East CNC Kazakhstan bloqu
CNC dəzgahlar, metal emalı və istehsalın modernləşdirilməsi haqqında məqalələr.
Son məqalələr

16 dek 2025·8 dəq
Modulyar fixtur yoxsa qaynaqlı qurğu: nə seçmək
Modulyar osnastka yoxsa qaynaqlı qurğu: qısa və orta seriyalar üçün nə daha sərfəlidir, və geri dönüşü realist şəkildə necə hesablamaq barədə.
modulyar osnastka yoxsa qaynaqlı qurğuqısa seriyalar üçün osnastkaorta seriyalar üçün osnastka

15 dek 2025·8 dəq
MES olmadan CNC sahəsi üçün növbə tapşırığı: rahat format
MES olmadan CNC sahəsi üçün növbə tapşırığı: ustaya, operatora və nəzarətə hansı sahələr lazımdır ki, növbə artıq suallar olmadan işi başlatsın.
CNC sahəsi üçün növbə tapşırığınövbə tapşırığı formatıCNC istehsal tapşırığı

14 dek 2025·8 dəq
İki dəzgaha bir proqram: köçürməzdən əvvəl nəyi yoxlamaq lazımdır
Bir proqramı iki dəzgaha kopyalamaq həmişə eyni nəticə vermir: köçürmədən əvvəl kinematikanı, sensorları, sıfırları, sürüşmələri və siklin məntiqini yoxlayın.
bir proqram iki dəzgahaCNC proqramının kopyalanmasıdəzgahın sıfır nöqtələri

14 dek 2025·8 dəq
Sahədə gərginlik düşmələri: CNC maşını necə qorumaq
Sahədə gərginliyin düşməsi proqramların başlamasına mane olur, sürücülərdə nasazlıqlar yaradır və elektronikanı qızdırır. Şəbəkə ölçmələrini, limitləri və stabilizator seçimini araşdıracağıq.
sahədə gərginlik düşmələriCNC maşınının elektrik təchizatıCNC maşını üçün stabilizator

13 dek 2025·8 dəq
Dəzgahın geometriya üzrə qəbulu: nə ölçmək və nəyi razılaşdırmaq lazımdır
Dəzgahın geometriya üzrə qəbulu üçün ölçmələrin siyahısı, yoxlama şərtləri və toleranslar əvvəlcədən razılaşdırılmalıdır ki, işə başlama zamanı mübahisələr yaranmasın.
dəzgahın geometriya üzrə qəbuludəzgah geometriyasının ölçüləriqəbul üçün toleranslar

13 dek 2025·6 dəq
Bir mərkəzdə qısa seriya hissələr: işə başlama ardıcıllığı
Bir mərkəzdə qısa seriya hissələrin işə salınması dəqiq ardıcıllıq tələb edir: ofsetlər, alət uçotu, qurulum kartı və tapşırıqlar arasındakı sürətli yoxlamaları öyrənin.
qısa seriya hissələr bir mərkəzdəemal mərkəzində ofsetlərCNC alət hesabı

12 dek 2025·8 dəq
Soyuducu emulsiya çənindəki kir: ölçünü və səthi necə korlayır
SOJ çənindəki kir detalın ölçüsünü dəyişir, səthin kobudluğunu artırır və yeyilməni sürətləndirir. Əlamətləri, yoxlamaları və təmizləmə addımlarını əlavə nəzəriyyəsiz göstəririk.
SOJ çənində kirçirkli emulsiya əlamətləriSOJ filtrasiyası

12 dek 2025·7 dəq
Proqramı əməliyyatın ortasından toqquşma olmadan yenidən işə salmaq
Proqramı əməliyyatın ortasından yenidən işə salmaq üçün əsas kadrların, korrektorların və təhlükəsiz yanaşmanın dəqiq yoxlanılması lazımdır; əks halda maşın asanlıqla detala dəyə bilər.
proqramı əməliyyatın ortasından yenidən işə salmaqCNC əsas kadrlarıalət korrektorları

11 dek 2025·8 dəq
Qazmadan sonra dəliklərin razvertkası: ölçünün sapmaması
Qazmadan sonra razvertkada doğru qalıq, düzgün irəliləmə və təmiz quraşdırma lazımdır — əks halda ölçü sapar və dəliyin oxu pozular.
qazmadan sonra dəliklərin razvertkasırazvertka üçün qalıq materialrazvertka zamanı irəliləmə

11 dek 2025·8 dəq
Maşının işə salınmasından əvvəl yoxlama siyahısı: 7 tez-tez rast gələn səhv
Maşının işə salınmasından əvvəl yoxlama siyahısı təməli, elektrik təchizatını, havanı, СОЖ-i, alətləri və operator hazırlığını əvvəlcədən yoxlamağa kömək edər.
maşının işə salınmasından əvvəl yoxlama siyahısıÇPÜ maşının işə salınmaya hazırlığımaşını işə salmazdan əvvəl səhvlər

11 dek 2025·8 dəq
Yeni detalı işə salmazdan əvvəl 15 dəqiqədə risk xəritəsi
Yeni detalın işə salınmasından əvvəl risk xəritəsi çertyoju, sıxmanı, aləti və nəzarəti 15 dəqiqəyə yoxlamağa kömək edir ki, ilk partiya pozulmasın.
yeni detal işə salınmazdan əvvəl risk xəritəsidetal işə salmazdan əvvəl suallaryeni detalı işə salmazdan əvvəl yoxlama

09 dek 2025·8 dəq
Bölmədə dayanma barədə necə xəbər vermək: siqnal qülləsi, planşet, çat
Siqnal qülləsi, planşet və çat vasitəsilə bölmədə dayanma barədə necə məlumat veriləcəyini və hər bir üsulun nə vaxt faydalı olduğunu izah edirik.
iş-durması necə bildirilməliistehsalda siqnal qülləsimaşın yanında planşet

08 dek 2025·8 dəq
5 oxlu emalda barel formalı freza: harada vaxta qənaət edir
5 oxlu emalda barel formalı freza maili və hamar səthlərdə son işləməni sürətləndirir. Hansı hallarda addımı kobud iz buraxmadan artırmaq olar, baxaq.
5 oxlu emalda barel formalı frezason işləmə 5 oxlu emaltrayektoriya addımı

07 dek 2025·7 dəq
Korpus detalları üçün paletlər və ailələrin sürətli dəyişməsi
Korpus detalları üçün paletlər vahid bazalar qurmağa, yenidən tənzimləməni azaltmağa və sahəni ailələr arasında daha tez keçirməyə kömək edir.
korpus detalları üçün paletlərbaza səthlərinin standartlaşdırılmasıdetal ailələrinin dəyişdirilməsi

06 dek 2025·8 dəq
5 oxlu yoxsa sürücü alətli torna mərkəzi: nə seçmək
5 oxlu yoxsa sürücü alətli torna mərkəzi: detal formasını, quraşdırma sayını, toleransları və büdcəni müqayisə edərək lazımsız funksiyalardan çəkinin.
5 oxlu yoxsa sürücü alətli torna mərkəziCNC maşın seçimi5 oxlu emal mərkəzi

03 dek 2025·8 dəq
Operator üçün sazlama kartı: sadə, səhvsiz şablon
Operator üçün sazlama kartı sifarişin təkrar işə salınmasını sürətləndirir, rejimlərin, alətlərin və nəzarət ölçülərinin qarışmasının qarşısını alır.
operator üçün sazlama kartısazlama kartı şablonusifarişin təkrar işə salınması

03 dek 2025·8 dəq
Maşının sərtliyi: sadə kəsim sınaqları və detal üzərində izlər
Maşının sərtliyini mürəkkəb alətlər olmadan qiymətləndirmək olar: sadə kəsim sınaqları, detal üzərində izlər və işə başlamazdan əvvəl sürətli yoxlamalar.
maşının sərtliyikəsim sınaqlarıtornalama zamanı vibrasiya

02 dek 2025·8 dəq
Maşında ilk parçanın yoxlanması OTK-də növbə olmadan
Maşında ilk parçanın yoxlanması ölçü sapmasını tez tutmağa, sazlamanı təsdiqləməyə və bütün partiyanı təsadüfi işləmədən qorumağa kömək edir.
maşında ilk parçanın yoxlanmasımaşın yanında yoxlama sxemioperatora sürətli geribildirim

01 dek 2025·6 dəq
CNC operatoru namizədini bir gündə necə yoxlamaq
CNC operatoru namizədini bir gündə necə yoxlamaq: rəsimə, ölçmələrə, təhlükəsiz işə başlama və səhv koduna reaksiyaya görə testin strukturu.
CNC operatoru namizədini necə yoxlamaqoperator üçün test CNCrəsm oxumağı yoxlamaq

01 dek 2025·8 dəq
Avadanlığın boşaldılması: kran, forklift yoxsa takelaj briqadası
Avadanlığın boşaldılması üçün kran, forklift və ya takelaj briqadası arasında seçimi necə etmək, ölçülər, keçidlər, risklər və ən çox rast gəlinən səhvlər haqqında praktiki məsləhətlər.
avadanlığın boşaldılmasıavadanlıq üçün kran seçimiforkliftlə boşaltma

01 dek 2025·7 dəq
Sexdə dayanmadan ölçü alətlərinin yoxlama qrafiki
Ştanqensirkul, mikrometr və digər ölçü alətlərinin yoxlama qrafikini necə qurmağı, aylar üzrə bölməyi və sexi alətsiz qoymamağı göstəririk.
ölçü alətlərinin yoxlama qrafikiölçü alətləri uçotusexdə yoxlama planı

30 noy 2025·6 dəq
Lazer kəsimindən sonra detallar: CNC üçün bazaları necə hazırlamaq olar
Lazer kəsimindən sonra detallar bazaları, ehtiyatı və sıxma zonalarını yoxlamağı tələb edir. Harada texnoloji yer saxlamaq və yayınmanı necə aradan qaldırmaq lazım olduğunu izah edirik.
lazer kəsimindən sonra detallarCNC üçün bazaların hazırlanmasıilk quraşdırma

30 noy 2025·7 dəq
Kiçik diametrli daxili yivlər: çertyojdakı səhvlər
Kiçik diametrli daxili yivlər hələ çertyojda problem yaradır. Eni, dib radiusunu və alət girişini əlavə fərziyyəsiz necə yoxlamağı nəzərdən keçirək.
kiçik diametrli daxili yivlərdaxili yivin eniyivin dib radiusu

29 noy 2025·6 dəq
BT, CAT yoxsa HSK: real frezləmədə nə dəyişir
BT, CAT və ya HSK: xam, təmiz və sürətli frezləmədə alətin sıxılması, təkrarlanma, vibrasiyalar və avadanlıq seçimi necə dəyişir.
BT, CAT и HSKspindel konusualətin sıxılması

25 noy 2025·6 dəq
Rezbofreza və ya metçik: mürəkkəb materiallarda hansı daha sərfəlidir?
Rezbofreza və ya metçik: paslanmayan, istiliyə davamlı və yapışqan ərintilərdə brak riski, alətin ömrü və real dövr vaxtını müqayisə edirik.
rezbofreza və ya metçikrezbofrezərləməpaslanmayan poladda ip kəsmə

25 noy 2025·8 dəq
İkinci torna maşını: sifarişlər artanda nə əlavə etmək lazımdır
İkinci torna maşını bir maşın iş həcmini daşıya bilmədikdə lazımdır. Burada dublikat, daha çevik model və ya bir ailəyə xüsusi maşın seçilməsini və nə vaxt hansı variantın məqsədəuyğun olduğunu izah edirik.
ikinci torna maşınıhansı maşını sexə əlavə etməktorna mərkəzinin seçimi

25 noy 2025·6 dəq
Maşının uzun dayanma dövründə konservasiyası: əvvəlcədən nə etmək lazımdır
Konservasiya maşının uzun dayanma müddətində pas, sızma və nasazlıqlardan qorunmasına kömək edir. Bələdçi səthləri, gidravlik və elektronikanı necə hazırlamaq lazım olduğunu izah edirik.
konservasiya emalat maşınıCNC maşınının dayanmasıbələdçi səthlərin pasdan qorunması

24 noy 2025·8 dəq
Torna mərkəzində detal və patron kütləsi üzrə ehtiyat
Detal və patron üzrə ehtiyatı işə salmadan əvvəl hesablayın: düyünün inersiyasını, icazə verilən dövrləri və yüklənmə ehtiyatını fərziyyəsiz yoxlayın.
detal və patron kütləsi ehtiyatıdüyünün ümumi inersiyasıicazə verilən şpindel dövrləri

21 noy 2025·8 dəq
Yarımfabrikatın yüklənməsi: maşında dəqiqələr necə itir
Yarımfabrikatın yüklənməsi hər növbədə dəqiqələri yeyə bilər. Detalın istiqaməti, iş zonasının hündürlüyü və patrona çıxışın rahatlığı iş tempini necə dəyişdirir — izah edirik.
yarımfabrikatın yüklənməsipatrona əlçatanlıqiş zonasının hündürlüyü

19 noy 2025·8 dəq
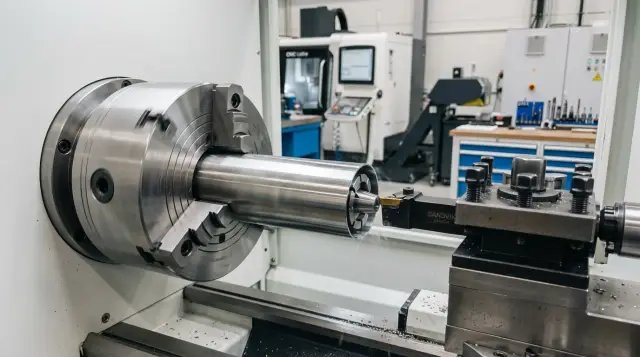
Şpindelin keçid dəliyi: səhvsiz necə seçmək
Şpindelin keçid dəliyi çubuq diametrinə, blankın çıxıntısına və gələcək sifarişlər üçün ehtiyata təsir edir. Hesablamalar, yayılmış səhvlər və tez yoxlamalar.
şpindelin keçid dəliyiçubuq diametriblankın uzunluğu

18 noy 2025·7 dəq
Alüminium korpus hissələrinin emalı — deformasiyadan qaçınmaq
Alüminium korpus hissələrinin emalı dəqiq metal götürmə və sıxma tələb edir. Məqalədə sıxmanın götürülməsindən sonra nazik divarların necə deformasiya olmasının qarşısını alma yollarını izah edirik.
alüminium korpus hissələrinin emalıalüminium nazik divarlarkorpus hissələrinin sıxılması

17 noy 2025·6 dəq
Dəzgahda Cp və Cpk: nə vaxt hesablamaq, nə vaxt isə vaxt itirməmək
Cp və Cpk-ni dəzgahda nə üçün hesablamağın faydalı olduğunu, hansı ölçülər üçün məntiqli sayıldığını, neçə ölçü lazım gəldiyini və nə vaxt hesabın sadəcə vaxt itirdiyini izah edirik.
dəzgahda Cp və Cpkprosesin yararlılıq indeksiCpk üçün neçə ölçü lazımdır

16 noy 2025·8 dəq
İstehsalda dar nöqtə: sazlama, takt yoxsa marşrut
İstehsaldakı dar nöqtə həmişə maşına bağlı olmur. Sazlamadan, yükləmə taktından, alətdən və detalın marşrutundan yaranan itkiləri necə fərqləndirməyi göstərəcəyik.
istehsalda tıxacCNC maşının sazlanmasıyükləmə taktı

14 noy 2025·8 dəq
Son işləmədən əvvəl əlavə qalıq: səhvlər və hesablanması
Son işləmədən əvvəl əlavə qalıq ölçüyə, səthin təmizliyinə və kəsicinin aşınmasına təsir edir. Bu yazıda səhvləri, problemin əlamətlərini və sadə yoxlama ardıcıllığını müzakirə edəcəyik.
son işləmədən əvvəl əlavə qalıqson keçid səhvləritornada əlavə qalıq

14 noy 2025·7 dəq
Üzən metçik tutacağı: yivləri harada xilas edir
Üzən metçik tutacağı yayınma, uzun gediş və çətin materiallarda kömək edir. Onun nə vaxt faydalı, nə vaxt isə sadəcə prosesi yavaşlatdığını izah edirik.
üzən metçik tutacağısərt yiv açmametçik və deşiyin ox uyğunluğu

13 noy 2025·8 dəq
CNC alətlərinin ABC təhlili: artıq anbarı necə azaltmaq
CNC alətləri üçün ABC təhlili tez-tez istifadə olunan və nadir mövqeləri ayırmağa, artıq ehtiyatları azaltmağa və bölmə anbarını nəzarətdə saxlamağa kömək edir.
CNC alətlərinin ABC təhliliCNC sahəsində alət anbarıkəsici alət uçotunun aparılması

11 noy 2025·7 dəq
Cpk mexaniki emalda: hesablamanı çaşqınlıq olmadan necə aparmaq
Cpk mexaniki emalda ölçü paylanmasını qiymətləndirməyə kömək edir, amma qüsurun səbəbini izah etmir. Hesablama, nümunə və tez-tez rastlanan səhvləri izah edəcəyik.
Cpk mexaniki emaldaCpk necə hesablanırprosesin sabitliyi

08 noy 2025·8 dəq
Alət vasitəsilə SÖM verilməsi dərin dəliklərdə: harada lazım?
Hansı hallarda alət vasitəsilə SÖM verilməsi dərin dəliklərin qazılmasını sürətləndirir, və harada adi xarici SÖM kifayətdir — praktik məsləhətlər və yoxlama addımları.
daxili SÖM verilməsidərin dəliklərin sövrülməsialət vasitəsilə SÖM

08 noy 2025·8 dəq
Quraşdırmanın fotoqeydiyyatı: hansı kadrlar növbənin vaxtına qənaət edir
Quraşdırmanın fotoqeydiyyatı növbələr arasında çənəkləri, aparatları və alətləri əlavə axtarışlar və yenidən yığma olmadan sürətlə ötürməyə kömək edir.
quraşdırmanın fotoqeydiyyatıCNC-də növbə ötürülməsimaşın avadanlığının fotoşəkili

08 noy 2025·8 dəq
Sexdə hissə ailələri üzrə stanokların yüklənmə qrafiki
Stanokların yüklənmə qrafiki oxşar sifarişləri birləşdirməyə, sazlamaların sayını azaltmağa və növbə və avadanlıq üzrə işi daha bərabər paylamağa kömək edir.
qrafik yüklənməsi stanoklarhissə ailələriyenidən sazlamaların azaldılması

07 noy 2025·7 dəq
Keramika ilə bərkidilmiş səthin frezlənməsi: nə vaxt uyğundur
Keramika ilə bərkidilmiş səthin frezlənməsi həmişə uyğun deyil. Ehtiyatı, detalın sərtliyini və fasiləli kontakt riskini necə qiymətləndirməyi izah edirik.
keramika ilə bərkidilmiş səthin frezlənməsibərkidilmiş poladın emalıfasiləli kəsim

05 noy 2025·6 dəq
Sızdırmazlıq üçün kanavkalar: dərinliyi və təmizliyi necə saxlamaq olar
Sızdırmazlıq üçün kanavkalar dəqiq dərinlik və təmiz dib tələb edir. Emal marşrutunu, nəzarəti, aləti və tez-tez edilən səhvləri nəzərdən keçiririk.
sızdırmazlıq üçün kanavkalarkanavka dərinliyidibin təmizliyi

04 noy 2025·8 dəq
Universal mərkəz yoxsa iki maşın: sex üçün seçim
Universal mərkəz yoxsa iki maşın: yüklənmə, mövsümi piklər, dayanma riski, ehtiyat və yerə qənaət əsasında qənaətli qərar qəbul edin.
universal mərkəz yoxsa iki maşınkiçik sex üçün CNC maşınısexdə maşın yüklənməsi

30 okt 2025·8 dəq
Sərtləşdirilmiş poladın emalı: tornalama yoxsa daşlama?
Sərtləşdirilmiş poladın emalı: tornalama və daşlama nə vaxt seçilməlidir — tolerans, səth xırdağı, dövr vaxtı və əməliyyatın qiyməti üzrə məsləhətlər.
sərtləşdirilmiş poladın emalısərtləşdirilmiş poladın tornalanmasımetalın daşlanması

28 okt 2025·8 dəq
Maşının ERP-ə inteqrasiyası: hansı məlumatları ötürmək lazımdır
Maşının ERP-ə inteqrasiyası mürəkkəb başlanğıc tələb etmir: ilkin olaraq hansı məlumatları ötürmək lazım olduğunu və əlavə датчикlarsız necə başlamağı izah edirik.
maşının ERP-ə inteqrasiyasımaşından ERP-ə məlumatÇPÜ avtomatik məlumat ötürülməsi

27 okt 2025·6 dəq
MQL minimal yağlama: nə vaxt bu, soyuducu maye axınından üstün olur
MQL minimal yağlama, axan soyuducu mayenin açıq üstünlük vermədiyi yerlərdə çirk və maye sərfiyyatını azaldır. Materialları, əməliyyatları və metodun sərhədlərini araşdırırıq.
MQL minimal yağlamasoyuducu maye axınıalüminium emalı

27 okt 2025·6 dəq
Patron hidrosisteminin təzyiqi: niyə sıxma dəyişir
Patron hidrosisteminin təzyiqi sızma, hava, yağ və sazlamalar səbəbilə dəyişir. Çənələri dəyişməzdən əvvəl yoxlamaları və tez-tez edilən səhvləri izah edirik.
patron hidrosisteminin təzyiqihidropatron sızmalarıdetali patronda sıxma

25 okt 2025·8 dəq
Tibbi avadanlıq üçün hissələr: sexdə nələr dəyişir
Tibbi avadanlıq üçün hissələr yalnız dəqiq tolerans tələb etmir. Burada təmizlik, markalanma və alət uçunun qeydiyyatı da eyni dərəcədə vacibdir — kağız işi olmadan necə təşkil etmək lazım olduğunu izah edirik.
tibbi avadanlıq üçün hissələrtibbi hissələrin emalımexaniki emalda təmizlik

25 okt 2025·8 dəq
Ağır polad kəsmə üçün torna stanoku: seçim xətaları
Ağır polad kəsmək üçün torna stanoku seçərkən kütlə, şpindel momenti, stani̇na sərtliyi və qırıntı çıxarılmasını nəzərə alın. Alqıdan əvvəl yaygın səhvləri izah edirik.
ağır polad kəsmə üçün tornamaşının kütləsişpindelin burulma momenti
20 okt 2025·6 dəq
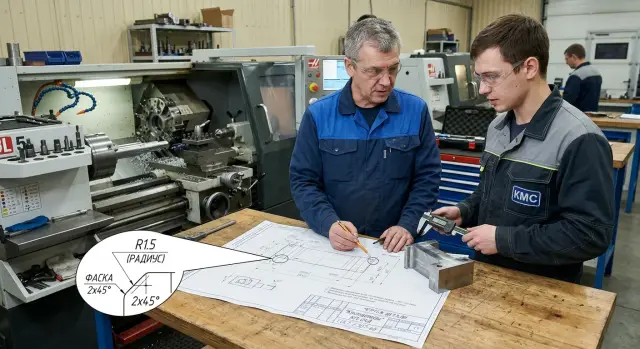
Detallarda radiusların standartlaşdırılması: nə vaxt lazım olur
Radiusların standartlaşdırılması alət dəyişikliyini azaltmağa, çertyoju sadələşdirməyə və seriyanı sürətləndirməyə kömək edir. Harada faydalıdır, harada zərər verə bilər — izah edirik.
radiusların standartlaşdırılmasıdetallarda radiuslar və fazalarseriya üçün detal layihələndirmə

19 okt 2025·8 dəq
5 oxda təhlükəsiz müstəvilər: lazımsız boş gedişlərsiz
5 oxda təhlükəsiz müstəviləri necə düzgün qurmaq, lazımsız boş gedişləri azaltmaq, lazım olan ehtiyatı saxlamaq və detalı riskə atmamaq barədə danışacağıq.
5 oxda təhlükəsiz müstəvilər5 oxlu emalboş gedişlərin azaldılması

19 okt 2025·8 dəq
Real vaxtlı dövr: kataloqa deyil, ölçümə inanmaq
Sınaq hissəsinə, alət dəyişikliyinə və yükləməyə əsaslanaraq real dövr vaxtını necə hesablamaq. Sadə hesab, tez-tez səhvlər və sürətli yoxlama.
real vaxtlı dövrsınaq hissəsinə görə hesabCNC maşının dövr vaxtı

17 okt 2025·7 dəq
Osnastkanın kütləsi: maşına və detalın ölçüsünə necə təsir edir
Osnastkanın kütləsinin maşının sürətlənməsi, alətə giriş və ölçü sabitliyinə necə təsir etdiyini və yeni əməliyyata başlamazdan əvvəl nə yoxlamaq lazım olduğunu izah edirik.
osnastkanın kütləsimaşının yüklənməsialətə giriş

17 okt 2025·8 dəq
Gidrotsilindr hissələrinin mexaniki emalı — təkrar işləmə olmadan
Gidrotsilindr hissələrinin mexaniki emalında səhvlər adətən əməliyyatlar arasında toplanır. Məqalədə tokarlama, xoninq, rezbalar və kontrolu necə əlaqələndirmək lazım olduğunu izah edirik.
gidrotsilindr hissələrinin mexaniki emalıgidrotsilindr emal marşrutugilyuzanın xoninqi

15 okt 2025·8 dəq
Zəmanətdən sonra servis müqaviləsi: əvvəlcədən nəyi yoxlamaq lazımdır
Zəmanətdən sonrakı servis müqaviləsini dəzgahı almadan əvvəl müzakirə edin: cavab müddəti, uzaqdan yardım, sərf olunan hissələr və başqa şəhərə ezamiyyət.
zəmanətdən sonra servis müqaviləsiservisə cavab müddətidəzgaha uzaqdan dəstək

15 okt 2025·6 dəq
CNC dəzgahlarında gecə növbəsi: ustanın yanında olmalı olduğu yerlər
CNC dəzgahlarında gecə növbəsi tapşırıqların dəqiq bölünməsini tələb edir: hansı əməliyyatlar müstəqil aparılır, harada usta lazımdır və partiyanı işə salmazdan əvvəl nə yoxlanmalıdır.
CNC dəzgahlarında gecə növbəsiusta nəzarəti altında əməliyyatlardetalın gecə marşrutu

13 okt 2025·8 dəq
Mağazada alət dubları: onlar nə vaxt həqiqətən lazımdır
Mağazada alət dubları gecə növbəsini və qısa partiyaları pozmamağa kömək edir, amma artıq mövqelər yuvaları yeyir və sazlamanı çətinləşdirir.
alət mağazasında dublarCNC-də gecə növbəsiqısa detal partiyaları

13 okt 2025·6 dəq
Universal qurğu: nə vaxt xüsusi tutacaq hazırlamaq lazımdır?
Universal qurğu başlanğıcda rahatdır, amma tez-tez yenidən sazlama, qüsur və dayanma göstərir ki, bir detal üçün xüsusi tutacaq hazırlamaq daha yaxşıdır.
universal qurğuxüsusi tutacaqdəzgahın yenidən sazlanması

11 okt 2025·8 dəq
Böyük diametrli rezbin sexdə mübahisəsiz nəzarəti
Böyük diametrli rezbin nəzarəti: kalibr, üç tel üsulu və ölçmə maşını arasında necə seçim etməli, sexdə mübahisəni tez bağlamaq üçün.
böyük diametrli rezbin nəzarətiüç tel üsulurezb kalibri

10 okt 2025·8 dəq
24 və ya 40 pozisiyalı alət mağazası: ehtiyatı necə qiymətləndirmək
24 və ya 40 pozisiyalı alət mağazası seçimi yalnız əməliyyat sayı ilə qiymətləndirilmir — qarışıq nomenklatura, дublörlər və yenidənqurmalar iş yükünü dəyişir. Sadə hesablama üsulunu göstəririk.
24 və ya 40 pozisiyalı alət mağazasıalət ehtiyatıtez-tez yenidənqurmalar

10 okt 2025·8 dəq
Dəzgahın dayanmasının bir saatlıq qiyməti: ehtiyat məsələsini necə həll etməli
Dəzgahın dayanmasının bir saatlıq qiyməti hansı ehtiyat hissələrini anbarda saxlamağın, hansını isə ehtiyac olduqca sifariş etməyin daha sərfəli olduğunu anlamağa kömək edir.
dəzgahın dayanmasının bir saatlıq qiymətiCNC üçün ehtiyat hissələri ehtiyatıdayanma itkilərinin hesablanması

06 okt 2025·8 dəq
Qüsur və düzəliş üçün sahədə qarışıqlıq yaratmayan etiket sistemi
Qüsur və düzəliş üçün etiket sistemi detalda nə baş verdiyini, növbəti addımı kimin götürdüyünü və növbələr arasındakı mübahisələri necə azaltmağı daha tez anlamağa kömək edir.
qüsur və düzəliş üçün etiket sistemiistehsalatda qüsurların markalanmasıqüsur səbəbi kodu

06 okt 2025·8 dəq
Sərtləşdirilmiş detaldə paz: nə vaxt freza elektroeroziyadan yaxşıdır
Sərtləşdirilmiş detaldə pazı freza və ya elektroeroziya ilə hazırlamaq olar. Müddət, dəqiqlik, son tamamlama və tapşırığa uyğun seçimi izah edirik.
sərtləşdirilmiş detalda pazkarbid frezaelektroeroziya

05 okt 2025·8 dəq
Sınaq kəsilməsindən sonra proqramın ilk düzəlişi
Sınaq kəsimindən sonra proqramın ilk düzəlişi: CAM səhvi ilə baza səhvini necə ayırmaq, stanoku yoxlamaq və lazımsız düzəlişlər etmədən problemi aradan qaldırmaq.
proqramın ilk düzəlişiCAM səhvidetalın baza səhvi

04 okt 2025·8 dəq
Şpindelin oynanmasının yoxlanması: nə vaxt yoxlamaq və nəyi norma saymaq
Şpindelin oynanmasını zərbə, osnastka dəyişimi və ya qüsurun artması zamanı yoxlamaq lazımdır. Tez yoxlama ardıcıllığı və haradan başlamaq barədə aydın tövsiyələr.
şpindelin oynanmasının yoxlanmasışpindel oynanma normasımaşın şpindelinin yoxlanması

04 okt 2025·8 dəq
Emal zamanı kənardakı qopmalar: alətin girişi və çıxışı
Emal zamanı kənardakı qopmalar çox vaxt giriş və çıxış nöqtəsində yaranır. Vermə, bucaq və son emal keçidlərinin ardıcıllığının nəticəni necə dəyişdiyini izah edirik.
emal zamanı kənarda qopmalaralətin materiala girişialətin çıxışı

30 sen 2025·6 dəq
Bazalama səhvləri: niyə mengeneler dəqiq torna mərkəzini xilas etmir
Bazalama səhvləri təkrarlanmanı pozur, ölçünü dəyişdirir və proqramı düzəltməyə məcbur edir. Səbəbləri, tez-tez edilən xətaları və sürətli yoxlamanı açıqlayırıq.
bazalama səhvləriemalın təkrarlanmasıyarımfabrikatın bazalanması
28 sen 2025·8 dəq
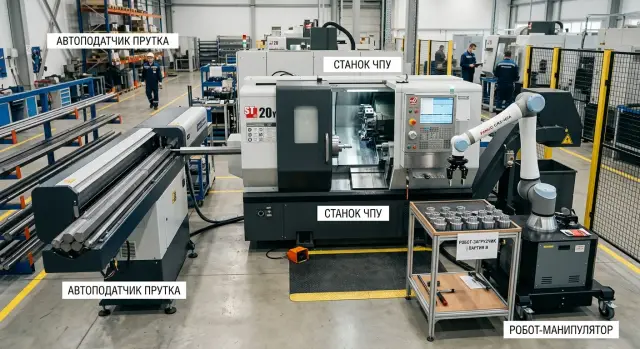
Çubuq avtomatik qidalandırıcısı yoxsa robotla yükləmə: nə seçmək
Çubuq avtomatik qidalandırıcısı yoxsa robotla yükləmə - müxtəlif yarımfabrikatlar, seriya uzunluğu, iş tempi və sexdə mövcud yerə görə hansı variantın daha yaxşı olduğunu araşdırırıq.
çubuq-avtopodatchik-yoxsa-robot-yükləmətokar uçastkasının avtomatlaşdırılmasıtokar maşına yarımfabrikat yükləmə
28 sen 2025·6 dəq
Nazik divarlı borunun kəsilməsi: seriyada ucun əzilməsinin qarşısını necə almaq olar
Nazik divarlı borunun kəsilməsi dəqiq sıxma, dayaq və alət həndəsəsi tələb edir. Sexdə seriya işi zamanı uc əzilməsini necə aradan qaldırmağı izah edirik.
nazik divarlı borunun kəsilməsinazik divarlı borunun sıxılmasıborunun kəsim zamanı dəstəklənməsi

27 sen 2025·8 dəq
Böyük seriyaya keçid: avadanlıqda və nəzarətdə nəyi dəyişmək lazımdır
Böyük seriyaya keçid avadanlığın, bazalanmanın və nəzarətin yenidən nəzərdən keçirilməsini tələb edir. Nəyi saxlamaq, nəyi dəyişmək və ən çox harada vaxt itirildiyini izah edirik.
böyük seriyaya keçidseriyalı istehsal üçün avadanlıqpartiyada ölçü nəzarəti

26 sen 2025·8 dəq
Kəsmə rejimləri: texnoloqla operator arasındakı mübahisəni necə aradan qaldırmaq olar
Kəsmə rejimlərini qısa bir sınaqla razılaşdırmaq daha asandır: bir detal, sabit şərtlər, nəticənin ölçülməsi və mübahisəsiz yekun.
kəsmə rejimləridəzgahda qısa sınaqtexnoloq və operator mübahisəsi

25 sen 2025·8 dəq
Çatdırılması uzun çəkən ehtiyat hissələri: nələri ehtiyyatda saxlamaq lazımdır
Çatdırılması uzun çəkən ehtiyat hissələri necə qiymətləndirmək, kritik komponentləri müəyyənləşdirmək və əlavə alıntılardan qaçaraq minimal ehtiyat təyin etmək barədə praktik məsləhətlər.
çatdırılması uzun çəkən ehtiyat hissələriminimal ehtiyat hissələrimaşın komponentlərinin kritikliyi

24 sen 2025·7 dəq
Müştərinin 3D modeli olmadan çertyoja görə iş: nə soruşmaq lazımdır
Müştərinin 3D modeli olmadan 2D çertyoja görə işə başlamaq üçün CAM öncəsi nəyi dəqiqləşdirməli olduğunuzu izah edir — əsas suallar, bazalar, çıxış payı və kontrol qaydaları.
müştərinin 3D modeli olmadan çertyoja görə iş2D çertyoja əsasən CAM-ın hazırlanmasıtexnoloqun sifarişçiyə verəcəyi suallar

23 sen 2025·7 dəq
Avtomatik yükləmə üçün detallar: dəzgahda nəyi yoxlamaq lazımdır
Robotun dəzgah yanında istifadə etdiyi avtomatik yükləmə detallarını izah edirik: həndəsə, kütlə, iş parçasının istiqaməti, səhvlər və sürətli yoxlamalar.
avtomatik yükləmə üçün detallardəzgah yanında robotiş parçasının istiqaməti

20 sen 2025·8 dəq
Texnoloji proses hazırlanmasında quraşdırmaların sayını necə azaltmaq
Texnoloji proses və alət-təchizatı mərhələsində quraşdırmaların sayını necə azaltmaq: hissənin marşrutu, bazalaşdırma, sıxma və işə başlamazdan əvvəl risklərin yoxlanması üçün sadə üsullar.
quraşdırmaların sayını necə azaltmaqhissənin marşrutuhissənin bazalaşdırılması

20 sen 2025·7 dəq
Alətin çıxışı: tutucu və uzunluğu sərtlik itirmədən necə seçmək olar
Dərin ciblər və incə divarlar zamanı alətin çıxışını, uyğun tutucunu və işçi uzunluğunu necə seçmək lazım olduğunu izah edirik — sərtliyi itirmədən riskləri azaltmaq üçün praktiki məsləhətlər.
alətin çıxışıtutucu seçimialətin uzunluğu

19 sen 2025·8 dəq
Dəzgah üçün servis müqaviləsi: dayanmaya ən çox nə təsir edir
Dəzgah üçün servis müqaviləsi qiymətdəki endirimdən daha çox dayanmanı müəyyən edir. Reaksiya müddəti, işlərin siyahısı, ehtiyat hissələr və gəliş qaydasını izah edirik.
dəzgah servisi müqaviləsiservisin reaksiya müddətiCNC dəzgahların texniki xidməti

18 sen 2025·7 dəq
Qısa partiyaların avtomatlaşdırılması: 50 ədədlik partiyada robot özünü ödəyirmi
Qısa seriyaların avtomatlaşdırılması həmişə böyük partiya tələb etmir. 50 detal üçün tutucu, yenidən sazlama və gecə işi xərclərini birlikdə nəzərdən keçirək.
qısa partiyaların avtomatlaşdırılmasıdəzgah yanında robotCNC robotunun özünü ödəməsi

18 sen 2025·6 dəq
Dəqiq burçlar üçün membran patron: nə vaxt özünü ödəyir
Dəqiq burçlar üçün membran patron sıxma sonrası ovalığı və ölçü qaçışını azaldır. Adi patrondan daha tez harada özünü ödədiyini göstəririk.
dəqiq burçlar üçün membran patronburcun yumşaq sıxılmasısıxma zamanı burcun deformasiyası

16 sen 2025·8 dəq
Tökmə qabıq üzərində fasiləli torna: startdan əvvəl nəyi yoxlamaq lazımdır
Tökmə qabıq üzərində fasiləli torna işi hazırlıq tələb edir: plastina seçimi, ehtiyat payı, ilk start və qırıq riskini azaldan yoxlamalar.
tökmə qabıq üzərində fasiləli tornalitə qabıq üçün plastina seçimitökmə qabıq üçün ehtiyat payı

16 sen 2025·8 dəq
Maşın quraşdırıldıqdan sonra postprosessoru yoxlamaq: ilk həftə üçün yoxlamalar
Quraşdırmadan sonra ilk həftə üçün qısa yoxlama planı — postprosessorun oxlar, dövrlər və təhlükəsiz çıxışlarda maşında səhv verməməsi üçün nə yoxlamaq lazımdır.
postprosessor quraşdırmadan sonraCNC postprosessor yoxlamasıişə salmadan sonra testlər

14 sen 2025·8 dəq
Dəzgah xidməti alqı‑satsıdan əvvəl: təchizatçıda nələri yoxlamaq
Dəzgah xidməti alqı‑satsıdan əvvəl müqavilə imzalanmazdan əvvəl yoxlanılmalıdır: reaksiya vaxtı, ehtiyat hissələri, uzaqdan diaqnostika, texniki xidmət və təlim.
dəzgah xidməti alqı-satışdan əvvəlCNC dəzgahlarının servis xidmətidəzgahlar üçün ehtiyat hissələri anbarı

13 sen 2025·8 dəq
Mexaniki emalda enerji xərcləri: harada artıq güc gedir
Mexaniki emalda enerji xərcləri tez-tez kəsmədən yox, çiller, kompressor və boş qızdırmadan artır. Harada itki olduğunu göstəririk və nə etməyi izah edirik.
mexaniki emalda enerji xərclərimetal emalının maya dəyəriCNC maşınların enerji istehlakı

12 sen 2025·6 dəq
Toxunuşdan sonra ox üzrə nolun sürüşməsi: işə salmazdan əvvəl nəyi yoxlamaq lazımdır
Yüngül toxunuşdan sonra ox üzrə nolun sürüşməsi həmişə nasazlıq demək deyil. Referans, sensor və mexanikanı işə salmadan əvvəl tez yoxlamağı izah edirik.
ox üzrə nolin sürüşməsiCNC dəzgah sensor nasazlığıox mexanikasının yerdəyişməsi

10 sen 2025·7 dəq
Sexdə ilk avtomatlaşdırma üçün hidravlika, yoxsa pnevmatika?
İlk avtomatlaşdırma üçün hidravlika və pnevmatikanı müqayisə edirik: qiymət, qulluq və sexdə toz, qırıntı, yağ kimi adi şəraitdə işini sadə dildə izah edirik.
ilk avtomatlaşdırma üçün hidravlika və ya pnevmatikahidravlik sıxıcı qurğusexdə pnevmatika

09 sen 2025·8 dəq
Dəzgahın zəmanəti: tez-tez unudulan istisnalar
Dəzgahın zəmanəti həmişə sarf materiallarını, işə salma səhvlərini və gec müraciətə görə dayanmanı əhatə etmir. Sadə dildə ən çox rastlanan istisnaları izah edirik.
dəzgah zəmanətidəzgah zəmanət istisnalarıdəzgah sarf materialları

08 sen 2025·7 dəq
Torna mərkəzində dövr müddəti: dəqiqələr harada itir
Torna mərkəzində dövr müddəti tez-tez kəsmə əməliyyatından deyil, alətin yanaşma və geri çəkilmələri, alət dəyişiklikləri və artıq əmrlər səbəbindən artır.
torna mərkəzində dövr müddətidövr müddətinin azaldılmasıCNC alət dəyişimi

07 sen 2025·7 dəq
Stanokda hava sızmaları: pul və resurs harada itir
Stanokda hava sızmaları sərfi artırır, sıxmanı pozur və avtomatikanı çətinləşdirir. İtkiləri harada axtarmaq və qovşaqları necə yoxlamaq lazım olduğunu izah edirik.
stanokda hava sızmalarıCNC dəzgah pnevmatikasısıxmalarda hava itkisi

06 sen 2025·7 dəq
Kobud və təmiz freza: qənaət nə vaxt ölçünü korlayır
Kobud və təmiz freza bir əməliyyatda işi sürətləndirə bilər, amma ölçünü pozur. Hansı halda alətləri ayırmağın daha sərfəli olduğunu izah edirik.
kobud və təmiz frezabir əməliyyatda frezləməölçü üzrə bрак
06 sen 2025·6 dəq
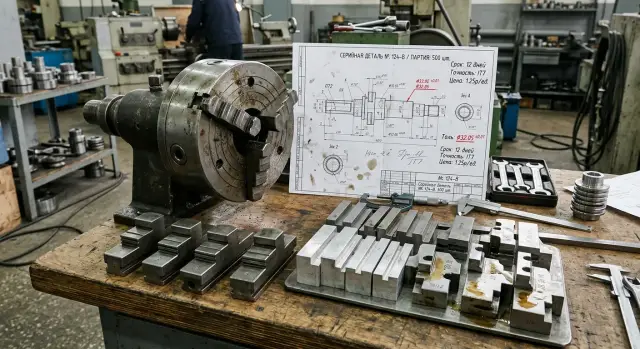
Standart və xüsusi çənələr seriyalı hissələr üçün
Standart və xüsusi çənələr seçimi — hazırlıq müddəti, bərkidilmənin sabitliyi və partiya qiyməti əsasında sadə ardıcıllıq. Necə düzgün qərar qəbul etmək lazımdır.
standart və xüsusi çənələrtornar mandreni çənələribərkidilmənin təkrarlanabilirliyi

05 sen 2025·6 dəq
Soyutma mayesinin temperaturu və detalın ölçüsü: ölçü fərqləri haradan yaranır
SÖJ temperaturu və detal ölçüsünün praktik əlaqəsini araşdırırıq: emulsiyanın isinməsi, köpük, geometriyanın yayılması, sürətli yoxlamalar və sex üçün addımlar.
soyutma-mayesinin-temperaturu-ve-detalin-olcusuemulsiyanın-kopuklenmesidetal-in-geometriyasinin-durusuzlugu

05 sen 2025·6 dəq
Revolver başlığının bucağı: dəzgahı sifariş etməzdən əvvəl nəyi yoxlamaq lazımdır
Revolverin meyil bucağı rezets alətin yaxınlaşmasına, canlı alətin işinə və patron yanında təhlükəsiz boşluğa təsir edir. Sifarişdən əvvəl nələri yoxlamağı izah edirik.
revolver başlığının bucağıtokar dəzgahında alət çıxışıpatron və alətin toqquşması

05 sen 2025·8 dəq
Kəsilmədən sonra hissə toleransdan çıxır: səbəbi harada axtarmaq
Kəsildikdən sonra hissə toleransdan çıxır? Kəsim nöqtəsi, çıxış, dəstək və plitə geometriyası ölçünü və dönüklüyü necə dəyişdirdiyini izah edirik.
hissə kəsildikdən sonra toleransdan çıxırtorna kəsimikəsimdən sonra dönüklük

04 sen 2025·8 dəq
Müxtəlif nomenklatura üçün revolver başlığın seçilməsində səhvlər
Revolver başlığın seçilməsində edilən səhvləri izah edirik: mövqe sayı, sürücü aləti və tutucular sexin çevikliyinə və tənzimləmə vaxtına necə təsir edir.
revolver başlığın seçilməsində səhvlərCNC torna maşını üçün revolver başlıqsürücü alət

02 sen 2025·8 dəq
Nazik divarlı paslanmazın göyərməsiz frezlənməsi
Nazik divarlı paslanmazın frezlənməsi dəqiq yanaşma tələb edir: göyərməni və yayınmanı ümumi sürəti azaltmaqla yox, az radial daxilolma hesabına necə aradan qaldırmağı izah edirik.
nazik divarlı paslanmazın frezlənməsiaz radial daxilolmafrezləmədə göyərmə

30 avq 2025·7 dəq
Nazik divarlı hubın söküldükdən sonra ellipssiz daxili yonulması
Nazik divarlı hubın daxili yonulmasında dəqiq sıxma və sakit keçid ardıcıllığı vacibdir. Niyə detal söküldükdən sonra ellipsə düşür, baxaq.
nazik divarlı hubın daxili yonulmasıhubın sıxılmasıkeçidlərin ardıcıllığı

29 avq 2025·8 dəq
Spindel və kabinetlərin soyudulması: çillerdə nə yoxlamaq lazımdır
Spindel və kabinetlərin soyudulması: çillerdə suyu, istilik mübadilə edicisini və çillerdə temperaturun normadan pis olduğunu göstərən ilk əlamətləri necə yoxlamağı izah edirik.
spindel və kabinet soyutmasıçiller yoxlanışıçillerdə suyun keyfiyyəti

28 avq 2025·8 dəq
Operator dəyişəndə CNC-də dayanıqlı texnoloji proses
Ofsetlərin, kontrol ölçülərin və sapma zamanı atılacaq addımların necə yazılacağını açıqlayaraq operator dəyişikliyində dayanıqlı texnoloji prosesin eyni nəticə verməsini təmin edək.
operator dəyişəndə dayanıqlı texnoloji prosesCNC maşında iş standartıkontrol ölçülər

28 avq 2025·8 dəq
Sexdə OTK ilə mübahisəsiz səth pürüzlüyünün ölçülməsi
Sexdə səth pürüzlüyünün ölçülməsi: ölçü nöqtəsini, nümunə uzunluğunu necə seçmək və partiyalar üzrə nəticələri OTK ilə əlavə mübahisələr olmadan necə aparmaq.
səth pürüzlüyünün ölçülməsisəth pürüzlüyü üçün ölçü nöqtəsisəth pürüzlüyü seçmə uzunluğu

28 avq 2025·6 dəq
Valda şponka yivinin frezlənməsi: disk, yoxsa sonlu frez?
Valda şponka yivinin frezlənməsi alətin dəqiq seçimini tələb edir. Disk və sonlu frezi bişmə, düzxətlilik və naladka baxımından müqayisə edək.
valda şponka yivinin frezlənməsişponka yivi üçün disk frezmetal üçün sonlu frez

27 avq 2025·8 dəq
ŞVP aşınmasının əlamətləri: texniki xidmət nəyi qeyd etməlidir
ŞVP aşınmasının əlamətləri çox vaxt nasazlıqdan əvvəl görünür: ölçü yayınır, səs dəyişir, ox isə sıçrayışla hərəkət edir. Texniki xidmətin nəyi və necə qeyd etməli olduğunu izah edirik.
ŞVP aşınmasının əlamətlərişarik-vintli cütlükdə lüfstanok oxunda səs-küy

27 avq 2025·6 dəq
Sexdə detallar axını üçün kalibr, mikrometr və daxiliölçən
Kalibr, mikrometr və daxiliölçən ölçü, tolerans və nəzarət tezliyinə görə seçilir. Detallar axını üçün sadə ölçü cihazları kombinasiyasını izah edirik.
kalibr, mikrometr və daxiliölçənölçü vasitələrinin seçimidetal ölçülərinə nəzarət