Döküm, döymə yoxsa prokat: seriyalı detal üçün nə seçilməlidir
Döküm, döymə və prokat seriyalı detal üçün emal payı, ölçü sabitliyi və əməliyyat sayı ilə fərqlənir. Harada vaxt və metal itirdiyinizi analiz edək.
Niyə yarımfabrikat seçimi bütün seriyanı dəyişdirir
Eyni rəsmi cızma müxtəlif yollarla yerinə yetirmək olar: döküm, döymə (kovka) və ya prokat götürmək. Rəsmdə detal eyni qalır, amma sexdə demək olar ki, hər şey dəyişir. Emal üçün əlavə paylar fərqli hesablanır, bazaların qurulması başqa cür gedir, dövr vaxtı artır və ya azalır, alətə düşən yük dəyişir.
Yarımfabrikat barədə qərar çox vaxt gec verilir. Əvvəlcə kiloqram üzrə qiymətə baxırlar, sonra ucuz yarımfabrikatın bütün mexaniki emalı bahalaşdırdığı üzə çıxır. Hər detalda əlavə 2–3 mm götürməlisinizsə, maşın daha uzun işləyir, alət daha tez aşınır, və çıxan talaş daha çox olur. Seriyada bu artıq kiçik məsələ deyil. Bir detallıq beş əlavə dəqiqə yüzlərlə hissədə saatlara çevrilə bilər.
Başqa problem — yarımfabrikatın ölçü sabitliyi. Xarici diametr, uzunluq və qalınlıq parça-parça dəyişirsə, partiya nizamsız gedir. İlk detalda parametrlər uyğun gəlir, beşinci parçada artıq əlavə pay fərqlənir, onuncu isə aləti düzəltmək və ya daha tez-tez ölçmək lazım gəlir. Seriya istehsalı təkrarlanmanı sevir. Yarımfabrikat dolaşırsa, mexaniki emal marşrutu hətta sadə detalda da pozulur.
Yarımfabrikat seçimi səhvi ilk əməliyyatdan sonra da davam edir. Bu baza götürməyə, çənələrə və avadanlığa, ilkin keçişlərə, əməliyyatlararası kontrolyə və hətta son ölçüyə çatmaq üçün kifayət qədər sərtlik olub‑olmamasına təsir edir. Rahatsız yarımfabrikat varsa, texnoloji proses onun zəif yerləri üzərində qurulur, detalın özünə görə deyil.
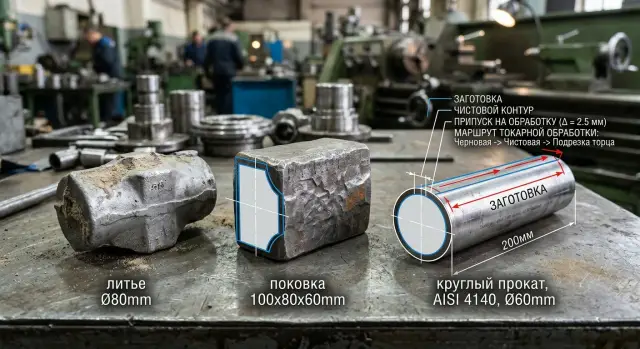
Bu, flanşlı adi mötərizə nümunəsində yaxşı görünür. Prokatdan onu uzun hazırlıq olmadan almaq olar, amma əlavə pay çox olur. Döymə metalı detalın formasına daha yaxın gətirir, amma ölçü yayılmasını nəzərə almaq lazımdır. Döküm isə formaya daha yaxın kontur verə bilər, amma o zaman yarımfabrikatın özündən daha yüksək tələblər yaranır. Rəsim bir, amma dövr vaxtı, alət sərfi və partiyanın davranışı artıq fərqlidir.
Yarımfabrikat seçimi layihənin başlanğıcında formalitet deyil. Bu ilk nöqtədir — ilk quraşdırmadan son ölçüyə qədər bütün marşrutu müəyyən edir.
Üç variant nə ilə fərqlənir
Döküm, döymə və prokat eyni detal üçün müxtəlif start nöqtələri verir. Çıxış ölçüsü rəsmdə eyni olsa da, sexdə iş müxtəlif gedir: götürüləcək metal həcmi, əməliyyatların sırası və hətta bazaların seçimi dəyişir.
Döküm adətən hazır detalın formasına daha yaxındır. Bu flanşlar, çıxıntılar, boşluqlar və qalınlıq dəyişiklikləri olan hissələr üçün əlverişlidir. Metal daha az gedir, amma döküm yarımfabrikatında divarların, səthlərin və lokal payların dalğalanması daha tez-tez olur. Bu səbəbdən tez-tez qeyri-bərabər təbəqə götürülür və bazanı çıxarmaq daha uzun çəkir.
Döymə (kovka) adətən yüklənən hissələr üçün seçilir: şaftlar, hub, qollar, kütləvi mötərizələr. Onun metal strukturu sıxdır və belə yarımfabrikat zərbə və dəyişkən yüklərə daha yaxşı dözür. Formaca adətən dökümə nisbətən xamdır, amma güc strukturları üçün bu düzgün seçim ola bilər. Lakin döymədən sonra da geometriya sapmaları, burr və ölçü payı yayıla bilər, bunları emalda nəzərə almaq lazımdır.
Prokat almaq daha asandır və işi tez başlamağa imkan verir. Dairə, altıbucaqlı və ya plitə sadə formalar üçün çox vaxt birbaşa yol budur. Əgər hissənin əksər forması tornalama və frezeləmə ilə əldə olunursa, bu uyğun gəlir. Amma mürəkkəb detal üçün prokatdan çox əlavə metal silinir və bu dövr vaxtına dərhal zərbə vurur.
Sadəlövh desək: prokat əlçatanlıq və sürətli start üçün seçilir, döküm — detal formasına yaxınlıq üçün, döymə — yüklərin altında işləmə üçün. Daha sonra ölçülər, toleranslar və hər parça üçün nə qədər emal vaxtına həssas olduğunuz qərarı həll edir.
Emal payı vaxta və tullantıya necə təsir edir
Emal payı rəsmdə kiçik görünə bilər. Seriyada o tez bir zamanda maşın vaxtı dəqiqələrinə və kiloqramlarla talaşa çevrilir. Əgər yarımfabrikat böyük ehtiyatla gəlirsə, operator əlavə ilkin keçişlər etməlidir və hər keçiş dövrü uzadır.
Tornalama əməliyyatında bu dərhal görünür. Bir güclü götürmənin yerinə detal iki-üç ilkin keçidə, sonra isə təmizləyici keçidə məruz qalır. Maşın daha uzun işləyir, frez aləti daha çox isinər və partiya daha yavaş çıxar. 500–1000 ədədlik seriyada fərq artıq saniyələr yox, saatlarla hesablanır.
Material da əhəmiyyətli dərəcədə azalır. Xarici diametr, ucluq və ya burt böyük ehtiyatla götürülməlidirsə, metal sadəcə talaşa çevrilir. Prokatda bu adi haldır: forması başa düşüləndir və tədarük vaxtları məqbul olsa da, əlavə metal hər detalda kəsilir. Döküm və döymə bəzən konturu bitmiş detala yaxın verir, ona görə tullantı daha az ola bilər.
Çox kiçik pay da problemlər yaradır. Rəsmdə dövr qısa görünə bilər, amma praktikada frez həmişə döküm qabığını, döymə sonrası oksidi və ya lokal ovalığı aradan qaldıra bilmir. Nəticədə səthdə qüsurlar qalır və ölçünü etibarlı şəkildə düzəltmək mümkün olmur — risk artar.
Yaxşı emal payı təsadüfi seçilmir. Onu yarımfabrikatın real davranışına görə hesablayırlar: ölçü yayılması, qıvrılma, qabıq sərtliyi, baza dəqiqliyi. Əgər partiya qeyri-sabitdirsə, texnoloq adətən təhlükəsizlik üçün əlavə metal saxlayır. Bu başa düşüləndir, amma baha başa gəlir.
İki şeyi əvvəlcədən hesablamaq faydalıdır: bir əlavə keçidin neçə saniyə əlavə etdiyini və bütün partiyada neçə kilo metallın talaşa gedəcəyini. Belə hesablamadan sonra döküm, döymə və prokat arasında seçim adətən daha aydın olur.
Ölçü harada daha sabit davranır
Serial üçün sakit yarımfabrikat o deməkdir ki, onun ölçüləri partiyadan-partiyaya və parça-parça az dəyişir. Onda quraşdırma daha az yenilənir, operator əlavə payı daha az tutur və proqram daha uzun müddət düzəlişsiz işləyir.
Dökümdə ölçü adətən daha az sabit olur. Xüsusilə divar qalınlığı, səthlər və metalın bərabər soyumadığı zonalarda bu nəzərə çarpır. Bir detalda pay rahatdırsa, başqa birində daha çox götürmək lazım gəlir.
Döymə ümumi forma üzrə daha sabit ola bilər. Strukturu sıxdır və xarici kontur dökümə nisbətən daha təkrarlanandır. Amma onun da öz xüsusiyyəti var: qəlibdən və stansiyadan sonra keçidlər və burr dərhal ölçüyə keçməyə imkan vermir, buna görə marşrutun bir hissəsi yenə əlavə metala görə qurulur.
Prokatda vəziyyət fərqlidir. İlk baxışda ən sadə variant kimi görünür: prut və ya boru götürdün və işə başladın. Praktikada isə diametr, düzlük və ovalıqla bağlı problemlər olur. Əgər prut azca əyilmişsə, bağlama artıq bərabər işləməyəcək və sonrakı biçmə bütün əməliyyat boyunca yansıyar.
Seriyalı emalda bu fərq çox nəzərə çarpır. Məsələn, sex prutdan mötərizələr emal edir. Bir yarımfabrikdə xarici diametr demək olar ki, nomindədir, digərində ovalıq var, üçüncü isə kiçik əyilməyə malikdir. Eyni proqram olmasına baxmayaraq metal götürmə artıq fərqlidir. Buna görə dövr vaxtı, təmizləyici keçid sabitliyini itirir və çıxış ölçüsü həmişə sərhədlərdən yuxarı və ya aşağı tərəfə meyl edir.
Yarımfabrikat sabit olanda marşrutu ritmdə saxlamaq daha asandır. Bazalaşdırma təkrarlanır, emal payı proqnozlaşdırılır və kontrol az sürpriz verir. Seriya üçün bu çox vaxt bir yarımfabrikatın qiymət fərqindən daha önəmlidir.
Yarımfabrikat marşrutu necə dəyişdirir
Yarımfabrikat dəyişəndə emal marşrutu nadir hallarda eyni qalır. Eyni rəsmdən fərqli əməliyyat sırası, fərqli quraşdırmalar və başqa bazalaşdırma üsulu çıxır.
Döküm demək olar ki, hər zaman hazırlayıcı addım tələb edir. Döküm qabığı dəqiq bazalaşdırmağa mane olur, ona görə əvvəlcə sonradan baza olacaq yerdən xarici təbəqəni götürürlər. Bəzən bunun üçün ayrı ilkin keçid və ya əsas dövrdən kənar qısa əməliyyat əlavə edirlər. Bu mərhələ keçilsə, ölçü ilk quraşdırmada belə dolaşa bilər.
Döymədə vəziyyət fərqlidir. Onun strukturu güclüdür, amma stamp və ya qalığın sonrası forması həmişə düz olmur. Operator tez‑tez yarımfabrikatı düzləşdirir, əyilməni götürür, nəzərəçarpacaq ilkin payı çıxarır və sonra dəqiq ölçülərə keçər. Buna görə marşrut adətən uzanır: əvvəl ilkin sabitləşdirmə, sonra yarım-təmizləmə, sonra təmizləyici emal.
Prokat sadəcə patrona oturur, əgər detalın forması sadədirsə. Şaft, mötərizə və ya pilləli detal üçün dairəvi prut çox vaxt ən qısa yolu verir: yarımfabrikat kəsilir, sıxılır, baza çəkilir və ölçülərə keçilir. Amma bu, detalın geometriyası prutun formasına yaxın olduqda işləyir. Əks halda prokat tez əlavə metal götürməyə və uzun emala çevrilir.
Adətən dörd şey dəyişir: ilk baza, ilkin emal həcmi, quraşdırma sayı və torna ilə frezə keçidlərin sırası. Buna görə girişdə ucuz material həmişə ucuz detala gətirmir. Yarımfabrikat ucuz ola bilər, amma əlavə bir quraşdırma, uzun ilkin dövr və ayrı kontrol əlavə edə bilər.
Praktikada bu tez görünür. Sadə detal üçün prokatla marşrut bəzən iki quraşdırmada tamamlanır. Eyni detal dökümdən ediləndə əvvəl qabığı götürmək, sonra bazanı formalaşdırmaq, sonra yarımfabrikatı çevirmək və hədəf soxlanmanı yenidən tutmaq lazım ola bilər. Yarimfabrikat qiymət fərqi olsa da, əlavə keçid bu qənaəti tez yeyər.
CNC torna maşınlarında bu effekt seriyada xüsusilə diqqətçəkəndir. Yarımfabrikat nə qədər düz və proqnozlaşdırıla bilən olarsa, dövr o qədər qısa, sazlama o qədər rahat olar. Buna görə marşrutu yarımfabrikat seçimi ilə birlikdə hesablamaq vacibdir.
Addım‑addım necə seçmək olar
Yarımfabrikatı kiloqram üzrə qiymətə görə yox, detalın bütün mexaniki emal marşrutunu nəzərə alaraq seçmək lazımdır. Ucuz yarımfabrikat maşının çox metal çıxarmasını tələb edirsə, detalı baha edə bilər.
Əvvəlcə sərt toleranslı səthləri və ölçülərin tutma, koaksiallıq və balans üçün kritik olan zonaları qeyd edin. Adətən bu rulman üçün dəliklər, baza üzləri, yerləşmə üçün xarici diametrlər və sonradan kontrol üçün istifadə olunan səthlər olur. Əgər belə zonalar parçanın hər iki tərəfindədirsə, dərhal baxın hansı yarımfabrikat ilk quraşdırma üçün daha aydın baza verəcək.
Sonra emal payını ortalama ilə yox, hər baza və hər vacib diametr üzrə hesablayın. Dökümdə o tez‑tez ən qeyri‑bərabər olur. Döymədə forma detalın özünə yaxın olsa da, yayılma qəlib və rejimdən asılıdır. Prokatda geometriya sadədir, amma bəzi zonalarda çox metalı götürmək lazım gəlir, xüsusən detal dairəvi deyilsə və ya flanş varsa.
Daha sonra yoxlayın, təchizatçıdan hansı ölçülərin real mövcud olduğunu. Rəsmdə ideal yarımfabrikat seçmək olar, amma tədarükdə çox vaxt qonşu tip ölçüləri olur. Bir əlavə mərhələ diametr və ya qalınlıq üzrə dövr vaxtını, alət sərfini və talaş həcmini dərhal dəyişdirir.
Bundan sonra bir detal üzrə ilkin marşrutu sürətlə yığın: ilk quraşdırma necə olacaq, harada ilkin emal gedəcək, hansı səthlərdə təmizləyici keçidlər qalacaq, detal çevrilməlidirmi və son kontrol necə qurulacaq. Əgər belə marşrut ilkin səviyyədə uzun, çox quraşdırmalı və ya əlverişsiz görünürsə, yarımfabrikat səhv seçilmişdir.
Sonra üç rəqəmi bir cədvəldə toplayın: bir detal üzrə dövr vaxtı, tullantı həcmi və qüsur riski. Riske qiymət vermək rahat şəkildə olar: kifayət qədər qıvrılma, baza sürüşməsi, xoşagəlməzliklər, oksid və ya böyük bir keçiddən sonra dövən ölçünün toleransdan çıxma ehtimalı harada daha yüksəkdir.
Son addım ən çox qənaət edə bilər: sınaq partiyası götürün və onu real marşrutla işləyin. İlk 10–20 detalda artıq görünür hansı yarımfabrikat ölçünü daha sakit saxlayır, operator harada əlavə dəqiqələr itirir və hansı variant seriya üçün proqnozlaşdırılandır.
Seriyalı flanşlı mötərizə nümunəsi
Göstərək sadə, aydın bir detal: burtlu mötərizə, keçidli dəlik və xarici diametri olan bir gövdə. Onun korpusu, dayaq burtu və koaksiallığı saxlamalı oturma səthləri var. Bu tip detalda döküm, döymə və prokat arasındakı fərq seriyanın başlamasından əvvəl tez görünür.
Əgər partiya kiçikdirsə, prokat adətən ən sürətli start verir. Dairəvi prut almaq, ölçüyə kəsmək və dərhal CNC torna maşınına vermək asandır. Sınaq seriyası üçün bu rahatdır: marşrut qısa, avadanlıq sadə və yarımfabrikatın tədarükü nadir hallarda işi ləngidir.
Amma prokatın açıq mənfi cəhəti var. Əgər burt korpusdan xeyli böyükdürsə, maşın çox əlavə metal götürəcək. Küt flanşlı mötərizə üçün bu daha çox ilkin tornalama, daha çox talaş və hər detal üçün daha uzun dövr deməkdir. Bir neçə yüz ədədlik partiyada vaxt fərqi artıq hiss olunur.
Bu halda döküm çox vaxt daha məntiqli görünür. Yarımfabrikat detallın formasına daha yaxındır, ona görə emal payı xüsusilə burt və xarici diametr üzrə azdır. Marşrut dəyişir: uzun metal götürməyə görə birdən çox ilkin keçid əvəzinə operator bazalara və təmizləyici keçidlərə daha tez çıxır. Amma döküm yarımfabrikatı həmişə ölçü üzrə sabit olmaya bilər. Əgər partiyada böyük yayılma varsa, ilkin keçidi genişləndirmək, tez‑tez ölçmək və bəzən əlavə əməliyyat əlavə etmək lazım gəlir.
Döymə başqa prioritet qoyur. Əgər mötərizə yüksək və ya dəyişkən yüklərə məruz qalacaqsa, o struktur olaraq üstünlük verə bilər. Cavabdeh detal üçün bu bəzən yarımfabrikat qiymətindən daha vacibdir. Götürüləcək metal həcmi döymədə adətən prokat və döküm arasında yerləşir: prokatdan daha az, yaxşı dökümə nisbətən bir qədər çox.
Bu tip mötərizədə qərar adətən belə olur: kiçik partiya və sürətli start üçün prokat, əgər burt böyükdürsə və əlavə götürmə çoxdursa — döküm, qapaqlı və yüksək yük üçün isə döymə. Sərt koaksiallıq və diametr üçün isə o variant seçilməlidir ki, təchizatdan‑təchizata ölçü daha sabit olsun.
Praktikada sərt tolerant seçimə görə qərar kiloqram üzrə qiymətdən daha çox dəyişir. Ucuz, amma ölçüsü dalğalanan yarımfabrikat qənaəti tez yeyir: dövr vaxtı artır, kontrol çoxalır və qüsur riski böyüyür.
Harada daha çox səhv edirlər
Ən geniş yayılan səhv sadədir: yalnız kiloqram üzrə qiymətə baxırlar. Rəsmdə prokat bəzən döküm və döymədən ucuz görünür. Amma seriyada əgər dairəvi prutdan sonra çox metal silinməlidirsə, ucuz yarımfabrikat tez baha olur.
İkinci səhv maşın vaxtını unutmaqdır. Çoxları metalı hesablayır, amma ilkin emal dəqiqələrini unudur. Məhz orada xərclərin böyük hissəsi gedə bilər. Böyük pay olduqda həm kəsmə vaxtı, həm plitələrin sərfi, həm spindle‑ə düşən yük, həm talaş həcmi və həmçinin sonrakı ölçü sapmaları artır.
Döküm seçəndə başqa bir səhvə yol verilir: demək olar ki, hazır formasına görə mürəkkəb yarımfabrikat götürürlər, amma ilk quraşdırma üçün rahat baza olub‑olmadığını yoxlamırlar. Nəticədə detal qeyri‑sabit sıxılır, biət yaranır, əlavə keçidlər və ya müvəqqəti səthlər tələb olunur. Bu seriyanı sürətləndirmir.
Prokatla bağlı səhv daha kobuddur. Onu belə yerlərdə hesablayırlar ki, həcmin yarısı talaşa çevriləcək. Sadə mötərizədə bu hələ keçə bilər. Lakin flanşlı detalda və böyük diametr fərqi, qazanma və səth yığımı olan hissələrdə belə yanaşma xeyli artan maya ilə nəticələnir.
Bir daha gec‑güc görünməyən səhv var: ilk partiya gəlib, bir neçə detal işlənir, hər şey normal olur və layihə davam etdirilir. Amma təkrarlanma ciddi şəkildə yoxlanılmayıb. Bir həftədən sonra məlum olur ki, ölçülər partiyadan‑partiyaya dolaşır, emal payı dəyişir və başlanğıcda işləyən rejim artıq eyni nəticəni vermir.
Seriyanı başlamazdan əvvəl beş şeyi yoxlamaq faydalıdır: yalnız kiloqram üzrə deyil, hazır detal üzrə qiymət; bir dövr üçün ilkin emal dəqiqələri; ilk quraşdırmada bazalaşdırma rahatlığı; talaşa gedən metal hissəsi; ən azından ilk partiyada ölçü təkrarlanması. Burada səhv adətən səsli olmur — o, əlavə 6–8 dəqiqə, iki əlavə keçid və daimi ölçü düzəlişləri şəklində gizlənir.
Başlamazdan əvvəl qısa yoxlama
Qərar verilsə belə, bütün partiyanı dərhal işləməyə verməyin. Bir neçə dəqiqə yoxlama bir növbəni, aləti və təslim tarixini qənaətlərlə xilas edə bilər.
Əvvəlcə təmizləyici emal üçün bütün səthlər üzrə emal payını yoxlayın. Bir yerdə metal kifayət etməzsə, detal ölçüyə çıxmayacaq. Hər hansı yerdə pay çoxdursa, maşın əlavə ilkin götürmə üçün vaxt itirəcək.
Sonra bazalaşdırmaya yenə baxın. Yarımfabrikat hər detalda eyni şəkildə avadanlığa oturmalıdır. Birinci detal normal, növbəti isə artıq biət verirsə, səbəb çox vaxt baza olur, proqramda deyil.
Xüsusilə ilkin emalı realist qiymətləndirin. Spindle, patrondan sıxma, alət və maşın gücü ilk qatını rahat götürməlidir. Bu, döymədə sərt qabıq və ya dökümdə geniş forma dəyişkənliyi olduğu hallarda vacibdir.
Sonra ilk detal üçün sadə kontrol hazırlayın. Operator bilməlidir ilkin keçiddən sonra nəyi ölçmək və təmizləyicidən sonra nəyi yoxlamaq lazım olduğunu. Bir səhifə ilə ölçülər və toleranslar çox vaxt şifahi açıqlamalardan daha faydalıdır.
Və bir praktik məqam: alternativ yarımfabrikatı əvvəlcədən sınayın. Hətta oxşar həcmli variant bağlama, çənələr, alətin ucalığı və bütün emal marşrutunu dəyişə bilər.
Bu məqamların hamısı uyğundursa, partiya adətən düz gedir. Ən azı birində şübhə olsa, başdan prosesi düzəltmək daha yaxşıdır, nəinki sonra avadanlığı dəyişmək və ya partiyanı yazmaq.
Növbəti addımlar
Döküm, döymə və prokat seçərkən səhv çox vaxt çox dar hesablamadan başlayır. Yalnız yarımfabrikat qiymətinə baxmaq kifayət deyil. Seriya üçün daha düzgün yanaşma — eyni rəsmdən üç variant üzrə hesab tələb etməkdir.
Bu yanaşma emal payı, dövr vaxtı, tullantı və qüsur riski üzrə fərqi tez göstərir. Bəzən prokat girişdə ucuz görünür, amma sonra əlavə keçidlərə görə saatları yeyir. Döymə və ya döküm yarımfabrikatı daha baha başa gələ bilər, amma yekun detalların qiymətini aşağı sala bilər.
Müqayisəni bir cədvələ toplamaq istəyirsinizsə: yarımfabrikat qiyməti, hazır detal qiyməti, bir ədədin emal vaxtı, gözlənilən tullantı və təxmini qüsur riski. Bundan sonra emal marşrutuna baxmaq məntiqlidir. Əgər yarımfabrikat ölçücə sabit deyilsə, texnoloq adətən əlavə ilkin keçidlər, ara kontrol və bəzən əlavə quraşdırma əlavə edir. Bu yalnız vaxtı deyil, avadanlıq seçimini də təsir edir.
Seçilmiş marşruta uyğun hansı CNC torna maşınının artıq ehtiyatlı olmadan və sərtlik riski olmadan uyğun olacağını yoxlayın. Bir detal üçün sadə torna bəs edə bilər, başqa detal üçün isə sürücülü alətlər, daha sərt sıxma və ya başqa yem sxemi lazım gələcək.
Əgər seriyanı Qazaxıstanda və ya MDB ölkələrində işə salırsınızsa, yarımfabrikat və avadanlığı birlikdə nəzərdən keçirmək rahatdır. EAST CNC, официальный представитель Taizhou Eastern CNC Technology Co., Ltd. в Казахстане, токарные станки с ЧПУ, обрабатывающие центры и автоматические линии поставляет və подбор, запуск və сервисdə köməklik göstərir. Bu birləşmə ilə abstrakt sxem yox, konkret detal və seriya üçün real marşrutu hesablamaq daha asan olur.
Praktiki iş ardıcıllığı sadədir: rəsmi, materialı, partiya həcm və toleransları göndərin; döküm, döymə və prokat üzrə hesab tələb edin; hazır detal qiymətini yoxlayın — təkcə yarımfabrikatın qiymətinə deyil; sonra seçilmiş marşruta uyğun maşını müəyyən edin. Yaxşı müqayisənin nəticəsi dərhal görünür: siz metal parçasının deyil, seriyada sabit detalların nə qədərə başa gələcəyini bilirsiniz.