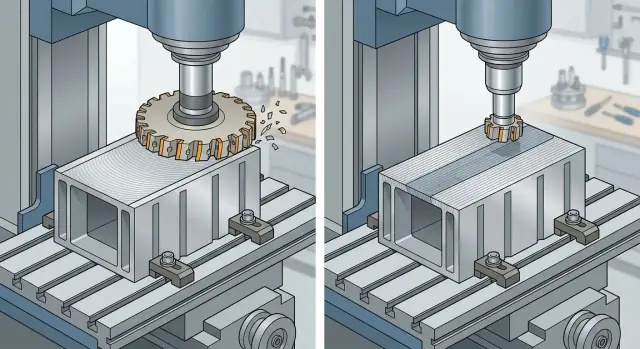
Լայն ծայրային ֆրեզա, թե նեղ անցումներ՝ որն է ավելի հարթ տալիս
Վերլուծում ենք, թե երբ լայն ծայրային ֆրեզան կամ նեղ անցումները տալիս են ավելի հարթ մակերես տուփաձև դետալների վրա և ինչպես է անցումների ծածկումը փոխում արդյունքը։
Ո՞րն է խնդիրը այստեղ
Ծայրային ֆրեզավորումից հետո մակերեսը հաճախ լավ է թվում՝ փայլը հավասար է, հետքերը՝ կոկիկ, ֆրեզայի օրինակը՝ մաքուր։ Բայց հետո դետալը դնում են սալիկի վրա կամ ստուգում ինդիկատորով, և պատկերը փոխվում է։ Միջինը իջնում է, եզրը թեքված է ստացվում, իսկ հարևան անցումների միջև փոքր աստիճան է երևում։
Պատճառը պարզ է․ գեղեցիկ ֆրեզայի հետքն ու լավ հարթությունը նույն բանը չեն։ Մակերեսը կարող է մաքուր երևալ, բայց մշակման ընթացքում գործիքը փոքր-ինչ ծռվում է, դետալը ճկվում է, իսկ սեղմումն ու տաքացումը ձևը փոխում են դեռ չափումից առաջ։
Ինչու է աչքը խաբում
Մակերեսի ծայրային ֆրեզավորման ժամանակ աչքը առաջին հերթին նկատում է փայլն ու կոպտությունը, ոչ թե երկրաչափությունը։ Եթե ֆրեզան մետաղը կտրել է առանց պատռված հետքերի, մակերեսը ճիշտ է թվում։ Բայց ինդիկատորը ցույց է տալիս այն, ինչ աչքը բաց է թողնում՝ երկարությամբ ալիք, ներսի խոռոչի վերևում նստվածք կամ անցումների միացման տեղում բարձրության տարբերություն։
Սա հատկապես հաճախ է երևում տուփաձև դետալների վրա։ Անցումների միջև հետքերը կարող են գրեթե անտեսանելի լինել, բայց ընդհանուր շեղումը հարթությունից արդեն դուրս է գալիս թույլատրելի միջակայքից։
Ինչու է տուփաձև դետալը ավելի քմահաճ
Լիարժեք պլիտան ավելի կանխատեսելի է պահում իրեն․ զանգվածն ու կոշտությունը ավելի հավասար են բաշխված։ Տուփաձև դետալը այլ կերպ է կառուցված։ Ներսում խոռոչներ կան, կողքերին՝ բարակ պատեր ու ռեբրեր, իսկ մետաղի հաստությունը փոխվում է մի գոտուց մյուսը։
Դրա պատճառով ֆրեզան չի կտրում նույն հիմքը ամբողջ լայնությամբ։ Խոռոչի վրա դետալը մի փոքր ճկվում է, իսկ եզրին՝ ավելի վատ է պահում իրեն։ Սեղմումները հանելուց հետո մետաղը կարող է լարվածությունները վերաբաշխել, և հարթությունը փոխվում է արդեն մեքենայից դուրս։
Սովորաբար խնդիրները երևում են նույն տեղերում։ Եզրերին թեքում է առաջանում, որովհետև գործիքը կտրման մեջ հավասարաչափ չի մտնում և դուրս գալիս։ Անցումների միջև աստիճան է մնում, եթե ծածկումը քիչ է կամ հորիզոնականը ոչ իդեալական է դրված։ Պատուհանների ու բարակ պատերի վրա ալիք է առաջանում, որովհետև այնտեղ դետալը ավելի թույլ է, քան ռեբրի կամ զանգվածային հենարանի վրա։
Այդ պատճառով ընտրությունը՝ լայն ծայրային ֆրեզա, թե մի քանի նեղ անցումներ, հազվադեպ է միայն արագության հարց լինում։ Սկզբում նայում են՝ ինչպես է դետալը պահում ձևը կտրման ընթացքում և հետո ինչ կցուցադրի չափումը։
Մշակման երկու սխեման
Տուփաձև դետալի վերին հարթության համար սովորաբար ընտրում են երկու տարբերակներից մեկը։ Առաջինը՝ լայն ծայրային ֆրեզան, որը գրեթե ամբողջ լայնությունը ծածկում է մեկ կամ երկու մոտակա անցումով։ Երկրորդը՝ փոքր տրամագծով ֆրեզան և մի քանի հարևան անցումներ։
Լայն ֆրեզան նվազեցնում է անցումների թիվը։ Դաշտերի միջև սահմանները քիչ են դառնում, իսկ դրանց հետ միասին՝ նկատելի աստիճանի առաջացման ռիսկը։ Ժամանակի առումով այդ սխեման նույնպես հաճախ ավելի շահավետ է․ ավելի քիչ են դատարկ տեղափոխումները, ավելի պարզ է երթուղին, և կուտակվող սխալի հավանականությունն էլ նվազում է։
Նեղ անցումները աշխատանքը բաժանում են մասերի։ Ծանրաբեռնվածությունը գործիքի, spindle-ի և հենց դետալի վրա ավելի մեղմ է դառնում։ Տուփաձև դետալի վրա սա հաճախ օգտակար է․ պատերն ու միջնապատերը կտրման տակ խաղում են, և հանգիստ ռեժիմը երբեմն ավելի հարթ մակերես է տալիս, քան մեկ լայն անցումը։
Բայց մի քանի անցումները մեկ այլ խնդիր են ավելացնում։ Յուրաքանչյուր հաջորդ անցում պետք է մասնակիորեն ծածկի նախորդը։ Եթե ծածկումը փոքր է, անցումների միջև լեռնիկ է մնում։ Եթե շատ մեծ է, ֆրեզան նորից կտրում է արդեն մաքրված շերտը, տաքացումը աճում է, իսկ հետքը փոխվում է։ Աչքով մակերեսը կարող է հարթ թվալ, բայց հարթության առումով արդեն տասներորդականների մեջ է գնում։
Տրամագիծն ինքնին ոչինչ չի երաշխավորում։ Արդյունքի վրա ազդում են գործիքի շեղումը, spindle-ի կոշտությունը, ելուստի երկարությունը, դետալի սեղմումը և նույնիսկ այն, թե որքան հավասար են նստած թիթեղները։ Մեծ ֆրեզան թույլ հանգույցի վրա կարող է ալիք թողնել։ Փոքր տրամագծով ֆրեզան հանգիստ ռեժիմում երբեմն ավելի ազնիվ հարթություն է տալիս, նույնիսկ եթե անցումները շատ են։
Ինչ է փոխում տուփաձև դետալը այս խնդրում
Տուփաձև դետալը հազվադեպ է իրեն պահում զանգվածային զագոտայի նման։ Դրսից այն կարող է կարծես կոշտ լինել, բայց ներսում ունի պատուհաններ, խոռոչներ, բարակ պատեր և երկար բացվածքներ ռեբրերի միջև։ Ծայրային ֆրեզավորման ժամանակ սա անմիջապես զգացվում է․ կտրման ուժը ոչ միայն մետաղն է հանում, այլև վերին պատն է ծռում, հատկապես եթե դրա տակ դատարկություն կա։
Սեղմումն էլ է շատ փոխում արդյունքը։ Եթե կորպուսը ծայրերից են սեղմել կամ հենարանները շատ հեռու են տեղադրել, դետալը արդեն սեղանի վրա թեքված է կանգնած։ Ֆրեզան մետաղը հանում է այդ աղավաղված ձևով։ Հետո սեղմումը հանելիս կորպուսը մասամբ ուղղվում է, և հարթությունը փոխվում է։
Կա նաև մեկ այլ պատճառ, որը հաճախ թերագնահատվում է՝ ներքին լարվածությունները ձուլումից, եռակցումից կամ նախնական մշակումից հետո։ Մինչ դետալը սեղմված է, այդ լարվածությունները մասամբ զսպվում են։ Սեղանից հանելուց հետո մի անկյուն կարող է բարձրանալ, միջինը մի քիչ հետ գալ, իսկ անցումների միջև՝ աստիճաններ առաջանալ, որոնք մեքենայի վրա չէին երևում։
Պարզ օրինակ․ կորպուսը ունի վերին հարթակ և դրա տակ մեծ խոռոչ։ Եթե այն դնել չորս անկյան վրա և ուժեղ սեղմել, վերևից ամեն ինչ կայուն է թվում։ Բայց անցման ընթացքում կենտրոնը մի փոքր իջնում է։ Սեղանից հանելուց հետո այն վերադառնում է, և չափումը ցույց է տալիս արդեն այլ պատկեր։
Ինչ է սովորաբար տալիս լայն ֆրեզան, և ինչ են տալիս նեղ անցումները
Եթե նայենք միայն մշակումից հետո մնացած հետքին, լայն ծայրային ֆրեզան հաճախ հաղթում է։ Այն հարթությունը գրեթե մեկ անգամ է անցնում, նախշը հանգիստ է ստացվում, իսկ անցումների միջև սահմանները՝ քիչ։ Տուփաձև դետալի վրա սա հատկապես նկատելի է։
Բայց այս սխեման ունի թույլ կողմ։ Մեծ տրամագիծը ավելի սուր է արձագանքում spindle-ի շեղմանը, դետալի թեքությանը և ոչ ճշգրիտ կարգավորմանը։ Եթե ֆրեզան թեկուզ փոքր չափով շեղվում է, սխալը փոխանցվում է անցման ամբողջ լայնությամբ։ Արդյունքում մակերեսը կոկիկ է թվում, բայց հարթությունը ավելի վատ է լինում, քան սպասվում էր։
Նեղ անցումները այլ կերպ են պահում իրենց։ Նրանք միշտ չէ, որ առաջինից նույնքան գեղեցիկ նախշ են տալիս, բայց ավելի հեշտ է հարմարեցնել դրանք դետալի իրական կոշտությանը։ Եթե տուփը նստում է եզրին, պատուհանի վրա կամ բարակ պատի մոտ, օպերատորը կարող է փոխել քայլը, պահպանությունը կամ ուղղությունը հենց այդ գոտում։ Լայն ֆրեզայի դեպքում այդ ազատությունը քիչ է․ այն միանգամից մեծ տարածք է բեռնում։
Գործնականում տարբերությունը սովորաբար վերածվում է պարզ կանոնի․ լայն ֆրեզան ավելի լավ է թաքցնում անցումների անցումները և հաճախ արագացնում է ցիկլը։ Նեղ անցումները ավելի հեշտ է համադրել ոչ կոշտ դետալի հետ, բայց դրանք ավելի շատ են կախված ճիշտ ընտրված ծածկումից։
Հենց սա հաճախ թերագնահատվում է։ Եթե անցումները թույլ են ծածկվում, սահմանին լեռնիկ է մնում։ Երբեմն դա մատով հազիվ է զգացվում, բայց ինդիկատորն արդեն տեսնում է խնդիրը։ Տուփաձև դետալի վրա այդ լեռնիկը հատկապես սիրում է առաջանալ պատուհանի, կոշտացնող ռեբրի կամ այն հատվածի մոտ, որտեղ պատը գործում է որպես զսպանակ։
Ինչպես է անցումների ծածկումը փոխում հարթությունը
Մշակման ժամանակ անցումների ծածկումը ուղղակիորեն ազդում է, թե արդյոք անցումների միջև աստիճան կմնա։ Այդ պատճառով, երբ համեմատում են լայն ծայրային ֆրեզան կամ նեղ անցումները, պետք է նայել ոչ միայն գործիքի տրամագծին, այլ նաև այն բանի, թե ինչպես են հարևան անցումները մտնում իրար վրա։
Երբ ծածկումը փոքր է, յուրաքանչյուր հաջորդ անցում գրեթե չի կտրում նախորդի թողած հետքը։ Տուփաձև դետալի վրա դա հաճախ միանգամից երևում է․ թեք լուսավորության տակ կարն ընթերցվում է, իսկ չափիչը կամ ինդիկատորը ցույց են տալիս տեղային տարբերություն։ Հարթությունը կարծես բաժանվում է շերտերի։
Միջին ծածկումը սովորաբար ավելի հանգիստ արդյունք է տալիս։ Ֆրեզան մասնակիորեն կտրում է հարևան անցումից մնացած լեռնիկը, և անցումը ավելի մեղմ է ստացվում։ Աստիճանը փոքրանում է, իսկ հարթությունն ավելի հաճախ կայուն է լինում ամբողջ բազայի երկայնքով։
Շատ մեծ ծածկումն էլ չի օգնում։ Գործիքը ավելի երկար է շարժվում արդեն մշակված մետաղի վրայով, ցիկլը երկարանում է, տաքացումը՝ աճում։ Տուփաձև դետալի բարակ վերին պատի վրա դա կարող է տհաճ հետևանք տալ․ անմիջապես մշակումից հետո հարթությունը նորմալ է թվում, բայց սառչելուց հետո մի քանի տասնորդականով գնում է։
Կա ևս մեկ նրբություն։ Տրաեկտորիայի ամբողջ երկայնքով նույն ծածկումը միշտ չէ, որ նույն արդյունքն է տալիս ռեբրերի, խորշերի և պատուհանների մոտ։ Ամուր գոտում դետալը կոշտ է պահում իրեն, իսկ պատուհանի մոտ պատը ավելի թույլ է և կարող է մի փոքր հետ մղվել։ Այդ պատճառով նույն քայլը անցումների միջև կենտրոնում լավ է աշխատում, իսկ եզրի մոտ հետք է թողնում։
Ստուգումն այստեղ պարզ է։ Առաջին երկու անցումից հետո արժե մակերեսը դիտել թեք լուսավորությամբ, համեմատել միացումը կենտրոնում և պատուհանի մոտ, ապա չափել ոչ միայն ընդհանուր հարթությունը, այլ նաև կարի տեղային տարբերությունը։ Սովորաբար սա արդեն բավական է հասկանալու համար, թե պետք է փոխել ծածկումը, թե տրաեկտորիան։
Ինչպես ընտրել սխեման գործնականում
Սկզբում նայում են ոչ թե ֆրեզային, այլ հենց դետալին։ Եթե տուփաձև զագոտան ճկվում է սեղմումից կամ փաստորեն կախված է երկու կետից, լայն մշակումն կարող է գեղեցիկ հետք տալ, բայց վատ հարթություն՝ սեղանից հանելուց հետո։
Այստեղ բազավորումը շատ բան է որոշում։ Եթե հենարանները դրված են եզրերին մոտ, իսկ միջինը «շնչում» է, սովորության ուժով ռեժիմ ընտրելը վտանգավոր է։ Պետք է հասկանալ՝ որտեղ է դետալը իրականում պահում բեռը, և որտեղ է սկսում խաղալ։
Մինչ մեկնարկը օգտակար է ստուգել հինգ բան՝ դետալի կոշտությունն ու սեղմման ուժը, բազավորման սխեման և հենարանների տեղադրությունը, հարթակի իրական լայնությունը, ֆրեզայի փաստացի աշխատանքային լայնությունը և վերահսկվող փորձնական անցման պաշարը։
Աշխատանքային լայնության հետ հաճախ են սխալվում։ 100 մմ ֆրեզան միշտ չէ, որ 100 մմ-ը մաքուր ու կայուն է ծածկում։ Արդյունքի վրա ազդում են ելուստը, թիթեղների դիրքը, շեղումը և մտնելը նյութի մեջ։ Դրա համար հարթակի լայնությունը համեմատում են ոչ թե կատալոգի թվի հետ, այլ այն բանի հետ, թե գործիքն իրականում ինչպես է կտրում։
Եթե ընտրությունը կանգնած է «լայն ծայրային ֆրեզա, թե նեղ անցումներ» տարբերակների միջև, տեսական վիճաբանությունը իմաստ չունի։ Շատ ավելի օգտակար է փորձնական անցում անել նույն պտույտներով և մատուցմամբ, որոնք նախատեսված են սերիայի համար, ապա նայել և մակերեսի նախշը, և չափումը։
Եթե լայն անցումից հետո ալիքներ են երևում ամբողջ լայնությամբ, խնդիրը շատ հաճախ համակարգի կոշտության կամ բազավորման մեջ է։ Եթե նեղ անցումների դեպքում մնացել են նկատելի շերտեր անցումների միջև, նշանակում է ծածկումը քիչ է կամ ֆրեզան անհարթ է գնում։
Տուփաձև կորպուսի վրա դա շատ կիրառական է թվում։ Եթե վերին հարթակի լայնությունը 140 մմ է, իսկ ֆրեզան կայուն աշխատում է 90-95 մմ լայնությամբ, հաճախ ավելի խելամիտ է երկու անցում անել նորմալ ծածկումով, քան փորձել մեկ անգամով վերցնել ամբողջ լայնությունը՝ սահմանին աշխատելով։ Եթե դետալը կարճ է, կոշտ և լավ է նստում հենարանների վրա, մեկ լայն անցումը իսկապես կարող է ավելի մաքուր և արագ արդյունք տալ։
Օրինակ տուփաձև դետալի վրա
Պատկերացնենք կորպուս՝ երկու մեծ պատուհաններով և բարակ վերին գոտիով։ Վերևից պետք է հարթ բազային մակերես՝ կափարիչի համար։ Աչքով դետալը կարծես կոշտ է, բայց պատուհանների մոտ մետաղը բեռը ավելի վատ է պահում, և գոտին հեշտությամբ գնում է մի քանի հարյուրերորդականով։
Սկզբում դնում են 125 մմ լայն ծայրային ֆրեզա, որպեսզի հարթությունը վերցնեն մեկ արագ անցումով։ Կենտրոնում արդյունքը մաքուր է ստացվում, ցիկլի ժամանակը լավ է, բայց պատուհանի մոտ այլ պատկեր է առաջանում։ Բարակ հատվածը մի փոքր ծալվում է կտրման տակ, և եզրը մնում է մնացած հարթությունից ցածր։ Չափման ժամանակ դա երևում է ոչ թե որպես կոպիտ փոս, այլ որպես հանգիստ նստվածք եզրին մոտ՝ օրինակ 0,03–0,05 մմ։
Հետո սխեման փոխում են։ Վերցնում են 63 մմ ֆրեզա և անցնում մակերեսով մի քանի ուղիներով՝ մոտ 25–30% ծածկումով։ Մեկ անցումով հանվող շերտը փոքրանում է, բարակ գոտու վրա ծանրաբեռնվածությունը մեղմանում է, և դետալը ավելի հանգիստ է պահում իրեն։ Անցումների միջև սկզբում թեթև հետք է մնում, բայց հաջորդ անցումը այն մաքրում է։
Այո, ցիկլը երկարանում է։ Բայց սերիան ավելի հավասար է գնում՝ ավելի քիչ պատահական շեղում, ավելի քիչ վեճ վերահսկողության հետ, և ավելի փոքր ռիսկ, որ պատուհանի մոտ եզրը կրկին իջնի։ Այդպիսի կորպուսների համար մի քանի նեղ անցումներ հաճախ ավելի ազնիվ են, քան մեկ լայն անցումը, նույնիսկ եթե հետքը այդքան գեղեցիկ չի թվում։
Սխալներ, որոնք ամենից հաճախ փչացնում են արդյունքը
Տուփաձև դետալների վրա հարթությունը սովորաբար փչացնում է ոչ թե մշակման սխեման ինքնին, այլ փոքր վրիպումները կարգավորման մեջ։
Առաջին հաճախակի սխալը՝ չափազանց լայն ծայրային ֆրեզա դնել այն դետալի վրա, որին կոշտությունը չի բավականացնում։ Տուփաձև կորպուսի վերին պատը և խոռոչների վերևի գոտիները այնպես չեն աշխատում, ինչպես լիարժեք պլիտան։ Մինչ դետալը սեղմված է, դա կարող է աննկատ մնալ։ Սեղմումը հանելիս հարթությունը փոխվում է։
Երկրորդ սխալը՝ վերցնել չափազանց փոքր ծածկում և սպասել իդեալական երկրաչափության։ Թղթի վրա անցումները քիչ են, իսկ ցիկլը՝ կարճ։ Մեքենայի վրա անցումների միջև բարձրության անցում է մնում, հատկապես եթե հանգույցի կոշտությունը միջին է։
Երրորդ սխալը՝ նայել միայն հետքի նկարին։ Սա թակարդ է։ Գեղեցիկ հետքը լավ երկրաչափություն չի նշանակում։ Մակերեսի ծայրային ֆրեզավորման ժամանակ պետք է ստուգել ոչ միայն տեսքը, այլ նաև հարթությունը՝ թեկուզ մի քանի գծով, ոչ թե մեկ կետում։
Մեկ այլ վրիպում է՝ մատուցումը փոխել առանց գործիքի շեղումը և սեղմման սխեման ստուգելու։ Եթե մի ատամը մյուսներից ուժեղ է աշխատում, սրունքը շեղվում է, իսկ կորպուսը սեղմումը մի կողմ է ձգում, կտրելու ռեժիմը արդեն չի փրկի։ Սկզբում ստուգում են spindle-ը, գործիքը, ելուստը և հենարանները, ու միայն հետո են դիպչում մատուցմանը։
Եվ մեկ թանկ մանրուք ևս․ դետալը չափում են անմիջապես մշակումից հետո, երբ դեռ տաք է։ Մետաղը դեռ աշխատում է, հատկապես տարբեր հաստության պատերով տուփաձև կորպուսների վրա։ Վերջնական չափումից առաջ փոքր ընդմիջումը հաճախ ավելի ազնիվ պատկեր է տալիս։
Ստուգում՝ մինչև սերիայի մեկնարկը
Մի հաջող դետալի վրա հույս դնել պետք չէ։ Սերիայից առաջ արժե փորձնական կտրում անել մեկ-երկու զագոտայի վրա և նայել ոչ միայն չափին, այլ հենց հարթությանը։
Ամենաօգտակար վերահսկումը պարզ է։ Ինդիկատորով անցեք եզրերով ու ներքին պատուհանների շուրջը։ Համեմատեք հարևան անցումները՝ ըստ հետքի նկարների։ Առանձին ստուգեք անցման փոփոխության տեղը․ անցումների միջև կարը հաճախ ավելի լավ է զգացվում մատով, քան երևում է աչքով։ Դետալը սեղանից հանելուց հետո հարթությունը կրկին չափեք։ Եթե սեղմման տակ ամեն ինչ նորմալ էր, իսկ սեղմումը հանելուց հետո ձևը փոխվել է, պատճառը պետք է փնտրել սեղմման սխեմայում և ներքին լարվածություններում։
Օգտակար է համեմատել նաև և՛ առաջին, և՛ վերջին դետալը կարճ փորձնական խմբաքանակից։ Եթե շեղումն աճում է, պատճառը կարող է լինել տաքացումը, թիթեղների վրա կուտակումը, զրոյի շեղումը կամ սեղմման ուժի փոփոխությունը։
Եթե անցումների կարն երևաց պատուհանի մոտ կամ արտաքին եզրին, սերիան ավելի լավ է անմիջապես չսկսել։ Հաճախ բավական է մեկ ուղղում՝ մի փոքր փոխել ծածկումը, կրճատել գործիքի ելուստը կամ վերատեղադրել սեղմումը։ Դա ավելի էժան է, քան ամբողջ խմբաքանակը վերամշակելը։
Ինչ անել հետո
Վեճը՝ ավելի լավ է լայն ծայրային ֆրեզա, թե նեղ անցումներ, իմաստ ունի լուծել չափմամբ, ոչ թե սովորությամբ։ Վերցրեք փորձնական դետալ կամ երկու նույնանման զագոտա, մշակեք հարթությունը երկու սխեմայով՝ մոտ ռեժիմներով և համեմատեք ոչ միայն արտաքին տեսքը, այլ նաև հարթությունը, անցումների միջև աստիճանը և դետալի վարքը սեղանից հանելուց հետո։
Նայեք նույն կետերին՝ հարթակի կենտրոնին, պատերի և ռեբրերի վերևի գոտիներին, եզրերին և պատուհանների մոտի հատվածներին։ Հենց այնտեղ է սովորաբար երևում, թե ինչպես է ֆրեզավորման ժամանակ անցումների ծածկումը կամ հարթեցնում մակերեսը, կամ թողնում հետքեր անցումների միջև։
Որպեսզի եզրակացությունը պատահական չլինի, օգտակար է միանգամից գրանցել անցման լայնությունը, ծածկման տոկոսը, կտրման խորությունը, մատուցումը և հարթության վերահսկման կետերը։ Մի քանի օր անց այդ մանրամասները հեշտ են մոռացվում, իսկ հենց դրանք հետո խնայում են ժամանակը սերիայի ժամանակ։
Եթե դետալը թույլ է, չարժե հետապնդել ամենաարագ ցիկլը։ Բարակ պատերը, մեծ պատուհանները և երկար հարթությունը սովորաբար ավելի ուժեղ են արձագանքում ծանրաբեռնվածությանը, քան լրացուցիչ մեկ րոպե մշակմանը։ Այդ իրավիճակում սխեման ավելի լավ է ընտրել կայունության և կրկնելիության հիման վրա։
Եթե նման խնդիրների համար հաստոց ընտրելու կամ մշակման կարգավորման ավելի գործնական տեսանկյունի կարիք կա, կարելի է դիտել EAST CNC-ի նյութերը։ Ընկերությունը զբաղվում է ՉՊՈւ խառատային հաստոցների մատակարարմամբ, գործարկմամբ և սպասարկմամբ Ղազախստանի և ԱՊՀ երկրների արտադրությունների համար, իսկ բլոգում հրապարակում է սարքավորումների ակնարկներ ու մետաղամշակման խորհուրդներ։
Հաջորդ լավ քայլը պարզ է․ արեք մեկ փորձ, վերցրեք չափումները, համեմատեք երկու սխեմաներն էլ և թողեք այն տարբերակը, որը հենց ձեր դետալի վրա տալիս է կայուն հարթություն։
FAQ
Ե՞րբ է լայն ծայրային ֆրեզան իսկապես տալիս ավելի հարթ մակերես։
Սովորաբար լայն ծայրային ֆրեզան ընտրում են, երբ դետալը կոշտ է, լավ է նստում հենարանների վրա, և մակերեսը գրեթե ամբողջությամբ փակվում է մեկ անցումով։ Այդ դեպքում անցումների միջև միացումները քիչ են, և նկատելի աստիճանի առաջացման հավանականությունը փոքրանում է։ Եթե կորպուսը բարակ է կամ հենարանները անհաջող են դրված, մեկ լայն անցումը հաճախ տալիս է գեղեցիկ հետք, բայց ոչ ամենահարթ մակերեսը։
Ո՞ր դեպքերում է ավելի լավ ընտրել մի քանի նեղ անցումներ։
Մի քանի նեղ անցումներ հաճախ ավելի լավ են աշխատում պատուհաններ, բարակ պատեր և ռեբրերի միջև երկար բացվածքներ ունեցող տուփաձև կորպուսների վրա։ Այդպես դետալը ավելի մեղմ է բեռնվում, և խնդրահարույց գոտիներն ավելի հեշտ է վերահսկել։ Ցիկլը սովորաբար ավելի երկար է ստացվում, բայց սեղանից հանելուց հետո հարթությունը հաճախ ավելի ճշգրիտ և կայուն է լինում։
Որքա՞ն ծածկում վերցնել որպես մեկնարկային տարբերակ։
Սկզբի համար սովորաբար վերցնում են միջին ծածկում՝ մոտ 25–30%։ Դա հաճախ բավական է, որ հաջորդ անցումը կտրի նախորդից մնացած լեռնիկը և չտաքացնի արդեն մաքրված շերտը։ Եթե ծածկումը շատ փոքր է, միացման տեղում աստիճան է մնում։ Եթե չափից մեծ է, աճում են տաքացումը և մշակման ժամանակը։
Ինչո՞ւ մակերեսը լավ է թվում, բայց ինդիկատորը շեղում է ցույց տալիս։
Որովհետև աչքը նկատում է փայլն ու նախշը, ոչ թե երկրաչափությունը։ Ֆրեզան կարող է թողնել մաքուր հետք, բայց այդ պահին դետալը արդեն փոքր-ինչ ծալվում է՝ կտրման, սեղմման կամ տաքացման պատճառով։ Ինդիկատորը ցույց է տալիս այն, ինչ աչքը բաց է թողնում՝ երկարությամբ ալիք, եզրի թեքում և հարևան անցումների միջև բարձրության տարբերություն։
Որտե՞ղ են տուփաձև դետալի վրա սովորաբար առաջանում հարթության ամենամեծ սխալները։
Ամենից հաճախ հարթությունը շեղվում է պատուհանների մոտ, խոռոչների վրա, բարակ պատերի և արտաքին եզրերի մոտ։ Այդտեղ մետաղը ավելի թույլ է պահում բեռը, և վերին պատը ֆրեզայի տակ ավելի հեշտ է ճկվում։ Հենց այդ տեղերում օգտակար է ստուգել ոչ միայն ընդհանուր հարթությունը, այլ նաև անցումների միացման տեղերում տեղային տարբերությունը։
Ի՞նչը ստուգել առաջինը՝ ֆրեզան, թե դետալի սեղմման սխեման։
Սկզբում ստուգեք սեղմումն ու հենարանները։ Եթե կորպուսը թեքված է կանգնած կամ միջինը «կախված» է, ոչ մի ֆրեզայի տրամագիծ չի փրկի։ Դրանից հետո արդեն նայում են ելուստին, շեղմանը, թիթեղների նստեցմանը և ռեժիմին։ Գործնականում վատ բազավորումը ավելի հաճախ է փչացնում արդյունքը, քան անցումների սխեման։
Ինչպե՞ս տարբերել ծածկման սխալը գործիքի շեղումից։
Եթե կարերը նույն կերպ կրկնվում են հենց անցումների սահմանում, ամենայն հավանականությամբ մեղավոր է ծածկումը կամ հարևան անցումների տարբեր բարձրությունը։ Եթե ալիքը ձգվում է ամբողջ լայնությամբ և կապված չէ միացման հետ, փնտրեք շեղում, թույլ հանգույց կամ դետալի թեքություն։ Օգտակար է համեմատել հարթակի կենտրոնն ու պատուհանի մոտի գոտին։ Այդպես ավելի հեշտ է հասկանալ, թե որտեղ է առաջանում սխալը։
Արդյո՞ք պետք է հարթությունը չափել անմիջապես ֆրեզավորումից հետո։
Ավելի լավ է չշտապել։ Թողեք դետալը մի քիչ սառչի, և միայն հետո կատարեք վերջնական չափումը, հատկապես եթե կորպուսը բարակ է ու պատերի հաստությունները տարբեր են։ Մշակելուց անմիջապես հետո մետաղը դեռ կարող է ձևը փոխել, և դուք չափազանց լավ պատկեր կստանաք։
Ինչպե՞ս ճիշտ ստուգել մշակման սխեման մինչև սերիայի մեկնարկը։
Փորձարկում արեք մեկ-երկու զագոտով նույն պտույտներով և մատուցմամբ, որոնք նախատեսված են աշխատանքի համար։ Հետո համեմատեք ոչ միայն արտաքին տեսքը, այլ նաև հարթությունը եզրերում, կենտրոնում և պատուհանների մոտ։ Եթե սեղմումը հանելուց հետո ձևը փոխվել է, մի փոխեք ծրագրի թվերը պատահականորեն, այլ վերանայեք հենարանները, սեղմումը կամ անցումների սխեման։
Ինչ անել, եթե եզրը պատուհանի մոտ մշակումից հետո կայուն իջնում է։
Սովորաբար օգնում է նվազեցնել այդ հատվածի ծանրաբեռնվածությունը։ Դրա համար հաճախ անցնում են ավելի նեղ ֆրեզայի, նվազեցնում են մեկ անցումով հանվող շերտը, փոխում են մշակման ուղղությունը կամ սահմանում են նորմալ ծածկումով անցումներ։ Միևնույն ժամանակ ստուգեք, թե ինչպես է դետալը նստած հենարանների վրա։ Եթե եզրը կախված է կամ սեղմումը կորպուսը ձգում է, իջեցումը կրկին կհայտնվի։