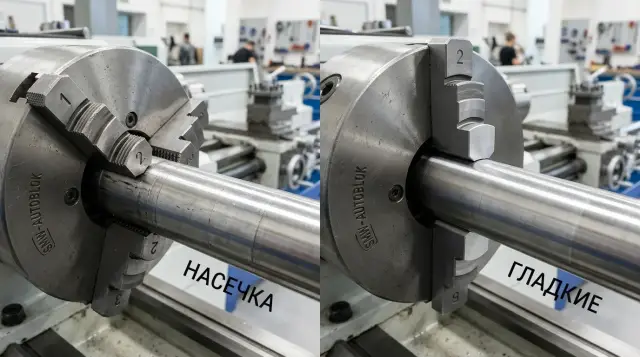
Dişli yoxsa hamar xüsusi çənələr: bazanı nə pozur
Dişli və ya hamar xüsusi çənələri müqayisə edirik — detalı saxlamasını və finiş bazasında iz qoyma riskini nəzərdən keçirərək təkrar yerləşdirmələr üçün ən uyğun variantı seçmək üçün.
Problem harada yaranır
Xüsusi çənələrin hansının daha yaxşı olduğu barədə mübahisə — dişli, yoxsa hamar — adətən ilk detaldan başlamır. Həqiqi problemlər detalı patrona təkrar yerləşdirmək lazım olanda ortaya çıxır.
İlk sıxmadan sonra baza artıq dəyişir. Təmas zonasinda mikroizlər qalır: yüngül çökəkliklər, cızıqlar, bəzən isə azacıq görünən deformasiyalar. Bunlar dərhal nəzərə çarpmaya bilər, amma növbəti yerləşdirmədə məhz onlar oturuşu dəyişir.
Əgər detalı başqa bucaqla qaytarsalar, çənələr artıq yeni nöqtələrə təzyiq edir və finiş səthində yeni izlər yaradır. Operator əvvəlki izlərin üstünə düşməyə çalışsa da, bu həmişə kömək etmir. Bir çənə əvvəlcədən dayanır, digəri isə gec. Nəticədə axıntı artır, təkrar emaldan sonra ölçü isə yüzdərlə oynamağa başlayır.
Finiş əməliyyatında bu tez görünür. Sıxmanın qoyduğu kiçik iz detalı bir tərəfdən azacıq qaldırır və ya oxu yerindən oynadır. Dəzgah proqramı dürüst şəkildə saxlayır, amma detal əyriliklə, konusla və ya sabit olmayan diametrlə çıxır. Kənardan bu, naladkanın səhvi kimi görünür, halbuki səbəb daha sadə ola bilər: baza əvvəlki sıxmada artıq zədələnib.
Risk yumşaq materiallarda daha yüksəkdir. Alüminium, latun və bəzi paslanmayan poladlar izi sərt poladdan daha tez qəbul edir. Nazik divar isə əlavə problem yaradır: çənələr təkcə iz qoymur, formaya da azacıq basır. Sıxma zonası dar olduqda təzyiq kiçik sahəyə yığılır və baza daha tez pozulur.
Sexdə buna bənzər tipik vəziyyət belə görünür: buşinq ölçüləndən sonra çıxarılır və qısa düzəltmə üçün yenidən torna patronuna qaytarılır. Birinci sıxmanın izləri demək olar ki, görünmür. Amma təkrar yerləşdirmədən sonra indikator əlavə 0,02-0,03 mm göstərir və finiş bazası artıq gözlənildiyi kimi təkrarlanmır.
Dişli və hamar səth nə ilə fərqlənir
Dişli səth detalı daha inamla tutur, çünki o, təkcə sıxmır, həm də səthdən yapışır. Bu, dəyişkən yüklənən detallarda aydın görünür. Çənələr detalın fırlanmasına və ya ox boyunca sürüşməsinə daha az imkan verir. Əgər ehtiyat böyükdürsə, çıxıntı nəzərəçarpandırsa və keçid sərtdirsə, belə sıxma adətən daha çox səhvi bağışlayır.
Hamar çənələr isə başqa cür işləyir. Onlar bazaya diş kimi girib yapışmır, təmas sahəsi və düzgün seçilmiş qüvvə hesabına saxlayır. Onlardan sonra iz adətən daha az olur, amma yalnız torna ustası sıxma qüvvəsini dəqiq tənzimləyəndə. Qüvvə az olsa — detal sürüşəcək. Çox olsa — baza əzilər və hamar səthin mənası itər.
Nəticəyə ən çox təmas sahəsi təsir edir. Əgər çənə detala dar zolaqla toxunursa, metala düşən təzyiq kəskin artır. Kənardan hər şey normal görünə bilər, amma məhz belə yerlərdə tez-tez iz, ovalıq və təkrar yerləşdirmədən sonra ölçünün yayınması yaranır. Buna görə təması zəif olan hamar çənə bəzən yaxşı dayaq verən dişlidən daha çox baza poza bilər.
Material da mənzərəni dəyişir. Poladda dişli səth çox vaxt görünən, amma dözümlü iz qoyur və eyni zamanda sabit tutur. Alüminiumda isə həmin dişlər səthi daha tez əzir və sonra finiş bazasına mane olan dərin naxış buraxır. Hamar çənələr alüminiumda adətən daha təhlükəsizdir, əgər dayaq genişdirsə və kəsmə rejimi sakitdirsə.
İki variantı ümumi şəkildə müqayisə etsək, tək qalib yoxdur. Kobud və etibarlı tutma üçün çox vaxt dişli səth üstün olur. Finiş bazası üzərində təkrar yerləşdirmə üçün isə adətən hamar səth daha yaxşıdır, əgər çənələr diametrə dəqiq yonulubsa və patronda əlavə qüvvəyə ehtiyac yoxdursa.
Nə vaxt dişli səth əsaslıdır
Dişli səth "elə-belə" yox, konkret problem üçün lazımdır: detal patronda sürüşür və ya fırlanır. Bu, fasiləli kəsmədə, ağır keçiddə və ya sürüşkən materialda baş verir. Əgər hamar çənələr yalnız sıxma qüvvəsi nəzərəçarpacaq qədər artırılanda saxlamağa başlayırsa, bu artıq pis əlamətdir.
Belə vəziyyətdə dişli səth çox vaxt detalı daha az qüvvə ilə saxlamağa kömək edir. O, səthə daha yaxşı yapışır və detal kəsmə zamanı daha az yerindən tərpənir. Bu, təmas sahəsi kiçik olanda xüsusilə faydalıdır: qısa sıxma zolağı, dar pillə, nazik halqa, az sıxma uzunluğu. Hamar səthdə belə təmas, xüsusən vibrasiya yarananda, asanlıqla qopur.
Amma dişli səth yalnız sıxma altında kobud zona və ya ayrıca texnoloji pay olduqda əsaslıdır. Əgər çənələr finiş bazasına yox, ehtiyat payına və ya sonradan emal olunacaq sahəyə söykənirsə, izlər o qədər də qorxulu deyil. Təkrar yerləşdirmədə bu çox vaxt ən sakit variantdır: sıxma daha etibarlı tutur, işçi baza isə zərər görmür.
Adətən dişli səth o zaman seçilir ki, azı iki şərt üst-üstə düşsün: detal artıq hamar çənələrdə sürüşməyə cəhd edib, sıxma kobud sahədən aparılır, təmas zonası qısa və ya dardır, sıxma qüvvəsinin artırılması isə detalı yüngül diş izindən daha çox əzir.
Sadə desək, dişli səth o yerdə qazanır ki, qopma riski iz riskindən böyükdür. Xüsusən də detal patrona bir neçə dəfə qaytarılırsa. Finiş keçidində detalın fırlanmasındansa, ehtiyatda bir iz qalması daha yaxşıdır.
Nə vaxt hamar çənələr daha yaxşıdır
Detalı çıxarıb yenidən finiş üçün yerləşdirəndə patronun qoyduğu istənilən iz tezliklə problemə çevrilir. İlk yerləşdirmədə bu, xırda məsələ kimi görünür, amma təkrar yerləşdirmədə artıq detalın dayaq nöqtəsini dəyişir və ölçünü yayındırır.
Hamar çənələr çox vaxt sadə səbəbdən üstün olur: onlar bazaya dişli səth qədər aqressiv batmır. Əgər çənənin detal diametrinə uyğun yonulmuş oyuğu və ya onun konturunu təkrarlayan forması varsa, təmas dar xətt üzrə və ya tək-tək dişlər üzərindən yox, daha böyük sahə ilə gedir. Onda detalı daha az qüvvə ilə saxlamaq və yenə də sabitliyi itirməmək mümkündür.
Bu, sonradan oturuşda iştirak edən finiş bazasında daha aydın görünür. Val, buşinq və ya nazik divarlı halqa üçün hətta dayaz iz də xoşagəlməz nəticə verir: detal bir az fərqli oturur, axıntı artır, ölçü isə hər təkrarda dəyişir. Belə halda, kəsmə artıq sakitdirsə və saxlama ehtiyatı varsa, hamar çənələr demək olar ki, həmişə daha yaxşıdır.
Hamar səth adətən detalı tez-tez patrona qaytaranda, baza artıq işlənmiş və oturuşa və ya koaksiallığa cavab verəndə, çənələr konkret diametrə uyğun yonulanda, təmas sahəsini genişləndirmək mümkün olanda və sıxma qüvvəsini sürüşmə riski olmadan azaltmaq mümkün olanda daha yaxşı nəticə verir.
Sadə nümunə: buşinq əvvəlcə bir tərəfdən emal olunur, sonra xarici diametr üzrə finiş keçidinə qaytarılır. Dişli səthlə patron etibarlı tutur, amma bazada basılma nöqtələri qalır. Təkrar yerləşdirmədən sonra detal artıq eyni cür oturmur və usta işdən daha çox yüzdə ovlayır. Diametrinə dəqiq yonulmuş hamar çənələrdə isə iz ya çox zəif olur, ya da ümumiyyətlə görünmür, çünki təzyiq daha bərabər paylanır.
İstisna da var. Əgər detal sərtdirsə, səthi kobuddursa və kəsmə ağır gedirsə, hamar çənələr zəif tuta bilər. Amma təkrar yerləşdirmə ilə finiş bazası üçün onlar adətən səthi nəzərəçarpacaq dərəcədə az korlayır.
Baza artıq zərər gördüyünü necə anlamaq olar
Baza nadir hallarda bir sıxmada korlanır. Adətən problemlər xırda-xırda yığılır və sonra detal bir anda təkrarlanmağı dayandırır. Dünən düz dayanırdı, bu gün isə eyni əməliyyatdan sonra artıq düzəliş tələb edir.
Birinci siqnalı detalı patrondan çıxaran kimi görmək olur. Finiş səthində çökəkliklər, parlaq təmas ləkələri və ya diş izinin aydın naxışı qalır. Əgər iz təkcə görünmür, həm də dırnaqla hiss olunursa, bu artıq kosmetik məsələ deyil. Sıxma səthi dəyişir və sonra detal məhz həmin yerə yenidən söykənir.
İkinci siqnal təkrar yerləşdirmədə üzə çıxır. Birinci keçiddən sonra axıntı normadadır, amma ikinci və ya üçüncü yerləşdirmədən sonra o, artır, baxmayaraq ki, sıxma rejimi və bazaya qoyulan yer eynidir. Belə vəziyyətdə problem çox vaxt nə dəzgahdadır, nə də indikatorda. Baza hər dəfə bir az fərqli iz alır və detal yeni oturur.
Daha praktik əlamətlər də var. Detal nəzarət alətinə daha pis girir. X və ya Z üzrə sıfırı demək olar ki, hər dəfə yenidən axtarmaq lazım gəlir. Birinci keçiddən sonra hər şey sabit görünürdü, amma sonra elə bil detal "bir az çatmır" və ya əyilmiş dayanır. Finiş əməliyyatı üçün bu artıq ölçünün yayınması deməkdir.
Çənə növü barədə mübahisədə məhz təkrarlanma həqiqəti göstərir. Əgər baza artıq təkrarlanmırsa, deməli, çənələr və ya sıxma sxeminin özü detala qarşı işləməyə başlayıb.
Öz detalınıza uyğun variantı necə seçmək olar
Seçimdə naladçinin vərdişinə yox, detalın özünə baxmaq daha düzgündür. Ən çox edilən səhv sadədir: detalı sonradan təmiz və dəqiq qalmalı olan səthdən tuturlar.
Əvvəlcə detalı bazaya zərər vermədən haradan tutmaq mümkün olduğunu anlamaq lazımdır. Əgər kobud zona, ehtiyat payı və ya sonrakı emal üçün sahə varsa, ona söykənmək daha yaxşıdır. Əgər sərbəst zona yoxdursa və patron demək olar ki, hazır səthi saxlayacaqsa, hamar çənələr adətən daha təhlükəsizdir.
Sonra detallın neçə dəfə patrona qayıdacağını düşünmək lazımdır. Bir yerləşdirmədə dişli səth hələ nəzərəçarpan nəticə verməyə bilər. İki, üç və daha çox qayıdışda isə xırda izlər toplanır və baza sürüşməyə başlayır. Bu, xüsusilə buşinqlərdə, halqalarda və nazikdivarlı detallarda hiss olunur.
Bundan sonra bir neçə şeyi tez yoxlamaq lazımdır: əməliyyatın verəcəyi kəsmə qüvvəsi nə qədərdir, çənələrdə real təmas sahəsi nədir, sıxılan yerdə detal nə qədər sərtdir, rejim və ya alətlə kəsmə qüvvəsini azaltmaq olarmı və sıxma uzunluğu ehtiyatı varmı.
Əgər təmas sahəsi kiçikdirsə, amma emal ağırdırsa, hamar sıxma detalı sürüşmədən saxlaya bilməz. Onda dişli səth bəzən əsaslı olur, amma daha yaxşısı sıxmanı daha az vacib səthə keçirməkdir, finiş bazasını riskə atmaq yox.
Ən etibarlı seçim yolu sadədir: hər iki çənə dəsti ilə bir sınaq sıxması etmək. Çıxardıqdan sonra axıntını ölçmək, təmas izinə baxmaq və təkrar yerləşdirmədə detallın nə qədər asan sürüşdüyünü müqayisə etmək lazımdır.
Praktikada hər şey iki itkiyə qayıdır: detalı sürüşdürmək riski və sıxma izilə bazanı korlamaq riski. Qazanır o variant ki, ümumi risk daha aşağıdır.
Çənələrin özündən daha çox nə təsir edir
Dişli və hamar səthlə bağlı mübahisə çox vaxt diqqəti yayındırır. Finiş bazasına daha çox səthin növü yox, detalın çənəyə necə toxunduğu və nə qədər təzyiq altında saxlanıldığı təsir edir.
İlk növbədə təmas sahəsinə baxılır. Əgər detal dar zolağa və ya kənara söykənirsə, normal sıxma qüvvəsində belə təzyiq artır. Onda hətta hamar çənələrlə də izlər yaranır. Təmas sahəsi genişdirsə və çənənin forması detalın profilini təkrarlayırsa, yük daha bərabər paylanır və risk xeyli azalır.
Sıxma qüvvəsində də eyni hal var. Detalı çox vaxt "ehtiyatla" sıxırlar ki, qətiliklə sürüşməsin. Əslində artıq qüvvə bazanı sadəcə əzir, xüsusən detal sonra yenidən patrona qaytarılırsa. Detala düşən real kəsmə momentinə uyğun qüvvə seçmək, səbəbsiz patrondan çəkməkdən daha yaxşıdır.
Çirkli, qalın yağlı və xırda qırıntılı təmas da çox sadə səbəblə qüsur yaradır: detal və çənə arasında bir sərt hissəcik bəs edir ki, detal əyr otursun və iz alsın. Bundan sonra günahı rahatlıqla çənələrə atırlar, halbuki səbəb sadəcə sıxma zonasındakı çirklikdir.
Xüsusi çənənin geometrisi də çox vacibdir. Əgər profil detalın xarici diametri, pilləsi və ya nazik divarı ilə üst-üstə düşmürsə, təmas təsadüfi olur. Onda tutma sabit olmur, izlər isə hər qayıdışda eyni yerdə yaranır.
Patronun özünü də unutmaq olmaz. Aşınmış istiqamətləndiricilər, boşluq, zəif sıxma təkrarı və şpindel axıntısı hətta dəqiq hazırlanmış çənələrlə də nəticəni korlayır. CNC torna dəzgahlarında bu, xüsusilə təkrar yerləşdirmələrdə aydın görünür, çünki hər dəfə eyni oturuş tələb olunur.
Çox qısa desək, ardıcıllıq belədir: əvvəlcə təmizlik, sonra təmas sahəsinin forması, ardınca sıxma qüvvəsi, yalnız bundan sonra çənə səthinin seçimi.
Sexdən nümunə
Fərq adi bir val üzərində yaxşı görünür. Bir əməliyyatdan sonra hazır boynu olan val torcan patronuna qaytarılır ki, uc hissə və qonşu sahədə yüngül finiş keçidi aparılsın. Birinci yerləşdirmədə hər şey normaldır, amma təkrar yerləşdirmədə birdən oturuş səthində nazik iz yaranır. Geometriyanı hələ saxlamaq olur, amma finiş bazası artıq finiş baza olaraq qalmır.
Əvvəlcə val dişli xüsusi çənələrdə sıxılırdı. Onlar inamla saxlayırdı: detal fırlanmırdı, operator artıq 0,1-0,2 mm-ni rahatlıqla götürürdü və kəsmə zamanı hər şey sabit görünürdü. Amma boşaldandan sonra boyunda iz qalırdı. Bəzən bu, güclə sezilirdi, bəzən isə artıq alətlə tutulurdu. Əgər detal patrona bir dəfə yox, bir neçə dəfə qaytarılırsa, belə iz problem yığmağa başlayır.
Sonra texnoloq bütün prosesi yox, sadəcə sıxma üsulunu dəyişdi. Valın diametrinə tam uyğun yonulmuş hamar çənə qoydu, detallın kəsmə zamanı yerindən tərpənmədiyi səviyyəyə qədər qüvvəni azaltdı və valın hər dəfə eyni vəziyyətdə oturması üçün dayaq əlavə etdi.
Bundan sonra tutma daha yumşaq oldu, amma faktiki olaraq zəiflədi demək olmazdı. Çənə daha geniş sahə ilə dayandı, təzyiq daha bərabər paylandı və oturuşdakı izlər demək olar ki, yox oldu. Finiş keçidində val həm də daha sakit dayandı, çünki dayaq çıxıntı fərqini aradan qaldırdı. Patrondan "ehtiyat üçün" artıq sıxmağa ehtiyac qalmadı.
Məhz belə hallarda görünür ki, tək ümumi cavab işləmir. Əgər detal kobuddursa və ehtiyat payı böyükdürsə, dişli səth çox vaxt daha çox səhvi bağışlayır. Əgər baza artıq finişdirsə və detal patrona təkrar qayıdırsa, dəqiq yonulmuş hamar çənə səthi adətən xeyli az korlayır.
Tez-tez edilən səhvlər
Ən bahalı səhv odur ki, daha möhkəm tutmanın həmişə daha yaxşı olduğu düşünülür. Əgər detal sonra yenidən patrona qaytarılırsa, dişli səth çox vaxt daha inamla saxlayır, amma finiş bazasında izi də daha tez qoyur. Finiş səthi üçün bu, pis mübadilədir.
Başqa bir tipik səhv dişli səthi sadəcə "etibarlılıq üçün" qoymaqdır, halbuki belə artıq tutma həqiqətən lazımdırmı, yoxlanılmır. Əks ifrat da tez-tez olur: hamar çənələrdə qüvvə sadəcə artırılır, halbuki təmas sahəsini böyütmək və ya çənənin formasını düzəltmək lazım idi.
Bir başqa səhv də odur ki, yaxınlıqda kobud bir zona ola-ola finiş bazasını məhz sıxma üçün seçirlər. Və çox incidir ki, partiyadan sonra yox, ilk sınaq çevrəsindən sonra detalı yoxlamırlar. Təzə detalda çənənin izi dərhal görünür: çəp işıqda, silindikdən sonra və yağ təbəqəsi olmadan. Əgər dırnaq artıq izi tuturursa, sonra yalnız pisləşəcək.
Hamar çənələrdə səhv adətən başqa cür olur. Operator görür ki, detal kifayət qədər etibarlı oturmur və sadəcə daha çox çəkir. Nəticədə iz yenə yaranır, sadəcə bu dəfə dişdən yox, kiçik sahəyə həddindən artıq təzyiqdən.
Əgər təmas zəifdirsə, kor-koranə qüvvə artırmaqdan daha yaxşısı, təmasını özünü dəyişməkdir. Bəzən sadəcə daha geniş dayaqlanmaq, çənəni detalın formasına uyğun yonmaq və ya detalın sıxmada yayınan yerinə əlavə dayaq vermək kifayətdir.
Və çox sadə, amma tez-tez dəyərləndirilməyən bir şey də var: yağ və xırda qırıntı. Çənə ilə detal arasında düşən bir qırıntı parçası bazanı dişli səthlə hamar səth arasındakı fərqdən daha çox poza bilər. Sıxmadan əvvəl təmas yerini sadəcə silmək yox, həqiqətən təmizləmək lazımdır.
Başlamazdan əvvəl sürətli yoxlama
İlk detalı başlamazdan əvvəl beş dəqiqəlik sınağa vaxt ayırmaq, sonra bazadakı izləri və axıntı artımını aramaqdansa daha yaxşıdır. Səhv adətən nəzəriyyədə yox, xırdalıqlarda olur: detalı yanlış səthdən sıxırlar, artıq qüvvə verirlər və ya təkrar yerləşdirmədən sonra nə baş verdiyinə baxmırlar.
Əvvəlcə finiş bazasına zərər vermədən tutula biləcək səthi tapın. Belə zona yoxdursa, hamar çənələr demək olar ki, həmişə daha təhlükəsizdir, amma yalnız təmas sahəsi normal olduqda. Təmas dar olanda və ya detal nazikdivarlı olanda dişli səth daha yaxşı tuta bilər, amma bunun qiyməti çox vaxt iz olur.
Seriyanı işə salmazdan əvvəl beş şeyi yoxlamaq yaxşıdır:
- çənələr sonradan finiş baza kimi işləməyəcək sahəyə söykənir;
- təmas sahəsi kifayət qədər genişdir və detal dişsiz də fırlanmaq istəmir;
- iki və ya üç təkrar yerləşdirmədən sonra iz dərinləşmir və bazada yayılmır;
- patron detalı düz saxlayır və hər yeni sıxmada axıntı artmır;
- operator qüvvə limitini bilir və "ehtiyat üçün" artıq çəkmir.
Bir qısa test çox vaxt dürüst cavab verir. Detalı sıxın, çıxarın, yenidən iki dəfə ardıcıl yerləşdirin və hər dəfə axıntını və təmas yerini yoxlayın. Əgər hamar çənələr sabit saxlayırsa və iz demək olar ki, görünmürsə, dişliyə keçməyin mənası azdır.
Sexdə bu çox sadə görünür. Finiş boynu olan val xırda düzəltmə üçün yenidən qaytarılır. Birinci yerləşdirmədə hər şey qaydasındadır, amma üçüncü dəfə dişli səth artıq halqa iz qoyur və ölçü yüzdə sürüşür. Bir az daha geniş təmas sahəsi olan hamar sıxma belə vəziyyətdə adətən daha təmiz nəticə verir.
Şübhə "daha yaxşı tutur" və "daha az korlayır" arasında qalıbsa, üç dəfə təkrar yerləşdirmədən ibarət qısa seriya edin və təkcə tutmanı yox, izi də izləyin. Finiş bazası üçün bu, istənilən fərziyyədən daha dürüstdür.
Sonra nə etməli
Əgər baza artıq iz alırsa, dərhal dişli çənəni hamarına dəyişib problemin öz-özünə yox olacağını gözləmək lazım deyil. Əvvəlcə təmas sxeminə baxmaq daha düzgündür: çənə haradan basır, dayaq sahəsi nə qədərdir, detalın çıxıntısı nə qədərdir və sıxma qüvvəsi həddən artıq deyilmi. Sıxma sxemi düzgün olanda çənə səthini seçmək də xeyli asanlaşır.
Sınaq sıxmalarını ilk partiyadakı qüsurdan sonra yox, hələ texnologiya mərhələsində planlamaq daha yaxşıdır. İşə düşəcək eyni qüvvə ilə real detal üzərində bir neçə test edin. Sonra detalı çıxarın, yenidən qoyun və təkrar yerləşdirmədən sonra bazanın necə davrandığını yoxlayın.
Adətən sadə ardıcıllıq kifayətdir: çənə təmas zonasını işarələmək, birinci və ikinci yerləşdirmədən sonra axıntını ölçmək, detal çıxarılandan sonra bazadakı izi müqayisə etmək və eyni sıxma qüvvəsində izin artıb-artmadığını yoxlamaq.
Bu yanaşma tez göstərir ki, sizin detal üçün nə daha vacibdir: maksimum tutma, yoxsa əlavə izsiz təmiz baza. Bəzən hamar çənələr dərhal qalib gəlir. Bəzən isə detal sürüşməyə başlayır və o zaman problem hamar səthdə deyil, təmas sahəsinin çox kiçik olmasında və ya xüsusi çənənin uğursuz formasındadır.
Əgər görünürsə ki, baza zərər görür, əvvəlcə çənənin profilini, detala uyğun yonulmasını və ya sıxma yerini dəyişməyə çalışın. Sadəcə dişli səthi hamar səthlə əvəz etmək həmişə məsələni həll etmir.
Əgər problem artıq təkcə çənələrdə yox, avadanlığın öz təkrarlanmasındadırsa, onda bütün emal sxemini daha geniş təhlil etmək lazımdır. EAST CNC mütəxəssisləri CNC torna dəzgahlarının seçimi, işə salınması və servis xidməti ilə kömək edir. Sex üçün bu, ayrı bir simptomu yox, qeyri-sabit emalın səbəbini aradan qaldırmaq lazım olanda faydalıdır.
FAQ
Təkrar yerləşdirmə üçün hansısı yaxşıdır: dişli, yoxsa hamar çənələr?
Əgər detal tez-tez finiş üçün yenidən patronda yerləşdirilirsə, adətən diametrə dəqiq yonulmuş hamar çənələr daha yaxşı nəticə verir. Onlar bazanı daha az əzir və detalı daha bərabər saxlayır. Dişli səth isə detalın sürüşdüyü və ya fırlandığı hallarda faydalıdır. Əgər sıxma finiş səthindən aparılırsa, dişli çənə çox vaxt izi daha tez buraxır.
Dişli səth nə vaxt həqiqətən əsaslıdır?
Dişli çənə o vaxt seçilir ki, hamar sıxma artıq detali saxlamır. Bu, ağır kəsmədə, fasiləli emalda, qısa sıxma zonasinda və ya dayaq uzunluğu az olanda baş verir. Ən yaxşı nəticə dişli səth kobud zonaya və ya ehtiyat payına dayandıqda alınır. Onda detalı saxlayır, işçi baza isə zərər görmür.
Niyə təkrar sıxmadan sonra axıntı artır?
Birinci sıxmadan sonra bazada mikroizlər qalır. Növbəti yerləşdirmədə detal artıq əvvəlki kimi oturmur və çənələr yeni nöqtələrdən təzyiq edir. Hətta kiçik bir çökəklik belə dayaq səthini dəyişir. Buna görə ox yerini dəyişir və indikator artıq bir neçə yüzdə göstərir.
Hansı materiallar və detallar daha çox zərər görür?
İzlər ən tez yumşaq materiallarda görünür. Alüminium, latun və bəzi paslanmayan poladlar sərt poladdan daha tez iz qəbul edir. Nazikdivarlı detallar daha da həssasdır. Çənələr təkcə iz qoymur, forması da azacıq əzilir.
Hamar çənə bazanı dişlidən daha çox poza bilər?
Bəli, bilər. Əgər çənə detalı dar zolaqla və ya kənarla tuturса, diş olmasa belə təzyiq artır. Belə halda hamar çənə də dişli qədər rahatlıqla çökəklik qoya bilər. Problem çox vaxt səthin özündə yox, zəif təmas sahəsində və həddindən artıq sıxmada olur.
Baza artıq zədələndiyini necə anlamaq olar?
Səthi detalı çıxardıqdan dərhal sonra yoxlayın. Əgər çökəklik, parlaq təmas ləkəsi və ya diş izi görünürsə, baza artıq dəyişir. Sonra təkrarlanmanı yoxlayın. İkinci və üçüncü yerləşdirmədən sonra axıntı artır, sıfırı yenidən axtarmaq lazım gəlirsə, sıxma artıq dayağı pozur.
Seriya işə başlamazdan əvvəl nəyi yoxlamaq lazımdır?
Əvvəlcə detalı hansı sahədən zərər vermədən tutmaq mümkün olduğunu müəyyən edin. Sonra təmas zonasının nə qədər geniş olduğunu və sıxma qüvvəsinin həddən artıq olub-olmadığını yoxlayın. Bundan sonra ard-arda iki və ya üç dəfə yenidən yerləşdirib hər dəfə axıntını ölçün. Bu test sistemin detalı əlavə izsiz saxlayıb-saxlamadığını tez göstərir.
Hamar çənələrdə sıxma qüvvəsini sadəcə artırmaq olar?
Adətən yox. Sadəcə daha güclü çəkməklə siz sürüşməni aradan qaldırmırsınız, sadəcə bazanı əzirsiniz. Əvvəlcə təmas sahəsini genişləndirin, çənəni detala uyğun yonun və ya sıxmanı daha az vacib səthə keçirin. Qüvvəni yalnız bundan sonra artırmaq olar.
Finiş bazasındakı izləri necə azaltmaq olar?
Ən sadə yerdən başlayın: çənələri və detalı təmizləyin, təmas zonasından qırıntı və qalın yağı çıxarın. Sonra çənənin dar zolağa yox, daha geniş sahəyə dayandığını yoxlayın. Əgər detal patronda yenidən yerləşdirilirsə, hamar çənəni onun diametrinə uyğun yonmaq və qüvvəni məntiqli səviyyəyə salmaq daha yaxşıdır. Çox vaxt izin demək olar ki, yox olması üçün bu kifayət edir.
Yenidən yerləşdirmədən sonra ölçü yenə yayınırsa, nə etməli?
Əvvəlcə xırda səbəbləri istisna edin: patrondakı çirk, detalın əyr oturması, artıq sıxma və çənənin uyğunsuz forması. Sonra patronu və şpindeli də yoxlayın: boşluq və zəif təkrarlanma da sürüşmə yaradır. Əgər sıxma sxemini düzəltdikdən sonra problem qalırsa, bütün prosesi bütöv şəkildə təhlil edin. Çox vaxt səbəb tək bir çənə yox, sıxma, detal çıxıntısı və avadanlığın vəziyyətinin birgə təsiridir.