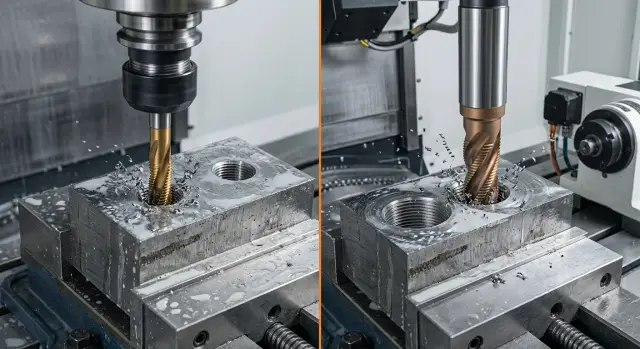
Մետչիկով թե ֆրեզով թելի կտրում CNC-ում: ինչպես ընտրել եղանակը
Մետչիկով կամ ֆրեզով թել. համեմատում ենք կոտրման ռիսկը, ցիկլի ժամանակը և թելի որակը փոքր խմբերի և սերիաների համար CNC վրա։
Ինչու՞ է ընտրությունը վիճելի
Նախշի վրա թելը պարզ է թվում՝ չափ, քայլ, թոլերանս։ Բայց մետաղագործության մեջ նույն թելը կարող է вести себя совершенно по-разному. Վիճաբանությունը հաճախ ոչ թե պրոֆիլի շուրջ է, այլ ռիսկի, սխալի գնա և ինչպես մասը себя կվարի սերիայի մեջ։
Մետչիկն ու ռեզբոֆրեզը տարբեր կերպ են հեռացնում նյութը. մետչիկը ձևավորում է պրոֆիլը միանգամից, ուստի ցիկլը հաճախ կարճ է լինում։ Բայց նա ավելի խոցելի է նյութից, стружка-ից և անցքի ճշգրիտ պատրաստությունից։ Ռեզբոֆրեզը կտա ավելի մեղմ գործողություն՝ գործիքը աստիճանաբար հանում է նյութը, և հանկարծակի կոտրման ռիսկը սովորաբար ցածր է։ Փաստացի արդյունքը նույնն է, բայց պրոցեսային բջիջը տարբեր է։
Բաղադրիչի նյութը արագ փոխում է ընտրությունը. ալյումինի և փափուկ պողպատների մեջ մետչիկը հաճախ հանգիստ և արագ է աշխատում։ Նրանց մեջ, որոնք ավելի вязкие կամ նержавչի տեսակ են, բեռը մեծանում է, стружka-ն դուրս է գալիս ավելի վատ, և սխալը արժի թանկ։ Եթե կոտրված մետչիկը մնաց մասի ներսում, բացասական կորուստները հաճախ ավելի ցավոտ են, քան մի քանի ավել վայրկյան ցիկլը։
Ճակատային խորությունը նույնպես մեծ դեր ունի. կարճ սկիզբանցքում մետչիկը սովորաբար իրեն ավելի լավ է զգում։ Դեպի խոր կամ глухой անցքում առաջնային տեղ են զբաղեցնում стружка-ի դուրս բերումը, հատակի զիջումը և закусывание-ի ռիսկը. այդ պատճառով նույն M10 թելը երկու տարբեր մասերում կարող է պահանջել տարբեր մոտեցումներ։
Բաժնի չափը ևս մեկ գործոն է. փոքր խմբերի համար цех-ը հաճախ գնահատում է ճկունությունը՝ ծրագրի արագ հրամցում, նյութի արագ փոխում կամ չափի փոփոխություն։ Սերիայում ավելի հաճախ ընտրում են այն եղանակը, որը տալիս է կարդացվող արդյունք տասնյակ և հարյուրավոր մասերի մեջ։
Ուստի հարցը «մետչիկով թե ֆրեզով» հազվադեպ են լուծում առանց կոնկրետ խնդրի պատկերացման. կարևոր է հասկանալ՝ որն է եղանակը, որը կտա քիչ բրակ հենց ձեր մասի, ձեր նյութի և ձեր արտադրության ծավալների համար։
Խնդրի դեպքում որտեղ մետչիկը ավելի հեշտ է և արագ
Մետչիկը հաճախ հաղթում է ժամանակի առումով, երբ խոսքը վերաբերում է ստանդարտ թելին սովորական անցքերում. եթե չափը ավանդական է, նյութը հայտնի է, և ծրագիրը արդեն անցել է փորձարկում, ցիկլը կարճ և մատչելի է։ Սերիայի համար սա հաճախ ամենաուղիղ տարբերակն է։
Մյուս կողմից մետչիկով աշխատելը հատկապես հարմար է սկիզբանցքային անցքներում. стружka-ի համար ելք կա, գործիքն ավելի հեշտ է անցնում պրոֆիլով, և օպերատորին ավելի հեշտ է վերահսկել պրոցեսը։ Մասնների վրա, որոնցում տասնյակ նույնատիպ անցքեր կան, ժամանակի տարբերությունը արագ դառնում է ակնուս։
Օրինակ՝ M8 թելը սկիզբանցքային անցքում միջին tvrյությամբ պողպատում: եթե ծեծիչը տալիս է ճիշտ տրամագիծ, իսկ станок-ը պահում է համառոտությունը, մետչիկը սովորաբար այդ թելը կարճ ժամանակում կկատարի ավելի արագ, քան ֆրեզը։ 50-100 հատանոց խմբում դա արդեն զգալի ժամանակային տնտեսություն է։
Բայց այդ արագության պայմանը հետևյալն է՝ մետչիկը սիրում է ճշգրիտ նախապատրաստում. եթե անցքը նույնիսկ քիչ նեղ է, բեռը արագ մեծանում է. գործիքը կերևում է դժվարությամբ, տաքանում է և կարող է անհետ կոտրվել առանց երկար նախազգուշացումների։
Փոխակցությունը նույնպես վատ է հանդուրժում. եթե шпинդельը, патронը կամ հենց անցքը տալիս են отклонение, թելը աշխատում է ավելորդ լարվածությամբ։ Նույն բանն է պատահում, երբ стружka-ն չի դուրս գալիս նորմալ, հատկապես вязких նյութերում և глухих անցքերում։
Մետչիկը սովորաբար հարմար է այնտեղ, որտեղ պայմաններն կանխատեսելի են:
- ստանդարտ քայլ և հաճախ հանդիպող չափս;
- սկիզբանցքային անցք;
- կայուն նյութ առանց խիստ tvrյության փոփոխությունների;
- ճիշտ տրամագիծ սրքմանց հետո;
- կրկնվող սերիա՝ արդեն կարգավորված պրոցեսով։
Եթե մասը պարզ է, անցքը ճիշտ է պատրաստված, և стружka-ն ազատ դուրս է գալիս, մետչիկը տալիս է արագ արդյունք առանց ավելորդ շարժումների։ Բայց երբ նախապատրաստումը սկսում է "փոխվել", սխալների պատեհը արագ նվազում է։
Որտեղ ֆրեզը տալիս է ավելի մեծ պահուստ
Ֆրեզը հաճախ հաղթում է այնտեղ, որտեղ սխալի արժեքը մեծ է. եթե մետչիկը կոտրվում է անցքի մեջ, հաճախ մաշվում են պատյանը, և կոտրված կտորը դժվար է հանել։ Ռեզբոֆրեզով ռիսկը պատվի համար ցածր է. նույնիսկ եթե գործիքը կոտրվի, այն սովորաբար այնքան չի փակում անցքը, և հնարավորությունը պահպանել մասը զգալիորեն ավելի մեծ է։
Սա հատկապես կարևոր է թանկ заготовках. երբ մասը արդեն անցել է շատ օպերացիաներ, ոչ ոք չի ուզում կորցնել այն վերջնակետում մեկ թելով։ Ուստի ռեզբոֆրեզը հաճախ ընտրում են նержавչի, вязких сплавների և այն մասերի համար, որտեղ բրակը շատ թանկ է։
Այլ առավելություն — տրամագծի ճկունությունը. եթե քայլը նույնն է, մեկ ռեզբոֆրեզով հաճախ կարելի է անել մի քանի մոտ ընթացող տրամագծեր՝ պարզապես փոխելով ճանապարհը։ Փոքր խմբերի համար սա հարմար է՝ հիմքը չէ պահել առանձին մետչիկներ յուրաքանչյուր չափի համար, և վերակարգավորումը անցնում է հեշտ։
Որտեղ հսկողությունը ավելի լավ է
Գլուխային անցքերում ֆրեզը սովորաբար տալիս է օպերատորին ավելի խաղաղություն. կարելի է ճշգրտորեն սահմանել խորությունը, թողնել անհրաժեշտ չապահովված հատվածներ հատակի մոտ և չհարվածել գործիքի ծայրին։ Մետչիկի համար հատակի պահուստը փոքր է, և հաշվարկային սխալը արագ հանգեցնում է կոտրմանը։
Ֆրեզը նաև օգտակար է, երբ թելը գալիս է մոտ уступի կամ բարակ պատին. գործիքը մնում է մեղմ, բեռը չի աճում այնքան արագ, և պրոցեսը հեշտ է ճշգրտել կոնկրետ գեոմետրիային համապատասխան։
Նաև պրակտիկ առավելություն է այն, որ եթե թելը ստացվել է փոքր-ինչ կոշտ, ծրագիրն կարելի է ուղղել հարյուրերորդ միլիմետրով և կրկին անցնել։ Մետչիկով նման ազատություն գրեթե չկա։ Սերիաների համար սա միշտ չէ, որ վճռորոշ է, բայց փորձնական խմբերում, սարքավորումներում և թանկ կորպուսային մասերում այս պահուստը հաճախ արդարացնում է ավելի երկար ցիկլը։
Ինչը ամենաշատն է ազդում կոտրմանը վրա
Գործիքը հազվադեպ է կոտրվում մեկ պատճառով. սովորաբար միավորում են մի քանի գործոններ։ Հ тяжелая նյութ, երկար թել, վատ стружka-ի ելք և փխրուն зажим — այսպիսի պայմաններում մետչիկը կարող է չհասած լինել նույնիսկ առաջին մասի վերջը։
Սկզբում նայում են նյութը, քայլը և թելի երկարությունը. вязкая сталь-ն ու նержавչին стружка-ն ձգվում, բարձրանում է բեռը։ Փոքր քայլը նույնպես վտանգավոր է՝ ատամը աշխատում է բարակ, և սխալը ենթադրում է ակնառու վնաս հատակին։ Եթե թելը երկար է՝ բեռը պահվում է գրեթե ամբողջ ցիկլի ընթացքում, և ճկունությունը արագ սպառվում է։
CNC-ի վրա թելի ստեղծման ընթացքում շատ բան որոշում է ոչ միայն ռեժիմը, այլև մեխանիկան. шпинդেলের биение-ն, գործիքի մեծ ելքը և թուլ зажим-ը վատացնում են աշխատանքը առաջին վայրկյաններից։ Մետչիկի համար դա հաճախ ավարտվում է заклиниванием-նով։ Ֆրեզը կարող է անմիջապես չկոտրվել, բայց սկսում է գնում չափից և փչացնել պրոֆիլը։
Ստружka-ն և ՔОЖ-ը ազդում են ավելի շատ, քան թվում է. եթե стружka-ն չի դուրս գալիս անցքից, այն կրկին ընկնում է կտրող մասի տակ։ Գործիքը սկսում է քերծվել փոխարենը կտրելու, հետո բարձրանում է տաքությունը, և կոտրումը դառնում է ժամանակի հարց։ Գլուխային անցքներում սա ակնառու է։
Ռեժիմները չի կարելի փոխանցել մեկ գործիքից մյուս առանց ստուգման. մետչիկի ու ֆրեզի կտրող սխեման և զգայունությունը սխալների նկատմամբ տարբեր են. այն, ինչը հանգիստ աշխատում է ռեզբոֆրեզավորմամբ, կարող է անմիջապես ծանրաբեռնել մետչիկը։ Եվ հակառակ դեպքում՝ չափազանց զգույշ ռեժիմը ֆրեզի համար հաճախ տալիս է ավելորդ ցիկլային ժամանակ և ցածր մակերեսային որակ։
Առաջին նշանները desgaste-ի ճիշտ ժամանակին որսալը ավելի լավ է. սովորաբար դրանք ի ցույց են դնում այսպես.
- աճում է шпинդելի բեռը;
- փոխվում է կտրելու ձայնը;
- стружka-ն մուգանում կամ լիպկվում է;
- առաջին վերտւղներում հայտնվում է բողկ;
- թելի չափը սկսում է "փախչել".
Եթե նման նշաններ արդեն կան, չի արժե ճնշել գործիքը մինչև սերիայի ավարտը. շատ ավելի էժան է փոխել այն 20 մասեր առաջ, քան կորցնել մաս, оправка և ժամանակը станок-ի դադարեցման համար։ Կոտրումը հաճախ առաջացնում է ոչ պատահականություն, այլ սովորականություն՝ միկրոսնչանշանները լքելու։
Ի՞նչն է իսկապես փոխում ցիկլի ժամանակը
Եթե նայել միայն մեկ անցքին, մետչիկը հաճախ արագ է։ Պարզ սերիայում, որտեղ նյութը հայտնի է, անցքը ճիշտ է պատրաստված, և թելի երկարությունը փոքր է, նա կարող է շահել մի քանի վայրկյան յուրաքանչյուր մասում. 100-ների խմբում դա զգալի է։
Ֆրեզը սովորաբար պահանջում է ավելի շատ ժամանակ. նա անում է թելը ըստ ճամփի, ոչ թե մեկ անցքով առանց հարվածի ըստ առանցքի, ուստի մաքուր մեքենայորեն աշխատանքային ժամանակը մեկ անցքի վրա հաճախ ավելի մեծ է։ Փոքր խմբում դա չի հաղթում միշտ, իսկ երկար սերիայում տարբերությունը ազդում է մեքենայի ծանրաբեռնվածության վրա։
Բայց ցիկլի ժամանակը հաշվում են ոչ միայն ծրագրի տողերով. եթե մետչիկը կոտրվում է մասում, станок-ը կանգնում է. օպերատորը հանում է կոտրած մասը, ստուգում է մասը, երբեմն հեռացնում է այն սերիայից և նորից սկսում մշակումը. այս կորուստները լավ կարող են կրծել ողջ վայրկյանների առավելությունը։
Այդպես նույնը վերաբերում է բրակին և ավելորդ վերահսկմանը. երբ պրոցեսը վարում է անկայուն, մարդիկ чаще չափում են թելը, чаще դադարում մեքենան ստուգելու համար և զգույշորեն բարձրացնում подачу-ն. ծրագրի տողը կարող է կարճ լինել, բայց իրական выпускը հերթափոխում է նվազում։
Վերաբերյալը բաշխվում է չորս խոշոր տարրի.
- մեկ անցքի վրա պահանջվող վայրկյանները;
- որքան հաճախ գործիքը կոտրվում է կամ գնում է износ;
- թե քանի մասն պետք է լրացուցիչ ստուգում կամ վերաշխատանք;
- որքան րոպե կորցնում են նորից սկսելուց հետո ընդմիջման ընթացքում։
Պարզ օրինակը՝ 200 մասանոց партия, յուրաքանչյուրում 4 թելային անցքեր. մետչիկը կարող է արագ լինել յուրաքանչյուր անցքի վրա, բայց մեկ կոտրումը հերթափոխի կեսին կտա простои, հարակից մասերի ստուգում և գործիքի փոխում. ֆրեզը անցնում է դանդաղ, բայց հանգիստ, հատկապես եթե նյութը вязкий է կամ թելը զգայուն է սխալների։
Ուստի սերիայի համար հաշվում են ոչ միայն կտրող ժամանակը, այլ նաև ժամանակը առանց անակնկալների։ Իսկ փոքր խմբերի համար հաճախ պարզ է՝ եթե պետք է արագ սկսել տարբեր մասեր և չվիճել կոտրման ռիսկի հետ, ավելի երկար գործողությունը վերջում կարող է լինել արագ ամբողջ հերթափոխի համար։
Ինչպես ստուգել թելի որակը
Միայն կալիբրով մեկ անցումը քիչ է. այն ցույց է, որ ընդհանուր չափը տեղում է, բայց չի բացատրում, ինչու այն կարող է սողալ հավաքման ժամանակ կամ արագ սպառել զուգահեռ մասը։ CNC-ում թելի կտրում կատարելիս լավ է նայել ոչ միայն չափը, այլև պրոֆիլը և մակերեսի վիճակը։
Նախ դիտեք թելի մուտքը. եթե առաջին հանգույցներում կա замятие, կտրատում կամ նկատելի բողկ — մասն արդեն խնդիր կունենա հավաքման ժամանակ։ Հետո նայեք պրոֆիլին. հանգույցները պետք է լինեն հարթ, առանց կտրատված եզրերի և փայլուն ձգվածության նշանների. վերջին հանգույցներն էլ պետք է առանձին ստուգվեն. հենց այնտեղ հաճախ երևում է, թե ինչպես գործիքը դուրս է եկել նյութից և չի վնասել վերջնաթելը։
Արագ զննման սխեման կարող է լինել այսպես.
- նայել մուտքին և առաջին 2-3 հանգույցները լույսի տակ;
- ստուգել կողմնային մակերեսը՝ կողեր, կպչունություն և рваный հետք համար;
- գնահատել վերջին հանգույցները գործիքի ելքից հետո;
- անցնել թելը կալիբրով և համեմատել ուժը նորմալ մասի հետ։
Եթե կալիբրը դժվար է անցնում, մի շտապեք գուցե մեղադրել չափը. պատճառը կարող է լինել բողկը, վատ стружka-ի ելքը կամ կոպիտ կողային մակերեսը. ռեզբոֆրեզում հաճախ երևում են անցման հետքեր կողմերում, իսկ մետչիկում՝ մուտքի замятие և աղտոտված ելք, եթե стружka-ն չի հեռացել ինչպես պետք է։
Համեմատեք մասերը տարբեր ժամանակներում
Նալադկայի առաջին մասը և մի ժամ անց աշխատանքի հետո մասերը հաճախ տարբերվում են. станок-ը տաքանում է, шпинделը և միավորները նստում են աշխատանքային վիճակում, և չափը կարող է փոքր-ինչ փոխվել։ Ուստի առաջին ընդունելի մասը լավ է պահել որպես նմուշ և համեմատել հետագա մասերը նրա հետ, ոչ միայն կալիբրով։
Եթե թելը պետք է լինի խիտ հավաքման համար, ստուգեք նաև՝ ինչպես հարակից իրական մասը ձեռքով տեղավորվում է. այս փորձը արագ ցույց է տալիս այն, ինչը կալիբրը երբեմն չի տեսնում, և տալիս է ավելի ազնիվ պատկեր որակի մասին։
Ինչպես ընտրել եղանակը ձեր մասի համար
Եթե դուք որոշում եք, որտեղ ավելի լավ է մետչիկը թե ֆրեզը, մի սկսեք գործարանի սովորությունից. նախ նայեք самой մասին. նյութը, տրամագիծը, քայլը և թելի խորությունը սովորաբար անմիջապես ս 좁եցնում են ընտրությունը։
Փափուկ նյութերի և սովորական չափերի համար մետչիկը հաճախ տալիս է ամեն կարճ ցիկլը. դա հատկապես ակնհայտ է երբ անցքերը կրկնվում են հարյուրավոր անգամ։ Բայց вязкой նержавչի, կոշտ պողպատում կամ մեծ խորության դեպքում մետչիկի վրիպման պահուստը փոքրանում է։
Գլուխային և սկիզբանցքային անցքերը լավ է բաժանել սկզբից: սկիզբանցքում стружka-ն ավելի հեշտ է դուրս գալիս, ուստի մետչիկը հաճախ հանգիստ է աշխատում; գլուխային անցքում տեղը քիչ է և կոտրման ռիսկը մեծանում է, հատկապես երբ թելը գրեթե մինչև հատակը է։ Ֆրեզը նման խնդրում սովորաբար տալիս է ավելի լավ վերահսկողություն խորքի և մտքի ձևավորման վրա։
Եվս մեկ ռեալ հաշվարկ — մասի արժեքն ու станոկ-ի ընկած դադարն է. եթե կորպուսը թանկ է, և կոտրված գործիքը կմնա ներսում, տնտեսությունը արագ կհեռանա։ Ցածր գնով զանգվածային մասի համար՝ իրավիճակը այլ է՝ եթե նյութը կայուն է, և պրոցեսը արդեն կարգին է, մետչիկը հաճախ ավելի էժան է մեկ անցքի համար։
Նախքան սկսելը օգտակար է պարզել հինգ բան.
- ի՞նչ նյութից է մասը և ինչքան է այն կայուն մեկ խմբից մյուսը;
- ինչ չափի թել է պետք և ո՞րն է նրա աշխատանքային խորությունը;
- գլուխային է անցքը թե սկիզբանցքային;
- որքան արժի մեկ մասի բրակը և որքան արժի գործիքի դադարն ու վերականգնումը;
- ինչ ցույց է տալիս 3-5 մասերի փորձը ըստ ժամանակի, износ-ի և թելի որակի։
Փորձնական սերիան արագային լույս է սփռում. օրինակ՝ 5 մասեր պողպատից M12 թելով գլուխային անցքում: մետչիկը կարող է լավ արդյունք տալ, բայց մեկ կոտրումը դարձնում է ընտրությունը շատ թանկ: Իսկ եթե դա փոքր ալյումինային մասերի партия է M6 սկիզբանցքով, մետչիկը հաճախ հաղթում է ժամանակով առանց նկատելի որակի կորուստի։
Ընտրությունը հազվադեպ են անում մեկ թվի վրա. նայեք միաժամանակ ցիկլին, բրակին և որքան արագ գործիքը կորցնում է չափը։
Սխալներ, որոնք արագ փչացնում են արդյունքը
Բրակը հաճախ ստիպում են ոչ թե մեթոդը, այլ մանր անճշտություններ նախապատրաստության մեջ. դրանք արագ սպառում են գործիքի ռեսուրսը, ձգում են ցիկլը և փչացնում թելի որակը։
Սովորաբար խնդիրը սկսվում է դեռ առաջին մասից. տարածված սխալ է վերցնել անցքի տրամագիծը հին աղյուսակից և չհամեմատել նյութը. ալյումին, պողպատ և նержавչի համար նույն նախապատրաստումը աշխատում է տարբեր կերպ, ուստի մետչիկը կարող է կոշտ անցնել արդեն առաջին հանգույցներում։
Գլուխային անցքում стружka-ն պետք է անմիջապես դուրս գա. եթե դա չի պատահում, մետչիկը закусывает, իսկ ռեզբոֆրեզով հատակի վրա կմնան հետքեր, որոնք հետո խանգարում են կալիբրին մաքուր անցնել։
Աշխատանքային երկար ելքը գրեթե միշտ տալիս է ավելորդ թրթիռ. միկրո-ծայրում դա երևում է՝ պրոֆիլը "փախչում" է, և եզրը ավելի արագ է изнашиваться, քան սպասված։
Մյուս հաճախ հանդիպող սխալը՝ փոքր հաջողության վրա подача-ի ավելացում. մեկ հաջող անցքը դեռ չի ցույցնում, թե ինչպես գործիքը կվարվի 15-30 անցքից հետո։ Նմանատիպ խնդիրներ լինում են նաև коррекция-երով: գործիքը արդեն սկսում է կտրել մի քիչ այլ կերպ, իսկ օպերատորը շարունակում է աշխատել հին արժեքներով և ստանում է կոշտ կալիբր կամ сорванный профиль։
Անվատ peor-ը, որ այս սխալները հազվադե գալիս են մեկի հետ. օրինակ՝ նержавչի մեջ փոքր անցք, глухое հատակ և բարձրացված подача կարող են կոտրել մетчիկը մի քանի մասից հետո. ֆրեզի դեպքում կոտրումը ավելի հազվադեռ է, բայց չափը սկսում է հեռանալ, և դա նույնպես բրակ է։
Հարմարված պրակտիկան պարզ է՝ ստուգել իրական սրքման տրամագիծը, կրճատել ելքը, տալ գործիքին կայուն ռեժիմ և վերանայել коррекция-ն ըստ износ-ի։ Այդ մոտեցումը սովորաբար փրկում է և գործիքը, և партию-ն։
Օրինակ փոքր խմբի և սերիայի համար
Լավ է նայել ոչ թե փառաբանված սովորությանը, այլ սխալի արժեքին և խմբի ծավալին։
Փոքր խմբի թանկ մասերի համար ցածր բարդությունը հաճախ կարևոր է արագ տեմպից. պատկերացրեք 12 կորպուս նержавչից գլուխային անցքներով. заготовка-ն արդեն անցել է գրեթե բոլոր օպերացիաները, և բրակը վերջին քայլում թանկ է. եթե մետչիկը կոտրվի անցքում, մասը հնարավոր է ամբողջությամբ կորցնել։ Այդպիսի իրավիճակում ռեզբոֆրեզը հաճախ հանգիստ է տալիս. ցիկլը ավելի երկար է, բայց գործիքը հազվադեռ է կտրում, և չափը հեշտ է շտկել ծրագրով։
Մեկ մասի վրա ֆրեզը կարող է կորցնել վայրկյանների առումով, բայց ամբողջ խմբի համար այն հակիրճում է ռիսկի ընդհանուր արժեքը. հատկապես եթե նյութը вязкий է, стружка-ն դուրս չի գալիս հեշտով, և անցքը չի ներում սխալներին։
Սերիայի մեջ պատկերը հաճախ այլ է. օրինակ՝ պետք է անել 800 մաս սովորական պողպատից՝ M8 սկիզբանցքային անցքներով. նյութը կտրում է հավասար, պայմանները կրկնվում են, стружка-ի ելքը պարզ է։ Այստեղ մետչիկը հաճախ տալիս է լավագույն տեմպը. եթե ռեժիմները արդեն ստուգված են և նախասրահն է պահպանում տրամագիծը կայուն, յուրաքանչյուր անցքի ցիկլը կարճ է։ Մի մեծ սերիայում մի քանի վայրկյան տարբերությունը արագ վերածվում է ժամերի մեքենայի ժամանակի։
Բայց անգամ այստեղ լավ չէ որոշում կայացնել սովորույթով. կարճ փորձարկումը սովորաբար տալիս է ազնիվ պատասխանը:
- 10-20 մաս կատարել փորձարկման համար;
- վերահսկել փաստացի ցիկլի ժամանակը;
- չափել թելը առաջին մասերից և միջանցքի կեսին;
- գնահատել стружка-ի բնավորությունը, կտրելու ձայնը և износ-ը։
Եթե փորձից հետո մետչիկը անցնում է մաքուր և առանց էլ ավելի կտրուկ արձագանքների, սերիան սովորաբար շահում է՝ տեմպի առումով։ Եթե արդեն փորձարկման ժամանակ երևում է, որ նյութը ձգում է, թելը "փախչում" է կամ կա կոտրման վտանգ, ռեզբոֆրեզը հաճախ դուրս է գալիս ارزان թեև ավելի երկար ցիկլով։
Արագ ստուգում նախքան մեկնարկը
Առաջին 10 րոպեները նախքան սերիայի սկսելը հաճախ որոշում են ավել քան ժամ(set) հետո եղած խմբերի ժամերին։ Եթե մի փոքր բան բաց թողնեք, մետչիկը կարող է կոտրվել առաջին մասի վրա, իսկ ռեզբոֆրեզը տալ չափը սահմանների մեջ։
Սկզբում ստուգեք նախապատրաստված անցքի տրամագիծը. նույնիսկ մի քանի հարյուրրդի отклонение-ն փոխում է գործիքի բեռը: մետչիկի համար սա ավելորդ մոմենտ է, իսկ ֆրեզի համար՝ ավելորդ նյութի հեռացում և ժամանակի աճ։ Լավ է միանգամից չափել առաջին անցքը, քան հետո հանել կոտրած գործիքը մասից։
Հետո համեմատեք ծրագիրը և թե ինչն է իրականում կանգնած шпинделում. մետչիկի համար ստուգեք քայլը, ուղղությունը, խորությունը և ռեժիմը խիստ թելագրային կտրման. ֆրեզի համար՝ գործիքի տրամագիծը, ուղին, մուտքը և անցումների քանակը։ Ошибка-ն այստեղ հաճախ թվում է մանր, բայց բրակը հայտնվում է միանգամից։
ՔՈԺ-ը պետք է հասնի ուղղակի կտրող գոտի. եթե հոսքը հեռվում է, стружka-ն մնում է անցքում, թելը рвется և գործիքը տաքանում է. գլուխային անցքներում սա շատ արագ նկատելի է։
Սերիայի դիմաց լավ է մոտ լինել մի փոքր վերահսկման հավաքակազմ.
- համապատասխան չափի կալիբր;
- առաջին վերահսկիչ մասը նշումով;
- գրառում՝ քայլի, խորության և թոլերանսի մասին;
- պարզ ընթացակարգ առաջին չափման համար.
Եվս մեկ կարևոր պահ — նախքան մեկնարկը քննարկել երկրորդը. օպերատորն ու наладчикը պետք է նույն կերպ հասկանան, որ ըստ ինչ նշանների կանգնեցնեն սերիան: կալիբրը գնում է туго, լսվում է անսովոր ձայն, шпинդելի բեռը աճում է, հայտնվում է բողկ կամ չափը սկսում է հեռանալ։
Այս կարճ վերահսկումը անհրաժեշտ է և մեկանգամյա մասի, և երկար սերիայի համար. լավ է սկսել առաջին ստուգված մասից քան տեսականությունից։
Ինչ անել հետագայում
Եթե հարցը կոչվում է՝ մետչիկով թե ֆրեզով, մի որոշեք այն սովորույթի հիման վրա. վերցրեք նույն մասը, նույն նյութը և կատարեք ստեղծածն առնվազն 20-50 հատանոց փորձ: միայն այդպիսի թեստը ցույց է տալիս այն տարբերությունը, որը չի երևում աղյուսակներում, այլ միայն աշխատանքում։
Թողեք երկու եղանակներին նույն պայմանները՝ նույն станокը, նույն վերահսկիչ ծրագիրը, նույն ՔՈԺ-ը, նույն նախապատրաստված անցքի չափը։ Հետո գրանցեք ոչ ընդհանուր տպավորությունը, այլ պարզ թվեր:
- մեկ մասի ցիկլի ժամանակ;
- գործիքի износ-ը փորձարկման վերջում;
- բրակի քանակը և դրա պատճառը;
- стружka-ի պահվածքը կտրելու ընթացքում.
Այսպես արձանագրումը արագ հեռացնում է անհարկի վիճաբանությունները. հաճախ մետչիկը շահում է ժամանակով, բայց սկսում է տալ խափանումներ вязкой նյութում կամ երկար անցքերում. ռեզբոֆրեզը սովորաբար դանդաղ է, բայց հանգիստ է ավելի բարդ պայմաններում և այն ավելի հոգատար է սխալի դեպքում՝ եթե գործիքը կոտրվի։
Փորձից հետո մի թողեք գործընթացի քարտում միայն մեկ եղանակը որպես միակ հնարավոր. լավ է ֆիքսել հիմնական տարբերակը և պահեստայինը. օրինակ՝ կայուն заготовке-ով սերիայի համար կարելի է թողնել մետչիկը, իսկ փոքր խմբերի, նոր նյութերի կամ թանկ մասերի համար պահել ֆրեզը որպես անփոխարինելի պահուստ։
Եթե դուք ընտրում եք ոչ միայն մեթոդը, այլև станок-ը և оснастка-ն նման օպերացիաների համար, աշխատանքը լավ է քննարկել մինչև գնումը. EAST CNC, официальный представитель Taizhou Eastern CNC Technology Co., Ltd. в Казахстане, աշխատում է CNC-մեքենաների հետ մետաղի մշակման համար, օգնում է սարքավորման ընտրության, պուսկո-налаդկի և սպասարկման հարցերում. սա օգտակար է, երբ անհրաժեշտ է հասկանալ ոչ թե "ինչն է արագ միջինում", այլ ինչ իսկապես կաշխատի կայուն ձեր մասերի, ձեր նյութի և ձեր արտադրության ծավալների մեջ։
FAQ
Ինչ ընտրել ըստ դիմանից՝ մետչիկը թե ֆրեզը?
Եթե նյութը փափուկ է, անցքը սկիզված է, և թելի չափը սովորական է, սովորաբար սկսում են մետչիկով. այն հաճախ տալիս է ավելի կարճ ցիկլ։ Եթե նյութը вязкий է, անցքը глухое է կամ մասը թանկ է՝ ավելի իմաստուն է դիտարկել ռեզբո-ֆրեզը։ Այն սովորաբար տալիս է մեծագույն ակտիվ լրացուցիչ անվտանգության պայմանի։
Երբ մետչիկը באמת առավել օգտակար է?
Մետչիկը լավ է ինքն իրեն ցույց տալիս կրկնվող մասերի վրա՝ սովորական թելով, երբ նախասայլված անցքը պահպանվում է ճիշտ՝ նորմալ շեղումների ներսում: Սկիզբ-անցքներում՝ ալյումինում կամ սովորական ստվարում, այն հաճախ արագ և հեշտ է աշխատել։ Այս տարբերակը հարմար է սերիաների համար, երբ գործընթացը արդեն ստուգված է և стружка-ն ազատ դուրս է գալիս։
Որ դեպքերում ավելի լավ է անմիջապես վերցնել ռեզբո-ֆրեզը?
Ռեզբո-ֆրեզը ավելի հաճախ են ընտրում այն դեպքերում, երբ բրակը շատ թանկ ելք ունի։ Եթե մետչիկն կոտրվի անցքի ներսում, ատամի դուրս բերումը հաճախ դժվար է, իսկ պատյանները հեշտ են վնասվում։ Ռեզբո-ֆրեզով կոտրման դեպքում մասի փրկվելու հավանականությունը ավելի մեծ է։ Այն նաև հարմար է նержавչի, вязких сплавների, գլուխային անցքերի և փորձնական խմբերի համար, երբ անհրաժեշտ է հանգիստ կարողանալ ծրագրային զննությամբ շտկել չափը։
Ինչից մետչիկը հաճախ կոտրվում է?
Մետչիկը հաճախ ломается ոչ թե մեկ պատճառով, այլ մի շարք խնդիրների պատճառով. փոքր պատրաստված անցք, վատ ելք стружки, մեծ вылет, перекос և չափազանց բարձր подача արագ հանգեցնում են կոտրմանը։ Սովորաբար դա տեղի է ունենում նержавչի, մանր քայլի և երկար թելի դեպքում։
Բավարարո՞ր է մետչիկը գլուխային անցքի համար:
Գլխային անցքերի (глухих) համար՝ ռեզբո-ֆրեզը սովորաբար ավելի հանգիստ է աշխատում։ Հնարավոր է ճշգրիտ սահմանել խորությունը, թողնել անհրաժեշտ ֆիգուր բացը հատակին և չհարվածել գործիքի ծայրին։ Մետչիկը նման գործիքում պահանջում է շատ ճշգրիտ նախապատրաստություն. եթե ելքի տեղը փոքր է՝ վտանգը արագ աճում է։
Ռեզբո-ֆրեզը միշտ հաղթում է՞ արդյոք ցիկլի ժամանակում?
Առանցքային չէ. մեկ անցքի վրա մետչիկը հաճախ արագ է, բայց իրական հերթափոխի ժամանակ հաշվում են նաև կանգառները, բրակը և գործիքի փոխարինումը։ Եթե մետչիկը տալիս է անհատական ընդհատումներ, նրա առավելությունը մի քանի վայրկյան արագության տեսքով արագ թվարկվում է։ Խնդիրների դեպքում ռեզբո-ֆրեզը կարող է ամբողջ նորմի ընթացքում լինել շահավետ։
Կարելի՞ է մեկ ֆրեզով անել մի քանի չափսով թելեր?
Հաճախ՝ այո, եթե քայլն նույնն է և տրամագծերը մոտ են, մեկ ֆրեզով կարելի է պատրաստել մի քանի մոտավոր տրամագծեր՝ միայն ուղին փոխելով։ Սա հարմար է փոքր խմբերի և հաճախ սարքի փոփոխությունների համար։ Բայց նախքան սկսելը պետք է ստուգել կոնկրետ տիրույթը և փոխարինման жёсткость-ը։
Ինչպես արագ ստուգել թելի որակը մասում?
Առաջին հերթին նայեք թելի մուտքը և առաջին 2-3 հանգույցները ուժեղ լույսի տակ։ Եթե այնտեղ սեղմում, քերծում կամ թխում կա, համադրման ժամանակ խնդիրներ կլինեն։ Հետո փորձեք կալիբրը և համեմատեք խստությունը նորմալ մասի հետ։ Լավ է նաև նայել վերջին հանգույցները՝ այնտեղ հաճախ երևում են այն կետերը, երբ գործիքը դուրս է եկել և վերջնաթելն արդեն սրվո՞ւմ է։
Ինչ անել, եթե կալիբրը անցնում է դժվարությամբ?
Մի շտապեք հարցնել չափը միանգամից. հաճախ պատճառը կարող է լինել մուտքի վրա կաւսունքը, նեղված ճեղք կամ գարշահոտ հարթություն։ Սկզբում նայեք թելի տեսքը լույսի տակ, ստուգեք առաջին և վերջին հանգույցները, հետո կրկին չափեք։ Եթե խնդիրը մնաց, ստուգեք նախապատրաստված անցքի տրամագիծը, գործիքի ուրվագիծը և կորրեկցիան։
Ինչպե՞ս ընդունել որոշում նախքան սերիայի մեկնարկը?
Կատարեք կարճ փորձ միասին մի քանի մասերի՝ նույն պայմաններում, որոնց պետք է գնա սերիան։ Համեմատեք ոչ միայն ցիկլի վայրկյանները, այլև գործիքի տեղաշարժումը, չափի կայունությունը, կտրելու ձայնը և стружки-ի պահվածքը։ Հետո թողեք հիմնական և պահեստային եղանակը. կայուն սերիայի համար պարբերաբար մետչիկը հարմար է, իսկ թանկ մասերի, նոր նյութերի և ռիսկային անցքերի համար՝ ռեզբո-ֆրեզը թողնել որպես ռեզերվ։