմանով հաստոցի մատակարարումը պահանջում է պայմանագրում ճշգրիտ պայմաններ, հասկանալի լոգիստիկա, ապահովագրություն, փաթեթավորում և գործարկման համար ամբողջական փաստաթղթերի փաթեթ։
հաստոցի առաքում սահմանովհաստոցի մատակարարման պայմանագիրարդյունաբերական սարքավորումների լոգիստիկա

08 փտվ, 2026 թ.·8 րոպ
Ներքին բազավորման համար ընդարձակվող կոլետը երկրորդ օպերացիայում
Քննարկում ենք, թե երբ ներքին բազավորման համար ընդարձակվող կոլետը երկրորդ օպերացիայում տալիս է ավելի ճշգրիտ արդյունք, ինչպես ընտրել ընդարձակման միջակայքը և պահպանել կոշտությունը ավարտական անցման ժամանակ։
ներքին բազավորման համար ընդարձակվող կոլետերկրորդ օպերացիա տոքարային հաստոցի վրակոլետի ընդարձակման միջակայք

07 փտվ, 2026 թ.·7 րոպ
Նախասերիական մեկնարկը: ով և երբ ստորագրում է
Նախասերիական մեկնարկը պահանջում է հստակ համաձայնության երթուղի՝ ով ստուգում է առաջին դետալը, ով ստորագրում է և երբ սկսվում է սերիան։
նախասերիական սկսում դետալիհամաձայնության գործընթացառաջին CNC դետալ

05 փտվ, 2026 թ.·8 րոպ
Ստանոկի ծանրաբեռնվածությունը հատակին. ինչպես հաշվի առնել դարակաշարերը և երթուղին
Ստանոկի ծանրաբեռնվածությունը հատակին պարզապես անձնագրի թվով չի սահմանափակվում։ Քննարկում ենք զանգվածը, հենման կետերը, աքսեսուարների դարակաշարերը և տեղափոխման ուղին՝ առանց տարածված սխալների։
ստանոկի ծանրաբեռնվածությունը հատակինստանոկի հենման կետերըաքսեսուարների դարակաշարեր

04 փտվ, 2026 թ.·8 րոպ
Դետալի մշակման արժեքը: որոնք նկարում գինը բարձրացնում են
Վերլուծում ենք, որոնք ֆասկաները, խորշերը, շառավիղները և թոլերանսները առանց անհրաժեշտության բարձրացնում են դետալի մշակման արժեքը և ինչպես պարզեցնել նկարագիրը առանց ֆունկցիայի վնասման.
դետալի մշակման արժեքնկարի տեխնոլոգիականությունթոլերանսներ նկարում

04 փտվ, 2026 թ.·8 րոպ
Բարակ պատերի չափում. ինչով չափել առանց դեֆորմացիայի
Բարակ պատերի չափման համար անհրաժեշտ է ուժի նուրբ վերահսկում։ Համեմատենք միկրոմետրը, ինդիկատորային սկոբան և անկոնտակտ չափումը՝ գործիքի ճիշտ ընտրության համար։
բարակ պատերի չափումբարակապատ դետալների համար միկրոմետրինդիկատորային սկոբա

30 հնվ, 2026 թ.·7 րոպ
Մուտքային նյութի վերահսկողություն: ինչու նույն հալումը տարբեր կերպ է կտրում
Մուտքային նյութի վերահսկողությունը օգնում է նախապես տեսնել կարծրության, կառուցվածքի և заготовок–ի տատանումը՝ նվազեցնելու համար գործիքի սպառումը և չափի արտահոսքը։
մուտքային նյութի վերահսկողությունգործիքի սպառումբարւրդների չափի տատանում

29 հնվ, 2026 թ.·8 րոպ
Միջադիր կուլաչկերի տակ. ինչպես ավելի արագ վերադարձնել կրկնվող շարքը
Կուլաչկերի տակ դրվող միջադիրը օգնում է արագ վերադարձնել կրկնվող պատվերը առանց նոր երկար կտրումի։ Քննարկում ենք սխեման, չափերի գրանցումը և օպերատորի աշխատանքը։
կուլաչկերի տակ դրվող միջադիրկուլաչկերի կտրումկրկնվող շարքը խառատային հաստոցում

28 հնվ, 2026 թ.·8 րոպ
Խուլ անցքերի լայնացում. ինչպես չկորցնել ճշտությունը
Խուլ անցքերի լայնացումը պահանջում է ճշգրիտ մոտեցում, թափոնների համար տեղ և խորության խիստ վերահսկում, հակառակ դեպքում չափը հատակին շեղվում է արդեն առաջին շարքի ժամանակ։
խուլ անցքերի լայնացումանցքի հատակին ճշտությունլայնացման խորության վերահսկում

27 հնվ, 2026 թ.·7 րոպ
Համակցված գործիք հորատման և զենկավորման համար
Քննարկում ենք, թե որտեղ համակցված գործիքը հորատման և զենկավորման համար իրականում արագացնում է ցիկլը, իսկ որտեղ առանձին գործողությունները տալիս են ավելի ճշգրիտ չափ ու թեքություն.
համակցված գործիք հորատման և զենկավորման համարմշակման ցիկլի կրճատումհորատում և զենկավորում մեկ անցումով

26 հնվ, 2026 թ.·7 րոպ
Նորմավորում բազմասարքային սպասարկման համար՝ բեռնվածության հաշվարկ
Նորմավորում բազմասարքային սպասարկման համար. Ցույց կտանք՝ ինչպես հաշվել օպերատորի բեռնվածությունը 2–3 станկերի դեպքում տարբեր տաքտերով՝ առանց մեծ սխալների.
նորմավորում-աշխատանքի-բազմասարքային-ծառայությունօպերատորի-բեռնվածություն-ստանկերի-սկսածբազմասարքային-սպասարկում

25 հնվ, 2026 թ.·6 րոպ
Բրոնզայի և լատունի մշակումը՝ ինչպես պահպանել չափը առանց բյուրի
Բրոնզայի և լատունի մշակումն պահանջում է ճշգրիտ կտրող եզր, կայուն կերակրման արագություն և չիպերի հսկողություն։ Հաշվարկում ենք գործիքի երկրաչափությունը, ռեժիմները և մեթոդները, որոնք պահպանում են չափը։
բրոնզայի և լատունի մշակումըլատունի կտրում ռեժիմներբյուր գունավոր համաձուլվածքներում

25 հնվ, 2026 թ.·8 րոպ
Կրճեցնել կրկնվող պատվերների վերահարմարեցման ժամանակը
Ինչպես կրճեցնել կրկնվող պատվերների վերահարմարեցման ժամանակը. քննարկում ենք հարմարեցումը, գործիքը, ծրագիրը և պարզ ստուգումները, որոնք տալիս են արագ արդյունք։
կրճեցնել վերահարմարեցման ժամանակըկրկնվող CNC պատվերներվերահարմարեցման արագ հավաքածու

23 հնվ, 2026 թ.·8 րոպ
Անհավասար ավելցուկով ֆլանների խառատում առանց հարվածի
Անհավասար ավելցուկով ֆլանների խառատումը պահանջում է հանգիստ նախնական սխեմա. ինչպես հանել լիտային տատանումը շրջագծով և կտրիչում հարված չստանալ։
անհավասար ավելցուկով ֆլանների խառատումնախնական անցումներ խառատային հաստոցի վրաշրջագծով լիտային ավելցուկ

19 հնվ, 2026 թ.·8 րոպ
Գործիքի տոկունության պատմություն — պարզ ձևանմուշ առանց ծրագրային ապահովման
Գործիքի տոկունության պատմություն առանց բարդ ծրագրերի՝ պարզ ձևանմուշ նյութի, պարտիայի, կտրման ռեժիմների ու հեռացման պատճառի համար.
գործիքի տոկունության պատմությունգործիքի հաշվառման ձևանմուշռեզեցու տոկունության հաշվառում
19 հնվ, 2026 թ.·6 րոպ
Մեքենայի տեղը արտադրամասում — ինչպես ընտրել առանց տեղափոխումների
Մեքենայի տեղը արտադրամասում ընտրում են՝ հաշվի առնելով անցուղիները, հումքի մատակարարումը, սպասարկման գոտին ու մետաղակտորների դուրսբերումը. պարզ схема՝ առանց անհարմար տեղափոխումների.
մեքենայի տեղ өндірամասումսարքավորումների դասավորություն արտադրամասումանցուղիներ արտադրամասում
18 հնվ, 2026 թ.·8 րոպ
Ֆրեզերացման ընթացքում տրաեկտորիայի կլորացում. օգուտն ու ռիսկը
Ֆրեզերացման ընթացքում տրաեկտորիայի կլորացումը օգնում է հեռացնել մակերեսի հետքերը, բայց երբեմն շեղում է չափը և շառավիղները։ Քննարկում ենք, որտեղ այն թողնել, իսկ որտեղ՝ անջատել։
ֆրեզերացման ընթացքում տրաեկտորիայի կլորացումCAM կարգավորումներ ֆրեզերացման համարմակերեսի որակ ֆրեզերացման ժամանակ

14 հնվ, 2026 թ.·6 րոպ
ՉՊՈւ առանցքների արագացում. ինչպես հաշվարկել կարճ գործողությունների ցիկլը
ՉՊՈւ առանցքների արագացումը կարևոր է ոչ թե ինքնին, այլ կարճ ցիկլերի համար․ հաշվի առեք արագացման ու արգելակման ժամանակը, այլապես արագ տեղափոխումները արտադրանքի աճ չեն տա։
ՉՊՈւ առանցքների արագացումարագացման և արգելակման ժամանակըկարճ գործողությունների ցիկլ

14 հնվ, 2026 թ.·7 րոպ
Գծային կամ տուփաձև ուղղորդիչներ արտադրամասում
Գծային և տուփաձև ուղորդիչներ․ պարզաբանենք, թե որոնք կտրող ռեժիմներն, բեռնվածությունն ու նյութերն լավագույնս համապատասխանում են յուրաքանչյուր համակարգին իրական արտադրամասում.
գծային կամ տուփաձև ուղորդիչներCNC մեքենաների ուղորդիչներտոկարային մեքենայի ընտրություն

14 հնվ, 2026 թ.·8 րոպ
Օպարակի ռադիալ կոշտություն. հետքեր դետալի վրա և չափը
Օպարակի ռադիալ կոշտությունը ազդում է ռիսկերի, ալիքավորության և չափի շեղման վրա։ Կքննարկենք, թե ինչպես կապել դետալի վրայի հետքերը պահակալի, ելուստի և կտրելու ռեժիմի հետ։
օպարակի ռադիալ կոշտությունգործիքի ելուստգործիքի պահակալ

13 հնվ, 2026 թ.·7 րոպ
Երկրորդ կենտրոն գնելուց հետո նեղ տեղերը՝ ինչն է դանդաղեցնում թողարկումը
Երկրորդ կենտրոն գնելուց հետո նեղ տեղերը հաճախ թաքնված են ոչ թե սարքում, այլ գործիքում, վերահսկման մեջ և заготовkների մատակարարման մեջ։ Վերլուծենք, թե որտեղ է կորում թողարկումը։
երկրորդ կենտրոնի գնումից հետո նեղ տեղերարտադրության աճ հատվածումзаготовkների մատակարարում
09 հնվ, 2026 թ.·8 րոպ
Оսнастка для коротких партий: что окупится быстрее
Օսնաստկան փոքր սերիաների համար չպետք է կուլ տալ շահութաբերությունը։ Համեմատում ենք մոդուլային համակարգերը, мягкие кулачки-ները և պարզ приспособления-ն окупаемости տեսանկյունից։
օսնաստկա-փոքր-սերիաների համարմոդուլային-օսնաստկամягкие-кулачки
07 հնվ, 2026 թ.·8 րոպ
Տոկարային մշակման մասի տեխնոլոգիական հարմարությունը մինչև արտադրության մեկնարկը
Տոկարային մշակման համար մասի տեխնոլոգիական հարմարությունը ավելի լավ քննարկել մինչև գնի հաշվարկը. ֆասկաներ, ներքևի հատումներ, հենակետեր և տոլերանսներ, որոնք նվազեցնում են արժեքը և թերության ռիսկը.
տոկարային մշակման համար մասի տեխնոլոգիական հարմարությունֆասկաներ և ներքին հատումներ գծագրումհենակետեր տոկարային մշակման համար

06 հնվ, 2026 թ.·7 րոպ
CNC տեխնոլոգիական գործընթացում մասերի ամբողջական հետագծելիություն
Մասերի ամբողջական հետագծելիությունը փոխում է հաշվառումը արտադրամասում․ կապեք հալոցքը, ծրագրի տարբերակը, գործիքը և չափումների արձանագրությունը մասի համարով։
մասերի ամբողջական հետագծելիությունմասի համարնյութի հալոցք

05 հնվ, 2026 թ.·8 րոպ
Սառեցնող-քսող հեղուկ (СОЖ) տոկարային մշակման համար՝ ինչպես ճիշտ ընտրել
Տոկարային մշակման համար սառեցնող‑քսող հեղուկը (СОЖ) ընտրում են՝ ելնելով դետալի նյութից, կտրող ռեժիմից և համակարգի վիճակից. պարզ ստուգումներ և հաճախակի սխալներ։
Սառեցնող-քսող հեղուկ (СОЖ) տոկարային մշակման համարՍՕԺ-ի ընտրություն տոկարի համարգործիքի դիմացկունություն

04 հնվ, 2026 թ.·8 րոպ
Եռակցված բլանկների պտտաչափում. ինչպես անցնել կարծր կարերը
Եռակցված բլանկների պտտաչափումը պահանջում է առանձին մոտեցում․ կքննարկենք, թե ինչպես գնահատել կարը, ընտրել անցումը և նվազեցնել հարվածային բեռը գործիքի ու հաստոցի վրա։
եռակցված բլանկների պտտաչափումեռակցման կարն токарային հաստոցի վրահարվածային բեռը մշակման ժամանակ

01 հնվ, 2026 թ.·8 րոպ
Վթարի վերլուծություն առանց մեղավորների հաջորդ հերթափոխի համար
Վթարի վերլուծությունը առանց մեղավորների օգնում է չկորցնել փաստերը հերթափոխերի միջև։ Ցուցադրում ենք կարճ հաշվետվություն, որը արագ են կարդում ու կիրառում արտադրամասում։
վթարի վերլուծություն առանց մեղավորներիկարճ հաշվետվություն վթարի մասինհերթափոխի փոխանցում արտադրամասում

31 դեկ, 2025 թ.·8 րոպ
Հակաշպինդելը սերիայում — երբ այն իսկապես տնտեսում է ժամանակը
Հակաշպինդելը սերիայում միշտ օգուտ չի բերում. Վերլուծենք, որտեղ այն կրճատեցնում է ցիկլը, իսկ որտեղ երկրորդ տեղադրումը առանձին սարքում պարզն ու ավելի էժան է։
հակաշպինդելը սերիայումմշակման ցիկլի կրճատումդետալի երկրորդ տեղադրում

26 դեկ, 2025 թ.·7 րոպ
ՍՕՋ-ի համար ջուր. ինչպես է կարծրությունն ազդում հոտի և գործիքի վրա
Բացատրում ենք, թե ինչպես է ՍՕՋ-ի համար ջուրը ազդում էմուլսիայի հոտի, գործիքի ծառայության ժամկետի և սարքավորման վիճակի վրա, և ինչ անալիզներ անել բաքը լցնելուց առաջ։
ՍՕՋ-ի համար ջուրջրի կարծրությունջրի անալիզը ՍՕՋ լցնելուց առաջ

25 դեկ, 2025 թ.·8 րոպ
Ինչ տվյալներ պետք է ամեն օր վերցնել մեքենայից՝ առանց ավելորդ աղյուսակների
Ցույց ենք տալու, թե ինչ տվյալներ պետք է ամեն օր վերցնել մեքենայից, որպեսզի նկատեք простаները, ավելորդ նալադկիները, ծանրաբեռնված օպերացիաները և արագ ընդունեք որոշումներ։
ինչ տվյալներ գրանցել ամեն օր մեքենայիցմեքենայի մեթրիկներզինտեխնիկայի простаների հաշվառում

25 դեկ, 2025 թ.·8 րոպ
Հաստոցի մեկ ժամի արժեքը տարբեր հերթափոխերի համար՝ ինչպես հաշվել առանց սխալների
Հաստոցի մեկ ժամի արժեքը կախված է ոչ միայն էլեկտրաէներգիայի սակագնից։ Ցույց ենք տալիս, թե ինչպես հաշվի առնել գործիքը, աշխատավարձը, սպասարկումը և հերթափոխերով իրական ծանրաբեռնվածությունը։
հաստոցի մեկ ժամի արժեքըստանկո-ժամի ինքնարժեքըհերթափոխերով ծախսերի հաշվարկ

24 դեկ, 2025 թ.·8 րոպ
Շպինդելի կոնուսի մաքրություն: ինչպես նվազեցնել տատանումը առանց գործիքների
Շպինդելի կոնուսի մաքրությունը ազդում է տատանման, մակերեսային հետքի և միավորի անցկացման վրա։ Պարզենք զննման, մաքրության և կոնտակտի ստուգման պարզ եղանակները։
շպինդելի կոնուսի մաքրությունգործիքի տատանումշպինդելի մաքրում

24 դեկ, 2025 թ.·7 րոպ
Ընդհատվող կտրման պլաստիններ. ինչպես ընտրել առանց փորձերի
Ընդհատվող կտրման համար պլաստիններն ընտրում են ըստ հարվածային բեռնվածության, երկրաչափության և դասի։ Քննարկում ենք ընտրության պարզ հերթականությունը՝ առանց ավելորդ փորձերի։
ընդհատվող կտրումի պլաստիններպլաստինի երկրաչափությունպլաստինի դաս

23 դեկ, 2025 թ.·7 րոպ
Մշակված մասերի փաթեթավորում առանց քերծվածքների արտադրամասում
Մշակված մասերի փաթեթավորումը պահանջում է ոչ միայն թաղանթ և արկղեր․ կքննարկենք լոտոկները, միջադիրները, կոնսերվացիան և արտադրամասում տեղափոխումը՝ առանց ավելորդ բրակի։
մշակված մասերի փաթեթավորումմասերի համար լոտոկներմիջադիրներ մասերի միջև

23 դեկ, 2025 թ.·8 րոպ
Դետալի շրջումը CAM-ում առանց ավելորդ վերակարգավորման արտադրամասում
CAM-ում դետալի շրջումը հաճախ ավելորդ տեղադրում է ստեղծում։ Ցույց կտանք, թե ինչպես կապել մոդելը, բազան, սարքավորումը և մշակման կարգը մինչև ՈւՊ-ի թողարկումը։
դետալի շրջումը CAM-ումդետալի բազավորումտեղադրումների կարգ

22 դեկ, 2025 թ.·6 րոպ
Մետաղի փշուրների առանձին հավաքում՝ որտեղ արտադրամասը ամեն օր գումար է կորցնում
Մետաղի մանրաթելերի առանձին հավաքումը նվազեցնում է արտահանման կորուստները, օգնում է պահել արտադրամասը մաքուր և հեշտացնում է պողպատի, ալյումինի եւ համաձուլվածքների հաշվառումը։
մետաղի մանրաթելերի առանձին հավաքումմետաղական մանրաթելերի հաշվառումմանրաթելերի արտահանում արտադրամասից

22 դեկ, 2025 թ.·8 րոպ
Երկար լիսեռների կենտրոնների միջև չափում առանց տատանումների
Երկար լիսեռների կենտրոնների միջև չափումը հաճախ տարբեր արդյունք է տալիս հերթափոխերից կախված։ Քննարկում ենք հենարանների, ջերմաստիճանի և չափումների գրանցման պարզ ստանդարտը։
երկար լիսեռների չափում կենտրոնների միջևերկար լիսեռների վերահսկումջերմաստիճանը չափման ժամանակ

19 դեկ, 2025 թ.·7 րոպ
Ինստրումենտի բալանսավորումը բարձր պտույտներում վարպետանոցում
Ինստրումենտի բալանսավորումը բարձր պտույտներում օգնում է հասկանալ, թե ինչու մակերեսին հայտնվում են ալիքներ և ինչպես վարպետանոցում ստուգել հավաքումը առանց լաբորատորիայի։
ինստրումենտի բալանսավորում բարձր պտույտներումինստրումենտի անհավասարակշռությունվարպետանոցում հավաքման ստուգում

19 դեկ, 2025 թ.·8 րոպ
3 րոպեանոց փոքր կանգառները և դրանց գինը թողարկման համար
3 րոպեանոց փոքր կանգառները հաճախ չեն երևում հաշվետվություններում, բայց հենց դրանք են կտրում հերթափոխի թողարկումը բեռնման, չափումների և թեփի մաքրման ժամանակ։
3 րոպեանոց փոքր կանգառներհաստոցի թողարկման կորուստներկարճ կանգառներ CNC-ում