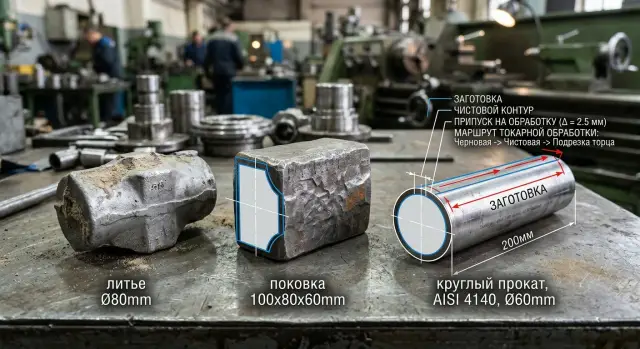
Լցում, պոկովկա կամ պրոկատ՝ ինչ ընտրել սերիական մասի համար
Լցում, պոկովկա կամ պրոկատ՝ սերիական մասի ընտրությունը ազդում է припуск-ների, չափերի կայունության և օպերացիաների թվի վրա. պարզենք, որտեղ եք կորցնում ժամանակն ու մետաղը։
Ինչու ընտրությունը կարող է փոխել ողջ սերիան
Նույն թա՜նկարով ցուցահանդեսը կարելի է պատրաստել տարբեր կերպ՝ լցումով, պոկովկայով կամ պրոկատով։ Թղթին մասնիկը նույնն է, բայց աշխատանքանոցում փոխվում է գրեթե ամենը. տարբեր են հաշվարկվող припуск-ները, այլ է բազավորման տրամաբանությունը, փոխվում է ցիկլի տևողությունը և գործիքների կարգավորումը։
Հումքի ընտրությունը հաճախ անում են ուշ ինքներդ. սկզբում նայում են կիլոգրամի արժեքը, այնուհետև պարզվում է, որ էժան հումքը թանկացնում է ամբողջ մշակումը։ Եթե յուրաքանչյուր կտորից պետք է հեռացնել լրացուցիչ 2–3 մմ, մեքենան կաշխատի ավելի երկար, գործիքը արագ կծլվի, և стружка-ների ծավալը կաճի. սերիայում սա արդեն մեծ լարվածություն է։ Հաջորդը՝ հինգ ավելորդ րոպեն մեկ կտորի վրա հեշտությամբ վերածվելու է քանի-որ ժամերի մեկ խմբաքանակի համար։
Առավել մեծ խնդիր է հումքի չափերի կայունությունը. եթե արտաքին տրամագիծը, երկարությունը կամ հաստությունը տատանվում են կտորից կտոր, ապա հարկադրաբար պարանները վտանգվում են. առաջին կտորից կարգավորումը հարմար է, հինգերորդում припуск-ը արդեն ուրիշն է, տասներորդում ստիպված են հաճախ կարգավորել գործիքը կամ ավելի հաճախ չափել։ Սերին սերիական արտադրությունը սիրում է կրկնությունը. երբ հումքը «խփախ됩니다», մեխանիկական մշակման маршрутը սկսում է ձախողվել նույնիսկ պարզ մասերի վրա։
Սխալը քրդում է առաջին օպերացիայից այն կողմ. այն ազդում է բազավորման վրա, քուլաչկաների և օսնաստկայի ընտրության վրա, աթոռային անցումների քանակի վրա, միջօպերացիոն վերահսկման վրա և նույնիսկ խնդրի վերջնական չափի ստացման ռիսկի վրա. եթե հումքը անհարմար է, տեխնոլոգիական պրոցեսը պետք է կառուցվի հումքի թույլ կողմերի շուրջը, ոչ թե ըստ самой детали։
Այս ամենը լավ երևում է սովորական ֆլանцевացված վթուլկու վրա. Պրոկատից այն արագ կարելի է սկսել, բայց припуск-ը հաճախ մեծ է։ Պոկովկայից մետաղը մոտ է վերջնական ձևին, սակայն պետք է հասկանալ չափերի տատանումը։ Լցումը կարող է տալ առավել մոտ կոնտուր, բայց դրանով պահանջվում է ավելի լավ որակի հումք։ Չեմփը նույն է, բայց ցիկլի ժամանակը, գործիքների սպառումը և ողջ խմբաքանակի վարքագիծը արդեն տարբեր են։
Հումքի ընտրությունը՝ ոչ թե ձևական բան նախագծի սկզբում. սա այն կետն է, որը որոշում է ամբողջ маршрутը՝ առաջին տեղադրումից մինչև վերջին չափումը։
Ի՞նչով են տարբերվում երեք տարբերակները
Լցումն, պոկովկան և պրոկատը տալիս են նույն մասի համար տարբեր ելքային կետեր։ Թղթի վրա վերջնական չափը նույնն է, բայց գործարանում աշխատանքը տեղի է ունենում տարբեր կերպ. փոխվում է հեռացվող չափի ծավալը, օպերացիաների կարգը և նույնիսկ բազաների ընտրությունը։
Լցումը սովորաբար մոտ է վերջնական մասի ձևին։ Սա հարմար է՝ եթե կան ֆլանծեր, փողեր, բնութագրական անցքերը կամ ուժեղ փոփոխություններ հաստոցներում։ Մետաղի հեռացում կարագ է փոքր, բայց լցված հումքի պատիճները ու հաստությունները հաճախ տատանվում են։ Այդ պատճառով վրա գործարանում հաճախ ստիպված են ոչ միաչափ շերտերից հանել և ավելի երկար ժամանակ հատկացնել բազա դուրս բերելու համար։
Պոկովկան հաճախ վերցվում է այն մասերի համար, որոնք աշխատում են բեռների տակ՝ վալեր, ступицы, рычагներ, զանգվածային втулк-եր։ Նրա կառուցվածքը ավելի խիտ է, և նման հումքը լավ է դիմանում զարկերի և փոփոխական բեռների։ Ընդհանուր առմամբ, նրա հումքը՝ մի քիչ ավելի հում է, քան լցումը, բայց ուժային հանգույցների համար դա հաճախ ողջամիտ ընտրություն է։ Սակայն պատուհաններ և облой կարող են բերել չափերի տատանումների, որոնք պետք է ներառվեն վերամշակման մեջ։
Պрокատը հեշտ է գնել և արագ սկսել մշակումը։ Շրջանաձև, գագաթաձև կամ թիթեղ լավ հարմար են, երբ մեծ մասը կարելի է ստանալ տոկարով կամ ֆրեզերով։ Բայց եթե մասի ձևը բարդ է, պրոկատից հաճախ պետք է հանել շատ ավելորդ մետաղ, և դա անմիջապես ազդում է ցիկլի ժամանակի վրա։
Արբանյակի բառով՝ պրոկատը ընտրում են մատչելիության և արագ մեկնարկի համար, լցումը՝ ձևին մոտ լինելու համար, պոկովկան՝ բեռի տևողության և ամրության համար։ Այլ հարցեր՝ չափերը, հատկանիշները և որքան ժամանակ եք պատրաստը տրամադրել յուրաքանչյուր կտորի մշակմանը, որոշում են վերջնական ընտրությունը։
Ինչպես припуск-ը ազդում է ժամանակի և թափոնի վրա
Припуск-ը երևակայական մանրուք է միայն թղթին։ Սերիայում այն արագ վաճառում է՝ станочный ժամանակի րոպեներ և կիլոգրամներ стружка։ Եթե հումքը գալիս է մեծ ավելցուկով, օպերատորին անհրաժեշտ են լրացուցիչ նախնական կտրումներ, և յուրաքանչյուր անց ծավալուն բարդացնում է ցիկլը։
Տոկարային օպերացիայում դա ակնհայտ է։ Մեկ վստահակի խջանից փոխարենը մի բան անցնում է երկու կամ երեք նախնական կտրումներով, տապա հետո վերջնական կտրում։ Սահմանափակումները ավելի երկար են, մրցավեճը ուժեղանում է, և партияն ավելի դանդաղ է դուրս գալիս։ 500–1000 հատանոց խմբաքանակում տարբերությունը հաշվվում է ժամերով։
Մետաղը նույնպես ավելի արագ գնում է։ Երբ արտաքին տրամագիծը, торец-ը կամ բուրդը պետք է հանել մեծ припуск-ով, մետաղը պարզապես գնում է стружка թողնելով։ Պրոկատում սա սովորական է. հումքի ձևը հասկանալի է ու մատչելի է ժամկետներով, սակայն ավելորդ ծավալը գրեթե յուրաքանչյուր կտորից պետք է հանվի։ Լցումն ու պոկովկան երբեմն տալիս են ավելի մոտ կոնտուր, ու, հետևաբար, թափոնը փոքր է։
Շատ փոքր припуск-ը նույնպես խնդիր է. թղթին ցիկլը կարճ է թվում, սակայն գործի մեջ ռեզեցը ոչ միշտ է հասցնում հեռացնել լցման կոռկան, պոկովկայի окалина-ն կամ տեղայնորեն օվալություն։ Արդյունքում մակերեսին մնում են խախտումներ, և չափը դժվար է ճշգրտորեն հասցնել առանց ռիսկի գնալ բրաք։
Լավ припуск-ը չեն վերցնում համարյա այնպես. այն հաշվարկվում է՝ հիմնվելով հումքի իրական վարքագծի վրա՝ չափերի տատանումներ, հպում, սառը կորյոկի կարծրություն և բազավորման ճշգրտություն։ Եթե партияն անկայուն է, տեխնոլոգը հաճախ թողնում է ավելորդ մետաղ ապահովության համար. սա հասկանալի է, բայց թանկ է։
Օգտակար է նախապես հաշվարկել երկու բան. մեկ ավելորդ անցքը թե քանի վայրկյան է ավելացնում և ամբողջ խմբաքանակով քանի կիլոգրամ մետաղ կվերածվի стружka-ին։ Այդ հաշվարկից հետո ընտրությունը իրոք շատ ավելի ակնալից է լինում։
Որտեղ չափը ավելի կայուն է
Սերիայի համար լավ հումքը այնպիսինն է, որի չափերը քիչ տատանվում են թե խմբաքանակից խմբաքանակ և թե կտորից կտոր։ Այդ դեպքում նալադչիկը ավելի քիչ է տեղափոխում զրո-ն, օպերատորը ավելի քիչ աչքի է ընկնում ավելորդ припуск-ով և ծրագիրը ավելի երկար է աշխատում առանց զուգահեռ փոխարինումների։
Սովորաբար լցման մեջ չափերը ավելի քիչ հարթ են. հատկապես դա նկատելի է պատյանների հաստության, մակերևույթների և այն վայրերում, որտեղ մետաղը սառչում է ոչ հավասար։ Մի կտորում припуск-ը հարմար է, մյուսում պետք է հանել նկատելի ավելորդություն։
Պոկովկան հաճախ ավելի կայուն է ընդհանուր ձևով. կառուցվածքը խիտ է, արտաքին կոնտուրը կրկնվում է ավելի հարթ, քան լցման դեպքում։ Սակայն ունի իր նրբությունը՝ штамп-ից հետո թողարկված նրբություններն ու облой-ը թույլ չեն տալիս անմիջապես վերցնել վերջնական չափը. դրա համար մի մասը маршруտի միևնույն է պետք է կենտրոնացվի ավելորդ մետաղի վրա։
Պրոկատը տարբեր պատկեր է տալիս. մի դիտմամբ՝ ամենաապահով տարբերակն է. վերցրեք պտուկ կամ խողովակ և սկսեք մշակումը։ Վերջությունը կախված է տրամագծի, ուղանկյունության և օվալության խնդիրներից։ Եթե պտուկը թեքված է, բռնիչը չի աշխատում հավասար և биение-ն անցնում է ամբողջ օպերացիայով։
Սերիական մշակման մեջ այդ տարբերությունը շատ նկատելի է. ենթադրենք, որ цех-ը տոկարի տալիս է մի партия втулк-երի պրոկատից. մեկ հումքը գրեթե նոմինալ է, մյուսը ունի օվալություն, երրորդը՝ փոքրիկ թեքություն. ծրագիրը նույնն է, բայց հեռացվող մետաղը տարբեր է։ Այդ պատճառով փոխվում է ցիկլի ժամանակը, վերջնական պատճենը գործում է անկայուն և ելքային չափը գնում է դեպի վերին կամ ստորին սահմանագիծ։
Երբ հումքը կայուն է, ամբողջ маршрутը հեշտ է պահել ռիթմում. բազավորումը կրկնվում է, припуск-ը ընթեռնելի է, վերահսկողությունը տալու քիչ անակնկալներ։ Սերիայի համար սա հաճախ ավելի կարևոր է, քան մեկ հումքի տարբեր գինը։
Ինչպես հումքը փոխում է մշակման маршруտը
Մշակման маршрутը հազվադեպ է մնում նույնը, եթե հումքը փոխվում է. նույն նկարագրով միևնույն մասը կարող է պահանջել տարբեր օպերացիաների կարգավորում, այլ թվով տեղադումներ և այլ բազավորում։
Լցումը գրեթե միշտ պահանջում է նախապատրաստական քայլ. լցման կորխան խոչընդոտում է ճշգրիտ բազավորմանը, այդ պատճառով առաջին հերթին հանում են արտաքին շերտը այն հատվածներում, որտեղ հետո կլինի ճշգրիտ բազա։ Երբեմն դրա համար ավելացնում են առանձին նախնական անցք կամ կարճ նախօպերացիա հիմնական ցիկլից դուրս։ Եթե չդարձնեք այս քայլը, չափը կարող է «փռվել» արդեն առաջին տեղադրման ժամանակ։
Պոկովկայի դեպքում այլ պատմություն է. ունի լավ կառուցվածքային ռեսուրս, բայց ձևը штамп-ից կամ կովկայից հետո միշտ չէ, որ հարթ է։ Օպերատորը հաճախ պետք է հավասարակչի հումքը, հաներ կտրումը, հաներ նկատելի նախնական припуск-ը և միայն դրանից հետո անցնել ճշգրտություններին։ Այդ պատճառով маршрутը հաճախ ձգվում է՝ նախօրինակի կայունացում, հետո միջանկյալ մշակում և վերջապես վերջնական մշակում։
Պրոկատը ամենաթեթևն է բռնվում պատրոնում, եթե մասի ձևը պարզ է. վալ, втулка կամ աստիճանավոր մասի դեպքում շրջանաձև պրուտոկը հաճախ տալիս է ամենակարճ ճանապարհը՝ հումքը կտրված, բռնված, բազան մշակված և հետո չափերը։ Բայց դա աշխատում է միայն, երբ գեոմետրիան մոտ է պրուտոկի ձևին. բարդ մասի դեպքում պրոկատից արագ ստացվում է ավելորդ հեռացում և երկար մշակման ժամանակ։
Սովորաբար փոխվում են չորս բան․ առաջին բազան, նախնական մշակման ծավալը, տեղադումների քանակը և տոկարային-ֆրեզերական անցումների հերթը։ Այդ պատճառով էժան նյութը սկզբում միշտ չի նշանակում էժան վերջնական մաս։ Հումքը կարող է արժենալ ավելի քիչ, բայց ավելացնել մեկ տեղադրում, երկար նախնական ցիկլ և առանձին վերահսկողություն։
Գործարանում սա արագ է երևում. բավական է, որ պարզ մասի դեպքում պրոկատից մի անգամ ներգրավվի երկու տեղադրում. նույն մասը լցումից կարող է պահանջել նախապես հանել կորխան, ձևավորել բազան, ապա շրջել հումքը և նորից ճշգրտել համակենտրոնությունը։ Հումքի արժեքի տարբերությունը կա, բայց ավելորդ քայլը հեշտությամբ կուտակում է այդ տնտեսությունը։
CNC տոկարային մեքենաներում այս էֆեկտը հատկապես նկատելի է սերիայում։ όσο ճիշտ և կանխատեսելի է հումքը, այնքան կարճ է ցիկլը և հանգիստն է նալադկան. դրա համար маршрутը պետք է հաշվել ոչ թե հումքի ընտրությունից հետո, այլ միասին՝ հումքի ընտրության հետ։
Արդյունքների ընտրություն քայլ առ քայլ
Հումքի ընտրությունը լավագույնն է անել ոչ թե մեկ կիլոգրամի գնով, այլ՝ ըստ այն բաների, թե ինչպես հետագայում կտորը անցնելու է ամբողջ մաեշինային ճանապարհը. էժան հումքը կարող է արագ դառնալ թանկ, եթե մեքենան երկար է հեռացնում ավելորդ մետաղը, իսկ չափը տատանվում է կտորից կտոր։
Սկզբում նշեք այն մակերեսները, որտեղ ուժեղ հանդուրժողականություններ են պահանջվում և այն հատվածները, որտեղ չափը ազդեցություն ունի նստեցման, համակենտրոնության կամ biение-ի վրա։ Սովորաբար սա անցքերն են łożելու համար, բազային торцы, արտաքին տրամագծեր և մակերեսներ, որոնցից հետո կառուցվում է վերահսկողությունը։ Եթե դրանք երկու կողմերում են, միանգամայն տեսեք, թե որ հումքը կտա հնարավո՞ր ավելի լավ բազա առաջին տեղադրման համար։
Հետո հաշեք припуск-ը ոչ թե միջինում, այլ յուրաքանչյուր բազայի և յուրաքանչյուր կարևոր տրամագծի համար։ Լցման դեպքում այն հաճախ ամենաանհավասարն է. պոկովկայում ձևը մոտ է մասին, բայց տատանումները կախված են штамп-ից և ռեժիմներից։ Պրոկատում ընդհանուր գեոմետրիա պարզ է, բայց որոշ հատվածներից պետք է հանել ավելի շատ մետաղ, հատկապես եթե մասը ոչ շրջանաձև է կամ ունի ֆլանոն։
Հետո ստուգեք, թե ինչ չափեր ութաբաց է մատակարարի մոտ. թղթի վրա կարող եք ընտրել մոտ իդեալական հումք, բայց գնումում հաճախ հասանելի են միայն հարևան չափսերը. մեկ հավելյալ քայլ տրամագծով կամ հաստությամբ անմիջապես փոխում է ցիկլի ժամանակը, գործիքավորման սպառումը և стружка-ի ծավալը։
Հետո արագ կազմեք նախնական ռուտինը մեկ կտորի համար. ո՞րն է առաջին տեղադրումը, որտեղ է կատարվում նախնական կտրումը, որոնց մակերեսներն են մնում վերջնական անցքներին, արդյոք պետք է շրջել կտորն ու ինչպես կազմակերպել վերջնական վերահսկումը։ Եթե մի նման ռուտինն արդեն սկզբնական մակարդակում թվում է երկար կամ անկարգ, հումքը վատն է ընտրված։
Այնուհետև հավաքեք մեկ աղյուսակում երեք թվերը՝ կտորի ցիկլը, թափոնի ծավալը և բրաքի ռիսկը։ Ռիսկը հեշտ է գնահատել՝ որտեղ մեծ է գնարնջի ցանկությունը դուրս գալ թույլտվությունից՝ հայտնվելու պատճառով коробленияի, բազայի տեղաշարժի, раковины-ի, окалины-ի կամ մի մեծ հեռացման մեկ անցքում։
Վերջնական քայլը հաճախ խնայում է ամենաշատը. վերցրեք փորձնական партия և անցկացրեք այն իրական маршруտով։ Առաջին 10–20 կտորներում ակնհայտ է դառնում, թե ինչ հումք է ավելի հանգիստ պահում չափը, որտեղ օպերատորը կորցնում է լրացուցիչ րոպեներ և որն տարբերակը տալիս է կանխատեսելի արդյունք սերիայի համար։
Օրինակ՝ սերիական фланцевой втулկայի հետ
Ընդունենք պարզ և մատչելի մաս՝ втулка զ բորտով, թափանցիկ անցքով և արտաքին տրամագծով։ Ունեցողություն ունի մարմին, օժանդակ բորտ և նստեցման մակերեսներ, որոնք պետք է պահեն համակենտրոնությունը. նման մասի վրա տարբերությունը լցման, պոկովկայի և պրոկատիս միջև արագ է նկատվում դեռևս մինչև սերիայի մեկնարկը։
Եթե партияն փոքր է, պրոկատը սովորաբար տալիս է ամենաարագ մեկնարկը. շրջանաձև պտուկը հեշտ է գնել, կտրել չափսին և ուղարկել CNC տոկարին։ Փորձարկման սերիայի համար սա հարմար է՝ маршрутը կարճ է, օսնաստկան պարզ և հումքի մատակարարման ժամկետները հազվադեպ են ձգձգում։
Բայց պրոկատը ունի ակնհայտ թերություն. եթե բորտը զգալիորեն մեծ է մարմնից, մեքենան կհեռացնի մեծ ավելցուկ։ Վթուլկայի դեպքում մեծ ֆլանծով սա նշանակում է ավելի շատ նախնական հողում, ավելի շատ стружка և ամեն կտորի համար ավելի երկար ցիկլ։ Հարյուրների խմբաքանակում ժամանակի տարբերությունը զգալի է։
Լցումը հաճախ ավելի գրավիչ է այսպիսի իրավիճակում. հումքը մոտ է ձևին, այդ պատճառով припуск-ը մշակման ավելի փոքր է, հատկապես բորտի և արտաքին տրամագծի վրա. маршрутը փոխվում է՝ փոխարեն երկար հեռացման մեքենան արագ է դրանք հասցնում բազաներին և վերջնական անցքերին։ Բայց լցված հումքը ոչ միշտ է պահում չափը հավասար. եթե партияն ունի մեծ տատանում, ստիպված են ընդլայնել նախնական անցքը, հաճախ չափել և ավելացնել մի լրացուցիչ օպերացիա։
Պոկովկան վերևում դնում է այլ առաջնահերթություններ. եթե втулка-ն աշխատում է բարձր կամ փոփոխական բեռի տակ, այն տալիս է առավելագույն կոնֆիդենցիալ կառուցվածք. պատասխանատու մասերի համար սա հաճախ ավելի կարևոր է, քան հումքի նվազագույն գինը. ծավալին ըստ օժանդակ պրոկատին՝ պոկովկան սովորաբար միջինում է՝ ավելի քիչ, քան պրոկատից, բայց ավելի շատ, քան լավ լցումից։
Այսպիսի втулկայի դեպքում որոշումը սովորաբար պարզ է. փոքր սերիայի և արագ մեկնարկի համար ավելի հարմար է պրոկատը. եթե բորտը մեծ է և ավելորդ հանումը չափազանց շատ է, նորմալորեն պետք է նայել դեպի լցումը. եթե ստորաբաժանումը բեռված է և կարևոր է ամրությունը՝ հաճախ պոկովկան է հաղթում. իսկ եթե խիստ հանդուրժողականություն կա համակենտրոնության և տրամագծի վրա՝ ընտրեք այն տարբերակը, որը ավելի կայուն է մատակարարման շրջաններում։
Գործնականում խիստ հանդուրժողականությունը ուժգին more է որոշումը, քան կիլոգրամի գինը. էժան հումքը, որի չափը պտտվում է, արագ է կլանում ամբողջ տնտեսությունը՝ մեծացնելով ցիկլի ժամանակը, վերահսկումների քանակը և բրաքի ռիսկը։
Որտեղ հաճախ են սխալվում
Ամենահաճախ հանդիպող սխալը պարզ է՝ միայն կիլոգրամի գինն են հաշվում։ Թղթին պրոկատը հաճախ ավելի էժան է թվում, քան լցումը կամ պոկովկան. բայց սերիայում սա թույլուս մի ցուցանիշ է։ Եթե շրջանաձև պտուկից հետո պետք է հանել մեծ ծավալ մետաղ, էժան հումքը արագ դառնում է թանկ։
Երկրորդ սխալը կապված է մեքենայի ժամանակի հետ. շատերը հաշվում են նյութը և մոռանում են միավորել նախնական կտրումների րոպեները. հենց այնտեղ հաճախ գնում է մեծ մասը ինքնարժեքից. երբ припуск-ը մեծ է, աճում է նաև կտրող ժամանակը, արդիականվում է պլատների սպառումը, spindle-ի բեռը և իջնող չափի ռիսկը հետո ավելորդ մետաղի հանումը։
Լցման դեպքում հաճախ սխալվում են տարբեր մի պատճառով. վերցնում են ձևով մոտ հումք, քանի որ այն գրեթե պատրաստ է, բայց չեն ստուգում, թե արդյոք կա հարմար բազա առաջին տեղադրման համար։ Արդյունքում կլինի կամ քչացած բռնում, կամ биение, կամ ավելորդ քայլեր կամ ժամանակավոր մակերեսներ։ Սերիան դրանից չի արագանում։
Պրոկատում սխալը սովորաբար կոպիտ է. այն նախատեսում են այնտեղ, որտեղ կեսը ծավալից կվերածվի стружka-ի։ Սովորական втулկայի համար դա դեռ համբերելի է, բայց ֆլանцевայ՝ մեծ տրամագծային տարբերություններ կամ խորանները՝ հաճախ զգալիորեն մեծացնում են ինքնարժեքը։
Կա ևս մեկ թաքնված սխալ. առաջին партияն եկավ, մի քանի կտոր մշակեցին, ամեն ինչ կարծես լավ է և նախագիծը շարունակում են։ Բայց կրկնությունը երբեք լավ չի ստուգվել. մեկ շաբաթ անց պարզվում է, որ չափերը տատանվում են հումքից հումք, припуск-ը քողարկվում է, և ռեժիմները, որոնք աշխատում էին առաջին երկու կտորների վրա, այլևս չեն տալիս նույն արդյունքը։
Սերիայի չսկսելուց առաջ օգտակար է ստուգել հինգ բան՝ ոչ միայն կիլոգրամի գինը, այլև 1) דקותը մեկ ցիկլի համար նախնականի վրա, 2) առաջին տեղադրման բազավորման հարմարությունը, 3) այն մասը մետաղի ինչ մասն է գնում стружka-ին, 4) չափերի կրկնելիությունը առնվազն առաջին կուսակցության մեջ։ Սխալը հաճախ չի երևում բարձր ձայնով. այն հանգուցային է փակումով՝ ավելորդ 6–8 րոպե ցիկլի վրա, երկու լրացուցիչ անցք և մշտական չափի կարգավորում հերթափոխի ընթացքում։
Թաջի արագ ստուգում մեկնարկից առաջ
Ավելորդ չէ միանգամից ամբողջ партияն ուղարկել աշխատանքին. մի քանի րոպե ստուգում հաճախ խնայում է մի ամբողջ թև, գործիք և ժամկետ։
Առաջին հերթին ստուգեք припуск-ը բոլոր մակերեսների վրա, որոնք նախատեսված են վերջնական մշակման համար. եթե մի հատվածում մետաղը սղվում է, մասը չի տեղավորվի չափին։ Եթե припуск-ը շատ մեծ է, մեքենան կկորցնի ժամանակ ավելորդ նախնական կտրումների վրա։
Հետո նորից նայեք բազավորմանը. հումքը պիտի նույն ձևով մտնի օսնաստկա մեկից մյուսին. եթե առաջին մասը նորմալ է, իսկ հաջորդը արդեն տալիս է биение, պատճառը հաճախ բազան է, ոչ թե ծրագիրը։
Արյուն գնահատեք նախնական կտրումը առանց ավելորդ օպտիմիզմի. spindle-ը, պատռոնը, գործիքը և մեքենայի հզորությունը պետք է հանգիստ հանեն առաջին շերտը. սա հատկապես կարևոր է, երբ պոկովկան ունի твердой коркой, կամ լցումը մեծ տարբերություն է տալիս ձևով։
Այնուհետև պատրաստեք պարզ տեսակավորման ստուգում առաջին կտորի համար. օպերատորը պետք է ակնհայտ հասկանա՝ ինչ չափել նախնականից հետո և ինչ ստուգել վերջնականից հետո. մեկ պարզ թերթիկ չափերով և հանդուրժողականություններով սովորաբար ավելի օգտակար է, քան բանավոր բացատրությունները։
Եվ մեկ պրակտիկ խորհր: նախապես փորձեք փոխարինել հումքը. անգամ մոտաձև տարբերակն էլ կարող է փոխել բռնումը, կուլաչկաները, գործիքի ելքը և ամբողջ մեքենակազմը։
Եթե այս բոլոր կետերը լավ են, սերիան սովորաբար հարթ է գնում. եթե մինիմում մեկ հարց հանգեցնում է կասկածի, ավելի լավ է ուշացնել մեկնարկը և ճշգրտել պրոցեսը՝ քան հետո վերանայել օսնասթկան կամ փոշել ամբողջ մասը։
Ի՞նչ անել հետագայում
Երբ ընտրում եք լցում, պոկովկա կամ պրոկատ սերիայի համար, սխալը հաճախ սկսվում է չափազանց նեղ հաշվարկով. միայն հումքի գնի վրա կենտրոնվելը քիչ է։ Սերիայի համար ավելի իմաստուն է միանգամից խնդրել երեք տարբեր հաշվարկներ նույն նկարի համար։
Այս մոտեցումը արագ ցույց է տալիս տարբերությունը припуск-ների, ցիկլի ժամանակի, թափոնի և բրաքի ռիսկի միջև։ Միայն հաճախ պրոկատը էժան է մուտքագրման վրա, բայց հետո «ուտում» է ժամեր ավելորդ անցքերով։ Պոկովկան կամ լցումը կարող են թանկ լինել որպես հումք, բայց վերջնական դետալի գինը ահագին ցածր դարձնել։
Համեմատությունը լավ է ամփոփել մեկ աղյուսակում՝ հումքի արժեքը, վերջնական դետալի արժեքը, մեկ կտորի մշակման ժամանակը, ակնկալվող թափոնը և մոտավոր բրաքի ռիսկը. այնուհետև նայել՝ թե ինչ մեքենա և ինչ օսնաստկան պետք է տակ։ Եթե հումքը անկայուն է չափով, տեխնոլոգը գրեթե միշտ ավելացնում է նախնական անցքեր, միջանկյալ վերահսկողություններ և երբեմն էլ մեկ լրացուցիչ տեղադրում։ Դա ազդում է ոչ միայն ժամանակի վրա, այլ նաև սարքավորման ընտրության վրա։
Ընտրված маршруտի տակ պետք է ստուգել, թե ինչ CNC տոկար է տեղյակ առանց ավելորդ ռեսուրսների և առանց հզորության ռիսկի. մեկ մասի համար բավական է պարզ տոկարային մշակման, մյուսի համար կարող են պահանջվել փոխանցումային գործիքներ, ավելի ամուր բռնում կամ այլ ֆունկցիոնալ ռեժիմ։
Եթե սերիան սկսելն է Հայաստանում, Կազախստանում կամ այլ Ղնջ պետություններում, հումքն ու սարքավորումները հարմար է դիտարկել միասին. EAST CNC, официальный представитель Taizhou Eastern CNC Technology Co., Ltd. в Казахстане, մատակարարում է CNC տոկարներ, մշակող կենտրոններ և ավտոմատ գծեր, ինչպես նաև օգնում ընտրության, տեղադրմամբ և сэрվիսով։ Այդպիսի կապում հեշտ է հաշվարկել ոչ թե վերացական սխեման, այլ իրական маршрутն ըստ կոնկրետ մասի և սերիայի ծավալի։
Պրակտիկ գործողությունների հերթը պարզ է. ուղարկեք նկարը, նյութը, սերիայի ծավալը և հանդուրժողականությունները; խնդրեք հաշվարկ լցմամբ, պոկովկայով և պրոկատով; համեմատեք վերջնական դետալի գինը՝ ոչ միայն հումքի արժեքը; հետո ստուգեք, թե ինչ մեքենա է անհրաժեշտ գծի համար. լավ համեմատությունը ցույց կտա միանգամից՝ որքան է արժենում կայուն, սերական մասը՝ ոչ միայն մի կտոր մետաղ։