East CNC Kazakhstan բլոգ
Հոդվածներ ԹՍԿ հաստոցների, մետաղամշակման և արտադրության արդիականացման մասին:
Վերջին հոդվածները

30 ապր, 2025 թ.·8 րոպ
Խոր անցքերի հորատում. տրամագծերի անցման կարգը
Խոր անցքերի հորատումը պահանջում է տրամագծերի անցման ճշգրիտ հերթականություն։ Ցույց կտանք, թե ինչպես նվազեցնել շեղումը և վերացնել աստիճանը միացման հատվածում։
խոր անցքերի հորատումանցքի տրամագծերի անցման կարգաստիճան միացման հատվածում
29 ապր, 2025 թ.·7 րոպ
Հենարանների քարտեզը տոկարային և ֆրեզերային օպերացիաների համար՝ առանց վեճերի
Հենարանների քարտեզը токարային և ֆրեզերային օպերացիաների համար օգնում է նախապես սահմանել установ-ների տրամաբանությունը, հանել участкаերի միջև վեճերը և նվազեցնել բրակն.
հենարանների քարտեզ токարային և ֆրեզերային օպերացիաների համարустановների տրամաբանությունդետալի հենարանավորում

28 ապր, 2025 թ.·6 րոպ
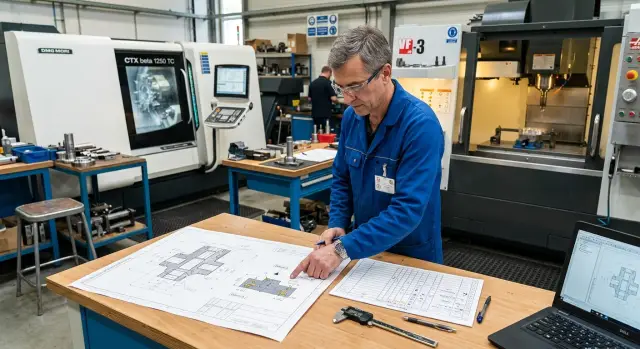
Չափագրի վատ ընթեռնելիությունը: когда остановить расчет
Չափագրի վատ ընթեռնելիությունը հաճախ скрывает пропущенные размеры, допуски и базы. Разберем, когда остановить расчет и запросить правки без спора.
չափագրի վատ ընթեռնելիությունչափագրային սխալներմասնակցության համար ձեռնագրի ուղղում պահանջել

27 ապր, 2025 թ.·8 րոպ
Խորը անցքից հետո ներքին ֆասկայի հանումը առանց շեղման
Խորը անցքից հետո ներքին ֆասկայի հանման համար պետք է կայուն գործիք։ Համեմատում ենք սերիական աշխատանքի տարբերակները, սխալներն ու արագ ստուգումները։
խորը անցքից հետո ներքին ֆասկայի հանումըներքին ֆասկայի գործիքհակադարձ զենկեր

26 ապր, 2025 թ.·8 րոպ
Ստանկի ընդունման փաստաթղթեր. ինչ պահանջել առաջին օրը
Ստանկի ընդունման փաստաթղթերը օգնում են ստուգել լրակազմը և նվազեցնել վեճերը գործարկումից հետո։ Քննարկում ենք սխեմաները, պարամետրերը, մատյանները, սերտիֆիկատները և ծախսվող նյութերը։
ստանկի ընդունման փաստաթղթերCNC ստանկի սխեմաներCNC պարամետրեր գործարկման պահին

25 ապր, 2025 թ.·8 րոպ
Körinterpoláció vagy kiesztergálás a pontos furathoz
Körinterpoláció vagy kiesztergálás: összehasonlítjuk a furat geometriáját, a ciklusidőt és a méretkorrekció kényelmét, hogy könnyebb legyen választani a műhelyben.
körinterpoláció vagy kiesztergáláspontos furat maróközpontonfurat geometriája

25 ապր, 2025 թ.·7 րոպ
Գործիքի փոխումը ըստ վիճակի. որտեղ այն ավելի լավ է, քան հաշվիչը
Գործիքի փոխումը ըստ վիճակի օգնում է ավելի ճշգրիտ ընտրել փոխման պահը. կքննարկենք, որտեղ հաշվիչը հարմար է, իսկ որտեղ ավելի լավ է նայել մաշվածությանը և դետալի չափին.
գործիքի փոխումը ըստ վիճակիգործիքի փոխումը ըստ հաշվիչիկտրող գործիքի մաշվածություն

25 ապր, 2025 թ.·8 րոպ
Օպերատորի հետադարձ կապը CAM-ում՝ առանց վեճերի և ավելորդ բառերի
Օպերատորի հետադարձ կապը CAM-ում աշխատում է, եթե նշման մեջ կա ձայնը, տաշեղի տեսքը, ցիկլի ժամանակը և տրաեկտորիայի ճշգրիտ հատվածը.
Օպերատորի հետադարձ կապը CAM-ումՉՊՈւ օպերատորի դիտարկումներCAM տրաեկտորիա

24 ապր, 2025 թ.·8 րոպ
Պողպատում պազերի ֆրեզերում՝ մեկ ֆրեզա՞, թե երկու անցում
Պողպատում պազերի ֆրեզերացումը միշտ չէ, որ շահավետ է անել մեկ ֆրեզայով։ Պարզաբանում ենք, թե երբ են կոպիտ անցումն ու կալիբրացումը տալիս ավելի մաքուր չափ և կայուն գործընթաց։
պողպատում պազերի ֆրեզերումպազի կոպիտ մշակումֆրեզով պազի կալիբրացում

22 ապր, 2025 թ.·8 րոպ
DNC vagy pendrive a gépnél: mi gyorsabb és biztonságosabb
DNC vagy pendrive a gépnél: megnézzük, hol veszít időt, hogyan nem keveredik a programverzió, és mikor térül meg gyorsan a digitális rend.
DNC vagy pendrive a gépnélCNC programok verziókezeléseprogramátvitel gépre

22 ապր, 2025 թ.·8 րոպ
Թեք ստանինան՝ որոնց մասերի համար ավելի հարմար է
Ցուցադրում ենք՝ թեք ստանինան որոնք մասերի համար ավելի հարմար է. որտեղ մետաղային շերտիկները ազատವಾಗಿ ընկնում են, երբ աճում է կայունությունը և ինչպես պարզեցնել ավտոմատացումը.
թեք ստանինա 哪 մասերի համար ավելի հարմար էմետաղի շերտիկների հեռացում տոկարայի վրակայուն տոկարային մշակում

22 ապր, 2025 թ.·8 րոպ
Գործիքի կոտրման սենսոր՝ ինչու է այն անհրաժեշտ գիշերը
Գործիքի կոտրման սենսորը թույլ է տալիս ժամանակին կանգնեցնել станок‑ը, նվազեցնել գիշերային բրակի ռիսկը և պահել սերիան առանց մշտական վերահսկման։
գործիքի կոտրման սենսորգործիքի վերահսկում CNC մեքենայումգիշերային հերթափոխում բրակի նվազեցում

21 ապր, 2025 թ.·8 րոպ
Műveletközi alakellenőrzés: hogyan mentsük meg időben a szériát
A műveletközi alakellenőrzés segít elcsípni a geometria elcsúszását még a végső ellenőrzés előtt, hogy ne kelljen újraszortírozni az egész tételt, ne menjen el a műszak és ne csússzon a határidő.
műveletközi alakellenőrzésalkatrész geometriaellenőrzésalkatrész mérése a folyamat közben

21 ապր, 2025 թ.·8 րոպ
Keresztezett furatok fúrása elhúzás és szakadt él nélkül
A keresztező furatok fúrása gyakran elhúzást és szakadt élt okoz a házalkatrészeken. Nézzük át az útvonalat, a beállításokat és az egyszerű műhelyi fogásokat.
keresztező furatok fúrásafurattengely elhúzásaszakadt él fúrásnál

21 ապր, 2025 թ.·8 րոպ
Վերտիկալ տոկարային հաստոց — ինչպիսի մասերի համար է այն նպատակահարմար
Ներհանում ենք, երբ վերտիկալ տոկարային հաստոցը հարմար է հորիզոնականին՝ ըստ դետալի ձևի, բեռման, փշուրների ելքի և տեսանելիության։
վերտիկալ տոկարային հաստոցերբ պետք է վերտիկալ հաստոցդետալներ վերտիկալ կոմպոնովկայի համար

21 ապր, 2025 թ.·8 րոպ
Մեծ ֆլանգների բազավորում տոկարի վրա՝ առանց ավելորդ շեղումների
Մեծ ֆլանգների բազավորում տոկարի վրա. ինչպես ընտրել ամրացման սխեման, ստուգել հենակները և կազմակերպել վերահսկումը, որպեսզի ծանր դետալը չստեղծի ավելորդ շեղումներ.
Մեծ ֆլանգների բազավորում տոկարի վրաֆլանգի ամրացման սխեմաֆլանգի շեղումների վերահսկում

20 ապր, 2025 թ.·8 րոպ
Մեծ ելքով դիսկերի և բաբրաների շրջակային մշակումը՝ առանց թրթռման
Մեծ ելքով դիսկերի և բարբանների շրջակային մշակում՝ առանց թրթռման. ինչպես ընտրել օպորան, կարգավորել ռեժիմները, քայլ առ քայլ հեռացնել припуск-ը և պահել չափը մեծ ելքով։
դիսկերի և բարբանների շրջակային մշակում առանց թրթռմանմեծ ելք أثناء կտրումդետալի օպորայի ընտրություն

19 ապր, 2025 թ.·7 րոպ
Բարակ պատերով մասերի ամրացում՝ պատրոն, ցանգա կամ մեղմ կուլաչկներ
Բարակ պատով մասի ամրացումը ազդում է բիքի, օվալության և փոխադրումների ժամանակի վրա. պարզաբանում ենք, երբ ընտրել պատրոն, ցանգա կամ մեղմ կուլաչկներ.
բարակ պատերով մասերի ամրացումպատրոն կամ ցանգամեղմ կուլաչկներ

19 ապր, 2025 թ.·8 րոպ
Մեքենայի հեռակա ախտորոշում — ինչպես նախօրոք պատրաստել արտադրամասը
Հեռակա ախտորոշումը արագ կանցնի, եթե նախօրոք ստուգել ցանցը, մուտքի իրավունքները, սխալների լոգերը և պարզ կարգը հերթափոխի ու սպասարկման համար։
հեռակա ախտորոշում մեքենայիարտադրամասի նախապատրաստում սպասարկման համարմեքենայի մուտք ըստ ցանցի

16 ապր, 2025 թ.·6 րոպ
Կլոր պլաստինաներով կոպիտ ֆրեզան ընդդեմ ճակատայինի
Կլոր պլաստինաներով կոպիտ ֆրեզան ավելի լավ է տանում ձուլման կեղևը, հարվածային մուտքը և թողուկի կտրուկ փոփոխությունները։ Քննարկում ենք, թե որտեղ է այն գերազանցում ճակատայինին։
կոպիտ ֆրեզա կլոր պլաստինաներովճակատային ֆրեզաձուլման կեղև

12 ապր, 2025 թ.·6 րոպ
Տոկարային և հորատման գործողություններ մեկ կարգաբերմամբ. հանգույցներ և ֆլանժեր
Քննարկում ենք, թե երբ են մեկ կարգաբերմամբ կատարվող տոքարային և հորատման գործողությունները կրճատում դետալի երկրորդ հանումը, իսկ երբ ակտիվ գործիքը պարզապես երկարացնում է կարգաբերման ժամանակը։
տոկարային և հորատման գործողություններ մեկ կարգաբերմամբակտիվ գործիք տոքարային հաստոցի վրահանգույցների և ֆլանժերի մշակում

10 ապր, 2025 թ.·8 րոպ
Պատրաստի դետալից մինչև առաքում․ որտեղ են կորում ժամերը
Պատրաստի դետալից մինչև առաքում ընկած ժամանակը կարելի է կրճատել, եթե հեռացվեն լվացման, մակնշման, փաթեթավորման և վերջնական ստուգման ուշացումները։
պատրաստի դետալից մինչև առաքում ընկած ժամանակըդետալների լվացում և մակնշումդետալների փաթեթավորում մինչև առաքում

10 ապր, 2025 թ.·8 րոպ
Մաշվածության ուղղումներ. ով և երբ կարող է դրանք փոխել հաստոցի վրա
Մաշվածության ուղղումները պետք չէ վստահել բոլորին։ Եկեք պարզ կանոնով պարզենք մուտքի իրավունքները տեխնոլոգի, կարգավորողի և օպերատորի համար՝ առանց հերթափոխի վեճերի։
մաշվածության ուղղումներմուտք դեպի ՉՊՈւ ուղղումներտեխնոլոգի, կարգավորողի և օպերատորի դերերը

09 ապր, 2025 թ.·7 րոպ
Տեղական սպասարկո՞ւմ, թե՞ ինժեների այց. ինչպես ընտրել
Տեղական սպասարկո՞ւմ, թե՞ ինժեների այց. պարզեք, թե ինչն է ավելի արագ, երբ է պետք խորքային վերանորոգում, ինչպես պահպանել երաշխիքը և ինչ ստուգել մինչև կանչը.
Տեղական սպասարկում կամ ինժեների այցՉՊՈւ հաստոցների վերանորոգումհաստոցի սպասարկման երաշխիք

08 ապր, 2025 թ.·8 րոպ
Բարակ կոշտացուցիչ կողերի ֆրեզավորում՝ առանց պատի ծռման
Բարակ կոշտացուցիչ կողերի ֆրեզավորումը պահանջում է ճիշտ անցումների հերթականություն։ Քննարկում ենք, թե ինչպես պահել հենարանը մինչև վերջ, նվազեցնել պատի ծռումը և հաջողությամբ անցնել ֆինիշային մշակմանը։
բարակ կոշտացուցիչ կողերի ֆրեզավորումնյութի հանման հերթականությունբարակ պատ ֆրեզավորման ժամանակ

06 ապր, 2025 թ.·8 րոպ
Wiper պլաստինա ֆինիշային շրջման համար — երբ այն օգնում է
Wiper պլաստինան ֆինիշային շրջման ժամանակ չի օգնում միշտ։ Աշխատեք հասկանալ, ինչպես այն ազդում է подачи‑ի, մակերեսի шероховатость‑ի և վիբրացիայի վրա սերիաների դեպքում։
Wiper պլաստինա ֆինիշային շրջմանֆինիշային շրջումմակերեսային шероховатость

04 ապր, 2025 թ.·8 րոպ
Մեքենայի կոշտությունը մինչև գնումը՝ ինչ քննարկել մատակարարի հետ
Գնումից առաջ կարևոր է ստուգել մեքենայի կոշտությունը։ Ի՞նչ թեստային դետալներ, инструментի вылет, նյութ և ռեժիմներ անհրաժեշտ է համաձայնեցնել մատակարարի հետ։
մեքենայի կոշտությունստուգում մեքենան մինչև գնումըթեստ դետալ станկի համար

02 ապր, 2025 թ.·8 րոպ
Indexáló tokmány a maróközpontban 4. tengely helyett
Az indexáló tokmány a maróközpontban segít elindulni 4. tengely nélkül. Megnézzük a megoldás árát, pontosságát, rugalmasságát és határait.
indexáló tokmány a maróközpontban4. tengely a marógéphezindexáló befogás

30 մրտ, 2025 թ.·8 րոպ
Գործիքի ուղղումների աղյուսակ՝ առանց խառնաշփոթի արտադրամասում
Գործիքի ուղղումների աղյուսակը օգնում է մեկ ձևով պահել երկարությունը, ռադիուսը և մաշվածությունը։ Քննարկում ենք ձևաչափը, դաշտերը, գրանցման կանոնները և արագ ստուգումը։
գործիքի ուղղումների աղյուսակուղղումներ ըստ երկարության և ռադիուսիգործիքի մաշվածության հաշվառում

30 մրտ, 2025 թ.·6 րոպ
Կանգառը պատրոնում, թե ծրագրային բազա՝ ինչպես պահել երկարությունը
Կանգառը պատրոնում, թե ծրագրային բազա՝ որտեղից է գալիս երկարության ցրումը, ինչ սխեմա ընտրել խիստ հանդուրժողականության դեպքում և ինչ ստուգել մինչև մեկնարկը։
կանգառը պատրոնում, թե ծրագրային բազադետալի երկարության ցրումբազավորում CNC խառատային հաստոցում

29 մրտ, 2025 թ.·8 րոպ
Արտադրամասի ծախսվող նյութերի պահեստ՝ նվազագույնը առանց կտրող գործիքի
Արտադրամասի ծախսվող նյութերի պահեստը օգնում է չկանգնեցնել հաստոցները. կներկայացնենք նվազագույնը ֆիլտրերի, ռեմենների, սենսորների, քսանյութի և մանր հանգույցների համար։
արտադրամասի ծախսվող նյութերի պահեստՉՊՈւ հաստոցների ֆիլտրերհաստոցի ռեմեններ և սենսորներ

27 մրտ, 2025 թ.·8 րոպ
Հաստոց առանցքների ընթացքի պաշարով՝ երբ է պետք, իսկ երբ՝ ոչ
Վերլուծում ենք, թե երբ է առանցքների ընթացքի պաշարով հաստոցը օգնում ապագա դետալների համար, իսկ երբ միայն բարձրացնում է գինը, զանգվածը և տեղադրման պահանջները։
հաստոց առանցքների ընթացքի պաշարովհաստոցի առանցքների ընթացքինչպես ընտրել CNC հաստոց

25 մրտ, 2025 թ.·8 րոպ
Խորը հորատում կենտրոնում՝ երբ ավարտվում է սովորական ցիկլը
Խորը հորատումը կենտրոնում հաճախ հանգեցնում է չիպերի կուտակման, գործիքի տաքացման եւ չափերի անկայունության. վերլուծում ենք նշանները, ստանդարտ սխեմայի սահմանները եւ ինչ պետք է ստուգել.
խորը հորատում կենտրոնումչիպերի խափանումը հորատման ժամանակստանդարտ սվերլի սահմաններ
25 մրտ, 2025 թ.·7 րոպ
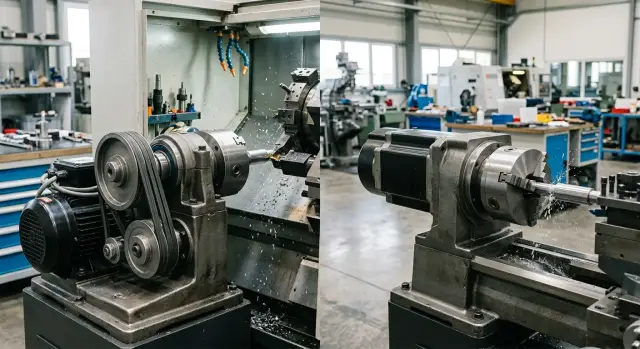
Ռեմենային թե ուղիղ շպինդելի վարում՝ ինչպես ընտրել ըստ առաջադրության
Շպինդելի ռեմենային կամ ուղիղ վարումը ազդում է արագությունների, մոմենտի, աղմուկի և սպասարկման վրա։ Բացատրենք տարբերությունը պարզ բառերով և կներկայացնենք արագ ընտրության չեկլիստ։
ռեմենային կամ ուղիղ շպինդելի վարումշպինդելի բարձր արագություններծանր հանման աշխատանքներ
21 մրտ, 2025 թ.·8 րոպ
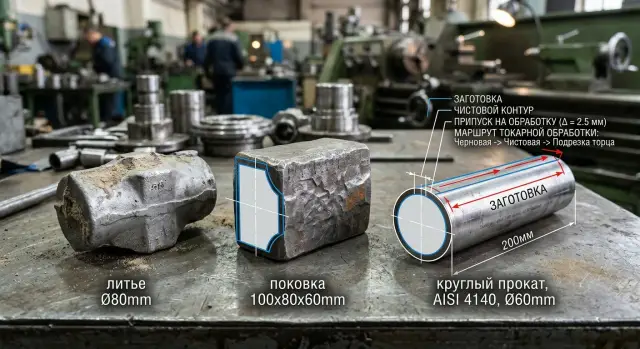
Լցում, պոկովկա կամ պրոկատ՝ ինչ ընտրել սերիական մասի համար
Լցում, պոկովկա կամ պրոկատ՝ սերիական մասի ընտրությունը ազդում է припуск-ների, չափերի կայունության և օպերացիաների թվի վրա. պարզենք, որտեղ եք կորցնում ժամանակն ու մետաղը։
լցում, պոկովկա կամ պրոկատ սերիայի համարմշակման припуск (մնացորդ)ձևի և չափերի կայունություն հումքում

20 մրտ, 2025 թ.·8 րոպ
Երբ փոխել յուղը պատրոնի հիդրավլիկ կայանում
Բացահայտում ենք, թե երբ փոխել յուղը պատրոնի հիդրավլիկ կայանում՝ ինչ կասեն գույնը, հոտը, փրփուրը, պոմպի աղմուկը և սեղմման վարքը՝ մինչև խափանումը։
երբ փոխել յուղը պատրոնի հիդրավլիկ կայանումհին հիդրավլիկ յուղի նշաններպատրոնի սեղմումը աշխատում է ցնցումներով

19 մրտ, 2025 թ.·8 րոպ
Գործիքների խանութին քանի դիրք է պետք՝ առանց ավելորդ պաշարի
Գործիքների խանութին քանի դիրք է պետք՝ երբ վաճառում եք դրիլներ, ֆրեզեր, ներդիրներ և օժանդակ սարքավորումներ։ Ցույց ենք տալիս պարզ հաշվարկ՝ առանց ավելորդ խցերի։
քանի դիրք է պետք գործիքների խանութինգործիքների նոմենկլատուրագործիքային պաշար

19 մրտ, 2025 թ.·8 րոպ
Էլեկտրամատակարարում ՉՊՈւ станկի համար — ինչ ստուգել մինչև տեղադրում
ՉՊՈւ станկի էլեկտրամատակարարումը կարևոր է ստուգել մինչև տեղադրումը. ֆազեր, լարման անկումներ, հողի տեղադրում, պաշտպանություն և ռիսկեր, որոնք ազդում են приводների, ЧПУ‑ի և датчиков աշխատանքի վրա։
ՉՊՈւ սարքի էլեկտրամատակարարումՉՊՈւ լարման անկումներֆազեր ЧПУ սարքի համար

18 մրտ, 2025 թ.·8 րոպ
CAM-ում տիպային գործողությունների գրադարան՝ սերիական участка համար
CAM-ում տիպային գործողությունների գրադարանը օգնում է սերիական հատվածին արագացնել պատրաստումը, չեզոքացնել տարբերությունները մուտքերում, ելքներում և թելերում։
CAM-ի տիպային գործողությունների գրադարանCAM ստանդարտներ արտադրության համարսերիական CNC հատված

18 մրտ, 2025 թ.·7 րոպ
Թվային նալադկայի քարտերը և նալադչի հիշողությունը: ինչը ավելի ճշգրիտ
Ներկայացնենք, en ով կերպ հիշողությամբ աշխատանքը տարբերվում է էկրանային ստանդարտներից, որտեղ առաջանում է տարբերությունը հերթերի միջև և ինչպես թվային նալադկա քարտերը օգնում են այն նվազեցնել։
թվային նալադկա քարտերէկրանային նորմաներ նալադկայիտարբերություն հերթերի միջև

16 մրտ, 2025 թ.·7 րոպ
Բարակ ֆլանժով բրոնզե բուշինգների մշակում՝ առանց շեղման
Երբ պետք է մշակել բարակ ֆլանժով բրոնզե բուշինգներ, կարևոր է երկու գործողության ընթացքում պահել ֆլանժն ու բուշինգը առանց ավելորդ շեղման։
բարակ ֆլանժով բրոնզե բուշինգների մշակումբարակ պատերով բուշինգի սեղմումերկու գործողության մշակման պաշար

16 մրտ, 2025 թ.·8 րոպ
Նոր հարմարանքի փորձարկում սերիայից առաջ. 5 չափում առանց անակնկալների
Սերիայից առաջ նոր հարմարանքի թեստը օգնում է խմբաքանակի մեկնարկից առաջ գտնել շեղումը, շեղումը կողմը տանելն, ծանրաբեռնվածության անկումը և թույլ ամրացումը՝ առանց երկար փորձնական անցումների։
սերիայից առաջ նոր հարմարանքի փորձարկումհարմարանքի 5 չափումպատրոնի ստուգում մինչև մեկնարկը

14 մրտ, 2025 թ.·7 րոպ
CNC ծրագրերի պահպանում՝ անուններ, տարբերակներ և պահուստային պատճեններ
CNC ծրագրերը պահեք առանց խառնաշփոթի․ պարզ անունների, տարբերակների ու պատճենների սխեմա, որպեսզի հերթափոխերը հանգիստ աշխատեն նույնիսկ տեխնոլոգի արձակուրդի ու գիշերային հերթափոխի ժամանակ։
CNC ծրագրերի պահպանումհաստոցային ծրագրերի տարբերակներCNC պահուստային պատճեններ

13 մրտ, 2025 թ.·8 րոպ
Ինչպես ընտրել աշխատատեղի մետաղի փշուրների հեռացման համակարգը առանց սխալների
Պարզ և գործնական ուղեցույց՝ ինչպես ճիշտ ընտրել աշխատավայրի մետաղի փշուրների հեռացման համակարգը՝ ըստ նյութի, փշուրի ձևի, հոսքի ծավալների, СОЖ‑ի և տրանսպորտյորի տեսակի՝ առանց ավելորդ տեսաբանության։
ինչպես ընտրել փշուրների հեռացման համակարգըտրանսպորտյոր փշուրներիսլիվային փշուր

13 մրտ, 2025 թ.·6 րոպ
Բժշկական բաղադրիչների արտադրություն՝ մաքրություն և հետեւելիություն
Բժշկական մասերի արտադրությունը պահանջում է պետական կարգ ու գրառումներ, սերտ մաքուր բաժիններ, փակ լոտներ և միջօպերացիոն վերահսկողություն. պարզենք, որտե՞ղ են մեծանում ռիսկերը.
բժշկական բաղադրիչների արտադրությունմետաղամշակման մաքրությունլոտի հետեւելիություն

11 մրտ, 2025 թ.·8 րոպ
Մեքենայի վերադարձի ժամկետը: ինչպես հաշվարկել իրական ծախսերը
Ցույց ենք տալիս, թե ինչպես հաշվարկել սարքի окупаемость առանց գեղեցիկ խոստումների՝ հաշվի առնելով գործիքավորումը, գործիքը, սերվիսը, կարգավորումը, բրակը և ստանալ իրական թիվը։
մեքենայի վերադարձի ժամկետCNC-ի окупայմօսությունի հաշվարկտոկառի սարքի ծախսեր

10 մրտ, 2025 թ.·8 րոպ
HSK կամ BT մշակող կենտրոնի համար՝ ինչ ընտրել
HSK կամ BT մշակող կենտրոնի համար՝ պարզ համեմատություն կարծրության, արագությունների, оправk-երի արժեքի և սերվիսի հարմարության տեսանկյունից՝ գործարանին և գնումներին։
HSK կամ BT մշակող կենտրոնի համարHSK և BT համեմատությունHSK ինտերֆեյս

09 մրտ, 2025 թ.·8 րոպ
Չստանդարտ օժանդակ սարքավորումները՝ երբ դրանք էժան են, քան արտադրամասի կորուստները
Ոչ ստանդարտ օժանդակ սարքավորումը արդարացված է, երբ հաճախակի վերանալадки, բրակ և ձեռքի պադկանդներ ուտում են ժամանակը, ճշգրտությունը և շահույթը։
չստանդարտ օժանդակ սարքավորումներհատուկ օժանդակ սարքավորումներ CNC-ի համարմեքենայի վերանայման

07 մրտ, 2025 թ.·8 րոպ
Մեքենայի կանգառների մետրիկաներ: ֆաբրիկայում նվազագույնը ինչ պետք է հաշվարկել
Մեքենայի կանգառների մետրիկաները ցույց են տալիս, թե որտեղ է կորում հերթափոխը. վերլուծենք ցիկլը, կանգառները, խափանումները և վերադասավորումը առանց բարդ հաշվառման համակարգի։
մեքենայի կանգառների մետրիկաներCNC ցիկլի ժամանակվերադասավորում հաշվառում

07 մրտ, 2025 թ.·8 րոպ
Փոքր բժշկական դետալների համար նախատեսված հաստոցը. կայունությունն է կարևոր
Լավ հաստոցը փոքր բժշկական դետալների համար ընտրում են ոչ թե հզորությամբ, այլ ջերմակայունությամբ, կտրման գոտու մաքրությամբ և կրկնելիությամբ։
փոքր բժշկական դետալների հաստոցհաստոցի ջերմակայունությունկտրման գոտու մաքրություն

06 մրտ, 2025 թ.·8 րոպ
Մեկ տարվա արտադրամասի արդիականացում. ինչ փոխել փոքր բյուջեով
Մեկ տարվա արտադրամասի արդիականացումը պահանջում է պարզ պլան՝ գտեք նեղ տեղը և համեմատեք հաստոցը, հարմարանքը, չափումը և սպասարկումը՝ ըստ վերադարձի ժամկետի։
մեկ տարվա արտադրամասի արդիականացումնոր հաստոց, թե հարմարանքչափում արտադրությունում

05 մրտ, 2025 թ.·8 րոպ
Մեկ ռևոլվեր թե երկու. ինչպես փոխվում են выпуск-ն ու наладка-ն
Մեկ ռևոլվեր կամ երկու՝ բացատրում ենք, թե ինչպես երկրորդ ռևոլվերը ազդում է խմբաքանակի выпуск-ի, գործողությունների բալանսի, կանգառների և наладка-ի ժամանակի վրա CNC տոկարային մեքենայում։
մեկ ռևոլվեր կամ երկուտոկարային CNC մեքենա երկու ռևոլվերովխմբաքանակի выпуск տոկարային մեքենայում

05 մրտ, 2025 թ.·7 րոպ
Հաստոցի տեղափոխությունը արտադրամասի ներսում՝ առանց երկրաչափությունը կորցնելու
Հաստոցի տեղափոխությունը արտադրամասի ներսում պահանջում է հստակ պլան. բացատրում ենք ապամոնտաժումը, տեղափոխությունը, հավասարեցումը, փորձնական դետալը և ստուգումները, որոնք բացահայտում են թեքումը.
հաստոցի տեղափոխություն արտադրամասի ներսումհաստոցի հավասարեցում տեղափոխությունից հետոհաստոցի ապամոնտաժում և տեղափոխում

03 մրտ, 2025 թ.·8 րոպ
Վերջնական մակերեսի գծեր՝ որտեղից են դրանք առաջանում
Վերջնական մակերեսի գծերը հաճախ ցույց են տալիս պտտման շեղում (runout), վիբրացիա, ստռուժկայի կպում կամ սխալ подачи։ Ստանալու ենք նշանները և ստուգման հաջորդականությունը։
վերջնական մակերեսի գծերտոկման ընթացքում շրջանային շեղումտոկարային մեքենայի վիբրացիա

03 մրտ, 2025 թ.·8 րոպ
Դրական առաջային անկյունը՝ ջերմակայուն պողպատի փոքր հեռացման դեպքում
Վերլուծում ենք, թե երբ դրական առաջային անկյունը նվազեցնում է ջերմությունը ջերմակայուն պողպատի փոքր հեռացման դեպքում և ինչպես ընտրել երկրաչափությունը առանց հաստոցը գերբեռնելու։
դրական առաջային անկյունջերմակայուն պողպատի մշակումմշակման փոքր պաշար

27 փտվ, 2025 թ.·8 րոպ
Ցեխային և գրասենյակային CNC ծրագրավորում՝ երբ ինչ ընտրել
Արտադրամասային և գրասենյակային CNC ծրագրավորումը տարբեր խնդիրների համար է. քննարկում ենք հետադարձ կապի արագությունը, տվյալների կարգը և առաջին մեկնարկի որակը։
ցեխային և գրասենյակային CNC ծրագրավորումCNC ծրագրավորում դրսում արտադրամասիցCNC մեքենայի մեկնարկ

26 փտվ, 2025 թ.·8 րոպ
Մետաղական ձող մետաղի մշակման համար — ինչու խմբաքանակը տալիս է տատանումներ
Վերլուծում ենք, թե ինչու մետաղական ձողը մետաղի մշակման ժամանակ տալիս է տարբեր ծանրաբեռնվածություն և հանութների տատանում խմբաքանակի մեջ, և ինչպես արագ ստուգել կոշտությունը, ուղիղությունը և քիմիական կազմը։
մետաղական ձողձող կոշտությունձողի ուղիղություն

23 փտվ, 2025 թ.·8 րոպ
Գործիքների պահարան մեքենայի մոտ՝ առանց խառնաշփոթի և որոնումների
Մեքենայի մոտ պահարանը պետք է խնայի ժամանակը՝ ոչ թե ծախսի այն. պարզապես схема՝ 어떻게 պահել գործիքակիրները, պլաստինները և չափիչները առանց խառնաշփոթի.
գործիքների պահարան մեքենայի մոտգործիքակիրների պահպանումպլաստինների կազմակերպում

22 փտվ, 2025 թ.·8 րոպ
Սպասարկման ծառայության հետադարձ կապը որպես արտադրամասի բարելավումների գործիք
Սպասարկման ծառայության հետադարձ կապը օգնում է հասկանալ խափանումների պատճառները, գտնել արտադրամասի թույլ կողմերը և նվազեցնել կրկնվող կանգառների թիվը։
սպասարկման ծառայության հետադարձ կապհաստոցների կրկնվող խափանումներտվյալներ սպասարկման դիմումներից

21 փտվ, 2025 թ.·8 րոպ
Гիշеранйын CNC մեքենայի գիշերային աշխատանքը՝ առանց ավելորդ ռիսկի
Գիշերային CNC աշխատանքը պահանջում է կարգուկանոն. ստուգեք ցիկլի կայունությունը, инструментի износ-ը, датчик-ները և аварийная остановка-ի արձագանքման պլանը։
գիշերային աշխատանք CNCCNC գործիքի վերահսկումаварийная остановка станка

20 փտվ, 2025 թ.·8 րոպ
ՍՈՋ-ի մատակարարում գործիքի միջով՝ երբ դա իրականում վերադարձնում է ներդրումը
ՍՈՋ‑ի մատակարարումը գործիքի միջոցով բոլոր դեպքերում շահավետ չէ։ Վերլուծում ենք, ինչպես ճնշումը, ծախսը և կանալի խորությունը ազդում են ցիկլի վրա, ստружka‑ի մաքրմամբ և գործիքի դիմացկունությամբ։
ՍՈՋ մատակարարում գործիքի միջոցովՍՈՋ ճնշումՍՈՋ ծախս

20 փտվ, 2025 թ.·8 րոպ
Պոկովկաների ընդունման վերահսկում մինչև տոկարային մշակումը
Ընդունման ստուգում поковկաների նախքան токарная մշակում. Ինչ չափեր և թերություններ պետք է բացառել մինչ առաջին տեղադրումը՝ որպեսզի չվնասվի գործիքը և չգցվի ժամերը։
ընդունման ստուգում поковкներ նախքան токարная մշակումпоковкների թերություններ նախքան մշակումпоковкների չափերի վերահսկում

19 փտվ, 2025 թ.·8 րոպ
90 աստիճանով շրջել դետալը կորպուսների համար՝ առանց նոր օսնաստկայի
Քննարկում ենք, թե երբ է կորպուսի 90 աստիճանով շրջումը բազային պրիզմաներով պահում բազան, նվազեցնում վերակարգավորումը և հեշտացնում մշակման երթուղին։
դետալի 90 աստիճանով շրջումբազային պրիզմաներկորպուսների մշակում

19 փտվ, 2025 թ.·8 րոպ
Մեծ ֆլանջերի բարձրացում և ճնշում՝ առանց հիմքի վնասման
Մեծ ֆլանջերի բարձրացում և ճնշում՝ ինչպես ընտրել ստրոփերի կետերը, դասավորել հենակները և խուսափել քերծվածքներից, թեքումից և հետքերի դուրս գալուց մինչև առաջին տեղադրումը.
մեծ ֆլանջների բարձրացում և ճնշումֆլանջի ստրոփական կետերֆլանջի հենակների սխեմա

19 փտվ, 2025 թ.·8 րոպ
Բուրրով անցքերի չափումը. ինչու են չափումները տարբերվում
Բուրրով անցքերի չափումը հաճախ վիճահարույց արդյունք է տալիս. ներմաչափը ցույց է տալիս մեկ չափ, կալիբրը՝ այլ։ Քննարկում ենք պատճառը և ստուգման կարգը։
բուրրով անցքերի չափումներմաչափ և կալիբրբուրր անցքի վրա

19 փտվ, 2025 թ.·8 րոպ
Դետալի վերահսկում լվացումից հետո. ինչու են չափումները տարբերվում
Լվացումից հետո դետալի վերահսկումը հաճախ այլ արդյունք է տալիս, քան լվացումից առաջ ստուգումը։ Բացատրում ենք, թե ինչպես են յուղը, ջերմաստիճանը և բուռնքը փոխում ОТК-ի եզրակացությունները։
դետալի վերահսկում լվացումից հետոդետալի չափում լվացումից առաջОТԿ-ի սխալ տարբերություններ

18 փտվ, 2025 թ.·8 րոպ
Új alkatrész indító mappa: mit érdemes egy helyre összegyűjteni
Az új alkatrész indító mappa segít egy helyre gyűjteni a rajzot, a NC-programot, a beállítási lapot, az ellenőrzési tervet és a bázisfotókat, hogy ne legyen zavar és állásidő.
új alkatrész indító mappaalkatrészindításhoz szükséges dokumentumokCNC beállítási lap

18 փտվ, 2025 թ.·8 րոպ
Խաչաձև ալիքների հորատում. ինչպես վերացնել շեղումն ու բուռը
Խաչաձև ալիքների հորատումը պահանջում է գործողությունների ճիշտ հերթականություն, դետալի հենում և սևեռակի մաքուր ելք։ Կքննարկենք հնարքներ՝ առանց շեղման ու կոպիտ եզրի։
խաչաձև ալիքների հորատումսևեռակի շեղումելքի բուռ

16 փտվ, 2025 թ.·7 րոպ
Ինչպես ընտրել CNC տոկարային մեքենա՝ ձեր մասերի համար
Պարզենք, թե ինչպես ընտրել CNC տոկարային մեքենա. կապենք տրամագիծը, երկարությունը, նյութը և անցքման ծավալը մեքենայի տեսակի, շպինդելի և կցորդների հետ.
ինչպես ընտրել CNC տոկարային մեքենատոկարի ընտրություն ըստ մասիհումքի տրամագիծ և երկարություն

15 փտվ, 2025 թ.·8 րոպ
Հաստոցի ընդունման փորձնական դետալներ. ինչ վերցնել ձեզ հետ
Հաստոցի ընդունման փորձնական դետալները օգնում են ստուգել ոչ միայն անձնագիրը, այլ նաև իրական երկրաչափությունը, բեռը, սարքավորումը և աշխատանքի հարմարավետությունը.
հաստոցի ընդունման փորձնական դետալներհաստոցի ընդունում գործարանումհաստոցի ընդունում տեղում

14 փտվ, 2025 թ.·8 րոպ
Ինստրումենտների վարպետը՝ երբ արտադրամասին արդեն հենց նա է պետք
Եթե կարգավորումը ձգձգվում է, գործիքը կորում է, իսկ ծառայության տևողությունը տատանվում է, ինստրումենտների վարպետը հաճախ խնդիրը լուծում է ավելի ճիշտ՝ քան նոր օպերատորը։
ինստրումենտների վարպետկարգավորման ժամանակի կրճատումկտրող ինստրումենտների հաշվառում

13 փտվ, 2025 թ.·7 րոպ
Նակատկան, ֆասկան և մակնշումը մեկ ցիկլում. երբ է դա շահավետ
Վերլուծում ենք, թե երբ նակատկան, ֆասկան և մակնշումը մեկ ցիկլում իրականում կրճատում են ժամանակը, իսկ երբ ավելացնում են բարդ կարգաբերում և բրակի ռիսկ։
մեկ ցիկլում նակատկա, ֆասկա և մակնշումտոքարային գործողությունների համակցումկարգաբերման ժամանակի կրճատում

10 փտվ, 2025 թ.·8 րոպ
Պլաստիկ պողպատների կտրումը առանց երկար շարունակական թեփի
Պլաստիկ պողպատների կտրումը հաճախ տալիս է երկար շարունակական թեփ։ Քննարկենք, թե ինչպես են թեփջարդիչը, խորությունը և գագաթի շառավիղը օգնում տարբեր խմբաքանակների դեպքում։
պլաստիկ պողպատների կտրումերկար շարունակական թեփթեփջարդիչ

10 փտվ, 2025 թ.·8 րոպ
Ձեթային մառախուղ հատվածում՝ երբ անհրաժեշտ է առանձին արտանետիչ
Ձեթային մառախուղը участка-ում միշտ չէ, որ հավաքվում է ընդհանուր վենտիլյացիայով. պարզենք, երբ այս խնդիրը վտանգավոր է մարդկանց, ЧПУ шкаֆթերի, սենսորների և դետալների մաքրության համար։
ձեթային մառախուղ участка-ումստանդարտից առանձին արտանետիչ станկի համարքածխոցային վենտիլյացիա

07 փտվ, 2025 թ.·8 րոպ
Երկրորդ բռնակների հավաքածու. երբ այն իսկապես պետք է
Երկրորդ հավաքածու բռնակների օգնում է նվազեցնել վերադասավորման դադարները, պահել չափը կայուն և չհարցնել ժամանակը հաճախակի սարքավորման փոխարինման վրա։
երկրորդ բռնակների հավաքածուհաստոցի վերադասավորումկրկնման կայունություն

07 փտվ, 2025 թ.·8 րոպ
Սեղանից հանելուց հետո հարմարանքի կրկնելիության ստուգում
Սեղանից հանելուց հետո հարմարանքի կրկնելիության ստուգում․ ինչպես կատարել թեստը մեկ դետալով և երեք տեղադրմամբ՝ առանց ավելորդ չափումների։
սեղանից հանելուց հետո հարմարանքի կրկնելիության ստուգումհաստոցի սեղանի վերադարձելիություներեք տեղադրմամբ թեստ

06 փտվ, 2025 թ.·6 րոպ
Ինչու՞ CNC սիմուլյացիան չի փրկում արտադրամասում կանգառներից
Բացատրում ենք, թե ինչու CNC սիմուլյացիան կարող է անցնել առանց սխալների, իսկ մեքենայում հայտնվել կանգառներ, ահազանգեր ու ցիկլի խափանումներ՝ պոստպրոցեսորի, օսնաստկայի եւ նոլերի պատճառով.
CNC սիմուլյացիաCNC պոստպրոցեսորդետալի զրոներ

05 փտվ, 2025 թ.·8 րոպ
Խորը հորատո՞ւմ, թե սովորական կենտրոն՝ խորության սահմանը
Խորը հորատում, թե սովորական կենտրոն․ պարզում ենք, թե ինչպես են խորությունը, հանդուրժողականությունը, ուղիղությունը, ցիկլի ժամանակը և հատվածի սարքավորումը ազդում ընտրության վրա։
խորը հորատում, թե սովորական կենտրոնխորքային անցքերի հորատումանցքի ուղիղություն

05 փտվ, 2025 թ.·8 րոպ
Չափման սոնդը մեքենայում՝ երբ այն անհրաժեշտ է և երբ՝ ոչ
Չափման սոնդը մեքենայի վրա միշտ պետքավոր չէ. պարզենք, որտեղ այն հանում է ժամանակ, տալիս կայուն չափ և արդարացնում ներդրումները։
չափման սոնդ մեքենայումձեռնային մասերի վերահսկումչափում մեքենայում

05 փտվ, 2025 թ.·8 րոպ
ՉՊՈւ հաստոցների վերանախաղացում փոքր խմբերով՝ առանց շփոթության
ՉՊՈւ հաստոցների վերանախաձեռնությունը փոքր պարտիաների դեպքում ընթանում է ավելի հանգիստ, եթե կազմել ընդհանուր գործիքների բազա, քարտեր կարգավորման համար և պարզ պատվերի հերթականություն։
ЧПУ հաստոցների վերաներդումփոքր խմբերկարգավորման քարտեր

05 փտվ, 2025 թ.·8 րոպ
Վակուումային սեղմակ ալյումինե թիթեղների համար. երբ է տեղին
Վերլուծում ենք, թե երբ է վակուումային սեղմակը ալյումինե թիթեղների համար պահում դետալը կայուն, և երբ մեխանիկական սեղմակներն ապահովում են ավելի բարձր կոշտություն ու ավելի քիչ թրթռում.
ալյումինե թիթեղների համար վակուումային սեղմակմեխանիկական սեղմակներամրացման կոշտություն

04 փտվ, 2025 թ.·8 րոպ
Պահեստամասեր տոկարային բաժանմունքի՝ առանց ավելորդ ծախսերի
Անալիզируем, որոնք պահեստամասերը պետք է պահել տոկարային участка-ի պահեստում, որպեսզի չկորցնեք հերթերը անսարքությունների և երկար մատակարարման պատճառով։
պահեստամասեր տոկարային բաժանմունքիսպառվող մասեր CNC մեքենաների համարպահեստամասերի պահեստ տոկարային սարքավորումների համար

03 փտվ, 2025 թ.·8 րոպ
Պոչային բաբկայի պինոլի ընթացքը՝ երբ այն բավարար է լիսեռների համար
Պոչային բաբկայի պինոլի ընթացքը ազդում է տեղափոխումների քանակի, ցիկլի ժամանակի և թերության ռիսկի վրա երկար լիսեռների մշակման ժամանակ։ Կքննարկենք պարզ դեպքերն ու հաշվարկները։
պոչային բաբկայի պինոլի ընթացքերկար լիսեռներ խառատային հաստոցի վրաCNC պոչային բաբկա
02 փտվ, 2025 թ.·8 րոպ
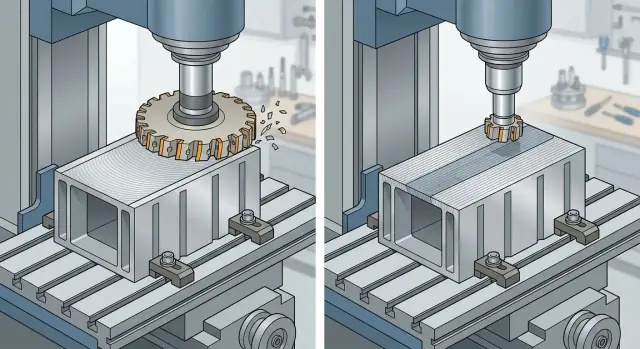
Լայն ծայրային ֆրեզա, թե նեղ անցումներ՝ որն է ավելի հարթ տալիս
Վերլուծում ենք, թե երբ լայն ծայրային ֆրեզան կամ նեղ անցումները տալիս են ավելի հարթ մակերես տուփաձև դետալների վրա և ինչպես է անցումների ծածկումը փոխում արդյունքը։
լայն ծայրային ֆրեզա կամ նեղ անցումներտուփաձև դետալների հարթությունանցումների ծածկում ֆրեզավորման ժամանակ

02 փտվ, 2025 թ.·7 րոպ
Կանգնեցնող օղակի համար ակոսի մշակումն առանց թերությունների
Կանգնեցնող օղակի համար ակոսի մշակումը պահանջում է կտրիչի ճշգրիտ լայնություն, շառավղի վերահսկում և ճիշտ ավարտային անցում, հակառակ դեպքում նեղ ակոսը կարող է փչացնել ամբողջ շարքը։
կանգնեցնող օղակի համար ակոսի մշակումնեղ ակոս խառատահաստոցի վրաակոսային կտրիչի լայնություն

31 հնվ, 2025 թ.·8 րոպ
Չեկ-լիստ՝ участка-ի ռոբոտացման պատրաստության համար
Չեկ-լիստը կօգնի հասկանալ, երբ ռոբոտն իր արդյունքը կտա, և երբ участок-ը դեռ պետք է հարթեցնել ցիկլի, մատակարարման և բուֆերի առումով։
չեկ-լիստ հատվածի ռոբոտացման պատրաստությանկայուն ցիկլ սարքիզարկի/թվային մատակարարում հումքի

28 հնվ, 2025 թ.·8 րոպ
Չակերի, ծնոտների և մանդրելների պահպանումը՝ առանց ավելորդ որոնումների
Չակերի, ծնոտների և մանդրելների պահեստավորումը պարզ սխեմայով նվազեցնում է որոնումը հերթափոխի ընթացքում։ Քննարկում ենք մակնշումը, հաշվառումը և հարմարանքի տեղադրումը արտադրամասում։
չակերի, ծնոտների և մանդրելների պահպանումհաստոցային հարմարանքների մակնշումհարմարանքների հաշվառում արտադրամասում

28 հնվ, 2025 թ.·8 րոպ
Ձմեռային սարքավորման առաքում Կազախստան՝ ինչ ստուգել
Ձմեռային սարքավորումների առաքումը Կազախստան պահանջում է ստուգել փաթեթավորումը, разгрузку-ն, պահպանումը և անվտանգ աշխատանքի մուտքը սառնությունից հետո։
ձմեռային առաքում Կազախստանսարքի փաթեթավորում տեղափոխման համարսառնամանիքում սարքի բացման գործընթաց

27 հնվ, 2025 թ.·7 րոպ
Երկրորդ տեղադրմամբ առանցքի համընկնումը — ինչպես չկորցնել բազան
Аզդեցություն երկրորդ տեղադրմամբ առանցքի համընկնման վրա՝ ճիշտ հերթականությունը, օժանդակ մակերեսները և պարզ ստուգումները, ինչպես նվազեցնել սխալի կուտակումը վալերի և կորպուսների վրա.
երրորդ տեղադրմանից հետո համընկնումըվալերի և կորպուսների բազավորումօպերացիաների միջև անցումներ

26 հնվ, 2025 թ.·8 րոպ
Բազմաֆունկցիոնալ հաստոցներից դեպի CNC անցում՝ առանց պատվերների խափանումների
Բազմաֆունկցիոնալ հաստոցներից CNC‑ին անցումը առանց պատվերների խափանման պահանջում է աստիճանական պլան. ընտրեք առաջին օպերացիաները, պատրաստեք հերթափոխը և պահպանեք արտադրությունը.
փոխանցում բազմաֆունկցիոնալ հաստոցներից CNC‑իCNC ներդրումօպերատորների ուսուցում CNC‑ի համար

26 հնվ, 2025 թ.·8 րոպ
Դետալի երթուղին տոկարային և ֆրեզերային բաժինների միջև
Դետալի երթուղի տոկարային և ֆրեզերային բաժինների միջև՝ պարզ կանոններ բազաների ընտրության, գործողությունների դասավորության և երթուղու ստուգման համար՝ առանց բացասական վերակախազումների։
դետալի երթուղի տոկարային և ֆրեզերային բաժինների միջևմեխանիկական մշակման տեխնոլոգիական երթուղիտոկարային և ֆրեզերային գործողությունների հերթականություն

25 հնվ, 2025 թ.·6 րոպ
Մաքրման հետո պահպանման յուղեր՝ ընտրություն առանց հավաքման խնդիրների
Մաքրման հետո պահպանման յուղերը ընտրում են պահպանման ժամկետով, փոխադրմամբ և դետալի մաքրությամբ։ Վերլուծում ենք կազմերը, հաճախ պատահող սխալները և պարզ ստուգումը մինչև հավաքում։
պահպանման յուղեր լվացումից հետոդետալների պաշտպանության յուղ ضد կոռոզիայիդետալների մաքրություն մինչև հավաքում

24 հնվ, 2025 թ.·8 րոպ
Շպինդել ռեդուկտորով, թե առանց դրա՝ սերիական տոքարում
Շպինդել ռեդուկտորով, թե առանց դրա, ազդում է մետաղահանումի, աղմուկի և ցիկլի ժամանակի վրա։ Քննարկենք, թե որտեղ է սերիան տեմպ կորցնում ծանր կոպիտ մշակման ժամանակ։
շպինդել ռեդուկտորով թե առանց դրասերիական տոքարումծանր կոպիտ մշակում

23 հնվ, 2025 թ.·6 րոպ
Ինչպես բաժանել հերթի դերերը, երբ կարգավորողները չեն հասցնում
Վերլուծում ենք՝ ինչպես բաժանել հերթի դերերը, երբ մեկ կարգավորողը չի հասցնում участка: ով պատրաստում է գործիքը, ով սկսում է հաստոցը եւ ով ստուգում է առաջին դետալը.
ինչպես բաժանել հերթի դերերըкогда наладчики не успевают учaстокգործիքի պատրաստում հերթում

22 հնվ, 2025 թ.·8 րոպ
CNC սարքի լիզինգը Ղազախստանում — ինչ ստուգել պայմանագրում
CNC սարքի լիզինգը Ղազախստանում պահանջում է պայմանագրի մանրուքների ստուգում՝ ավանս, ապահովագրություն, վճարային գրաֆիկ, սպասարկում, տուգանքներ և վերջին գնելու պայմանները։
CNC սարքի լիզինգ Ղազախստանումլիզինգի պայմանագիր սարքիավանս լիզինգի համար թենգե

22 հնվ, 2025 թ.·8 րոպ
Շպինդելի աղմուկը տաքանալուց հետո․ ինչ ստուգել մինչև սերվիսը
Շպինդելի աղմուկը տաքանալուց հետո միշտ չէ, որ նշանակում է խափանում։ Քննարկում ենք, թե ինչ ստուգել հաստոցի վրա, ինչ գրանցել և երբ արդեն արժե զանգել սերվիսին։
շպինդելի աղմուկը տաքանալուց հետոCNC շպինդելի ախտորոշումշպինդելի առանցքակալներ

20 հնվ, 2025 թ.·8 րոպ
Կորպուսի վրա աստիճանի բարձրության վերահսկում. ինչու մեկ բազան մոլորեցնում է
Մեծ կորպուսի վրա աստիճանի բարձրության վերահսկումը հաճախ տալիս է սխալ եզրակացություն, եթե օգտագործվում է մեկ բազա։ Կքննարկենք, որտեղ է սխալը և ինչպես չափել ավելի ճշգրիտ։
աստիճանի բարձրության վերահսկումկորպուսի վրա աստիճանի չափումկորպուսի չափման բազա

19 հնվ, 2025 թ.·7 րոպ
A gép kinőtte az üzemrészt: első jelek és teendők
A gép kinőtte az üzemrészt, ha nőnek a felesleges mozgatások, a beállítási állásidők, a szervizsor és az anyagellátási hibák. Nézzük meg a jeleket.
a gép kinőtte a műhelyrésztüzemelrendezésgépkörüli anyagmozgatás

19 հնվ, 2025 թ.·8 րոպ
Կորպուսային դետալի վրա կրկնակի հենում. ինչպես վերացնել շրջվելը
Կրկնակի հենումը կորպուսային դետալի վրա օգնում է վերացնել պատրաստուկի շրջվելը առաջին հպման պահին։ Քննարկում ենք սխեման, կարգավորումը, սխալները և արագ ստուգումները։
կորպուսային դետալի վրա կրկնակի հենումդետալի շրջվելը առաջին հպման պահինկորպուսային դետալի հենումներ

18 հնվ, 2025 թ.·8 րոպ
Չերտեզային տոլերանտներ և մշակման արժեքը՝ ինչ կարելի է թուլացնել
Չերտեզի դոպուսները և մշակման արժեքը կապված են ավելի սերտ, քան թվում է. ինչ պահանջներ կարելի է թուլացնել առանց դետալի ֆունկցիայի խախտման.
դոպուսներ-չերտեզում-և-մշակման-արժեքխիստ-դոպուսներչերտեզի-պահանջներ
17 հնվ, 2025 թ.·7 րոպ
Օրիենտացիայի փոփոխությունից մնացած հետքերը՝ ինչպես բարելավել մակերեսը 5 առանցքերում
Օրիենտացիայի փոփոխությունից մնացած հետքերը փչացնում են բարդ մակերեսի հարթությունը։ Ցույց կտանք, ինչպես կարգավորել CAM‑ը, допуск‑ը և գործիքի դիրքը առանց ավելորդ փորձարկումների։
օրիենտացիայի-փոփոխության-հետքերմակերեսը-5-օսյան-գտարինքCAM-5-օսյան

16 հնվ, 2025 թ.·8 րոպ
Ցանգա կամ հիդროპատրոն ֆրեզավորման համար՝ ինչպես ընտրել
Ցանգա կամ հիդրոպատրոն ֆրեզավորման համար՝ քննարկում ենք շեղումը, ամրությունը, գործի փոխարինման արագությունը և խորհուրդ ենք տալիս՝ ինչ ընտրել ձեր առաջադրանքների համար.
ցանգա կամ հիդրոպատրոն ֆրեզավորման համարգործի շեղումգործի փոխարինում