East CNC Kazakhstan bloqu
CNC dəzgahlar, metal emalı və istehsalın modernləşdirilməsi haqqında məqalələr.
Son məqalələr

16 yan 2025·8 dəq
Frezləmə üçün çanga yoxsa hidropatron — necə seçmək
Frezləmə üçün çanga yoxsa hidropatron: alətin oynamasını, sərtliyini, alət dəyişmə sürətini araşdıracağıq və sizin tapşırıqlarınıza nə uyğun olduğunu məsləhət verəcəyik.
frezləmə üçün çanga yoxsa hidropatronalətin oynamaalət dəyişdirilməsi

11 yan 2025·8 dəq
Dəzgah tədarükü müqaviləsi: avansdan əvvəl nəyi yoxlamaq lazımdır
Dəzgah tədarükü müqaviləsi çox vaxt mübahisəli yerlər gizlədir: servis, ehtiyat hissələrinin müddəti, təlim və sahədə görüləcək işlər. Nələri yoxlamaq lazım olduğunu izah edirik.
dəzgah tədarükü müqaviləsiCNC dəzgahının servisiehtiyat hissələrinin çatdırılma müddətləri

05 yan 2025·8 dəq
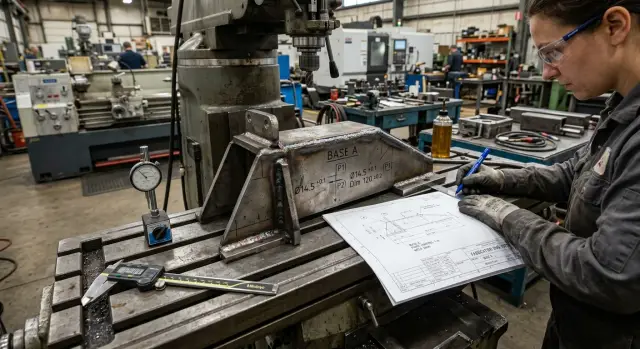
Dəqiqliyi itirmədən detal ailəsinə uyğunlaşdırma
Detal ailəsi üçün qurğu ölçü ehtiyatı tələb edir, amma bazalanmanı pozmamalıdır. Dayaqları, bazaları və təkrarlanmanın yoxlanmasını izah edirik.
detal ailəsi üçün qurğudəyişdirilə bilən dayaqlardetalların bazalanması

03 yan 2025·8 dəq
5 oxlu yoxsa 3+2: detalın işlənmə sxemini necə seçmək
5 oxlu və 3+2 arasında seçim: geometriyanı, iş dövrünü, osnastkanı və seçim zamanı tez-tez edilən səhvləri müqayisə edirik.
5 oxlu və ya 3+25-oxlu işləmə3+2 sxemi

03 yan 2025·6 dəq
Qapalı, yoxsa açıq yükləmə zonası: kran üçün hansısı daha yaxşıdır
Qapalı və ya açıq yükləmə zonası kranın hərəkətinə, operatorun görünüşünə və bazaya dəymə riskinə təsir edir. Harada işləməyin daha rahat olduğunu və nəyə baxmaq lazım olduğunu izah edirik.
qapalı və ya açıq yükləmə zonasıemal mərkəzinin kranla yüklənməsidəzgah yükləyərkən operatorun görünüşü

02 yan 2025·6 dəq
Bir neçə dəzgah üçün kompressor: hava ehtiyatını necə hesablamaq olar
Bir neçə dəzgah üçün kompressoru ümumi sərfiyyat, piklər, təzyiq və qurudulma əsasında hesablayırlar. Lazımsız ehtiyat olmadan hesablama qaydasını göstərəcəyik.
bir neçə dəzgah üçün kompressorsıxılmış hava sərfiyyatıhava sərfiyyatının pikləri

01 yan 2025·8 dəq
Шуп, presetter yoxsa əl ilə alətin ölçülməsi: nə seçmək
Şup, presetter yoxsa əl ilə alətin ölçülməsi: hansı üsul sıx toleransları saxlayır, kiçik partiyalara uyğun gəlir və əlavə xərclərdən qorumur.
şup, presetter və ya əl ilə alətin ölçülməsiCNC-də alət ölçməsıx toleranslar

01 yan 2025·8 dəq
Poladın troxoidal emalı: harada yükü azaldır
Troxoidal emal həmişə işləmir. Yivləri, kəsmə dərinliyini və dəzgahın sərtliyini nəzərdən keçirək ki, vaxt itirməyəsiniz və şpindeli yükləməyəsiniz.
poladın troxoidal emalışpindelə düşən yükpoladda yivlərin frezlənməsi

28 dek 2024·8 dəq
Patronun yenidən quraşdırılmasından sonra döyüntünün yoxlanması: qaydası
Patronun servisdən sonra döyüntüsünü yoxlamaq üçün iki ölçü lazımdır: soyuq və qızmış şpindeldə. Qaydaları, səhvləri və qısa yoxlama siyahısını izah edirik.
patron döyüntüsünün yoxlanmasıpatronun yenidən quraşdırılmasından sonra döyüntüsoyuq və isti şpindeldə yoxlama

28 dek 2024·8 dəq
İlk uyğun hissəyə qədər vaxt: sexdə dəqiqələr haraya gedir
İlk uyğun hissəyə qədər vaxt nəyə sərf olunur: alət axtarışı, düzəlişlərin daxil edilməsi, ölçmə və proqramın təsdiqini gözləmək.
ilk uyğun hissəyə qədər vaxtCNC maşınının sazlanmasıalət axtarışı
26 dek 2024·6 dəq
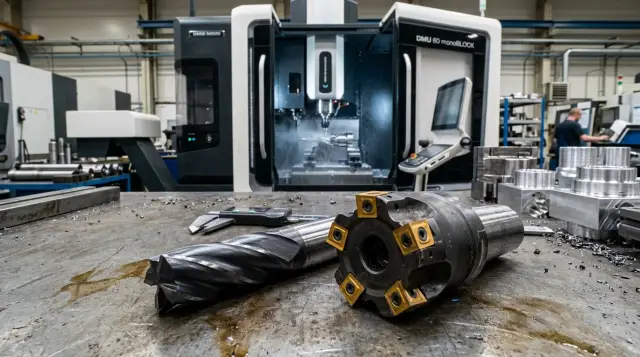
Monolit freza yoxsa dəyişilən plitəli freza: seçim
Monolit freza yoxsa dəyişilən plitəli freza — polad, paslanmayan və alüminium üzərində ömür, dəyişmə vaxtı və səth keyfiyyəti üzrə müqayisə.
monolit freza yoxsa dəyişilən plitəli frezafreza ömrüalətin dəyişmə vaxtı

24 dek 2024·8 dəq
Sex üçün kalibr dəsti: artıq mövqeləri necə azaltmaq
Sex üçün kalibr dəsti hissə nomenklaturası, toleranslar və yoxlama tezliyinə görə formalaşır. Dişli, hamar ölçülər və xüsusi profillər üzrə minimal tələbləri izah edirik.
sex üçün kalibr dəstidişli kalibrlərhamar kalibrlər

22 dek 2024·8 dəq
Detalin forması sıxac açıldıqdan sonra: onu necə oxumaq olar
Sıxac açıldıqdan sonra detalın forma xəritəsi təkcə ölçünü yox, daha çox şeyi anlamağa kömək edir. Hansı nöqtələri dərhal və soyuduqdan sonra ölçməli olduğumuzu izah edirik.
sıxac açıldıqdan sonra detalın forma xəritəsidetalın sıxmadan sonra deformasiyasıdetalın ölçü nöqtələri

21 dek 2024·8 dəq
Emal mərkəzində palet sistemi nə vaxt lazımdır
Palet sisteminin nə vaxt lazım olduğunu analiz edirik: mərkəzin yüklənməsini, sikl müddətini, sifariş sayını necə hesablamaq və avtomatlaşdırmanın özünü ödəyib-ödəməyəcəyini anlamaq.
palet sistemi nə vaxt lazımdıremal mərkəzinin yüklənməsisikl müddəti

19 dek 2024·7 dəq
Torna detalında üz yivinin dibi əyilmədən
Üz yivinin dibi əyilməməsi üçün verişin, plastinin eninin və rezetin çıxışının dəqiq sazlanması lazımdır, yoxsa dibi klinə gedər və qüsur yaranar.
üz yivi olan torna detalıyivin dibinin əyilməsiyiv emalında veriş

19 dek 2024·6 dəq
Sifarişçilərin çertyojlarını standartlaşdırmaq — əlavə düzəlişlər olmadan
Sifarişçilərin çertyojlarını standartlaşdırmaq müddətin tez hesablanmasına, məlumat boşluqlarının aşkar olunmasına və əlavə yazışmalar olmadan partiyanın işə düşməsinə kömək edir.
sifarişçi çertyojlarının standartlaşdırılmasıistehsal üçün giriş məlumatlarıçertyoj tələbləri

18 dek 2024·8 dəq
Emaldan sonra hissələrin markalanması: lazer, zərbə yoxsa etiket?
Emaldan sonra hissələrin markalanması: lazer, zərbə markalanması və etiketləri sürət, oxunma və səthə təsirə görə müqayisə edirik.
hissələrin markalanması emaldan sonralazerlə hissələrin markalanmasımetalda zərbə markalanması

17 dek 2024·6 dəq
Mexaniki emaldan sonra hissələrin yuyulması: əl ilə yoxsa avtomatik
Mexaniki emaldan sonra hissələri yuma hər zaman lazım deyil, amma bəzi əməliyyatlarda gizli qüsurları azaldır, montaj vaxtını qısaldır və yoxlamanı sadələşdirir.
mexaniki emaldan sonra hissələrin yuyulmasıəl ilə hissə yuyulmasıavtomatik hissə yuyulması

17 dek 2024·8 dəq
Flanş deşiklərinin oxüstülüyü: baza və əməliyyatlararası nəzarət
Tokardan deşməyə keçiddə flanş deşiklərinin oxüstülüyünü necə qorumağı göstərəcəyik: bazalama, nəzarət və tez-tez edilən səhvlər.
flanş deşiklərinin oxüstülüyüflanşların bazalanmasıflanşların deşilməsi

14 dek 2024·6 dəq
CNC proqramını işlətmə zamanı toqquşma riski: yoxlama ardıcıllığı
CNC proqramının sınağı zamanı toqquşma riski sadə addımlarla azalır: simulyasiya, sıfırların və kompensasiyaların təsdiqi, quru keçid və ehtiyatlı ilk işə başlama.
CNC proqramının sınağında toqquşma riskistanokda quru keçidCNC proqramının simulyasiyası

13 dek 2024·8 dəq
Yeni detalların işə salınması üzrə texnoloq: sexə nə vaxt lazımdır?
Yeni detalların işə salınması üzrə texnoloq hər sex üçün lazım deyil. Seriya niyə ləngiyir, yeni sifarişlər hansı itkiləri böyüdür və ayrıca rolun nə vaxt özünü doğrultduğunu izah edirik.
yeni detalların işə salınması üzrə texnoloqyeni detalların işə salınmasında itkilərnaladçı və seriyalı istehsal

09 dek 2024·8 dəq
İlk seriyada mübahisəli ölçünü kim həll edir
İlk seriyada mübahisəli ölçünü kim həll edir: texnoloq, quraşdırıcı və OTK-nın rolu, addım-addım qayda, tipik səhvlər və sex üçün yoxlama siyahısı.
ilk seriyada mübahisəli ölçü qərarını kim verirtexnoloq, quraşdırıcı və OTK-nın roluCNC stanokunda ilk seriya

05 dek 2024·6 dəq
Fasiləli çuqun kəsimi: giriş və çıxışı necə seçməli
Çuqunun fasiləli kəsimini təhlil edirik: kənarı daha az xırdalayan giriş və çıxış sxemləri, seriyadan əvvəl nələri yoxlamaq lazım olduğu və bədəni necə azaltmaq olar.
çuqunun fasiləli kəsimialətin giriş və çıxışıÇPÜ-də çuqun tornalama

05 dek 2024·7 dəq
Nazik çıxıntının yanında ciblərin frezlənməsi və kənarın sürüşməsinin qarşısı
Nazik çıxıntının yanında ciblərin frezlənməsi dəqiq bazalar, frezenin sakit çıxışı və düzgün keçid ardıcıllığı tələb edir ki, kənar finişdə yerindən tərpənməsin.
nazik çıxıntının yanında ciblərin frezlənməsicibdən frezenin çıxışıfrezləmədə bazaların seçimi

04 dek 2024·7 dəq
Weldon və termopatron: frezanı harada daha təhlükəsiz saxlamaq
Weldon ilə termopatron arasında seçim: nə vaxt hansı tutucunu seçməli — ağır qabaqcıl, uzun çıxış və kiçik frezada təmiz keçid nüansları, praktik məsləhətlər.
Weldon или термопатроноправка Weldonтермопатрон для фрезы

04 dek 2024·8 dəq
Maşının işə düşməsindən sonrakı ilk 30 gün: sadə nəzarət planı
Maşının işə düşməsindən sonra ilk 30 gün əməliyyatın sabitliyini müəyyən edir. Operatorlar və naladçılar üçün sadə plan: günü-günü nə yoxlamaq və nasazlıqları harada tutmaq.
maşının işə düşməsindən sonra ilk 30 günCNC işə salmadan sonra nəzarətemal rejimləri

02 dek 2024·8 dəq
Dəzgahın altında yağ izləri: bu, sexdə nə vaxt artıq normal deyil
Dəzgahın altındakı yağ izləri həmişə təcili dayanma demək deyil. Təzə sızıntını təhlükəli vəziyyətdən necə ayırmaq və həmin gün nəyi yoxlamaq lazım olduğunu göstərəcəyik.
dəzgahın altında yağ izləriCNC dəzgahında yağ sızıntısıdəzgahı nə vaxt dayandırmalı

01 dek 2024·8 dəq
ÇPÜ dəzgahında şpindel rulmanlarının aşınma əlamətləri
Şpindel rulmanlarının aşınma əlamətlərini izah edirik: qızma, səs, detalda izlər, gec sürət yığma və dəzgahı dayandırmazdan əvvəl sadə yoxlamalar.
şpindel rulmanlarının aşınma əlamətlərişpindel qızmasıdəzgah şpindelinin səsi

29 noy 2024·8 dəq
Hidroliniyalar üçün dəliklərdə pilləsiz kəsişmə
Gəlin hidroliniyalar üçün dəlikləri kanalların kəsişməsində pillə olmadan necə qazmağı araşdıraq: əməliyyat ardıcıllığı, detalın çevrilməsi və sadə yoxlama.
hidroliniyalar üçün deşiklərkanalların kəsişməsində pilləqazma ardıcıllığı

27 noy 2024·8 dəq
Detal pasportu: seriyanı altı aydan sonra necə yenidən işə qaytarmaq olar
Detal pasportu seriyanı altı aydan sonra uzun naladka olmadan geri qaytarmağa kömək edir: hansı bazaları, korreksiyaları və alət məlumatlarını dərhal yazmaq lazım olduğunu izah edirik.
detal pasportuseriyanın yenidən işə salınmasıdetal bazaları və nolları

22 noy 2024·8 dəq
İstiyə davamlı ərintilərin tornalanması: kənarı necə yandırmamaq
İstiyə davamlı ərintilərin tornalanması dəqiq rejimlər və sabit soyutma tələb edir. Dərinlik, pay və СОЖ-un düzgün istiqamətləndirilməsini izah edirik ki, kənarı yandırmayasınız.
İstiyə davamlı ərintilərin tornalanmasıistiyə davamlı ərintilərdə kəsim rejimləritornalamada soyutma

21 noy 2024·8 dəq
Alətin maşınlardakı ömrü: niyə fərqlidir
Açıqlayırıq ki, eyni plitka ilə belə alətin maşınlardakı ömrü niyə fərqli olur: sərtlik, oynama, soyutma mayesinin çatdırılması və çıxıntı uzunluğu.
alətin ömrü maşınlardamaşının sərtliyialətin oynaması

18 noy 2024·8 dəq
SKM konsentrasiyasının növbələr üzrə idarə edilməsi: qarışığı ehtimallara əsaslanmadan necə saxlamaq
SKM konsentrasiyası növbələr arasında tez dəyişə bilər. Ölçmə qaydaları, düzgün doldurma, yazılı qeydlər və sahədə bakteriyalara sadə yoxlama yollarını izah edirik.
SKM konsentrasiyasıSKM üçün refraktometrmaşında emulsiya doldurma

13 noy 2024·8 dəq
Yonqar qutusu, yoxsa dərin SOJ çəni: hansısı daha vacibdir
Yonqar qutusu, yoxsa dərin SOJ çəni: tökmə və qaynaqlı hazırlıqlar üçün iki sxemi müqayisə edirik və kirin dəzgaha qulluq qaydasını nə vaxt dəyişdirdiyini göstəririk.
yonqar qutusu və ya dərin SOJ çəniçirkli hazırlıqlartökmə hazırlıqlar

12 noy 2024·7 dəq
Şəbəkə gərginliyi düşdükdən sonra servo xətaları: növbənin görəcəyi iş qaydası
Şəbəkə gərginliyi düşdükdən sonra servo xətaları: dəzgahda nəyi yoxlamaq, hansı məlumatları dərhal saxlamaq və izlər itmədən ustaya nə ötürmək lazım olduğunu izah edirik.
şəbəkə gərginliyi düşməsindən sonra servo xətalarCNC servodriver xətasıdəzgahda gərginlik düşməsi

12 noy 2024·8 dəq
Dökümdən sonra hissələrin emalı: sazlamada nələrə diqqət etmək lazımdır
Dökümdən sonra hissələrin emalı dəqiq sazlama tələb edir: döküm qabığı, kəsim ehtiyatının paylanması və baza seçimini necə nəzərə almaq və ilk işə salmada zaylığı azaltmaq.
dökümdən sonra hissələrin emalıdöküm emalı üçün maşının sazlanmasıdöküm qabığı

08 noy 2024·6 dəq
Partiya işə salmazdan əvvəl sınaq hissəsi: dəqiqlik ehtiyatını necə qiymətləndirmək olar
Sınaq hissəsini partiyaya başlamazdan əvvəl necə yoxlamaq: tolerans xəritəsi, nəzarət nöqtələri, ölçmələr və prosesin seriyanı saxlaya bilməsi barədə sürətli nəticə.
sınaq hissəsi seriya öncəsitolerans xəritəsihissənin nəzarət nöqtələri

06 noy 2024·7 dəq
Çuğunda ağlaşma: problemi plitə qırılmadan əvvəl necə görmək olar
Ağlaşmış çuğun plastinanın qırılmasından əvvəl səs, qığılcım, yonqar və aşınma izinə görə tanına bilər. Sadə yoxlama sxemini izah edirik.
çuğunda ağlaşmaçuğun ağlaşmasının əlamətlərisərt ərintili plitənin aşınması

05 noy 2024·8 dəq
Maşında yağ dumanı: torna və frezləmə üçün ventilyasiya
Maşında yaranan yağ dumanı havanı pislaşdırır, hissələri və döşəməni çirkləndirir. Torna və frezləmə üçün aspirasiya və onun təmizlik və maşın resurslarına təsirini izah edirik.
maşında yağ dumanımaşın üçün aspirasiyatorna maşını ventilyasiyası

05 noy 2024·7 dəq
Hissələr ailəsi üçün makroproqramlar: harada faydalıdırlar
Hissələr ailəsi üçün makroproqramlar CNC-də rutini azaldır, amma səhvlərin axtarışını çətinləşdirə bilər. Harada faydalıdır və harada yox—araşdıraq.
makro proqramlar hissələr ailəsi üçünCNC makrolarımakro proqramlarda səhvlər

02 noy 2024·7 dəq
Mərkəzləşdirilmiş yağlamanın yoxlanması: səhvsiz qayda
Mərkəzləşdirilmiş yağlamanın yoxlanması boş dozatorları, hava sorulmasını, xətlərin tıxanmasını və quru bələdçiləri vaxtında görməyə kömək edir.
mərkəzləşdirilmiş yağlamanın yoxlanmasıyağ dozatorlarıdəzgahın yağ xətləri
01 noy 2024·6 dəq
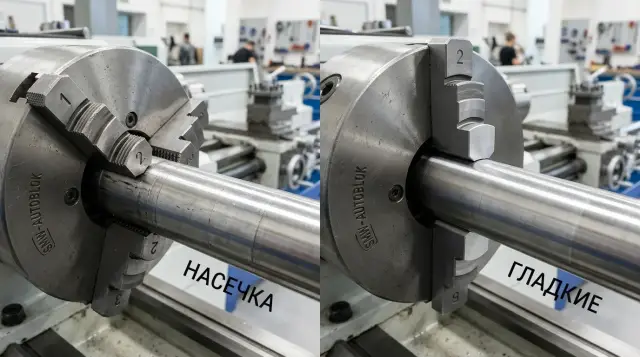
Dişli yoxsa hamar xüsusi çənələr: bazanı nə pozur
Dişli və ya hamar xüsusi çənələri müqayisə edirik — detalı saxlamasını və finiş bazasında iz qoyma riskini nəzərdən keçirərək təkrar yerləşdirmələr üçün ən uyğun variantı seçmək üçün.
dişli və ya hamar xüsusi çənələrfiniş bazasında izlərdetalın təkrar yerləşdirilməsi

01 noy 2024·8 dəq
Sexdə ölçü alətlərinin yoxlanışı və kalibrlənməsi
Sexdə ölçü alətlərinin yoxlanışı və kalibrlənməsi: qrafik necə tərtib etmək, ehtiyat saxlamaq və bir alət uğursuzluğu üzündən növbəni itirməmək.
ölçü alətlərinin yoxlanışı və kalibrlənməsisexdə yoxlama qrafikimikrometrlərin kalibrlənməsi

31 okt 2024·8 dəq
Bahalı avtomatika olmadan dəzgah operatorunun iş yeri
Dəzgah operatorunun iş yerini yeni avtomatika olmadan da daha rahat etmək olar: işıq, baxış, yonqarın təmizliyi, hava, səs və qısa yoxlama siyahısı.
dəzgah operatorunun iş yeridəzgah yanında səs-küyün azaldılmasıkəsmə zonasının işıqlandırılması

30 okt 2024·6 dəq
Hissənin çevrilməsindən sonra dəliklər koordinata düşmür
Əgər dəliklər hissənin çevrilməsindən sonra koordinata düşmürsə, bazaların ötürülmə ardıcıllığını, sıxmanı, probu və səhvin yığıldığı yerləri yoxlayın.
dəliklər koordinata düşmürquraşdırmalar arasında baza ötürülməsiçevrilmədən sonra səhv

29 okt 2024·8 dəq
Qabaqca və son emalın ayrı dəzgahlarda aparılması: nə vaxt sərf edir
Qabaqca və son emalın ayrı dəzgahlarda aparılması sexə müddəti qorumağa, yenidən işləməni azaltmağa və ölçünü sabitləşdirməyə kömək edir. Bunun nə vaxt sərf etdiyini izah edirik.
müxtəlif dəzgahlarda qabaqca və son emaləməliyyatların dəzgahlara bölünməsiölçü sabitliyi

26 okt 2024·7 dəq
İş dəzgahında növbəni bağlama yoxlama siyahısı: kağızsız 5 bənd
İş dəzgahında növbəni bağlama üçün yoxlama siyahısı iş yerini təmiz təhvil verməyə, nasazlıqları qeyd etməyə, alətin vəziyyətini ötürməyə və səhər vaxt itirməməyə kömək edir.
dəzgahda növbəni bağlama yoxlama siyahısıistehsalda növbə təhvilidəzgahın gündəlik yoxlanışı
26 okt 2024·8 dəq
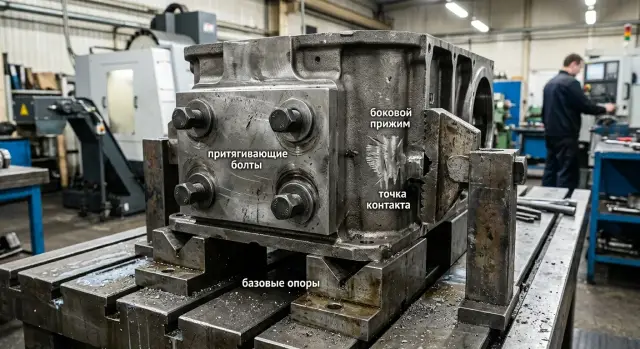
Korpus detalının sıxılması: boltlar, yoxsa yan sıxac
Açıqlayırıq: korpus detalında nə vaxt çəkici bolt qoymaq, nə vaxt yan dayaq seçmək lazımdır, yanlışlıq hansı izləri qoyur və partiyadan əvvəl sıxmanı necə yoxlamaq olar.
korpus detalının sıxılmasıyan sıxacçəkmə boltları

25 okt 2024·8 dəq
Müştəri auditinə sahənin nümayişkaranə təmizliksiz hazırlanması
Müştəri auditinə sahəni əlavə parıltı olmadan necə hazırlamaq olar: sənədləri, markirovkanı, aləti və işin öz axarını qaydaya salmağın yolu.
müştəri auditinə sahənin hazırlanmasıistehsalatda müştəri auditiistehsal sahəsində markirovka

24 okt 2024·8 dəq
Təkrar sifarişlərdə etalon detal: mübahisələri necə aradan qaldırmaq olar
Sexdə təkrar sifarişlərdə etalon detal ölçünü tez tutuşdurmağa, partiyanı artıq sınaqsız işə salmağa və OTK, usta ilə tənzimləyici arasındakı mübahisələri azaltmağa kömək edir.
təkrar sifarişlərdə etalon detaldetalın təkrar işə salınmasısexdə ölçülərin nəzarəti

24 okt 2024·8 dəq
Polad lövhələr üçün maqnit masa: harada sizi yanıltır
Polad lövhələr üçün maqnit masa həmişə rahat deyil: detal qalınlığı, qaba yonma, qopma riski və işə başlamazdan əvvəl yoxlamaları izah edirik.
polad lövhələr üçün maqnit masanazik polad detalların tutulmasımaqnit plitədə qaba yonma

22 okt 2024·8 dəq
İstehsalda dar boğazlar: avtomatlaşdırmadan əvvəl nəyi aradan qaldırmaq lazımdır
İstehsalda dar boğazlar çox vaxt detallara verişdə deyil, nəzarətdə, osnastikada və marşrutda gizlənir. Avtomatlaşdırmadan əvvəl nəyi yoxlamaq lazım olduğunu izah edirik.
istehsalda dar boğazlardetalların avtomatik verilməsimetal emalında nəzarət

22 okt 2024·7 dəq
Dəzgahda işə buraxılış: stajyoru mərhələlərlə necə aparmaq olar
Dəzgahda işə buraxılışı addım-addım izah edirik: quru sınaqdan və nəzarət altında işdən ilk müstəqil tənzimləməyə qədər.
dəzgahda işə buraxılışÇPU stajyor səhvləriproqramın quru sınağı

20 okt 2024·6 dəq
Paslanmayan poladda kiçik diametrli deşikləri qırmadan qazmaq
Paslanmayan poladda kiçik diametrli qazma çox vaxt matkapın markasına görə yox, veriş, sapma və zəif yonqar çıxışına görə uğursuz olur.
paslanmayan poladda kiçik diametrli qazmapaslanmayan polad qazmada verişalətin sapması

16 okt 2024·8 dəq
Alüminiumda dərin ciblər: siviltı və yapışmanı necə aradan qaldırmaq
Alüminiumda dərin ciblər çox vaxt siviltı və yapışma yaradır. Divarın təmiz qalması üçün addımı, çıxıntını və üfürməni necə seçəcəyinizi izah edirik.
alüminiumda dərin cibləralüminium frezləmədə siviltıalüminiumun divara yapışması

14 okt 2024·8 dəq
Korpus detalında alət üzrə, yoxsa baza üzrə əməliyyatlar
Göstərəcəyik ki, korpus detalında alət üzrə və ya baza üzrə əməliyyatlar nə vaxt daha az dəyişmə, daha təmiz həndəsə və daha qısa dövr verir — seriyada və kiçik partiyada.
alət üzrə və ya baza üzrə əməliyyatlarkorpus detalı üçün proqramCNC-də seriyalı emal

13 okt 2024·8 dəq
Tökmə nasos korpuslarının emalı: ilk baza necə seçilməlidir
Tökmə nasos korpuslarının emalı ilk baza ilə başlayır: məhz ondan eynioxluluq, səthlilik, qalıq pay, marşrut və bütün seriyanın sabitliyi asılıdır.
tökmə nasos korpuslarının emalınasos korpusunun ilk bazasıkorpus dəliklərinin eynioxluluğu

09 okt 2024·8 dəq
Sex daxilində emal maşınının köçürülməsi: dəqiqliyi necə itirməmək
Sex daxilində maşının köçürülməsi zamanı düyünlərin sabitləşdirilməsi, səviyyənin yoxlanması və sınaq detalları vacibdir. İş ardıcıllığını və təkrar geometriyanın lazım olduğu halları izah edirik.
sex daxilində maşının köçürülməsiköçürmədən sonra maşının tənzimlənməsimaşın düyünlərinin sabitləşdirilməsi

29 sen 2024·8 dəq
Termiki emaldan sonra sərt qat üzərində frezalama: çiplənmədən
Termiki emaldan sonra sərt qat üzərində frezalama dəqiq giriş, kiçik sınaq kəsimi və düzgün emal payı tələb edir. Gəlin artıq nəzəriyyəsiz ardıcıllığa baxaq.
termiki emaldan sonra sərt qatda frezalamabərkimiş qatda ilk keçidtermiki emaldan sonra emal payı

29 sen 2024·7 dəq
CNC sahəsində növbə təhvilinin itkisi olmadan keçirilməsi: qısa standart
CNC sahəsində növbə təhvilini fasiləsiz etmək üçün qısa standart: alət, ölçülər, tullantı və açıq sualları nə yazmalı.
CNC növbə təhvil vermətəhvil vermə standartıCNC növbə jurnalı

25 sen 2024·7 dəq
Zəif şpindel üçün frezalar: iri addım, yoxsa sıx diş düzümü
Zəif şpindel üçün frezaları necə seçməli olduğumuzu izah edirik: kəsmə səsi, yük, yonqarın çıxışı və alətin iş ömrünü müqayisə edirik.
zəif şpindel üçün frezalarfrezanın iri diş addımıfrezanın sıx diş düzümü

22 sen 2024·8 dəq
Dupleks paslanmayan poladın emalı: niyə rejimlər pozulur
Dupleks paslanmayan poladın emalı üçün kəsmə rejimləri fərqlidir: alətə yükün niyə artdığını və əvvəlcə nəyi dəyişmək lazım olduğunu izah edirik.
dupleks paslanmayan poladın emalıdupleks üçün kəsmə rejimlərialətin davamlılığı

21 sen 2024·8 dəq
Maşına enerji sayğacı: sexdə nə vaxt lazımdır
Maşına enerji sayğacı kVt·saatların hara sərf olunduğunu — kəsməyə, boş işləməyə yoxsa dayanmalara — göstərməyə kömək edir. Harada quraşdırmalı və rəqəmləri necə oxumaq lazım olduğunu izah edəcəyik.
maşına enerji sayğacımaşının elektrik enerjisi istehlakımaşının boş işləmə

21 sen 2024·8 dəq
Korpus hissələrinin xam emalı: strategiya necə seçilməlidir
Korpus hissələrinin xam emalı sikl vaxtı, alət aşınması və şpindel yüklənməsi arasında tarazlıq tələb edir. İki yanaşmanı müqayisə edirik.
korpus hissələrinin xam emalıtroxoidal emalklassik xam emal

20 sen 2024·8 dəq
Operatorlar arasında ölçmələrin təkrarlanması: sürətli test
Operatorlar arasında ölçmələrin təkrarlanmasını bir növbə ərzində yoxlamaq olar: bir detal üzərində qısa test ölçmə metodikasının harada fərqləndiyini göstərəcək.
operatorlar arasında ölçmələrin təkrarlanmasısexdə ölçmələrin yayılmasıstatistikasız ölçmələrin yoxlanması

18 sen 2024·8 dəq
Kontrakt sexi üçün ilk emal mərkəzi
Kontrakt sexi üçün ilk emal mərkəzini nomenklatura, ox gedişi, şpineyl, alət mağazası, avadanlıq və servisə görə əlavə xərclər olmadan seçmək lazımdır.
ilk emal mərkəzikontrakt sexi üçün maşınşaquli emal mərkəzi

16 sen 2024·8 dəq
Vibrasiya dayaqları, yoxsa sərt quraşdırma: döşəmə üçün nə seçməli
Vibrasiya dayaqları, yoxsa sərt quraşdırma: döşəmənin dəzgahın dəqiqliyinə, baxımına və yük altında işinə necə təsir etdiyini izah edirik.
vibrasiya dayaqları yoxsa sərt quraşdırmadəzgahın beton döşəməyə quraşdırılmasıyük altında dəzgahın dəqiqliyi

14 sen 2024·8 dəq
Frezləmə zamanı oturacağın konturunda pillə: necə aradan qaldırmaq olar
Oturacağın konturunda frezləmə zamanı yaranan pillə çox vaxt iri korpuslarda keçidlərin birləşməsindən yaranır. Konturun hissələrə bölünməsini və sürətli yoxlamaları izah edirik.
frezləmə zamanı oturacağın konturunda pilləkonturun hissələrə bölünməsiqapaq üçün oturacağın frezlənməsi

14 sen 2024·7 dəq
Demonstraiya emalı alqı-satqıdan əvvəl: nəyi yoxlamaq
Göstərmə emalı alqı-satqıdan əvvəl maşının yalnız ölçünü yoxlamadığını, dövrəni, çıxıntını, giriş imkanlarını və naladmanı necə göstərdiyini qiymətləndirməyə kömək edir.
demonstrasiya emalı alqı-satqıdan əvvəlCNC maşini almazdan əvvəl necə yoxlamaqdövrə vaxtının qiymətləndirilməsi

14 sen 2024·8 dəq
Yüksək silisiumlu alüminium: niyə alətin resursu azalır
Yüksək silisiumlu alüminium kəsici kənarı daha tez yeyir. Örtük, kəsmə rejimləri və plitka dəyişmə planını itkisiz izah edirik.
yüksək silisiumlu alüminiumalüminiumda alət dayanıqlığısilumin üçün alət örtüyü

13 sen 2024·6 dəq
Tokar avtomatı yoxsa universal tokar mərkəzi: necə seçməli
Araşdırırıq, nə vaxt tokar avtomatı, nə vaxt universal tokar mərkəzi daha sərfəlidir: partiya, yenidən sazlama, material, müddətlər və sexin yüklənməsi.
tokar avtomatı və ya universal tokar mərkəziCNC-də detal partiyasıdəzgahın yenidən sazlanma vaxtı

12 sen 2024·8 dəq
Qarışıqlıq olmadan dəzgah üçün kommersiya təkliflərinin müqayisəsi
Dəzgah üçün kommersiya təkliflərinin müqayisəsi bazaya nəyin daxil olduğunu, nəyin opsiya kimi ayrıldığını və nəyin qeydlərdə gizləndiyini görməyə kömək edir.
станок üçün kommersiya təkliflərinin müqayisəsiCNC dəzgah spesifikasiyasıtorn dəzgahının komplektasiyası

11 sen 2024·6 dəq
Dəzgahın ətrafında boşluqlar: yanında nə qədər yer saxlamaq lazımdır
Dəzgahın ətrafındakı boşluq təkcə keçidə görə hesablanmır. Servis girişi, patronun dəyişilməsi, yonqar konveyerinin çıxarılması və avadanlığın gətirilməsi barədə danışırıq.
dəzgah ətrafında boşluqlardəzgah üçün meydançasexdə avadanlığın yerləşdirilməsi

08 sen 2024·8 dəq
Kovkadan sonrakı emal üçün alət: rejimi necə seçməli
Kovkadan sonrakı emal üçün alət fərqli yanaşma tələb edir: oksid qatını, sərt qabığı, emal ehtiyatının dəyişkənliyini necə nəzərə almalı və plastinanı ilk keçiddə qoparmamalı.
kovkadan sonrakı emal üçün alətCNC-də kovka emalıoksid qatı və sərt qabıq

04 sen 2024·8 dəq
Uzun səthlərin emalı zamanı keçidi zonalara bölmək
Keçidin zonalara bölünməsi uzun səthi daha təmiz emal etməyə kömək edir: qızma izi azalır, frezanın çıxıntısının təsiri azalır və ölçünü saxlamaq asanlaşır.
keçidin zonalara bölünməsiuzun səthlərin emalıfrezələmədə istilik izi

03 sen 2024·8 dəq
Dərin deşiklərin işlənməsi zamanı titrəmə: nə yoxlamalı
Dərin deşiklərin işlənməsi zamanı titrəmə çox vaxt alətin çıxışı, işləmə rejimləri və iş parçasının sıxılması ilə bağlı olur. Addım‑addım nəyi yoxlamaq lazım olduğunu izah edirik.
dərin deşiklərin işlənməsi zamanı titrəməboralama alətialətin çıxışı

03 sen 2024·8 dəq
Döymə reduktor gövdələri: ehtiyat payını necə saxlamaq olar
Döymə reduktor gövdələri üçün ehtiyat payı və sabit bazalar vacibdir. Quraşdırma ardıcıllığını, ehtiyat zonalarını, tez-tez edilən səhvləri və sürətli yoxlamaları izah edirik.
döymə reduktor gövdələrikobud emaldan sonra ehtiyat payıquraşdırmalar arasında sürüşmə

02 sen 2024·8 dəq
Drobestruydan sonra son emal və alətin aşınması
Drobestruydan sonra son emal sadə yoxlama tələb edir: qalan abraziv ilk dəqiqələrdə kəsicinin aşınmasını sürətləndirir və detalın ölçüsünü korlayır.
drobestruydan sonra son emalkəsmə zamanı alətin aşınmasıdetalda qalan abraziv

31 avq 2024·8 dəq
Alət uzunluğu sensoru: şupsuz nə vaxt keçinmək olar
Alət uzunluğu sensoru, detal az dəyişir və kəsici alət tez-tez yenilənir kimi sahələrdə brakı və qırılma riskini azaldır.
alət uzunluğu sensorustanokun ölçü şupuCNC-də alətin dəyişməsi

29 avq 2024·8 dəq
Sahənin işçi toleransı: sahəni harada bölmək olar, harada olmaz
Çertyoj toleransını iş sahəsinin işçi toleransına necə çevirmək, ölçüləri əməliyyatlar üzrə necə bölmək və harada qüsur riskinin yarandığını izah edirik.
iş sahəsinin işçi toleransıçertyoj toleransıəməliyyatlar üzrə toleranslar

29 avq 2024·7 dəq
Dəzgahın uzaqdan diaqnostikası: nə vaxt bir günü xilas edir
Dəzgahın uzaqdan diaqnostikası, əvvəlcədən foto, video, xəta kodları, hadisələr jurnalı və detal ilə alət barədə məlumat toplasanız, vaxt qazandırır.
uzaqdan dəzgah diaqnostikasıÇPУ xəta kodlarınasazlığın araşdırılması üçün məlumatlar

25 avq 2024·8 dəq
Problemli sifariş kartı: detal üzrə təcrübəni necə itirməmək olar
Problemli sifariş kartı mürəkkəb detal üzrə səhvləri, iş rejimlərini və fotoları saxlayır ki, yarım ildən sonra işə salmanı sıfırdan başlamayasınız.
problemli sifariş kartıdetal emalı kartıdetal işə salarkən səhvlər

19 avq 2024·8 dəq
Təchizatçı yanında ilk proqram işə salınmazdan əvvəl texnoloqun təlimi
Təchizatçı yanında texnoloqun təlimi sıfır, alət, postprosessor və ilk detalın işə salınmasından sonrakı yoxlamalarla bağlı sualları əvvəlcədən bağlamağa kömək edir.
təchizatçı yanında texnoloq təlimiCNC dəzgahda ilk proqramCNC dəzgahın işə salınması və sazlanması

15 avq 2024·7 dəq
CNC torna mərkəzində yarıq kəsici alət — yapışma və qırılmalar olmadan
CNC tornada yarıq kəsmək üçün plaeta seçimi, СОЖ, keçid ardıcıllığı və tez-tez rastlanan səhvləri əhatə edən praktiki məsləhətlər.
yarıq kəsici alət tornadaplaetanın enikanavka zamanı СОЖ

13 avq 2024·6 dəq
Alət ehtiyatı yoxsa tez-tez təchizat: necə seçmək
Alət ehtiyatı yoxsa tez-tez təchizat — seçim idxal müddətləri, istehlak tempi və dayanma qiymətinə bağlıdır. Hesablamanı və yaygın səhvləri izah edirik.
alət ehtiyatı yoxsa tez-tez təchizatalət üçün ehtiyat saxlamaqalət təchizatı müddəti

12 avq 2024·6 dəq
Dəzgahın daşınma marşrutu: emalatxanada əvvəlcədən nə yoxlamaq lazımdır
Dəzgahın daşınma marşrutunu çatdırılmadan əvvəl yoxlayın: qapılar, dönüşlər, döşəmə, hündürlüklər və kranı öncədən nəzərdən keçirin ki, boşaltma və quraşdırma pozulmasın.
dəzgahın daşınma marşrutudəzgahın sexdə boşaldılmasıdəzgah üçün sex hazırlığı
12 avq 2024·8 dəq
Qaynaqlamadan sonra hissələr: emal marşrutunu necə qurmaq olar
Qaynaqlamadan sonra hissələr diqqətli marşrut tələb edir: napişmələri azaltmaq, düzgün bazaları seçmək, ara kontrol əlavə etmək və чистовой-da ölçünü itirməmək.
qaynaq sonrası hissələremal marşrutuqaynaqlı hissənin bazalanması

09 avq 2024·8 dəq
Emal maşınından sonra çapıqların aradan qaldırılması: fasetlər və keçidlər
Çapıqların maşından sonra götürülməsini əvvəlcədən standartlaşdırmaq asandır: korpus və şaftlarda fasetlər, keçidlər, tez yoxlamalar və ümumi səhvlər haqqında.
emal maşınından sonra çapıqların aradan qaldırılmasıkorpuslar və şaftlarda fasetlərəl işini azaltmaq

09 avq 2024·6 dəq
Qışda avadanlığın Qazaxıstana çatdırılması: səhvsiz işə salma
Qışda avadanlığın Qazaxıstana çatdırılması işə salmadan əvvəl fasilə tələb edir: qızdırma, elektronikanın yoxlanması, yağlama və yol sonrası ilk işə salmanı izah edirik.
Qazaxıstana qışda avadanlıq çatdırılmasıavadanlığın daşınmadan sonra işə salınmasıqışda dəzgahın qızdırılması

08 avq 2024·8 dəq
Uzun korpus detalı üçün qatlanan dayaq
Uzun korpus detalı üçün qatlanan dayaq əyilməni birbaşa qurğuda aradan qaldırır, konstruksiyanın kütləsini azaldır və sazlama vaxtını qısaldır.
uzun korpus detalı üçün qatlanan dayaqqurğuda dayaquzun detalın əyilməsi
07 avq 2024·8 dəq
Marşrut qiymətləndirilməsinə çertyozun hazırlanması — əlavə düzəlişlər olmadan
Marşrutun qiymətləndirilməsi üçün çertyozu hazırlamaq bazları, toleransları və mübahisəli məqamları daha tez razılaşdırmağa kömək edir ki, fayl yenidən işlənməyə qaytarılmasın.
marşrut qiymətləndirilməsinə çertyozun hazırlanmasıtexnoloqun çertyozdakı qeydləridetalın emal marşrutu

07 avq 2024·6 dəq
Torna və freze əməliyyatlarının kəsişməsi: baza harada itir
Torna və freze əməliyyatlarının kəsişməsi çox vaxt baza sürüşməsi yaradır. Sıfır nöqtələrini, nəzarət ölçülərini və detalın bölmələr arasında ötürülmə qaydasını araşdıraq.
torna və freze əməliyyatlarının kəsişməsisıfır nöqtələrinin ötürülməsidetalin nəzarət ölçüləri

05 avq 2024·6 dəq
Dəzgahın yanında elektron təlimatlar: planşet, yoxsa kağız?
Dəzgahın yanında elektron təlimatlar düzəlişləri daha tez çatdırır, amma çirkli zonada kağız daha rahat ola bilər. Sürət, etibarlılıq və rahatlığı müqayisə edirik.
dəzgah yanında elektron təlimatlaristehsalda planşet yoxsa kağızçirkli zonada təlimatlar

05 avq 2024·8 dəq
İncə divarlı halqaların torna işlənməsi: ovallığı aradan qaldırmaq üçün nə seçək
İncə divarlı halqaların torna emalında ovallığın qarşısını almaq üçün dəqiq sıxma və düzgün marşrut vacibdir. Yumşaq çənələr, opravka və черновые перехватыni müqayisə edirik.
inc divarlı halqaların torna emalı ovallıq olmadanhalqalar üçün yumşaq çənələrinc divarlı detallar üçün opravka mandrel

04 avq 2024·8 dəq
Robot üçün dəzgah: hansı siqnalları və qoşulmaları soruşmaq lazımdır
Robot üçün dəzgah siqnalları, konnektorları və kabel girişlərini əvvəlcədən razılaşdırmaq lazımdır ki, şkafı, hasarı və işə salmanı sonradan yenidən düzəltmək məcburiyyətində qalmayasınız.
robot üçün dəzgahrobot üçün dəzgah siqnallarıdəzgah qoşulma nöqtələri

04 avq 2024·8 dəq
İncə divarlı korpus detalları: formanı dəqiq saxlamaq
İncə divarlı korpus hissələri frezləmədən sonra tez-tez əyilir. Marşrutu, kəsim ehtiyatını və sıxma nöqtələrini yoxlayaraq divarın ölçünü necə saxlamaq lazım olduğunu izah edirik.
incə divarlı korpus detallarıfrezləmə zamanı divar deformasiyakorpusun emal marşrutu

31 iyl 2024·8 dəq
Korpus hissəsinin hesablanmasından əvvəl sifarişçidən nə soruşmaq lazımdır
Korpus hissəsinin hesablanmasından əvvəl sifarişçidən nə soruşmaq: material, partiya, bazalar, kritik deşiklər və səthin təmizliyi — əlavə düzəlişlər olmadan.
sifarişçidən nə soruşmaq korpus hissəsi hesablamadan əvvəlkorpus hissəsinin hesablanmasıhissənin materialı və partiyası

30 iyl 2024·6 dəq
CNC üçün yarımfabrikatların hazırlanması və növbə üzrə maşının yüklənməsi
CNC öncəsi yarımfabrikatların hazırlanması növbə üzrə nə qədər detal çıxarılacağını tez-tez həll edir. Kəsimin, yumanın və markalanmanın rolunu göstəririk.
CNC üçün yarımfabrikatların hazırlanmasıhazırlıq postu yarımfabriklərmaşının növbə üzrə yüklənməsi

28 iyl 2024·8 dəq
Böyük korpus detallarını kranla çevirmək: səhvi necə azaltmaq olar
Böyük korpus detallarını kranla çevirmək üçün dəqiq qaldırma nöqtələri, aydın bazalar və yenidən sıxma sonrası yoxlama lazımdır ki, yerdəyişmə yığılmasın.
böyük korpus detallarını kranla çevirməkdetalın qaldırma nöqtələriyenidən sıxdıqdan sonra bazalar

23 iyl 2024·8 dəq
Finiş bazasında patron izləri və yığım riski
Finiş bazasında patron izləri həmişə kritik olmur. Dözümlülüyü, təması, təkrarlanmanı və sıxma sxemini seriyadan əvvəl necə yoxlamağı izah edirik.
finiş bazasında patron izləridetalın sıxma sxemiyığım zamanı risk

17 iyl 2024·8 dəq
Nazik halqalarda genişlənən mandrel, yoxsa xarici diametr üzrə çənlər?
Müqayisə edirik: nə vaxt genişlənən mandrel, nə vaxt isə xarici diametr üzrə çənlər daha az ovalıq verir, daha tez yenidən qurulur və nəzarətdə daha sadə olur.
genişlənən mandrel, yoxsa xarici diametr üzrə çənlərnazik halqaların ovalığınazik divarlı halqaların sıxılması
12 iyl 2024·6 dəq
Yuvadakı kilidləyici vint: mərkəzlənməni necə pozur
Yuvadakı kilidləyici vint aləti bir neçə yüzdə bir millimetr yerindən tərpədə bilər. Səbəbin haradan yarandığını, ölçünün nə göstərəcəyini və seriyadan əvvəl düyünü necə yoxlamağı izah edirik.
yuvadakı kilidləyici vintyuva mərkəzlənməsialət yırğalanması