East CNC Kazakhstan bloqu
CNC dəzgahlar, metal emalı və istehsalın modernləşdirilməsi haqqında məqalələr.
Son məqalələr

30 apr 2025·8 dəq
Dərin deşiklərin qazılması: diametr keçidlərinin ardıcıllığı
Dərin deşiklərin qazılması diametrlərin düzgün keçid ardıcıllığını tələb edir. Yayınmanı necə azaltmağı və birləşmə yerindəki pilləni necə aradan qaldırmağı göstərəcəyik.
dərin deşiklərin qazılmasıdeşik diametri keçid ardıcıllığıdiametrlərin birləşməsində pillə
29 apr 2025·6 dəq
Torna və freze əməliyyatlarında mübahisəsiz baza xəritəsi
Torna və freze əməliyyatları üçün baza xəritəsi quraşdırma məntiqini əvvəlcədən təyin etməyə, bölmələr arasındakı mübahisələri aradan qaldırmağa və məhsuldarlığı artırmağa kömək edir.
torna və frezə əməliyyatları üçün baza xəritəsiquraşdırma məntiqiparçanın bazalanması

28 apr 2025·6 dəq
Çertyojun oxunmazlığı: hesablamanı nə vaxt dayandırmaq
Çertyojun oxunmazlığı tez-tez əskik ölçüləri, toleransları və bazaları gizlədir. Hesablamanı nə vaxt dayandırıb düzəliş tələb etməyi izah edirik.
çertyojun-oxunmazlığıçertyoj-səhvləriçertyoj-üzrə-düzəliş-tələbi

27 apr 2025·8 dəq
Dərin deşikdən sonra daxili faskanın yayınmadan götürülməsi
Dərin deşikdən sonra daxili faskanı götürmək üçün sabit alət lazımdır. Seriya üçün variantları, səhvləri və sürətli yoxlamaları müqayisə edək.
dərin deşikdən sonra daxili faskanın götürülməsidaxili faska üçün alətəks zenkovka

26 apr 2025·8 dəq
Dəzgahın qəbulu zamanı sənədlər: ilk gündə nə tələb etməli
Dəzgahın qəbulunda sənədlər komplektliyi yoxlamağa və işə salmadan sonrakı mübahisələri azaltmağa kömək edir. Sxemləri, parametrləri, jurnalları, sertifikatları və sərf materiallarını izah edirik.
dəzgahın qəbulu zamanı sənədlərCNC dəzgah sxemləriişə salma zamanı CNC parametrləri

25 apr 2025·8 dəq
CAM-da operator rəyi mübahisəsiz və artıq sözsüz
Operator rəyi CAM-da o zaman işləyir ki, qeyddə səs, yonqarın görünüşü, tsikl vaxtı və trayektoriyanın dəqiq hissəsi göstərilsin.
CAM-da operator rəyiCNC operator qeydləriCAM trayektoriyası

25 apr 2025·6 dəq
Dəqiq dəlik üçün dairəvi interpolasiya, yoxsa borlama?
Dairəvi interpolasiya və borlama: dəlik geometriyasını, dövr vaxtını və düzəliş rahatlığını müqayisə edib sex üçün doğru üsulu seçin.
Dairəvi interpolasiya yoxsa borlamafrezer mərkəzində dəqiq dəlikdəlik geometriyası

25 apr 2025·6 dəq
Vəziyyətə görə alət dəyişimi: harada sayğacdan yaxşıdır
Vəziyyətə görə alət dəyişimi aləti nə vaxt dəyişməyin daha doğru olduğunu daha dəqiq seçməyə kömək edir: sayğacın harada rahat, harada isə aşınma və detal ölçüsünə baxmağın daha yaxşı olduğunu izah edirik.
vəziyyətə görə alət dəyişimisayğaca görə alət dəyişimikəsici alətin aşınması

24 apr 2025·7 dəq
Poladda yivlərin frezlənməsi: bir freza, yoxsa iki keçid?
Poladda yivlərin frezlənməsini həmişə bir freza ilə aparmaq sərfəli olmur. Kobud keçid və kalibrləmənin nə vaxt daha təmiz ölçü və daha sabit proses verdiyini izah edirik.
poladda yivlərin frezlənməsiyivin kobud emalıfreza ilə yivin kalibrlənməsi

22 apr 2025·8 dəq
Meyilli yataq hansı hissələr üçün daha uyğundur
Meyilli yatağın hansı hissələr üçün daha uyğun olduğunu göstərin: tala haraya düşür, sabitlik necə artır və avtomatlaşdırmanı necə asanlaşdırmaq olar.
meyilli yataq hansı hissələr üçün yaxşıdırtorna maşınında talanın çıxmasıstabil torna emalı

22 apr 2025·8 dəq
Alət qırılması sensoru: gecə nə üçün lazımdır
Alət qırılması sensoru maşını vaxtında dayandırmağa, gecə qüsurlarını azaltmağa və davamlı nəzarət olmadan seriyanı saxlamağa kömək edir.
alət qırılması sensoruCNC maşında alət nəzarətigecə növbəsində qüsurun azaldılması

22 apr 2025·8 dəq
DNC yoxsa fleşka dəzgahda: hansı daha sürətli və təhlükəsizdir
DNC yoxsa dəzgah yanında fleşka: vaxtı harada itirdiyinizi, proqram versiyalarını necə qarışdırmamağı və rəqəmsal nizamın nə vaxt tez özünü doğrultduğunu izah edəcəyik.
DNC yoxsa dəzgah yanında fleşkaCNC proqramlarının versiya nəzarətiproqramların dəzgaha ötürülməsi

21 apr 2025·8 dəq
Əməliyyatlararası forma nəzarəti: seriyanı vaxtında necə xilas etməli
Əməliyyatlararası forma nəzarəti geometriyanın yekun OTK-yə qədər yayınmasını tutmağa kömək edir ki, bütün partiyanı yenidən yoxlamayasınız, növbəni itirməyəsiniz və müddəti pozmayasınız.
əməliyyatlararası forma nəzarətidetal geometriyasına nəzarətemal zamanı detal ölçüsü

21 apr 2025·8 dəq
Böyük flanşların torna maşınında bazaya alınması: əlavə oynama olmadan
Böyük flanşların torna maşınında bazaya alınması: hansı bərkidilmə sxemini seçmək, dayaq və sıxmanı yoxlamaq və ağır detalın əlavə oynama verməməsi üçün nəzarəti necə qurmaq.
Böyük flanşların torna maşınında bazalanmasıflansın bərkidilməsi sxemiflansın oynamasının nəzarəti

21 apr 2025·8 dəq
Kəsişən deşiklərin yerdəyişməsiz və cırıq kənarsız qazılması
Kəsişən deşiklərin qazılması çox vaxt oxu yayınadır və korpus detallarda kənarı cırır. Gəlin marşrutu, rejimləri və sex üçün sadə üsulları nəzərdən keçirək.
kəsişən deşiklərin qazılmasıdeşik oxunun yerdəyişməsiqazmada cırıq kənar

21 apr 2025·8 dəq
Vertikal tokar maşını: hansı detallar üçün lazımdır
Vertikal tokar maşının nə vaxt üfüqi maşından daha rahat olduğunu analiz edirik: detal növü, yükləmə, talaş çıxışı və kəsim zonasına giriş üzrə.
vertikal tokar maşınvertikal maşın nə vaxt lazım olurvertikal yerləşdirmə üçün hissələr

20 apr 2025·6 dəq
Disk və barabanların böyük çıxıntıda vibrasiyasız tornalanması
Disk və barabanların vibrasiyasız tornalanmasını izah edirik: necə dəstək seçmək, kəsim rejimlərini təyin etmək, mərhələlərlə припускu götürmək və böyük çıxıntıda ölçünü qorumaq.
disk və barabanların vibrasiyasız tornalanmasıböyük çıxıntıda tornalamadetal üçün dəstək seçimi

19 apr 2025·8 dəq
Maşının uzaqdan diaqnostikası: sexi əvvəlcədən necə hazırlamaq
Uzaqdan diaqnostika daha sürətlə gedərsə, əvvəlcə şəbəkəni, girişləri, xətaların fayllarını və növbə‑servis üçün sadə qaydanı yoxlamaq kifayətdir.
maşının uzaqdan diaqnostikasısexin servisinə hazırlığımaşına şəbəkə vasitəsilə giriş

19 apr 2025·6 dəq
İncə divarlı detalların sıxılması: patron, çanga yoxsa yumşaq çənəklər
İncə divarlı detalların sıxılması ölçüyə, ovalığa və quraşdırma vaxtına təsir edir. Patron, çanga və yumşaq çənəkləri nə vaxt seçməli olduğunu izah edirik.
incə divarlı detalların sıxılmasıpatron yoxsa çangayumşaq çənəklər

16 apr 2025·7 dəq
Dairəvi plastinalı kobud freza üz frezasına qarşı
Dairəvi plastinalı kobud freza tökmə qabığını, zərbəli girişi və dəyişən emal payını daha yaxşı keçir. Hansı hallarda üz frezasını geridə qoyduğunu izah edirik.
dairəvi plastinalı kobud frezaüz frezasıtökmə qabığı

12 apr 2025·8 dəq
Bir quruluşda tornalama və qazma əməliyyatları: hub və flanşlar
Tornalama və qazma əməliyyatlarının bir quruluşda nə vaxt ikinci sıxmanı azaltdığını, nə vaxt isə ötürücülü alətin yalnız sazlamanı uzatdığını izah edirik.
bir quruluşda tornalama və qazma əməliyyatlarıtorna dəzgahında ötürücülü aləthub və flanşların emalı

10 apr 2025·8 dəq
Hazır detaldan yola göndərişə qədər vaxt: saatlar harada itir?
Hazır detaldan yola göndərişə qədər vaxtı yuma, markirovka, qablaşdırma və son yoxlamadakı gecikmələri aradan qaldıraraq qısaltmaq olar.
hazır detaldan yola göndərişə qədər vaxtdetalların yuyulması və markirovkasıdetalların göndərişdən əvvəl qablaşdırılması

10 apr 2025·8 dəq
Aşınma kompensasiyaları: onları dəzgahda kim və nə vaxt dəyişə bilər
Aşınma kompensasiyalarını hər kəsə həvalə etmək olmaz. Sazlayıcı, operator və texnoloq üçün sadə giriş qaydasını növbədəki mübahisələrə yol vermədən izah edirik.
aşınma kompensasiyalarıCNC-də kompensasiya girişləritexnoloq, sazlayıcı və operatorun rolu

09 apr 2025·8 dəq
Lokal servis yoxsa mühəndis gəlişi: necə seçməli
Lokal servis yoxsa zavod mühəndisinin gəlişi? Hansının daha sürətli olduğunu, nə vaxt dərin təmir lazım gəldiyini, zəmanəti necə qorumağı və zəngdən əvvəl nəyi yoxlamağı izah edirik.
Lokal servis və ya mühəndisin səfəriCNC stanokların təmiristanok servisi üçün zəmanət

08 apr 2025·6 dəq
Nazik sərtləşdirici qabırğaların divarı əymədən frezlənməsi
Nazik sərtləşdirici qabırğaların frezlənməsi düzgün keçid ardıcıllığı tələb edir. Qabırğanın dayaqsız qalmamasını, divarın yayınmasını azaltmağı və son emala düzgün çıxmağı izah edirik.
nazik sərtləşdirici qabırğaların frezlənməsimaterialın çıxarılma ardıcıllığıfrezləmədə nazik divar

06 apr 2025·7 dəq
Wiper plastinası — bitirmə torna işində: nə vaxt kömək edir
Wiper plastinası bitirmə torna işində həmişə kömək etmir. Seriya hissələrində qidalanma, səthin xırdalığı və titrəmə üzərində necə təsir etdiyini izah edəcəyik.
Wiper plastinası bitirmə torna işindəbitirmə tornasəthin xırdalığı

04 apr 2025·6 dəq
Maşının sərtliyi almazdan əvvəl: təchizatçı ilə nəyi müzakirə etməli
Sifarişdən əvvəl maşının sərtliyini yoxlamaq vacibdir: hansı test hissələri, alət çıxıntısı, material və kəsmə rejimlərini təchizatçı ilə razılaşdırmaq lazımdır.
maşının sərtliyimaşını alışdan əvvəl yoxlamaqtest hissə üçün nümunə

02 apr 2025·8 dəq
Freze mərkəzində 4-cü ox əvəzinə indeksasiya patronu
İndeksasiya patronu freze mərkəzində başlanğıcda 4-cü ox olmadan işləməyə kömək edir. Həllin qiymətini, dəqiqliyini, çevikliyini və iş hədlərini izah edək.
freze mərkəzində indeksasiya patronufreze dəzgahı üçün 4-cü oxindeksasiya avadanlığı

30 mar 2025·7 dəq
Sexdə qarışıqlıq olmadan alət korreksiyaları cədvəli
Alət korreksiyaları cədvəli uzunluğu, radiusu və aşınmanı bir yerdə saxlamağa kömək edir. Formatı, sahələri, yazılış qaydalarını və sürətli yoxlamanı izah edirik.
alət korreksiyaları cədvəliuzunluq və radius korreksiyalarıalət aşınmasının uçotu

30 mar 2025·7 dəq
Patrondakı dayaq, yoxsa proqram bazası: uzunluğu necə sabit saxlamaq olar
Patrondakı dayaq, yoxsa proqram bazası: uzunluqda sapma haradan yaranır, sərt toleransa hansı sxem uyğundur və işə salmazdan əvvəl nəyi yoxlamaq lazımdır.
patrondakı dayaq, yoxsa proqram bazasıdetal uzunluğunda sapmaCNC torna dəzgahında bazalama

29 mar 2025·7 dəq
İstehsalat sahəsi üçün sərf materialları anbarı: kəsici alət olmadan minimum ehtiyat
İstehsalat sahəsi üçün sərf materialları anbarı dəzgahları dayandırmamağa kömək edir: filtrlər, kəmərlər, sensorlar, sürtkü və xırda düyünlər üzrə minimumu izah edirik.
istehsalat sahəsi üçün sərf materialları anbarıCNC dəzgahları üçün filtrlərdəzgah üçün kəmərlər və sensorlar

27 mar 2025·8 dəq
Oxların gediş ehtiyatı olan dəzgah: nə vaxt lazımdır, nə vaxt yox
Gələcək detallar üçün ox gedişi ehtiyatının nə vaxt kömək etdiyini, nə vaxt isə yalnız qiyməti, çəkini və yer tələblərini artırdığını izah edirik.
oxların gediş ehtiyatı olan dəzgahdəzgah oxlarının gedişiCNC dəzgahı necə seçilir
25 mar 2025·7 dəq
Kəmərli və ya birbaşa şpindel sürücüsü: işə uyğun necə seçmək
Kəmərli və ya birbaşa şpindel sürücüsü dönmə sürətinə, momentə, səs-küyə və təmirlərə təsir edir. Sadə dildə fərqləri izah edirik və tez seçim üçün yoxlama siyahısı veririk.
kəmərli və ya birbaşa şpindel sürücüsüşpindelin yüksək dövrləriağır kəsmə əməliyyatı

25 mar 2025·8 dəq
Mərkəzdə dərin sovurma: adi dövr harada bitir?
Mərkəzdə dərin sovurma tez-tez qırıntının ilişməsi, alətin isinməsi və ölçünün sapması ilə nəticələnir. Məqalədə əlamətlər, adi matkapın limitləri və nəyi yoxlamaq lazım olduğu izah olunur.
mərkəzdə dərin qazmasovurmada qırıntının pozulmasıadi matkapın həddi
21 mar 2025·7 dəq
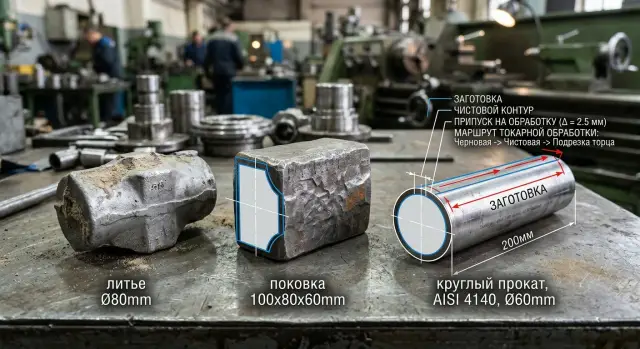
Döküm, döymə yoxsa prokat: seriyalı detal üçün nə seçilməlidir
Döküm, döymə və prokat seriyalı detal üçün emal payı, ölçü sabitliyi və əməliyyat sayı ilə fərqlənir. Harada vaxt və metal itirdiyinizi analiz edək.
döküm, döymə və ya prokat seriyalı detal üçünemal üçün əlavə payyarımfabrikatın ölçü stabilliyi

20 mar 2025·7 dəq
Patronun hidravlik stansiyasında yağı nə vaxt dəyişməli
Patronun hidravlik stansiyasında yağı nə vaxt dəyişməli olduğuna baxırıq: rəng, qoxu, köpük, nasos səsi və sıxmanın davranışı nasazlıqdan əvvəl nə deyir.
patronun hidravlik stansiyasında yağı nə vaxt dəyişməliköhnə hidravlik yağın əlamətləripatron sıxması sarsıntı ilə işləyir

19 mar 2025·8 dəq
Alətlər mağazasında əlavə ehtiyat olmadan neçə mövqe saxlamaq lazımdır
Matkaplar, frezlər, plitələr və osnastka satan mağaza üçün nə qədər mövqe saxlamaq lazım olduğunu sadə hesabla göstəririk — artıq hüceyrələr olmadan praktik yanaşma.
neçə mövqe lazımdır alətlər mağazasıalət nomenklaturasıalət ehtiyatı

19 mar 2025·8 dəq
CNC maşını üçün elektrik təchizatı: montajdan əvvəl nə yoxlamaq lazımdır
CNC maşını üçün elektrik təchizatını montajdan əvvəl yoxlayın: fazalar, gərginlik düşmələri, torpaqlama, qorunma və sürücülər, idarə və sensorlar üçün risklər.
CNC maşını üçün elektrik təchizatıCNC gərginlik düşmələriCNC maşını üçün fazalar

18 mar 2025·8 dəq
Rəqəmsal quraşdırma kartları və quraşdırıcının yaddaşı: nə daha dəqiqdir?
Yaddaşa əsaslanan işin ekran standartlarından nə ilə fərqləndiyini, növbələr arasındakı fərqin haradan yarandığını və rəqəmsal quraşdırma kartlarının onu necə azaltdığını izah edirik.
rəqəmsal quraşdırma kartlarıstandartlar ekranda quraşdırmanövbələr arasındakı fərq

18 mar 2025·8 dəq
Seriyalı istehsal üçün CAM tipik əməliyyatlar kitabxanası
CAM-da tipik əməliyyat kitabxanası seriyalı istehsalda hazırlıq vaxtını azaldır, giriş-çıxış və vintlər üzrə müxtəlifliyi aradan qaldırır.
cam üçün tipik əməliyyatlar kitabxanasıistehsal üçün CAM standartlarıseriyalı CNC sahəsi

16 mar 2025·8 dəq
Nazik flanşlı bürünc burçları yayınmadan emal etmək
Nazik flanşlı bürünc burçların emalında flanşı və burcu iki əməliyyat ərzində sabit saxlamaq üçün düzgün sıxma və ehtiyat payı vacibdir.
nazik flanşlı bürünc burçların emalınazik divarlı burçların sıxılmasıiki əməliyyat üçün ehtiyat payı

16 mar 2025·6 dəq
Yeni osnastikanın seriyadan əvvəl testi: sürprizsiz 5 ölçü
Yeni osnastikanın seriyadan əvvəl testi partiya başlamazdan əvvəl biənmə, yayınma, sıxma gücünün azalması və zəif sıxmanı uzun sınaq işlətmələri olmadan tapmağa kömək edir.
seriyadan əvvəl yeni osnastikanın testiosnastikanın 5 ölçüsüişə salmazdan əvvəl patronun yoxlanması

14 mar 2025·8 dəq
CNC proqramlarının saxlanması: adlar, versiyalar və ehtiyat nüsxələr
CNC proqramlarını qarışdırmadan saxlamağın sadə yolu: adlar, versiyalar və nüsxələr üçün aydın qayda, belə ki, növbələr texnoloq məzuniyyətdə olanda da gecə rahat işləsin.
CNC proqramlarının saxlanmasıdəzgah proqramlarının versiyalarıCNC ehtiyat nüsxələri

13 mar 2025·8 dəq
Tibbi hissələrin istehsalı: təmizlik və izlənmə
Tibbi hissələrin istehsalı sənəd, qablaşdırma və əməliyyatlararası nəzarətə daha ciddi yanaşma tələb edir. Harada risklərin artdığını və nəyi düzəltmək lazım olduğunu izah edirik.
tibbi hissələrin istehsalımetal emalda təmizlikpartiyanın izlənməsi

13 mar 2025·8 dəq
Bölgədə metal talaqları üçün çıxarma sistemini necə düzgün seçmək
Sahəniz üçün metal talaqları çıxarma sistemini materiala, talaş formasına, axın həcmə, kəsici maye və konveyer növünə görə necə seçmək lazım olduğunu sadə və praktik şəkildə izah edirik.
metal talaqları üçün sistemin seçimitalaş konveyeriuzunsov (süzülən) talaş

11 mar 2025·7 dəq
Maşının özünü-ödəmə müddəti: xərclərin dürüst hesabını necə aparmaq
Maşının özünü-ödəmə müddətini necə dürüst hesablamaq göstərilir: osnastka, alət, servis, işə salma, tullantını nəzərə alın və real rəqəmi əldə edin.
maşının-özünü-ödəməCNC-ödəniş-hesablamasıtornalama-maşını-xərcləri

10 mar 2025·8 dəq
HSK yoxsa BT emal mərkəzi üçün: nə seçilməlidir?
HSK yoxsa BT — sərtlik, dövrlər, avadanlıq qiyməti və sex üçün servis rahatlığı üzrə sadə müqayisə, hansı seçimin sizin emal mərkəziniz üçün daha faydalı olduğunu izah edir.
HSK və BT emal mərkəzi üçünHSK və BT müqayisəsiHSK interfeysi

09 mar 2025·7 dəq
Xüsusi avadanlıq: sexdə itkilərdən daha sərfəli olduqda
Xüsusi avadanlıq özünü doğruldur, əgər tez-tez təkrar sazlamalar, qüsur və əl ilə podkladkalar vaxtı, dəqiqliyi və mənfəəti yeyirsə.
qeyri-standart avadanlıqCNC üçün xüsusi avadanlıqmaşının yenidən sazlanması

07 mar 2025·7 dəq
Maşın dayanma metrikləri: sexdə ən az nəyi qeyd etməlisiniz
Maşın dayanma metrikləri vaxtın haraya gediyini anlamağa kömək edir: sikl, dayanma, nasazlıqlar və yenidən sazlama — mürəkkəb uçot sistemi olmadan.
maşın dayanma metrikləriCNC sikl vaxtıyenidən sazlamanın uçotu

07 mar 2025·8 dəq
Kiçik tibbi detallar üçün dəzgah: sabitlik vacibdir
Yaxşı kiçik tibbi detallar üçün dəzgahı gücə görə yox, termostabillik, kəsmə zonasının təmizliyi və təkrarolunmaya görə seçirlər.
kiçik tibbi detallar üçün dəzgahdəzgahın termostabilliyikəsmə zonasının təmizliyi

06 mar 2025·8 dəq
Sahəni bir il ərzində modernləşdirmək: az büdcədə nəyi dəyişməli
Sahənin birillik modernləşdirilməsi sadə plan tələb edir: dar boğazı tapın, dəzgahı, avadanlığı, ölçməni və servisi geri dönüş müddətinə görə müqayisə edin.
sahənin birillik modernləşdirilməsiyeni dəzgah, yoxsa avadanlıqistehsalda ölçmə

05 mar 2025·8 dəq
Bir revolver yoxsa iki: istehsal və tənzimləmə necə dəyişir
Bir revolver yoxsa iki: ikinci revolverin partiya çıxışına, əməliyyat balansına, dayanmalara və torna maşınının quraşdırma vaxtına təsirini araşdırırıq.
Bir revolver yoxsa ikiiki revolverli torna maşınıtokar maşında partiya çıxışı

05 mar 2025·7 dəq
Dəzgahın sex daxilində geometriyanı itirmədən yerini dəyişmək
Dəzgahın sex daxilində yerinin dəyişdirilməsi plan tələb edir: demontajı, daşınmanı, düzəldilməni, sınaq detalını və əyilməni tutan yoxlamaları nəzərdən keçirək.
dəzgahın sex daxilində köçürülməsidəzgahın köçürülməsindən sonra düzəldilməsidəzgahın sökülməsi və daşınması

03 mar 2025·8 dəq
Kiçik götürmədə istilikədavamlı poladda müsbət qabaq bucaq
İstilikədavamlı poladda az götürmə zamanı müsbət qabaq bucağın istiliyi nə vaxt azaltdığını və dəzgahı yükləmədən həndəsəni necə seçməyi izah edirik.
müsbət qabaq bucaqistilikədavamlı poladın emalıkiçik götürmə

03 mar 2025·6 dəq
Bitirici səthdə zolaqlar: nə üçün yaranırlar
Bitirici səthdəki zolaqlar adətən oyuna, vibrasiyaya, talaşın yapışmasına və ya uyğunsuz rejimə işarə edir. İpuçları və yoxlama ardıcıllığını nəzərdən keçirək.
bitirici səthdə zolaqlardəqiqəlik oyunumtorna maşınında vibrasiya

27 fev 2025·7 dəq
Çex və ofis CNC proqramlaşdırması: nə vaxt nəyi seçmək
Sex və ofisdən kənar CNC proqramlaşdırma müxtəlif tapşırıqlar üçün uyğundur. Geribildirim sürəti, məlumat nizamı və ilk puskın keyfiyyətini müzakirə edirik.
sex və ofis CNC proqramlaşdırmasıCNC proqramlaşdırmanın sexdən kənarda aparılmasımaşının işə salınması

26 fev 2025·8 dəq
Metal emalı üçün çubuq: niyə partiyada variasiya yaranır
Çubuq partiyası niyə fərqli ölçü, alət aşınması və talaş verir — sərtlik, düzlük və tərkib necə təsir edir və partiyanı işə vermədən qısa nəzarət necə aparılır.
metal emalı çubuğuçubuğun sərtliyiçubuğun düz xətliyi

23 fev 2025·6 dəq
Dəzgahda alət şkafı: xaos və axtarışlara son
Dəzgahın yanında alət şkafı vaxt qazanmalıdır, yoxsa onu udmamalıdır. Alət tutucularının, plastinlərin və ölçü alətlərinin qarışıqlıq olmadan saxlanması üçün sadə sxemi izah edirik.
dezgah yanında alət şkafıalət tutucularının saxlanmasıplastinlərin təşkili

22 fev 2025·8 dəq
Sahənin yaxşılaşdırılması üçün servis xidmətindən geri bildirim
Servis xidmətindən alınan geri bildirim qırılmaların səbəbini anlamağa, sahədəki zəif nöqtələri aradan qaldırmağa və təkrar nasazlıqların sayını azaltmağa kömək edir.
servis xidmətindən geri bildirimdəzgahların təkrarlanan nasazlıqlarıservis müraciətlərindən alınan məlumatlar

21 fev 2025·6 dəq
CNC tezgahını gecə işlətmək: riskləri minimallaşdırmaq
CNC tezgahının gecə rejimi nizam-intizam tələb edir: prosesin sabitliyini, alətin aşınmasını, sensorları və qəza dayanması üçün hərəkət planını yoxlayın.
cnc tezgahının gecə rejimiCNC alət nəzarətitezgahın qəza dayanması

20 fev 2025·8 dəq
Tokar emalından əvvəl kovkaların qəbul yoxlaması
Tokar emalından əvvəl kovkaların qəbul yoxlaması: ilk quruluşa qədər hansı ölçüləri və qüsurları ayırmaq lazımdır ki, alət və stanok vaxtını itirməyəsiniz.
tokar emalından əvvəl kovkaların qəbul yoxlamasıemaldan əvvəl kovkaların qüsurlarıkovkaların ölçü yoxlaması

20 fev 2025·8 dəq
Alət vasitəsilə soyuducu maye verilməsi: nə vaxt həqiqətən özünü doğruldur
Alət vasitəsilə soyuducu maye verilməsi hər zaman qənaət gətirmir. Təzyiq, axın və kanal dərinliyinin dövriyyə, talaş və alət ömrünə necə təsir etdiyini araşdırırıq.
alət vasitəsilə soyuducu maye verilməsisoyuducu maye təzyiqisoyuducu maye axını

19 fev 2025·8 dəq
Detalı yuduqdan sonra nəzarət: niyə ölçülər fərqlənir
Detalları yuyulmadan sonra nəzarət zamanı çox vaxt əvvəlkindən fərqli nəticə görünür. Yağ, temperatur və qəlpənin OTK nəticələrini necə dəyişdiyini sadə dillə izah edirik.
detalın yuyulmadan sonra nəzarətidetalın yuyulmadan əvvəl ölçülməsiOTK-da yalancı uyğunsuzluqlar

19 fev 2025·7 dəq
Yeni osnastkasız korpuslar üçün detalın 90 dərəcə çevrilməsi
90 dərəcə detallıq çevirmənin nə vaxt baza prizmaləri ilə bazanı saxladığını, yenidən sazlamanı azaltdığını və korpusların emal marşrutunu sadələşdirdiyini izah edirik.
detalin 90 dərəcə çevrilməsibaza prizmalərikorpusların emalı

19 fev 2025·8 dəq
Zausenetsli deşiklərin ölçülməsi: niyə nəticələr fərqlənir
Zausenetsli deşiklərin ölçülməsi tez-tez mübahisəli nəticə verir: içölçən bir ölçü, kalibr isə başqa ölçü göstərir. Səbəbini və yoxlama ardıcıllığını izah edirik.
zausenetli deşiklərin ölçülməsiiçölçən və kalibrdeşikdə zausenets

19 fev 2025·8 dəq
Böyük flanşların zədələnmədən qaldırılması və sıxılması
Böyük flanşların qaldırılması və sıxılması: strop nöqtələrini necə seçmək, dayaqları necə düzəltmək və ilk quraşdırmadan əvvəl bazada çuxur, əyilmə və izlərdən necə qaçmaq.
böyük flanşların qaldırılması və sıxılmasıflanşın strop nöqtələriflanşın dayaq sxemi

18 fev 2025·6 dəq
Yeni detalın işə salınma qovluğu: bir yerdə nə toplamaq lazımdır
Yeni detalın işə salınma qovluğu çertyoju, UP-ni, quraşdırma kartını, nəzarət planını və baza şəkillərini bir yerdə yığmağa kömək edir; qarışıqlıq və dayanma olmur.
yeni detalın işə salınma qovluğudetalın işə salınması üçün sənədlərÇPU quraşdırma kartı

18 fev 2025·6 dəq
Xaç kanallarının qazılması: yayınmanı və çapağı necə aradan qaldırmaq olar
Xaç kanallarının qazılması dəqiq əməliyyat ardıcıllığı, detalın dayaqla dəstəklənməsi və qazma ucunun təmiz çıxışı tələb edir. Yayınma və kobud çapaq olmadan işləmə üsullarına baxaq.
xaç kanallarının qazılmasıqazma ucunun yayınmasıçıxışda çapaq

16 fev 2025·8 dəq
Tokar stansiyasını (CNC) öz detalları üçün necə seçmək
Tokar stansiyasını necə seçmək: diametri, uzunluğu, materialı və partiyanı şpindel, patron və avadanlıqla necə əlaqələndirmək lazım olduğunu izah edirik.
necә-secmek-tokar-stansiyasi-cnc-ucuntokar-stansiyasinin-detallara-uygun-secimiyarmabrik-diametri-ve-uzunluğu

15 fev 2025·6 dəq
Dəzgahın qəbul yoxlaması üçün sınaq detallar: nə götürməli
Dəzgahın qəbul yoxlaması üçün sınaq detallar yalnız pasportu yox, real geometriyanı, yükü, osnastkanı və iş rahatlığını da yoxlamağa kömək edir.
dəzgahın qəbul yoxlaması üçün sınaq detallardəzgahın zavodda qəbuludəzgahın sahədə qəbulu

14 fev 2025·7 dəq
Alət ustası: sexə məhz onun lazım olduğu vaxt
Əgər sazlama uzanır, alətlər itir və xidmət müddəti qeyri-sabitdirsə, alət ustası əksər halda yeni operatordan daha effektiv həll gətirir.
alət ustasısazlama vaxtının azalmasıkəsici alət uçotu

13 fev 2025·6 dəq
Bir dövrdə naqatka, faska və markalanma: nə vaxt sərfəlidir
Bir dövrdə naqatka, faska və markalanmanın nə vaxt həqiqətən vaxt qazandırdığını, nə vaxt isə quraşdırmanı çətinləşdirib qüsur riskini artırdığını izah edirik.
bir dövrdə naqatka, faska və markalanmatorna əməliyyatlarının birləşdirilməsiquraşdırma vaxtının azaldılması

10 fev 2025·8 dəq
Sahədə yağlı duman: ayrı hava çəkimi nə vaxt lazımdır?
Ümumi ventilyasiya yağlı dumanı hər zaman götürmür. İnsanlar, CNC şkafları və detallara risk yaradan əlamətləri necə tanımaq və ayrı hava çəkiminin nə vaxt lazım olduğunu öyrənin.
sahədə yağlı dumanmaşın üçün ayrılmış hava çəkimisex ventilyasiyası

10 fev 2025·6 dəq
Plastik poladlarda uzun fasiləsiz yonqar olmadan kəsmə
Plastik poladların emalında çox vaxt uzun fasiləsiz yonqar yaranır. Gəlin, müxtəlif partiyalarda yonqar qırıcı, kəsmə dərinliyi və radiusun buna necə təsir etdiyinə baxaq.
plastik poladların emalıuzun fasiləsiz yonqaryonqar qırıcı

07 fev 2025·7 dəq
İkinci çən dəsti: nə vaxt həqiqətən lazımdır
İkinci çən dəsti yenidən qurma dayanmasını azaltmağa, ölçünü sabit saxlamağa və armaturun tez-tez dəyişilməsinə vaxt itirməməyə kömək edir.
ikinci çən dəstitorna maşınının yenidən qurulmasıemalın təkrarlılığı

07 fev 2025·8 dəq
Qurğunu stoldan çıxardıqdan sonra təkrar yerləşmənin yoxlanması
Qurğunu stoldan çıxardıqdan sonra təkrar yerləşmə yoxlaması: bir detal və üç quraşdırma ilə lazımsız ölçmələrsiz testin necə aparılacağı.
qurğunun stoldan çıxarıldıqdan sonra təkrar yerləşmə yoxlanmasıdəzgah masasının geri dönmə dəqiqliyiüç quraşdırma testi

06 fev 2025·8 dəq
Niyə CNC simulyasiyası sexdə dayanmalardan xilas etmir
CNC simulyasiyası səhvsiz keçsə də, postprosessor, osnastka və sıfırlar səbəbindən maşında pauzalar, xəbərdarlıqlar və dövr pozuntuları necə yaranır — izah edirik.
CNC simulyasiyasıCNC postprosessoruiş parçasının sıfır nöqtələri

05 fev 2025·8 dəq
Maşında ölçü probu: nə vaxt lazımdır, nə vaxt lazım deyil
Maşında ölçü probu hər zaman lazım deyil. Harada vaxt qənaət edir, ölçülərin sabitliyini təmin edir və investisiyanı doğruldur — bunu nəzərdən keçirək.
ölçü probu maşındadəstələrlə əl ilə yoxlamaməhsulun maşında ölçülməsi

05 fev 2025·8 dəq
Kiçik partiyalarda CNC maşınlarının yenidən sazlanması — sakit və səmərəli
Kiçik partiyalarda CNC maşınlarının yenidən sazlanması daha sakit keçir, əgər ümumi alət bazası, sazlama kartları və sadə sifariş növbəsi yaradılarsa.
CNC maşınlarının yenidən sazlanmasıkiçik partiyalarsazlama kartları

05 fev 2025·7 dəq
Alüminium lövhələr üçün vakuum sıxac: harada uyğundur
Alüminium lövhələr üçün vakuum sıxacın detali nə vaxt sabit saxladığını, nə vaxt isə mexaniki sıxacların daha yüksək sərtlik və daha az vibrasiya verdiyini izah edirik.
alüminium lövhələr üçün vakuum sıxacmexaniki sıxaclarbərkidilmənin sərtliyi

05 fev 2025·7 dəq
Dərinliyə görə hədd: silah qazması, yoxsa adi mərkəz?
Dərinliyə görə sərhəd: dərinlik, tolerans, düzxəttlilik, dövr vaxtı və sahə avadanlığının seçimi necə dəyişdirdiyini izah edirik.
silah qazması, yoxsa adi mərkəzdərin deşik qazmadeşiyin düzxəttliliyi

04 fev 2025·8 dəq
Tokar sexi üçün ehtiyat hissələri: əlavə xərclər olmadan
Tokar sexində dayanma və uzun çatdırılma səbəbindən növbələri itirməmək üçün anbarınızda hansı ehtiyat hissələrini saxlamağın vacib olduğunu izah edirik.
tokar sexi üçün ehtiyat hissələriCNC maşınları üçün sarf materiallarıtokar maşınları üçün ehtiyat hissələri anbarı

03 fev 2025·8 dəq
Arxa dayağın pinol gedişi: vallarda nə vaxt kifayət edir
Arxa dayağın pinol gedişi uzun valları emal edərkən nə qədər yenidən yerləşdirmə, dövr vaxtı və qüsur riski yarandığına təsir edir. Sadə halları və hesablamaları izah edirik.
arxa dayağın pinol gedişitorn dəzgahında uzun vallarCNC arxa dayağı
02 fev 2025·8 dəq
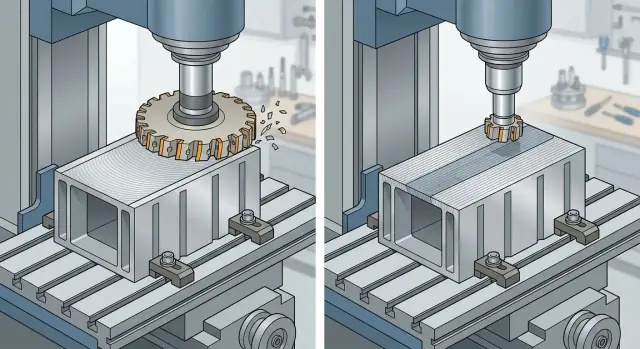
Geniş alın frezəsi, yoxsa dar keçidlər: hansısı daha düzdür
Qutu tipli detallarda geniş alın frezəsi ilə dar keçidlərin nə vaxt daha düz səth verdiyini və keçidlərin üst-üstə düşməsinin nəticəni necə dəyişdiyini izah edirik.
geniş alın frezəsi, yoxsa dar keçidlərqutu tipli detalların düzlüyüfreze keçidlərində üst-üstə düşmə

02 fev 2025·8 dəq
Dar yivdə saxlayıcı halqa üçün yivin qüsursuz açılması
Saxlayıcı halqa üçün yiv açma dəqiq alət eni, radius nəzarəti və düzgün son təmizləmə keçidi tələb edir, əks halda dar yiv bütün seriyanı poza bilər.
saxlayıcı halqa üçün yiv açmatorna dəzgahında dar yivyiv kəsici alətin eni

31 yan 2025·8 dəq
Sexin robotlaşdırılmağa hazırlıq yoxlama siyahısı — tələsik etmədən
Bu yoxlama siyahısı sahənin robotlaşdırılmağa nə vaxt hazır olduğunu — sabit taktı, podaçanı və əməliyyatlararası buferi necə qiymətləndirməyi göstərir.
robotlaşdırılmaya hazırlıq yoxlama siyahısısabit станok taktıзаготовка podaçası

28 yan 2025·8 dəq
Patronların, çənələrin və mandrellərin lazımsız axtarışsız saxlanması
Patronların, çənələrin və mandrellərin sadə qayda ilə saxlanması növbə zamanı axtarışı azaldır. Markalanma, uçot və sahədə osnastkanın yerləşdirilməsini izah edirik.
patronların, çənələrin və mandrellərin saxlanmasıdəzgah osnastkasının markalanmasısahədə osnastka uçotu

28 yan 2025·8 dəq
Qışda stanokun Qazaxıstana çatdırılması: nəyi yoxlamalısınız
Qışda stanokun Qazaxıstana çatdırılması qablaşdırma, boşaltma, saxlanma və soyuqdan sonra təhlükəsiz işə salma yoxlamasını tələb edir.
qışda stanokun Qazaxıstana çatdırılmasıstanokun daşınması üçün qablaşdırılmasıstanokun qışda boşaldılması

27 yan 2025·8 dəq
İkinci quraşdırmadan sonra koaksallıq: bazanı necə itirməmək
İkinci quraşdırmadan sonra koaksallıq keçid ardıcıllığına, dayaq bazalarına və sadə yoxlamalara bağlıdır. Məqalədə şaftlarda və korpuslarda səhv yığılmasının necə azaldılacağını göstərəcəyik.
ikinci quraşdırmadan sonra koaksallıqşaftların və korpusların bazalanmasıəməliyyatlar arasındakı keçidlər

26 yan 2025·8 dəq
Universal maşınlardan CNC‑yə keçid: sifarişləri pozmadan
Universal maşınlardan CNC‑yə keçid üçün mərhələli plan lazımdır: ilkin əməliyyatları seçmək, növbəni öyrətmək və istehsalı qorumaq.
universal maşınlardan CNC‑yə keçid sifarişləri pozmadanCNC maşınlarının tətbiqiCNC operatorlarının təlimi

26 yan 2025·8 dəq
Torna ilə freze bölməsi arasındakı detal marşrutu
Torna və freze bölmələri arasında detalın marşrutu: bazaların seçimi, əməliyyatların ardıcıllığı və marşrutun yoxlanılması ilə bağlı sadə və praktik qaydalar, əlavə yenidən sıxmalar olmadan.
torna ilə freze bölməsi arasındakı detal marşrututexnoloji detal marşrututorna və frezeləmə əməliyyatlarının ardıcıllığı

25 yan 2025·6 dəq
Yuyulmadan sonra qoruyucu yağlar: montajda problem olmadan seçim
Yuyulmadan sonra qoruyucu yağ seçimi saxlanma müddəti, daşınma marşrutu və səth təmizliyi əsaslarına görə aparılmalıdır. Tərkiblər, tipik səhvlər və montajdan əvvəl sadə yoxlama şərhləri.
yuyulmadan-sonra-qoruq-yağlarhissələri-korroziyadan-qoruma-yağımontajdan-əvvəl-hissə-təmizliyi

24 yan 2025·7 dəq
Seriyalı tornada reduktorlu şpindel, yoxsa reduktorsuz?
Reduktorlu və ya reduktorsuz şpindel metal götürmə, səs-küy və sikl vaxtına təsir edir. Ağır kobud emalda seriyanın harada tempi itirdiyini izah edirik.
reduktorlu və ya reduktorsuz şpindelseriyalı torna işiağır kobud emal

23 yan 2025·8 dəq
Quraşdırıcılar gecikəndə növbədə rolları necə bölmək olar?
Bir quraşdırıcı artıq sahəni tutursa, rolları necə bölmək lazımdır: kim aləti hazır edir, kim stanoku işə salır və kim ilk detali yoxlayır — praktik tövsiyələr və qısa yoxlama siyahısı.
növbədə rolları necə bölüşdürməkquraşdırıcılar vaxtında çatmır sahəalətlərin hazırlanması növbədə

22 yan 2025·6 dəq
İsinmədən sonra şpindel səsi: servisə getməzdən əvvəl nəyi yoxlamaq lazımdır
İsinmədən sonra yaranan şpindel səsi həmişə nasazlıq demək deyil. Dəzgahda nəyi yoxlamaq, nəyi qeydə almaq və nə vaxt servisi çağırmaq lazım olduğunu izah edirik.
isinmədən sonra şpindel səsiCNC şpindelinin diaqnostikasışpindel podşipnikləri

22 yan 2025·8 dəq
Qazaxıstanda CNC tezgahının lizinqi: müqavilədə nəyi yoxlamaq lazımdır
Qazaxıstanda CNC tezgahının lizinqində müqaviləni yoxlamaq vacibdir: avans, sığorta, ödəniş cədvəli, servis, cərimələr və alış şərtləri.
CNC tezgahının lizinqi Qazaxıstandatezgah lizinq müqaviləsiavans lizinq üzrə avadanlıq

20 yan 2025·8 dəq
Korpusda pillə hündürlüyünə nəzarət: niyə bir baza aldadır
Böyük korpusda pillə hündürlüyünə nəzarət bir baza ilə tez-tez yanlış nəticə verir. Səhvin haradan yarandığını və ölçünü necə daha dəqiq yoxlamağı izah edirik.
pillə hündürlüyünə nəzarətkorpusda pillənin ölçülməsikorpus ölçü bazası

19 yan 2025·7 dəq
Korpus detalında ikili dayaq: fırlanmanı necə aradan qaldırmaq olar
Korpus detalında ikili dayaq ilk təmasda detalın fırlanmasını aradan qaldırmağa kömək edir. Sxemi, sazlamanı, səhvləri və sürətli yoxlamaları nəzərdən keçirək.
korpus detalında ikili dayaqdetalın ilk təmasda dönməsikorpus detalı üçün dayaqlar

19 yan 2025·8 dəq
Dəzgah sahəni aşıb: ilk əlamətlər və fəaliyyət planı
Dəzgah sahəni aşıb-aşmadığını xırda hərəkətlər, sazlama gecikmələri, servis növbəsi və xammal verilişindəki pozuntular göstərir. Əlamətləri izah edirik.
dəzgah sahəni aşıbsex planlaşdırmasıdəzgah ətrafı logistika

18 yan 2025·8 dəq
Çertyojda toleranslar və emalın qiyməti: nələri yumşaltmaq olar
Çertyojdakı toleranslar və emal qiyməti gözlədiyinizdən daha çox bağlıdır. Hissənin funksiyasını dəyişmədən hansı tələbləri yumşaltmaq mümkün olduğunu izah edirik.
çərityojda toleranslar və emal qiymətisərt toleranslarçərityoj tələbləri
17 yan 2025·8 dəq
Ox istiqamətinin dəyişməsi izləri: 5 oxda səthi necə yaxşılaşdırmaq
Ox istiqamətinin dəyişməsi mürəkkəb səthdə izlər buraxa bilər. CAM, approksimasiya toleransı və alət mövqeyini necə sınaqdan keçirib tənzimləmək lazım olduğunu izah edirik.
oriyentasiya dəyişikliyi izləribeş oxlu emaldan sonra səth5 ox üçün CAM
16 yan 2025·7 dəq
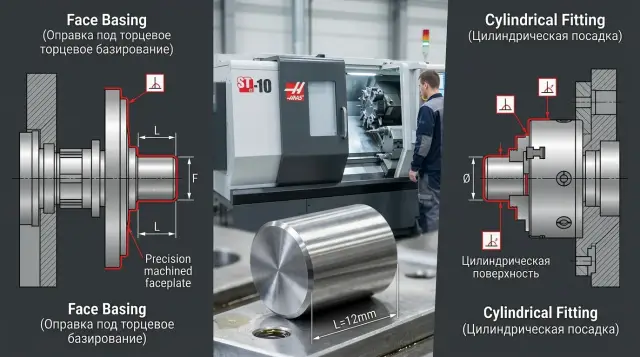
Alın bazalaması üçün mandrel, yoxsa silindrik oturma
Alın bazalaması üçün mandrel uzunluğu və perpendikulyarlığı orada saxlayır ki, silindrik oturma ölçünü sürüşdürə bilər. Detallı seçimə baxaq.
alın bazalaması üçün mandrelsilindrik oturmadetalın alın üzrə bazalanması