Geniş alın frezəsi, yoxsa dar keçidlər: hansısı daha düzdür
Qutu tipli detallarda geniş alın frezəsi ilə dar keçidlərin nə vaxt daha düz səth verdiyini və keçidlərin üst-üstə düşməsinin nəticəni necə dəyişdiyini izah edirik.
Burada problem nədədir
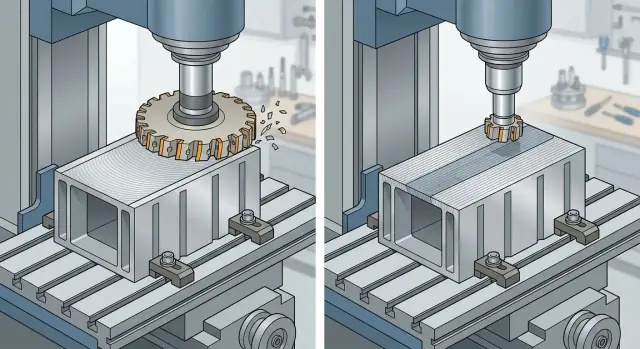
Alın frezələmədən sonra səth çox vaxt yaxşı görünür: parlaqlıq bərabərdir, cızıqlar səliqəlidir, frezenin izi təmizdir. Amma sonra detalı plitənin üstünə qoyurlar və ya indikatorla yoxlayırlar, mənzərə dəyişir. Ortası aşağı düşür, kənar əyilmiş çıxır, qonşu zolaqların arasında isə xırda pillə yaranır.
Səbəb sadədir: frezenin gözəl izi ilə yaxşı düzlük eyni şey deyil. Səth təmiz görünə bilər, amma emal zamanı alət bir az əyilir, detal yay kimi oynayır, sıxma və qızma isə ölçmədən əvvəlcə formanı dəyişir.
Niyə göz aldadır
Səthin alın frezələnməsində göz əvvəlcə parlaqlığı və kobudluğu görür, geometriyanı yox. Əgər freze metalı cırıq izsiz götürübsa, səth düzgün kimi görünür. Amma indikator gözün görmədiyini göstərir: uzununa dalğanı, daxili boşluğun üstündə enməni və ya keçidlərin qovşağında hündürlük fərqini.
Bu, xüsusən qutu tipli detallarda tez-tez görünür. Keçidlər arasındakı izlər demək olar ki, seçilməyə bilər, amma ümumi səth sapması artıq tolerantlıqdan kənara çıxır.
Niyə qutu tipli detal daha kaprizlidir
Bərk plitə daha proqnozlaşdırıla bilən davranır: kütlə və sərtlik orada daha bərabər paylanır. Qutu tipli detal isə başqa cür qurulub. İçəridə boşluqlar var, yanında nazik divarlar və qabırğalar yerləşir, metalın qalınlığı bir zonadan digərinə dəyişir.
Buna görə freze bütün en boyu eyni əsas materialı kəsmir. Boşluğun üstündə detal bir az yay kimi oynayır, kənarda isə daha zəif dayanır. Sıxaclar açıldıqdan sonra metallarda yığılan gərginliklər paylana bilər və səth artıq dəzgahdan kənarda dəyişər.
Problemlər adətən eyni yerlərdə çıxır. Kənarlarda enmə olur, çünki alət kəsməyə qeyri-bərabər girib-çıxır. Keçidlər arasında pillə qalırsa, bu çox vaxt üst-üstə düşmə az olanda və ya mil ideal qurulmayanda baş verir. Pəncərələrin və nazik divarların üstündə dalğa yaranır, çünki həmin zonalarda detal qabırğa və ya kütləvi dayaq üzərində olduğundan daha zəifdir.
Ona görə də geniş alın frezəsi ilə bir neçə dar keçid arasında seçim çox vaxt yalnız sürət məsələsi olmur. Əvvəlcə detalın kəsmə zamanı formasını necə saxladığına və ölçmədə nə göstərəcəyinə baxırlar.
İki emal sxemi
Qutu tipli detalın üst səthi üçün adətən iki variantdan biri seçilir. Birincisi — demək olar ki, bütün eni bir keçiddə və ya iki yaxın keçiddə bağlayan geniş alın frezəsi. İkincisi — daha kiçik diametrli freze və bir neçə qonşu zolaq.
Geniş freze keçidlərin sayını azaldır. Zolaqlar arasındakı sərhədlər azalır və bununla da nəzərə çarpan pillə riskinin də qarşısı alınır. Vaxt baxımından da belə sxem çox vaxt sərfəlidir: boş hərəkətlər azalır, marşrut sadələşir, keçiddən keçidə səhv yığılması ehtimalı aşağı düşür.
Dar keçidlər isə işi hissələrə bölür. Alətə, milə və detalın özünə düşən yük daha yumşaq olur. Qutu tipli detalda bu çox vaxt faydalıdır: divarlar və körpülər kəsmə zamanı oynayır, sakit rejim isə bəzən bir geniş keçiddən daha düz səth verir.
Amma bir neçə zolaq başqa bir problem yaradır. Hər növbəti keçid əvvəlkinin üzərindən qismən keçməlidir. Üst-üstə düşmə azdırsa, zolaqlar arasında çıxıntı qalır. Həddindən artıqdırsa, freze artıq təmizlənmiş sahəni yenidən kəsməyə başlayır, qızma artır və iz dəyişir. Gözlə səth hamar görünə bilər, amma düzlük üzrə artıq onluq mikronlara çıxır.
Diametr təkbaşına heç nəyi zəmanət etmir. Nəticəyə alətin döyüntüsü, milin sərtliyi, çıxıntı uzunluğu, detalın sıxılması və hətta plastinaların nə qədər bərabər oturması da təsir edir. Böyük freze zəif sistemdə dalğa qoya bilər. Daha kiçik diametrli freze sakit rejimdə, keçidlər çox olsa da, bəzən daha dürüst düzlük verir.
Qutu tipli detal bu məsələdə nəyi dəyişir
Qutu tipli detal nadir hallarda kütləvi blank kimi davranır. Çöldən sərt görünə bilər, amma içərisində pəncərələr, boşluqlar, nazik divarlar və qabırğalar arasında uzun boşluqlar olur. Alın frezələmə zamanı bu dərhal hiss olunur: kəsmə qüvvəsi yalnız metalı götürmür, üst divarı da əyir, xüsusən də altında boşluq varsa.
Sıxma da nəticəni ciddi dəyişir. Əgər korpus kənarlardan sıxılıbsa və ya dayaqlar bir-birindən çox uzaqda yerləşibsə, detal artıq stolda əyri dayanır. Freze metaldan məhz bu təhrif olunmuş formanı götürür. Sıxac açıldıqdan sonra korpus qismən düzəlir və səth dəyişir.
Az qiymətləndirilən başqa bir səbəb də var: tökmə, qaynaq və ya qabaqcıl emaldan sonra qalan daxili gərginliklər. Detal sıxıldıqda bunlar qismən saxlanır. Stol üzərindən götürüləndən sonra bir künc qalxa bilər, orta hissə bir az geri dönər və keçidlər arasında dəzgahda görünməyən fərqlər ortaya çıxar.
Sadə bir nümunə: korpusun üst meydançası və altında böyük boşluğu var. Onu dörd küncdən qoyub möhkəm sıxsanız, üst tərəfdən hər şey sabit görünür. Amma keçid zamanı mərkəz bir az enir. Stol üzərindən götürəndən sonra isə geri qayıdır və ölçmə artıq başqa mənzərə göstərir.
Geniş freze nə verir, dar keçidlər nə verir
Yalnız emal izinə baxsaq, geniş alın frezesi çox vaxt üstün görünür. O, səthi demək olar ki, bir dəfəlik keçir, naxış daha sakit olur və zolaqlar arasındakı keçidlər azalır. Qutu tipli detalda bu xüsusilə hiss olunur.
Amma belə sxemin zəif tərəfi də var. Böyük diametr milin döyüntüsünə, detalın əyriliyinə və qeyri-dəqiq sazlamaya daha kəskin reaksiya verir. Freze azca da olsa döyünürsə, səhv bütün keçid eninə yayılır. Nəticədə səth səliqəli görünür, amma düzlük gözləniləndən pis olur.
Dar keçidlər başqa cür davranır. Onlar həmişə ilk dəfə eyni dərəcədə gözəl naxış vermir, amma detalın real sərtliyinə uyğunlaşdırmaq daha asandır. Əgər korpus kənarda enirsə, pəncərənin üstündə və ya nazik divarın yanında oynayırsa, operator həmin zonada addımı, alınmanı və ya istiqaməti dəyişə bilər. Geniş frezədə bu qədər sərbəstlik azdır: o, dərhal böyük sahəyə yük verir.
Praktikada fərq çox vaxt sadə qaydaya düşür. Geniş freze keçidlər arasındakı sərhədləri daha yaxşı gizlədir və çox vaxt prosesi sürətləndirir. Dar keçidlər zəif sərtliyə malik detal ilə daha asan uyğunlaşır, amma düzgün seçilmiş üst-üstə düşmədən daha çox asılı olur.
Məhz bu məqam tez-tez nəzərdən qaçırılır. Əgər zolaqlar az üst-üstə düşürsə, sərhəddə çıxıntı qalır. Bəzən onu yalnız dırnaqla hiss etmək olur, amma indikator artıq problemi görür. Qutu tipli detalda belə çıxıntı xüsusən pəncərə, sərtlik qabırğası və ya divarın yay kimi işlədiyi sahənin yaxınlığında yaranmağı sevir.
Keçidlərin üst-üstə düşməsi düzlüyü necə dəyişir
Frezeləmədə keçidlərin üst-üstə düşməsi zolaqlar arasında pillə qalacaqmı, bunu birbaşa müəyyən edir. Ona görə də geniş alın frezəsi ilə dar keçidləri müqayisə edərkən yalnız alətin diametrinə yox, qonşu keçidlərin bir-birinin üstünə necə girdiyinə də baxmaq lazımdır.
Üst-üstə düşmə az olanda hər növbəti keçid əvvəlkinin izini demək olar ki, kəsmir. Qutu tipli detallarda bu çox vaxt dərhal görünür: maili işıqda tikiş oxunur, ştift və ya indikator isə lokal fərqi göstərir. Səth sanki zolaqlara bölünür.
Orta səviyyədə üst-üstə düşmə isə adətən daha sakit nəticə verir. Freze qonşu zolaqdan qalan çıxıntını qismən kəsir və keçid daha yumşaq alınır. Pillə azalır, düzlük isə çox vaxt baza boyunca daha sabit olur.
Həddindən artıq böyük üst-üstə düşmə də kömək etmir. Alət artıq işlənmiş metaldan daha uzun keçir, sikl uzanır, qızma artır. Qutu tipli detalın nazik üst divarında bu xoş olmayan effekt verə bilər: emaldan dərhal sonra səth normal görünür, amma soyuduqdan sonra bir neçə mikron aşağı düşür.
Bir incə məqam da var. Bütün trayektoriya boyu eyni üst-üstə düşmə pəncərələrin, ciblərin və qabırğaların yaxınlığında eyni nəticəni verməyə bilər. Bərk zonada detal yaxşı dayanır, amma pəncərənin yanında divar zəifləyir və bir az geri çəkilə bilər. Ona görə də keçidlər arasındakı eyni addım mərkəzdə yaxşı işləyir, kənarda isə iz buraxır.
Burada yoxlama sadədir. İlk iki zolaqdan sonra səthə maili işıq altında baxın, mərkəzdəki və pəncərə yanındakı birləşməni müqayisə edin, sonra yalnız ümumi düzlüyü yox, tikişdə lokal fərqi də ölçün. Adətən bunun özü üst-üstə düşməni və ya trajektoriyanı dəyişmək lazım olub-olmadığını anlamağa kifayət edir.
Praktikada sxemi necə seçmək olar
Əvvəlcə frezəyə yox, detala baxırlar. Əgər qutu tipli blank sıxmadan əyilirsə və ya faktiki olaraq iki nöqtədə asılı qalırsa, geniş emal gözəl iz verə bilər, amma sıxac açıldıqdan sonra düzlüyü korlaya bilər.
Burada bazalama çox şeyi həll edir. Dayaqlar kənarlara yaxın yerləşibsə və orta hissə "nəfəs alırsa", alışqanlıqla rejim seçmək risklidir. Detalın həqiqətən harada yük saxladığını, harada isə oynadığını anlamaq lazımdır.
İşə başlamazdan əvvəl beş şeyi yoxlamaq faydalıdır: detalın sərtliyi və sıxma gücü, bazalama sxemi və dayaqların yeri, səthin real eni, frezenin faktiki iş eni və nəzarətli sınaq keçidi üçün ehtiyat.
İş enində çox vaxt səhv edilir. 100 mm freze həmişə 100 mm sahəni təmiz və sabit bağlamır. Burada çıxıntı, plastinaların mövqeyi, döyüntü və materiala giriş də təsir edir. Ona görə də sahənin enini kataloqdakı rəqəmlə yox, alətin real kəsməsi ilə müqayisə edirlər.
Əgər seçim "geniş alın frezəsi, yoxsa dar keçidlər" arasında qalırsa, nəzəri mübahisə etmək mənasızdır. Eyni dövrlər və verilişlə bir sınaq keçidi etmək, sonra həm səthin naxışına, həm də ölçməyə baxmaq daha faydalıdır.
Əgər geniş keçiddən sonra bütün en boyu dalğalar görünürsə, problem çox vaxt sistemin sərtliyində və ya bazalamadadır. Dar keçidlərdə isə zolaqlar arasında nəzərə çarpan iz qalırsa, deməli üst-üstə düşmə azdır və ya freze qeyri-bərabər hərəkət edir.
Qutu tipli korpusda bu çox praktik görünür. Əgər üst meydançanın eni 140 mm-dir və freze sabit şəkildə 90–95 mm sahədə işləyirsə, çox vaxt bir keçiddə sərhəddə getməyə çalışmaqdan daha yaxşısı iki keçid edib normal üst-üstə düşmə verməkdir. Detal qısa, sərt və dayaqlarda yaxşı dayanırsa, bir geniş keçid həqiqətən daha təmiz və sürətli nəticə verə bilər.
Qutu tipli detal üzərində nümunə
Təsəvvür edin: iki böyük pəncərəsi və nazik üst kəməri olan korpus var. Üstdən qapaq üçün düz baza səthi lazımdır. Görünüşcə detal sərt kimi görünür, amma pəncərələrə yaxın metal yükü zəif saxlayır və kəmər asanlıqla bir neçə onluq mikrona gedir.
İlk olaraq səthi bir sürətli keçiddə götürmək üçün 125 mm geniş alın frezəsi qoyurlar. Mərkəzdə nəticə təmiz alınır, sikl vaxtı yaxşıdır, amma pəncərənin yanında başqa mənzərə yaranır. Nazik hissə kəsmə zamanı bir az əyilir və kənar səthin qalan hissəsindən aşağı çıxır. Ölçmədə bu kobud çökəklik kimi yox, kənarda sakit enmə kimi görünür — məsələn 0,03–0,05 mm.
Sonra sxemi dəyişirlər. 63 mm freze götürülür və səth bir neçə zolaqda, təxminən 25–30% üst-üstə düşmə ilə emal olunur. Bir keçiddə götürülən yük azalır, nazik kəmərə təsir yumşalır və detal daha sakit davranır. Zolaqlar arasında əvvəlcə yüngül iz qalır, amma növbəti keçid onu təmizləyir.
Bəli, sikl daha uzun olur. Amma seriya daha bərabər gedir: təsadüfi fərq azalır, nəzarətlə mübahisə də azalır, pəncərə yanındakı kənarın yenidən aşağı düşmə riski də aşağı olur. Belə korpuslarda bir neçə dar keçid çox vaxt bir geniş keçiddən daha dürüst nəticə verir, hətta iz o qədər gözəl görünməsə də.
Nəticəni ən çox korlayan səhvlər
Qutu tipli detallarda düzlüğü adətən emal sxeminin özü yox, sazlamadakı xırda səhvlər korlayır.
Birinci tez-tez buraxılan səhv — sərtliyi çatmayan detala həddindən artıq geniş alın frezəsi qoymaqdır. Qutu tipli korpusda üst divar və boşluqların üstündəki sahələr bərk plitədəki kimi davranmır. Detal sıxılı vəziyyətdə bunu görmək çətin ola bilər. Sıxac açıldıqdan sonra səth gedir.
İkinci səhv — keçidlərin üst-üstə düşməsini həddən artıq azaltmaq və sonra ideal geometriya gözləməkdir. Kağız üzərində keçid azdır və sikl qısadır. Dəzgahda isə zolaqlar arasında hündürlük fərqi qalır, xüsusən də düyünün sərtliyi orta səviyyədədirsə.
Üçüncü səhv — yalnız izə baxmaqdır. Bu, tələyə oxşayır. Gözəl iz yaxşı geometriya demək deyil. Alın frezələmədə təkcə görünüşü yox, ən azı bir neçə xətt üzrə düzlüyü də yoxlamaq lazımdır, tək bir nöqtədə yox.
Daha bir səhv — alətin döyüntüsünü və sıxma sxemini yoxlamadan verilişi dəyişməkdir. Əgər bir diş digərlərindən daha çox işləyirsə, patron döyünürsə və ya sıxac korpusu yana çəkirsə, rejim artıq nəticəni xilas etməyəcək. Əvvəlcə mil, alət, çıxıntı və dayaqlar yoxlanılır, yalnız sonra verilişə toxunulur.
Bir başqa bahalı xırdalıq da var: detala emaldan dərhal sonra, hələ isti ikən ölçmək. Metal hələ oynayır, xüsusən də divar qalınlığı fərqli olan qutu tipli korpuslarda. Yekun ölçmədən əvvəl qısa fasilə daha dürüst nəticə verir.
Seriyaya başlamazdan əvvəl yoxlama
Bir uğurlu detala arxayın olmaq olmaz. Seriyadan əvvəl bir-iki blank üzərində sınaq kəsimi etmək və yalnız ölçüyə yox, düzliyə də baxmaq lazımdır.
Ən faydalı nəzarət sadədir. İndikatoru kənarlarda və daxili pəncərələrin ətrafında keçirın. Yanaşı zolaqları izinə görə müqayisə edin. Xüsusilə keçidlərin birləşmə yerini ayrıca yoxlayın: zolaqlar arasındakı tikiş çox vaxt gözlə görünməkdən daha çox dırnaqla hiss olunur. Detalı stoldan çıxardıqdan sonra səthi bir daha ölçün. Əgər sıxılı vəziyyətdə hər şey normal idisə, amma açıldıqdan sonra forma dəyişibsə, səbəb sıxma sxemində və daxili gərginliklərdə axtarılmalıdır.
Qısa sınaq partiyasının həm ilk, həm də son detalını müqayisə etmək də faydalıdır. Əgər fərq artırsa, səbəb qızma, plastinalarda yığılma, sıfırın sürüşməsi və ya sıxma gücünün dəyişməsi ola bilər.
Əgər keçidlər arasındakı tikiş pəncərə yaxınlığında və ya xarici kənarda görünübsə, seriyanı dərhal başlamaq yaxşı deyil. Çox vaxt bir düzəliş kifayət edir: üst-üstə düşməni bir az dəyişmək, alətin çıxıntısını azaltmaq və ya sıxmanı yerini dəyişmək. Bu, partiyanı yenidən işləməkdən daha ucuzdur.
Sonrakı addım nə olsun
Nəyin daha yaxşı olması barədə mübahisəni — geniş alın frezəsi, yoxsa dar keçidlər — vərdişlə yox, ölçmə ilə həll etmək daha doğrudur. Bir sınaq detalı və ya iki eyni blank götürün, hər iki sxem üzrə oxşar rejimdə səthi emal edin və təkcə görünüşü yox, həm düzlüyü, həm keçidlər arasındakı pilləni, həm də detalın stoldan çıxarıldıqdan sonrakı davranışını müqayisə edin.
Eyni nöqtələrə baxın: səthin mərkəzi, divarların və qabırğaların üstü, kənarlar və pəncərələrin yaxınlığı. Adətən keçidlərin üst-üstə düşməsinin səthi hamarlaşdırıb-hamarlaşdırmadığı və ya keçidlər arasında iz buraxdığı məhz orada görünür.
Nəticənin təsadüfi olmaması üçün keçid enini, üst-üstə düşmə faizini, kəsmə dərinliyini, verilişi və düzlük üçün nəzarət nöqtələrini dərhal yazmaq faydalıdır. Bir neçə gün sonra bu detallar asanlıqla unudulur, amma sonradan seriyada vaxtı məhz onlar qənaət etdirir.
Əgər detal zəifdirsə, ən sürətli siklin arxasınca düşmək lazım deyil. Nazik divarlar, böyük pəncərələr və uzun səthlər çox vaxt əlavə bir dəqiqəlik emaldan daha güclü reaksiya verir. Belə vəziyyətdə sxemi sabitlik və təkrarlanma üzrə seçmək daha doğrudur.
Əgər belə tapşırıqlar üçün dəzgah seçimi və ya emalın sazlanmasına daha praktik yanaşma lazımdırsa, EAST CNC materiallarına baxmaq olar. Şirkət Qazaxıstan və MDB ölkələrində müəssisələr üçün ÇPU torna dəzgahlarının tədarükü, işə salınması və servisi ilə məşğul olur, bloqda isə avadanlıq icmalları və metal emalı üzrə məsləhətlər paylaşır.
Yaxşı növbəti addım sadədir: bir sınaq edin, ölçmələri götürün, hər iki sxemi müqayisə edin və məhz sizin detalda sabit düzlük verən variantı saxlayın.
FAQ
Geniş alın frezesi nə vaxt həqiqətən daha düz səth verir?
Geniş alın frezesi adətən detal sərt olanda, dayaqların üzərində yaxşı oturanda və iş səthi demək olar ki, bir keçiddə bağlananda seçilir. Bu rejimdə keçidlər arasında birləşmə azalır və nəzərə çarpan pillə yaranma ehtimalı da aşağı düşür. Əgər корпус nazikdirsə və ya dayaqlar düzgün yerləşməyibsə, bir geniş keçid çox vaxt gözəl iz qoyur, amma ən düz səthi vermir.
Hansı hallarda bir neçə dar keçid daha yaxşıdır?
Dar keçidlər çox vaxt pəncərələri olan, nazik divarlı və qabırğalar arasında uzun məsafəsi olan qutu tipli korpuslarda daha yaxşı nəticə verir. Belə olduqda detalı daha yumşaq yükləyirsiniz və problemli zonaları daha rahat nəzarətdə saxlayırsınız. Siklin müddəti adətən daha uzun olur, amma detalı stoldan çıxardıqdan sonra səth çox vaxt daha etibarlı və sabit alınır.
Başlanğıc üçün hansı üst-üstə düşməni götürmək olar?
Başlanğıc üçün adətən orta səviyyədə üst-üstə düşmə götürülür — təxminən 25–30%. Bu, növbəti keçidin əvvəlkinin qaldırdığı çıxıntını kəsməsi üçün çox vaxt yetərli olur və artıq işlənmiş zolağın həddindən artıq qızmasının qarşısını alır. Üst-üstə düşmə az olsa, birləşmədə pillə qalır. Çox olsa, həm qızma artır, həm də emal vaxtı uzanır.
Niyə səth yaxşı görünür, amma indikator sapma göstərir?
Çünki göz parıltını və izi görür, amma geometriyanı yox. Freze səliqəli iz qoya bilər, lakin həmin anda detal kəsmə qüvvəsi, sıxma və ya istilikdən bir az əyilmiş olur. İndikator isə gözün qaçırdığı şeyi göstərir: uzununa dalğalanmanı, kənarın enməsini və qonşu keçidlər arasındakı fərqi.
Qutu tipli detalda ən böyük səth səhvləri harada çıxır?
Ən çox problem pəncərələrin yanında, boşluqların üstündə, nazik divarlarda və xarici kənarda yaranır. Orada metal yükü zəif saxlayır və üst səth frezenin altında daha asan yay kimi oynayır. Məhz həmin yerlərdə yalnız ümumi düzləyi yox, keçidlərin birləşməsində lokal fərqi də yoxlamaq faydalıdır.
Əvvəlcə nəyi yoxlamaq lazımdır: frezeni, yoxsa detalın sıxılmasını?
İlk növbədə sıxmanı və dayaqları yoxlayın. Əgər korpus əyri dayanırsa və ya ortası havada qalırsa, frezenin diametri bunu xilas etməyəcək. Sonra artıq avadanlığın döyüntüsünə, çıxıntısına, plastinanın oturuşuna və rejimə baxın. Praktikada səhv bazalama çox vaxt keçid sxemindən daha çox nəticəni korlayır.
Alətin döyüntüsünü üst-üstə düşmə səhvindən necə ayırmaq olar?
Əgər tikiş keçidlərin sərhədində eyni yerdə təkrarlanırsa, çox vaxt günah üst-üstə düşmədə və ya qonşu keçidlərin hündürlüyündə olur. Əgər dalğa bütün en boyu uzanır və birləşməyə bağlı deyilsə, döyüntü, zəif düyün və ya detalın əyriliyi axtarılmalıdır. Mərkəzi sahə ilə pəncərə ətrafını müqayisə etmək də faydalıdır. Belə olanda səhvin harada yarandığını daha rahat anlayırsınız.
Freze sonra səthi dərhal ölçmək lazımdırmı?
Tələsməmək daha yaxşıdır. Detala bir az soyuma vaxtı verin və yalnız sonra yekun ölçmə aparın, xüsusən də korpus nazikdirsə və divarların qalınlığı fərqlidirsə. Emaldan dərhal sonra metal hələ formaya təsir edə bilər və siz olduğundan daha nikbin nəticə görərsiniz.
Seriyaya başlamazdan əvvəl emal sxemini necə düzgün yoxlamaq olar?
Bir-iki detal üzərində sınaq keçidi edin və işdə istifadə olunacaq eyni dövrlər və verilişlə işləyin. Sonra yalnız görünüşü deyil, kənarlardakı, mərkəzdəki və pəncərələr ətrafındakı düzlüyü də müqayisə edin. Əgər sıxma açıldıqdan sonra forma dəyişirsə, proqramdakı rəqəmləri kor-koranə yox, dayaqları, sıxmanı və ya keçid sxemini dəyişin.
Əgər pəncərə yanında kənar emaldan sonra ardıcıl aşağı düşürsə, nə etmək lazımdır?
Adətən həmin sahəyə düşən yükü azaltmaq kömək edir. Bunun üçün çox vaxt daha dar frezəyə keçirlər, bir keçiddə götürülən materialı azaldırlar, emal istiqamətini dəyişirlər və ya keçidləri normal üst-üstə düşmə ilə verirlər. Eyni zamanda detalın dayaqlarda necə oturduğuna baxın. Əgər kənar asılı qalırsa və ya sıxma korpusu çəkirsə, enmə yenə təkrarlanacaq.