Կորոբկային ուղեցուցիչներ կամ լինեար — ինչը ավելի լավ է աշխատանքի ընթացքում
Ամփոփում՝ երբ կորոբկային ուղեցուցիչները լավն են ծանր կտրումների և մեծ հավելումների համար, իսկ երբ լինեարները՝ արագ ու կրկնվող աշխատանքների համար։
Ի՞նչից սկսել ընտրությունը
Իշխող բանավեճն՝ կորոբկայինն է լավը թե լինեարը, արագ դուրս է գալիս ինժեներական շրջանակից. տարբերությունը նկատում են շենքի տերն, տեխնոլոգը և օպերատորը։ Այն նախորոշում է՝ որքան մետաղ կհեռացվի, ինչպիսին կլինի անցքի հետքը և որքան տոկուն կմնա չափը հերթափոխի վերջում։
Եթե արհեստանոցը պատրաստում է թեթև մասեր փոքր խմբաքանակներով, մեկ մեքենա կարող է թվալ հարմար գրեթե ամեն ինչի համար։ Բայց պատկերը փոխվում է, երբ գործի են ընկնում ծանր հաստոցները, խորը անցքերը և երկար ցիկլերը։ Մեքենան, որը լավ է себя պահում նուրբ ավարտական օպերացիայում, միշտ չէ որ նույնքան հանգիստ է ծանր դրության տակ։
Երկրի տարբերությունը սովորաբար երևում է երեք բանով:
- որքա՞ն մետաղ է հանվում մեկ անցքով առանց ավելորդ դողացումների;
- ինչ հետք է մնում գործի գործիքի անցքից;
- որքան կայուն է չափը շարքով, ոչ միայն առաջին մասի վրա։
Երբ ուղեցուցիչի տեսակը համապատասխան է խնդրին, օպերատորը չի ստիպվում ամեն անգամ «հանգստացնել» մեքենան՝ նվազեցնելով սնուցումը։ Եթե ընտրությունը կատարվել է ընդհանուր տպավորության վրա, սկսում են սովորական կորուստները՝ ավելորդ ավարտական անցք, դանդաղ սևացնող մշակում, չափի հարմանումներ տաքացումից հետո։
Լավ է սկսել մասի պարզ տվյալներից՝ հումքի զանգվածը, նյութը, անհրաժեշտ կտրության խորությունը, թույլատրելի մակերեսային հարթությունը և աշխատանքային բեռի տևողությունը։ Արևային նատուշի համար և ծանր сталевой հումքի համար ընտրությունը գրեթե երբեք նույնը չի լինի։
Փոքր արտադրամասը կարող է գնել արագ մեքենա թեթև մասերի համար և երջանիկ լինել առաջին ամիսներին։ Հետո գալիս է պատվեր մեծ կորպուստների համար, և պարզվում է, որ ծանր ռեժիմներում մեքենան արդեն այնքան վստահ չէ։ Նվազեցնում են սնուցումը, ցիկլը երկարվում է, մակերեսը սկսում է տարբերվել մասից մաս։
Ցանկացած սարք ընտրելիս օգտակար է նկատել ոչ թե սխեմայի անունը, այլ արտադրամասի իրական աշխատանքը։ Պարզ հարցն է՝ ինչ պետք է մեքենան հանդուրժի ամեն օր առանց ավելորդ կոմպրոմիսների։
Ինչպես աշխատում են երկու սխեմաները
Разница սկսվում է հենց շարժման սկզբունքից։ Կորոբկային համակարգում ընդհանուր գունդը սողում է լայն աջակների վրայով։ Լինեար մեջ կերիքը գնում է ռելսերի վրայով գնդիկներով կամ գլորակներով, այդ պատճառով առանցքը շարժվում է ավելի թեթև։
Կորոբկային ուղեցուցիչներին բնորոշ է մեծ կապման մակերեսը։ Բեռը բաշխվում է լայն օպորով, ոչ թե նեղ գոտով։ Սա օգնում է ավելի հանգիստ դիմանալ ուժեղ կտրող ուժերին, մեծ հումքի զանգվածին և հանկարծակի թրթռումներին՝ որոնք հաճախ լինում են ծանր ռեժիմներում։
Բայց այս լուծման գինը կա։ Սողացող կոնտակտը տալիս է ավելի շատ դիմադրություն, քան գլորակները կամ գնդիկները։ Առավել հաճախ առանցքը արագ չէր թռիչք է տանում, և պետք է ուշադիր լինել յուղի և մակերեսների վիճակի նկատմամբ։ Բայց ծանր կտրումներում այդ схема հաճախ իրենց պահում ավելի միաձույլ և հանգիստ է։
Լինեար ուղեցուցիչները կառուցված են այլ կերպ։ Կոնտակտի մակերեսը փոքր է, շարժման դիմադրությունը նվազագույն։ Այդ պատճառով առանցքները արագ են հասնում դիրքի, ավելի հեշտ են պահում արագ տարանցումները և կենդանի են արձագանքում հրամաններին։ Արտադրման աշխատանքում սա նկատելի առավելություն է՝ մահացահատիկ ժամանակները կրճատվում են։
Օպերատորը հաճախ զգում է տարբերությունը արդեն առաջին օրերից։ Մեքենան կորոբկային ուղեցուցիչներով շարժվում է մի փոքր ծանր, բայց կտրումներում հաճախ թվում է ավելի կուտված։ Մեքենան լինեարներով արագ նետվում է մի կետից մյուսը և հեշտությամբ հավաքում շարժիչը։ Կորոբկային համակարգում խոշոր հանման ժամանակ թրթռումը հաճախ նվազագույն է, իսկ լինեար համակարգում զգացվում է առանցքների թեթևությունը։
Մշակվելու պրակտիկայում պարզ է. Եթե մեքենան ամբողջ օրը հանում է մեծ հավելում մետաղից, կորոբկային схема հաճախ ավելի հավասար կերպով պահում է բեռը։ Եթե պետք է արագ bewegen-վել, հաճախ փոխել դիրքը և կրճատել ցիկլը, լինեարն ավելի հարմար է։
Երբ կորոբկային ուղեցուցիչները տալիս են լավագույն արդյունքը
Կորոբկային ուղեցուցիչները լավ են այնտեղ, որտեղ կտրումը տեղի է ունենում զարկերով և բեռը բոլոր ժամանակներում փոխվում է։ Սա հատկապես նկատելի է ցրագրերով, հեղուկաձև հումքով և մասերով՝ որոնց վրա կտրումը պարբերական է։ Երբ կտրողը միւս մեջ է մտնում ու դուրս գալիս, մեքենան ստանում է բազմաթիվ թրթռումներ։ Վերջիններն ապահովում է ծանր հիմքը և մեծ կոնտակտի մակերեսը՝ թրթռումները լավ մարում են։
Սև մշակման ժամանակ տարբերությունը տեսանելի է ակնհայտ։ Եթե օպերատորը վերցնում է մեծ կտրության խորություն և փորձում է մեկ անցքով շատ մետաղ հանել, կորոբկային схема սովորաբար հանգիստ է պահում կտրումը։ Մեքենան պակաս ցատկում է, գործիքը ավելի հավասար պահում է գիծը և ռեժիմի ուժը պարտադիր չէ շտապով նվազեցնել։
Սա չի նշանակում, որ կորոբկային ուղեցուցիչները միշտ տալիս են առավելագույն արագությունը։ Նրանց ուժը ուրիշում է. նրանք ավելի լավ են տանում բեռը, երբ деталь-ը ծանր է, կոշտ և ինքնին մեծ դիմադրություն է տալիս։ Մասիվ փողի, սկավառակի կամ կորպուսի վրա այդ կայունությունը հաճախ ավելի կարևոր է, քան արագ անգործունակ շարժումները։
Շատ դեպքերում այս схема հարմար է литե կորպուսների առաջին հանման համար, որոնք ունեն կոշտ թեփ և անհարթ մակերես, խորը անցքեր մեծ հումքի վրա և ծանր մասերի մշակման համար, երբ ցանկացած լրացուցիչ թրթիռ անմիջապես ցույց է տալիս դող։ Եթե ձեր արտադրամասին պետք է մեծ հանման անկյուն, ոչ թե ռեկորդային առանցքային դինամիկա, կորոբկային ուղեցուցիչները սովորաբար ավելի բանավիճակ է։
Կարեւոր դրականն էլ մասի զանգվածն է. ծանր հիմքը և միավորները քիչ են արձագանքում պատահական բեռների թռիչքներին։ Օպերատորին ավելի հեշտ է պահպանել կայուն ռեժիմը երկար հերթափոխի ժամանակ՝ հատկապես երբ խմբաքանակը մեծ է և հումքերը մի փոքր տարբեր։
Մակերեսը նույնպես հաճախ դուրս է գալիս ավելի հարթ, չնայած կորոբկային սխեման հազվադեպ են վերցնում բացառապես ավարտական անցքի համար։ Պարզ է՝ եթե միավորը քիչ է դողում ծանր կտրման ժամանակ, գործիքի հետքը հանգիստ է լինում և հաջորդ անցքը պահանջում է քիչ լրացուցիչ հարմարեցում։
Երբ լինեար ուղեցուցիչները ավելի հարմար են
Լինեարները հաճախ են ընտրում այնտեղ, որտեղ մեքենան շատ է շարժվում և մի պակաս ժամանակ է ծախսում մեկ անցքի վրա։ Եթե ցիկլը կարճ է, ու դիրքերի միջև հաճախ են արագ տեղաշարժեր լինում, առանցքի թեթևությունը նկատելի տարբերություն է բերում։
Սա լավ երևում է սերիական մասերի վրա։ Երբ հերթափոխի ընթացքում պետք է պատրաստել ոչ թե հինգ կորպուս, այլ երկու հարյուր նույնական բուշոն, յուրաքանչյուր ցիկլում 4–6 վայրկյան տնտեսությունը արագ է խթանում արդյունաբերությունը։
Ավարտական անցքներում փոքր հանման հոսքով լինեար սխեման նույնպես հարմար է։ Ընդամենը բեռը փոքր է, բայց կարևոր է առանցքի հավասար և առանց ավելորդ իներցիայի ընթացքը։ Այս ռեժիմում ավելի հեշտ է պահել կայուն սնուցումը, և մակերեսը սովորաբար ստացվում է կանխատեսելի, եթե գործիքն ու ռեժիմը ճիշտ են ընտրված։
Լինեարները հաղթում են այնտեղ, որտեղ հաշվարկում են վայրկյանները, ոչ միայն ուժի պահուստը։ Սա սովորական է կրկնվող մասերի համար, երբ տեխնոլոգիան հստակ է, և մեքենան օրերով մեկ և նույն աշխատանքն է կատարում։
Դրանք հատկապես հարմար են, եթե деталь-ը փոքր կամ միջին է, առանցքները հաճախ անցնում են մշակման տարածքների միջև, հիմնական աշխատանքը՝ ավարտական անցքերում է, իսկ խմբաքանակը մեծ է և պահանջում է կայուն ցիկլային ժամանակ։
Պարզ օրինակ. արաջարկանատունը ստեղծում է ֆլաններ CNC տուրավորով։ Սև հանումը հիմա արդեն չեմ ամենաշատը ծանր չէ, բայց կրկնությունները շատ են — մոտել, կտրել, հետ բեր, դիրք փոխել և նորից։ Այս խնդիրում արագ և թեթև տեղաշարժերը տալիս են ավելին, քան ավելորդ ուժային պահուստը, որը պարզապես չի օգտագործվում։
Պրակտիկայում սա նաև օգուտ է տալիս՝ օպերատորին ավելի հեշտ է ստանալ նույն արդյունքը մասից մաս։ Չափը պակաս է «լողում», մակերեսը ավելի հարթ է, և ժամանակը առաջինից հարյուրերորդ մասի փոփոխությունը փոքր է։
Ինչ է տեղի ունենում ծանր ռեժիմներում
Ծանր ռեժիմը արագ ցույց է տալիս մեքենայի թույլ կետերը։ Մինչ կտրումը հանգիստ է ընթանում, տարբերությունը կարող է փոքր թվալ։ Բայց խորը հանմամբ, պարբերական կտրումով և մեծ սնուցմամբ կոնտակտների վրա գալիս է լրիվ այլ բեռ։
Ամենադժվարը՝ հարվածային պահերն են։ Ռեզը մտնում և դուրս է եկել մետաղից, բռնում է փոփոխական թափք, և յուրաքանչյուր մուտք փոխանցում է հարված սուպորտին, շփինդելին և ուղեցուցիչներին։ Կորոբկային схема սովորաբար այս հարվածները հանգիստ է տանում՝ մեծ կոնտակտի մակերեսի և լավ ջերմջերմացման հաշվին։ Լինեարը հաղթում է շարժման թեթևությամբ և արագությամբ, բայց խոշոր ուժային կտրումներում ավելի կախում ունի տախտակի չափից, միջանկյալների կարծրությունից և հավաքման որակից։
Ծանր հերթափոխում միայն սխեման ամեն ինչ չի լուծում։ Լայն կարևորություն ունեն սնկման համակարգը և մածուցիկությունից պաշտպանությունը։ Եթե յուղը չի տարանվում հավասարաչափ, ուղեցուցիչը տաքանում է, արագ է שחվում և կորցնում է հարթությունը։ Եթե պաշտպանությունը լի է մանր թափքով, այն աշխատում է որպես սվաղող նյութ։ Այդ դեպքում նույնիսկ լավ մեքենան առաջաժամկետում ձեռք է բերում լոս, առանցքային զարկեր և մակերեսային հետքեր։
Որպեսս՝ մի քանի ժամ ծանր աշխատանքի հետո ճշգրտությունը սովորաբար սկսում է կորել։ Մոդուլները տաքանում են, մետաղը ընդլայնվում է, չափը տեղաշարժվում է։ Սկզբում օպերատորը նկատում է փոքր նշաններ՝ տրամագիծը աստիճանաբար մեծանում է կամ հայտնվում է կորոնիկություն։ Հետո ավելանում է ալիք մակերեսին, և ավարտական անցքը այլևս չի տալիս սկզբի արդյունքը։
Հաճախ հանդիպող ահազանգիչ նշաններն են.
- չափը գնում է հերթափոխի ավարտին;
- մակերեսը դառնում է ալիքավոր՝ նույն ռեժիմներով;
- կտրելու ձայնը փոխվում է առանց ծրագրի փոփոխության;
- պաշտպանության և սալազների մեջ նստում է մանր թափ։
Կան նաև սովորական սխալներ. հաճախ ուղղակիորեն միջնորդում են ուղեցուցիչներին, մինչդեռ խնդիրը կապված է լարման հետ։ Մկուր խողովակափակող, թույլ հենք երկար հումքի համար կամ սխալ ընտրված հավելումը արագ փչացնում են պատկերը ցանկացած մեքենայի վրա։ Մասնիկը սկսում է դողալ, ռեզը բռնում է տատանումը, իսկ մակերեսը կորցնում է հարթությունը։ Այդ իրավիճակում երկու սխեման էլ ցույց կտան իրանցից ավելի վատ արդյունք։
Ուստի ծանր ռեժիմային մեքենա ընտրելիս հարցնել միայն ուղեցուցիչի տեսակը չքչ։ Շատ ավելի օգտակար է պարզել՝ ինչպես կազմակերպված է յուղի մատակարարումը, որքան լավ պաշտպանված են առանցքները, ինչքա՞ն է միավորների զանգվածը և ինչպես մեքենան պահպանում է չափը երկար հերթափոխից հետո։
Ինչպես ընտրել ձեր մասի համար
Լավ ընտրությունը չի որոշվում ընդհանուր բանավեճերով, այլ մեկ մասի կամ նման մասերի ընտանիքի վրա։ Նույն մեքենան կարող է հաջող լինել բուշոնների համար և անհարմար լինել ծանր կորպուսի համար։
Առաջին հերթին ֆիքսեք տվյալները թղթի վրա։ Հիշողությունը հաճախ խաբում է, և վաճառողին կամ տեխնոլոգին պետք չեն ընդհանուր բառեր, այլ թվեր.
- ինչ նյութ եք մշակում;
- ինչ տեսքի հումք է գալիս՝ թմբուկ, կաղապար, լիցք կամ պատրաստ հարուստ բլոկ;
- ինչ հավելում եք հանում և ինչ խորություն է սովորական հերթափոխում;
- ինչքան է մասի զանգվածը սարքավորման հետ միասին;
- ինչն է կարևոր այս աշխատանքում՝ արագ հանել մետաղը, ստանալ ավելի մաքուր մակերես կամ ավելի երկար պահել մեքենան բեռնված վիճակում։
Այդուհետև ընտրությունը սովորաբար ինքն իրեն նեղեցնում է։ Եթե մասը ծանր է, հավելումը մեծ է և ռեժիմները բարդ են, կորոբկային ուղեցուցիչները հաճախ ավելի հանգիստ աշխատանք կհամապատասխանեն։ Մեքենան չի ձգտում արագության, բայց ավելի լավ է պահում բեռը և չի արձագանքում այնքան तीհաճորեն խիստ սև մշակմանը։
Եթե հումքը հարթ է, հավելումը փոքր է, և նպատակն է արագ դուրս գալ չափի ու ստանալ հարթ մակերես առանց ավելորդ ընդհատումների, լինեար ուղեցուցիչները հարմար են։ Վրանք լավ են սերիական մասերի համար՝ երբ կարևոր են արագ տեղաշարժերն ու կարճ օգնական ժամանակները։
Ի՞նչն դնել առաջին տեղում
Հաճախակի սխալը պարզ է՝ փորձում են մեկ մեքենա վերցնել բոլոր դեպքերի համար։ Եթե 70% ծանրաբեռնվածությունը կազմում է ծանր մասերի սև մշակումը, չէ պատշաճ ընտրել մեքենան միայն դրա համար, որ այն արագ է բացասական գործերում։ Եվ հակառակը՝ թեթև ու կրկնվող մասերի համար անիմաստ է ավել վճարել պահուստի համար, որը գրեթե չի օգտագործվի։
Պարզ օրինակ. եթե արտադրամասը մաքուր լիցքային կորպուսներ մշակում է մեծ հավելումով, ավելի լավ է նայել բեռի տակ կայունությանը։ Եթե արտադրամասը պատրաստում է պռեպարացված պտուտակներ և ֆլաններ փոքր հավելումով, հաճախ ավելի կարևոր է ցիկլի արագությունը և հավասար ավարտական անցքը։
Առանց գնելու օգտակար է խնդրել փորձարկում դրված ձեր մասով կամ նման նյութով։ Եթե հնարավոր է, տվեք ձեր նկարչությունը և ձեր գործիքը։ Այդ ժամանակ զրույցը դառնում է հստակ և առարկայական։
Որտեղ հաճախ են սխալվում
Առաջին սխալը — դիտել արագացման շարժման ցուցանիշը և գրեթե չդիտել, թե ինչպես մեքենան կտրում է մետաղը։ Արագ շարժումը գրավիչ է աղյուսակում և տեսանյութում, բայց ինքնին չի խոսում՝ ինչպես կլինի իրավիճակը սև մշակման վրա։ Եթե մասը ծանր է, հանումը մեծ է, իսկ գործիքը աշխատում է զգալի բեռով, տարբերությունը հաճախ ավելի ցածր է, քան յուղի հոսքի և հանգստության պահուստը։
Երկրորդ սխալը՝ փորձարկել երկու մեքենա այնպես, կարծես տեղադրման պայմանները նշանակություն չունեն։ Իրականում հիմքը, ծանրության բաշխումը, բացբերումը և ընդհանուր հաստատման սրտը մեծ ազդեցություն ունեն բաշխման վրա։ Նույն մեքենան կարող է հանգիստ աշխատել լավ հիմքի վրա և զգալիորեն ավելի վատ՝ թույլ հատակի դեպքում։ Այս պատճառով հաճախ վեճը նահանջում է թեմայից՝ խնդիրը չէ սխեմայում, այլ մեքենայի տեղադրումում։
Նաև սխալ է հավատալ անձնական ճշգրտությանը առանց ծանրաբեռվածության ստուգման։ Փաստաթղթում ամեն ինչ գեղեցիկ է, բայց մակերեսը կախված է ոչ միայն կատալոգի թվերից։ Եթե մեքենան պահում է գեոմետրիան բեռնաթափում, դա դեռ չի նշանակում, որ այն նույն կերպ կպահի չափը խորը կտրումում։ Ընդունելի հարցը վաճառողին՝ ինչպես մեքենան себя ցույց է տալիս իրական մասով, իրական գործիքով և երկար հերթափոխով։
Սա հաճախ մոռացվում է նաև սպասարկման մասին։ Ուղեցուցիչների սերմացումը, պաշտպանության վիճակը, թափքի և փոշու մուտքը ազդում են ռեսուրսի վրա արագ։ Եթե դրա հետևողը չի գործում, լինեարները կորցնում են հարթությունը, իսկ կորոբկայինները նույնպես չհանդուրժում են կեղտ ու անորակ յուղ։ Հետո մեղքը կրկին բերում են սխեմային, хоча պատճառը եղել է սպասարկման բացակայությունը։
Մյուս սխալը՝ ալյումինի փորձը տեղափոխել փայտի վրա լողով։ Ալյումինով մեքենան կարող է շատ կենցաղային և ճշգրիտ թվալ, բայց ծանր ռեժիմներ—պողպատ կամ երկաթ—պատկերն ամբողջապես փոխվում է։ Արտադրամասը վերցնում է մեքենա, որը լավ էր աշխատել ալյումինով, ու դրանով ուզում են կտրել պողպատով ծանր ֆլաններ՝ մեծ հանմամբ։ Ապա արագ պարզվում է, որ պահանջները խիստ տարբեր են։
Խելացի ընտրությունը տեղի է ունենում ոչ մի գեղեցիկ թվով, այլ հանգույցով՝ նյութ, հանման չափ, ցիկլի տևողություն, տեղադրում և սպասարկում. այս ֆոկուսի դեպքում սխալները զգալիորեն նվազում են։
Պրակտիկ օրինակ
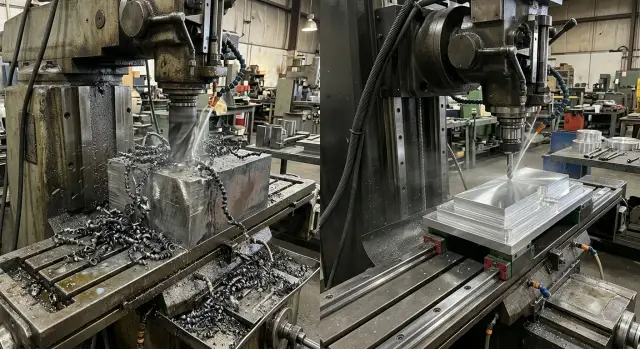
Ելքի համար պատկերացրեք սովորական պատվեր. արտադրամասը մշակում է լիցքային կորպուս մեծ հավելումով։ Հումքը անկանոն է, մետաղը տեղերով կտրելն է ծանր, և առաջին խնդիրը պարզ է՝ մեծ զանգվածը հեռացնել առանց ավելորդ դողացումների և կանգառների։
Սև անցքերում կորոբկային ուղեցուցիչներով մեքենան սովորաբար հանգիստ է себя պահում։ Օպերատորը վստահաբար պահում է սնուցումը, իսկ մեքենան ավելի հավասարակշռված տանում է պահին, երբ գործիքը մտնում է հաստ հատված։ Ծանր ռեժիմներում սա լսվում և տեսանելի է՝ ձայնը կայուն է, կտրումը համակցված է, գործիքը պակաս տուժում է հարվածներից։
Եթե նման կորպուսները գնում են շարքով, տարբերությունն արագ է դառնում տեսանելի։ Սև մշակումը սիրում է կարծրություն և բեռի պահուստ, և կորոբկային схема հաճախ հենց դա է տալիս։
Հետո գալիս է աշխատանքը հաջորդ փուլը։ Հավելումը արդեն հանված է, պետք է արագ մշակել տեղադրումները, հարթությունները և անցքերը, մի քանի անգամ փոխել գործիքը և ճշգրիտ դուրս գալ չափի։ Այս փուլում լինեարները հաճախ ավելի հարմար են՝ առանցքները արագ են արագանում, արագ մոտենում են կետին և մեքենան ծախսում է պակաս ժամանակ անցումների վրա։
Ավարտական օպերացիայում սա ազդում է ոչ միայն ցիկլի վրա, այլ նաև աշխատանքի ռիթմի վրա։ Երբ անցքերը կարճ են, իսկ տեղաշարժերը շատ, լինեարը օգնում է կրճատել օգնական ժամանակը և հավասար պահել մակերեսը, եթե ռեժիմը ճիշտ է ընտրված։
Իսկապես՝ հարցը չեն լուծում ըստ մոդայի։ Եթե մեքենան ամեն օր հանում է մեծ հավելում լիցքային կորպուսներից, կորոբկային схема հաճախ ավելի օգտակար կլինի։ Եթե նույն մեքենան հիմնականում անում է ավարտական անցումներ, հաճախ հանումներ և կարճ անցումներ, լինեարը կարող է տալ ավելի լավ արդյունք հերթափոխի ընթացքում։
Միայն մեկ բանը պետք է դիտել՝ ինչ օպերացիան машина պետք է կատարի ամեն օր։ Տվյալը սովորաբար տալիս է ճիշտ պատասխան։
Ստուգում առցանց գնումից առաջ
Ցուցականով նման բանավեճը հազիվ թե լուծվի։ Այն որոշվում է ձեր մասերով, ձեր կտրող ռեժիմներով և այն պայմաններով, թե ինչպես մեքենան կմնա արտադրամասում ամեն օր։
Սկզբում նայեք ոչ թե մեքենային, այլ ձեր աշխատանքին։ Եթե հաճախ եք հանում մեծ հավելում պողպատից, երկաթից կամ կաղապարներից, պահանջները մեկ են։ Եթե հիմնականում փոքր անցքեր եք անում, կրկնվող խմբաքանակներ և բարձր արագություն, պատկերը այլ է։
Օգտակար է արագ պատասխանել հինգ հարցի.
- ինչն եք ամենաշատը մշակում;
- որքան մետաղ հանում եք սովորական ցիկլում;
- ինչ զանգված ունի մասը և որքան լավ է այն ամուր բռնվում;
- մեքենան աշխատելու է բեռոտ վիճակում երկու ժամ օրում՞ թե ամբողջ հերթափոխը;
- ինչն է ավելի հարազատ արդյունքին՝ լրացուցիչ 30–60 վայրկյան ցիկլում կամ մակերեսի թրթռման հետքերը։
Պատասխանները անմիջապես կկրճատեն ընտրությունը։ Ծանր մաս անկյունային թույլ բռնման և մեծ հավելում պահանջում են մեկ մոտեցում։ Փոքր մասը, կայուն սարքավորումը և արագության հաղթանակը՝ այլ մոտեցում։
Աղետը նաև հաճախ պակաս է գնահատվում. ով պետք է սկսի մեքենան տեղադրման պահին, կարգավորի այն և հետեւի միավորների վիճակին։ Եթե արտադրամասում ամուր նալադչիկ չկա, ավելի լավ է պարզել, ինչ է մտնում տեղադրման ծառայության մեջ և ինչպիսին է սպասարկումը։ Լավ մեկնարկը հաճախ տնտեսում է շաբաթներ փորձարկումներից։
Պարզ օրինակ. արտադրամասը մշակում է ծանր պողպատե կորպուսներ, մեքենան աշխատում է գրեթե ամբողջ հերթափոխը, և մակերեսին չի կարող թույլատրել ալիք։ Այդ իրավիճակում հավելյալ մի րոպեն ցիկլում սովորաբար ավելի էժան է քան թերությունը կամ չհավասարակշիռ չափը։
Եթե այս հարցերին դժվար է պատասխանել կարճ և թվերով, մոդելները համեմատել դեռ վաղ է։ Սկզբում հավաքեք իրական ռեժիմները, մասերի զանգվածը և մակերեսային պահանջները։ Դրանից հետո ընտրությունը շատ ավելի պարզ է դառնում։
Ինչ անել հետագայում
Մի ընտրեք մեքենան միայն ըստ ընդհանուր նկարագրության։ Վերցրեք ձեր մասերը, ձեր նյութը և այն ռեժիմները, որոնց վրա արտադրամասը կմշակի ամեն օր։ Այն ժամանակ հարցը կորոբկային kontra լինեար արագ դառնում է պրակտիկ։
Հավաքեք պարզ տվյալների փաթեթ՝ մասի չափերը և զանգվածը, նյութը և սովորական հավելումը, կտրության խորությունը, սնուցումը, սև մշակման տևողությունը, մակերեսի պահանջները և թե քանի ժամ հերթափոխում մեքենան աշխատելու է բեռի տակ։ Մինչ այդ ցանկի նմանը հաճախ փոխում է ընտրությունը։
Հետո համեմատեք երկու տարբերակները նույն խնդրի վրա։ ՈՉ՝ տարբեր նմուշների վրա և չհամընկնող ներկայացումներով, այլ մեկ մասի վրա, նույն նյութից և նույն հավելումով։ Նայեք ոչ միայն մշակման ժամանակը. ստուգեք, թե ինչպես պահում է չափը, ինչ մակերես է ստացվում և ինչպես է պահվում մեքենան սերիայով նույն մասերի մշակումից հետո։
Գինը նույնպես չարժե դնել առաջին տեղում։ Վիճարկել անմիջապես տեղադրման, սպասարկման և ռեժիմային պահուստների մասին։ Սպասվողից էժան մեքենան արագ կորցնում է իմաստը, եթե դժվար է տեղակայել կամ ծանր ռեժիմում անընդհատ խնդրում է քաշել սնուցումը կամ խորությունը։
Օգտակար է վաճառողից մի քանի ուղիղ հարց տալ. ով կսկսի սարքավորումը տեղում, որքան արագ կարելի է ստանալ ծառայություն, ունի՞ արդյոք մոդելը զանգվածի ու իրական բեռի պահուստ՝ ոչ միայն բուկլետային թվերով։
Եթե պետք է առարկայական ընտրություն, EAST CNC-ը Ղազախստանում կարգավորում է նման խնդիրները իրական մասով, ոչ թե ընդհանուր բառերով. ընկերությունը մատակարարում է CNC տուրեր և մշակող կենտրոններ, օգնում ընտրության, տեղադրման և սպասարկման հարցերով, ուստի զրույցն անպայման կարող է լինել ոչ միայն գնային, այլ նաև աշխատանքի լուրջ գնահատման մասին։
Լավ ավարտող քայլը պարզ է. ուղարկեք մատակարարին մասի նկարչությունը, նյութը, հավելումն ու ձեր ռեժիմները։ Այդ դեպքում համեմատությունը արդար է և սխալի ռիսկը զգալի նվազում է։