East CNC Kazakhstan bloqu
CNC dəzgahlar, metal emalı və istehsalın modernləşdirilməsi haqqında məqalələr.
Son məqalələr

25 avq 2025·8 dəq
Mengənədə tez dəyişən baza: nə vaxt saatlara qənaət edir
Mengənədə tez dəyişən baza qısa partiyalarda və tez-tez detal dəyişən işlərdə kömək edir: əl ilə yenidən qurma azalır, hazırlıq asanlaşır və dövr daha sabit olur.
mengənədə tez dəyişən bazamengənə üçün hazır komplektlərqısa detal partiyaları

24 avq 2025·6 dəq
MDB-də daşınma üçün emal olunmuş hissələrin qablaşdırılması
MDB-də daşınma üçün emal olunmuş hissələrin qablaşdırılması — uzun yol, bir neçə köçürmə və soyuqda səthi, ölçüləri və kənarları necə qorumaq
emal olunmuş hissələrin qablaşdırılmasıhissələrin MDB üzrə daşınmasıhissələrin səthinin qorunması

23 avq 2025·8 dəq
Yeni maşına postprosesor: ilk hissədən əvvəl yoxlamalar
Yeni maşın üçün postprosesoru ilk hissədən əvvəl yoxlamaq lazımdır: oxlar, korreksiyalar, sikllər, təhlükəsiz hündürlüklər, sıfır və proqramın quru proqu.
postprosesor yeni maşın üçünÇPN oxların yoxlanmasıalət korreksiyaları

22 avq 2025·8 dəq
Kiçik seriyalar üçün torna maşını: hansı opsiyalar çeviklik verir
Kiçik seriyalar üçün torna maşını sürətli sazlama, osnastka və praktik funksiyalar əsasında seçilməlidir. Hansı opsiyalar faydalıdır, hansına görə çox ödəyirlər — aydın və praktik tövsiyələr.
kiçik seriyalar üçün torna maşınıkiçik seriyalar üçün CNC maşınmaşının tez sazlanması

21 avq 2025·8 dəq
İlk hissə toleransda, seriya yox: səbəbi necə tapmaq
İlk hissə toleransda, seriya yox? Zaxlama, alət, temperatur, proqram və sazlamanın ardıcıllığını necə yoxlamağı praktiki şəkildə izah edirik — artıq nəzəriyyə olmadan.
ilk hissə toleransda seriya yoxseriyada ölçü sapmasıtorna maşınında hissənin zaxlaması

21 avq 2025·8 dəq
Üfüqi emal mərkəzi yoxsa şaquli?
Üfüqi emal mərkəzinin nə vaxt şaqulidən daha sərfəli olduğunu izah edirik: detal növlərinə, quraşdırmalara, maşının yüklənməsinə və istehsal ritminə görə.
ufuqi emal mərkəzişaquli emal mərkəziquraşdırma sayı

20 avq 2025·8 dəq
Mengənədə hündürlük üzrə konuslaşma: altlıqlar və paralellər üzrə səhvlər
Mengənədə hündürlük üzrə konuslaşma çox vaxt frezədən yox, kirdən, fərqli paralellərdən və sıxma maililiyindən yaranır. Aşağıda birinci detaldan əvvəl yoxlama siyahısı var.
tıstaqda hündürlük üzrə konuslaşmatıstaq paralelləridetal altlıqları

15 avq 2025·7 dəq
Dəzgah xarab olanda marşrutu pozmayan ehtiyat ssenari
Dəzgahın sıradan çıxması zamanı ehtiyat ssenari detalı tez bir zamanda başqa marşruta köçürməyə kömək edir: proqramlarda, osnastikada və ölçmədə nələri əvvəlcədən hazırlamaq lazımdır.
dəzgah xarab olanda ehtiyat ssenaridetal marşrutuehtiyat CNC proqramları

13 avq 2025·8 dəq
Seriyada ölçü trendi: bərbad məhsula çatmadan sapmanı necə tutmaq olar
Seriyada ölçü trendi bərbad məhsuldan əvvəl sapmanı görməyə kömək edir. Qısa ölçü xəritəsi, yoxlama tezliyi və dayanma anını göstərəcəyik.
Seriyada ölçü trendidetal ölçü xəritəsiprosesi nə vaxt dayandırmaq lazımdır

13 avq 2025·6 dəq
Fasonlu rezets yoxsa bir neçə keçid: seriyada nə daha sabitdir
Fasonlu rezets yoxsa bir neçə keçid: burada hazırlıq qiymətinin harada aşağı olduğunu, alətin daha uzun yaşadığını və seriyada profilin yayınma riskinin nə vaxt azaldığını izah edirik.
fasonlu rezets yoxsa bir neçə keçidseriyada alətin davamlılığıdetalda profilin yayınması

13 avq 2025·6 dəq
İstiliyədavamlı ərintilərin kiçik alətlə frezlənməsi
İstiliyədavamlı ərintilərin kiçik alətlə frezlənməsi çıxıntının, tutacağın, diş addımının və verişin dəqiq seçilməsini tələb edir, xüsusən dar yivlər emal edilərkən.
İstiliyədavamlı ərintilərin frezlənməsifrezənin artıq çıxıntısıdar yivlərin emalı

13 avq 2025·8 dəq
Rejim dəyişikləri jurnalı: növbələr arasında düzəlişləri necə itirməmək
Rejim dəyişikləri jurnalı operator düzəlişlərini qeyd etməyə, onları növbələr arasında ötürməyə və maşın parametrlərində qarışıqlığı azaltmağa kömək edir.
rejim dəyişikləri jurnalıCNC rejimlərinin dəyişməsioperator düzəlişlərinin uçotu

10 avq 2025·8 dəq
İstirahətdən sonra dəzgahın təkrarlanabilirliyi: Bazar ertəsi nə yoxlamaq lazımıdır
İstirahətdən sonra dəzgahın təkrarlanabilirliyi çox vaxt soyuq hissə, qalın yağlama, hidravlik təzyiqin düşməsi və havadakı rütubət səbəbindən pozulur.
istirahətdən sonra dəzgahın təkrarlanabilirliyiCNC dəzgahın qızdırılmasıdəzgahın yağlanması və hidravlikası

09 avq 2025·7 dəq
Partiya həcmi mexanik emalda: fayda harada bitir
Partiya həcmi mexanik emalda detalın qiymətinə, maşının yüklənməsinə və çatdırılma müddətlərinə təsir edir. Naladə, ehtiyat və təcili sifarişlərin balansını necə hesablamaq lazım olduğunu göstəririk.
partiya həcmi mexanik emalmaşın naladəsihazır detalların anbarı

06 avq 2025·8 dəq
Alətin balanslaşdırılması: niyə təmiz səthin keyfiyyəti pisləşir
Alətin balanslaşdırılması yüksək sürətlərdə, hətta işlək şpindel olsa belə təmiz səthin niyə pisləşdiyini anlamağa kömək edir.
alətin balanslaşdırılmasıtutacağın oynanmasıson səth

04 avq 2025·7 dəq
Ölçü tolerans daxilindədir, amma düyün yığılmır: səbəbi axtaraq
Ölçü tolerans daxilində olsa da, düyün yığılmır? Konusluq, qabarıqlıq və yanlış ölçmə bazasının yığımı necə çətinləşdirdiyini izah edirik.
tolerans daxilində ölçü, amma düyün yığılmırdetalın konusluğudetalın qabarıqlığı

02 avq 2025·8 dəq
Yeni seriyanın ilkin sınaq hissələrinin sayını azaltmaq
Yeni seriyanın başlanğıcında alətin hazırlanması və ölçmələrin stanokdan kənara keçirilməsi, sınaq yarımfabriklərinin sayını azaltmağı asanlaşdırır.
yeni seriyanın ilkin sınaq hissələrinin sayını azaltmaqalətin stanokdan kənar hazırlanmasıölçmələrin stanokdan kənar aparılması

01 avq 2025·8 dəq
Şaquli torna maşını yoxsa üfüqi: seçim
Şaquli torna maşını hər zaman seçilmir. Kütlə, yükləmə və talaşın axını nəzərə alaraq hansı hallarda şaquli sxemin üfüqidən üstün olduğunu izah edirik.
şaquli torna maşınıüfüqi torna maşınımaşın kompozisiyasının seçimi

31 iyl 2025·7 dəq
Emulsiyada yağ: mənbəyi bir növbədə necə tapmaq
Emulsiyadakı yağ adətən hidrosistem, bələdçi yağlaması və ya boşalmanın problemlərindən gəlir. Bir növbə ərzində yoxlama mənbəyi tapmağa və aləti qorumağa kömək edir.
emulsiyada yağmaşının hidrosisteminin yoxlanmasıbələdçi yağlanması

31 iyl 2025·6 dəq
CNC operatorunun təlimi: ilk səkkiz həftəyə plan
CNC operatorunun ilk səkkiz həftəsi üçün təlim: sazlanma, detalın ölçülməsi, korreksiyalar və tipik qəzalara reaksiyalar necə təşkil edilməlidir.
CNC operatorunun təlimiCNC təlim planıstanok sazlanması CNC

30 iyl 2025·8 dəq
Tokar emalda talaşın idarəsi — dayanmalarsız seriya üçün
Tokar emalında talaşın idarəsi seriyada dayanma vaxtlarını azaldır. Məqalədə plastina, veriş, kəsmə dərinliyi və SKM təzyiqinin rolu izah olunur.
talaş nəzarəti токар emalıtokar plastina seçimiveriş при точении

29 iyl 2025·8 dəq
CAM-də qalan material: təhlükəli zonaları necə qaçırmamaq
CAM-də qalan material tez-tez ilkin emaldan sonra gizlənir. Harada qalır, onu son emaldan əvvəl necə tapmaq və frezaya zərbədən necə qaçınmaq barədə praktik məsləhətlər.
CAM-də qalan materialilk keçidson emal

29 iyl 2025·6 dəq
Əməliyyatlar arasındakı yarımfabrikatlar: necə hesablamaq və azaltmaq
Əməliyyatlar arasındakı yarımfabrikatlar tez-tez nəzərə çarpmadan artır: asılmış hissələri necə hesablamaq, itkiləri necə aşkar etmək və müddətləri pozmadan ehtiyatı necə azaltmaq.
əməliyyatlar arasındakı yarımfabrikatasılmış hissələrtamamlanmamış istehsal

29 iyl 2025·8 dəq
İkinci CNC operatorunun detal ailəsində öyrədilməsi
İkinci CNC operatorunun detal ailəsində öyrədilməsi: bazalama, korreksiyalar və ölçü nəzarətini bir programa bağlamadan necə ötürmək olar.
ikinci CNC operatorunun təlimidetal ailəsidetalın bazalanması

27 iyl 2025·6 dəq
Çizimdə səth kobudluğu: Ra harada lazımdır, harada lazım deyil
Çertyojdə səth kobudluğu detalın qiymətinə və emal marşrutuna təsir edir. Harada Ra qoymaq, sexlə necə razılaşmaq və artıq əməliyyatları necə aradan qaldırmaq lazım olduğunu göstərəcəyik.
çizimdə səth kobudluğuRa göstəricisisəth kobudluğu

23 iyl 2025·8 dəq
Çoxalətli əməliyyatlar üçün torna mərkəzində toqquşmasız iş
Çoxalətli əməliyyatlar üçün torna mərkəzində dəqiq trayektoriya yoxlaması, sazlama və hərəkət ardıcıllığı toqquşma riskini aradan qaldırmağa kömək edir.
torna mərkəzində çoxalətli əməliyyatlarCNC trayektoriya yoxlamasıtorna mərkəzinin sazlanması

23 iyl 2025·8 dəq
Avtomatik xətt yoxsa iki maşın: nə vaxt hansı sərfəlidir
Avtomatik xətt yoxsa iki maşın: takt, yenidən sazlanma, operator yüklənməsi və seriyalı sifarişlərdə dayanma riskini necə müqayisə etmək lazım olduğunu izah edirik.
avtomatik xətt yoxsa iki maşıntakt istehsalımaşınların yenidən sazlanması

21 iyl 2025·8 dəq
C oxunun moment ehtiyatı: niyə polad fərqli kəsilir
C oxunun moment ehtiyatı iki tokar mərkəzinin pasportda eyni C oxu olsa da, polad frezələməsində niyə fərqli davrandığını anlamağa kömək edir.
C oxunun moment ehtiyatıtokar mərkəzində polad frezələməsiC oxu və приводной alət

20 iyl 2025·8 dəq
C oxu və Y oxu tokar mərkəzində: nə vaxt özünü doğruldur
C oxu və Y oxu tokar mərkəzində: hansı əməliyyatlar frezeləmədən tokarda keçə bilər, vaxtı və yenidən quraşdırmanı necə hesablamaq, və opsiyaların sizin nomenklaturaya görə nə vaxt özünü doğrultması.
C oxu və Y oxu tokar mərkəzitokar mərkəzi tahrikli alətləY oxunun geri dönüşü

20 iyl 2025·8 dəq
Tokar mərkəzində hissə tutucusu: nə vaxt lazım olur
Tokar mərkəzində hissə tutucusunun çiziklərə, dövrə vaxtına və detalın qəbuluna necə təsir etdiyini izah edirik və nə vaxt tutucusuz işləməyin daha məntiqli olduğunu göstəririk.
tokar-mərkəzində hissə tutucusudetalın səthinin zədələnməsitokar-mərkəzinin dövrə vaxtı

20 iyl 2025·8 dəq
Stanok almadan əvvəl seriyalı avtodetallar üçün takt hesablaması
Stanok almadan əvvəl taktın necə hesablandığını göstərin: formul, şablon və yükləmə, ölçmə, alət dəyişməsi və əməliyyatlararası ehtiyat nəzərə alınaraq.
stanok-almadan-takt-hesablamaCNC torna tezgahı-avtokomponentlər-ucunemal-sikli-vaxtı
19 iyl 2025·8 dəq
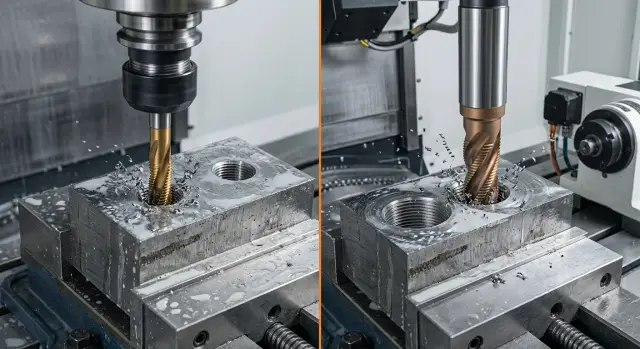
CNC-də metçiklə yoxsa freza ilə diş açmaq: necə seçmək
Metçiklə yoxsa freza ilə diş açmaq: qırılma riski, dövr vaxtı və diş keyfiyyətini kiçik partiyalar və seriyalar üçün CNC-də müqayisə edin.
metçik yoxsa frezaCNC-də diş açmadiş frezalama

18 iyl 2025·8 dəq
İsitməsiz sexdə dəzgahın korroziyası: riski necə azaltmaq
İsitməsiz sexdə dəzgah korroziyası tez-tez kondensat və dayanma zamanı başlayır. Qışda saxlama, konservasiya və iş rejimini necə təşkil etməyi izah edirik.
isitməsiz sexdə dəzgah korroziyasıdəzgahın qışa konservasiyasısexdə alətlərin saxlanması

18 iyl 2025·7 dəq
İndeksləşdirmədən sonra revolverdə taqqıltı: sökmədən yoxlama
İndeksləşdirmədən sonra revolverdəki taqqıltı həmişə ciddi nasazlıq demək deyil. Bərkidici, sensorlar, alət boşluğu və qəza jurnalını addım-addım araşdırırıq.
indeksləşdirmədən sonra revolverdə taqqıltırevolver başlığının yoxlanmasıCNC dəzgahında alət boşluğu

17 iyl 2025·6 dəq
Yaddaş batareyaları və enkoderlər: risksiz nə vaxt dəyişdirmək
Yaddaş batareyaları və enkoderlər gözə çarpmadan sıradan çıxa bilər. Dəyişmə vaxtları, risk əlamətləri və sexi dayanmalardan qoruyan sadə cədvəl haqqında.
yaddaş batareyaları və enkoderlərCNC batareyasının dəyişdirilməsimaşının qəfil dayanması

16 iyl 2025·7 dəq
İstehsal şirkəti üçün dəzgah lizinqi: nəyi hesablamaq lazımdır
İstehsal şirkəti üçün dəzgah lizinqi təkcə ödənişə görə hesablanmır. Avans, servis, alət, vergilər, dayanma və yekun məbləği izah edirik.
istehsal şirkəti üçün dəzgah lizinqidəzgah lizinqinin hesablanmasıCNC dəzgahının tam dəyəri

15 iyl 2025·8 dəq
Çertyoj reviziyasının dəyişməsi: ilk partiyanı necə qarışdırmamaq olar
Çertyoj reviziyasının dəyişməsi sadə qayda tələb edir: proqramları, osnastkanı və nəzarət kartını necə işarələmək lazımdır ki, köhnə və yeni partiya qarışmasın.
çertyoj reviziyasının dəyişməsiCNC proqramlarının işarələnməsiosnastkanın işarələnməsi

14 iyl 2025·8 dəq
Maşın üçün ayrı enerji xətti: nə vaxt lazımdır?
Maşına ayrı enerji xəttinin lazım olub-olmamasını necə anlamaq: start cərəyanlarına, qonşu yüklərə və elektronika nasazlıqlarına nə diqqət etməli.
maşın üçün ayrı enerji xəttimaşının start cərəyanlarıelektronika üçün müdaxilələr

12 iyl 2025·8 dəq
Seriya hissələr üçün ayrı fixtur: nə vaxt özünü ödəyir?
Hərtərəfli baxış: nə zaman ayrı fixtur seriya hissələr üçün quraşdırma vaxtını, ölçü sabitliyini və partiya üzrə qənaəti gətirir.
ayrı fixtur seriya hissələr üçünavtokomponentlər üçün fixturstandart fixtur

12 iyl 2025·7 dəq
Dəzgah toqquşması: yeni işə salmadan əvvəl onu necə yoxlamaq olar
Dəzgahın toqquşması sakit və ardıcıl yoxlama tələb edir: həndəsə, alət, şpindel, oxlar və sınaq işə salma. İkinci zərbədən qaçmaq üçün addım-addım qayda.
dəzgah toqquşmasıdəzgahın həndəsəsinin yoxlanmasıCNC alət yoxlanışı

12 iyl 2025·8 dəq
5 oxlu korpus hissəsinin texnoloji uyğunluğu: lazımsız fırlanmalar olmadan
5 oxlu korpus hissəsinin texnoloji uyğunluğu radiuslardan, bazalardan və alətin girişindən asılıdır. Hansı əlavə qurğuları və osnastkanı aradan qaldırmaq mümkün olduğunu müzakirə edirik.
5-oxlu korpus hissəsinin texnoloji uyğunluğu5 oxlu emalalətə giriş

11 iyl 2025·6 dəq
Maşında SPC: statistik nəzarət əlavə yoxlamalar olmadan necə kömək edir
Maşında SPC vacib ölçülərdə sürüşməni əvvəl aşkarlamağa, əlavə yoxlamaları azaltmağa və istehsalı ləngətməməyə kömək edir. Həmin vəziyyətlərin necə olduğunu izah edirik.
SPC maşındaCNC ölçü nəzarətiproses sürüşməsi

09 iyl 2025·6 dəq
Polad plitələrin plazmadan sonra lüzumsuz çıxarım olmadan frezələnməsi
Plazmadan sonra polad plitələrin frezələnməsi üçün dəqiq baza, yumşaq bərkitmə və termik əyilməni nəzərə alan marşrut lazımdır.
plazmadan sonra polad plitələrin frezerlənməsiplitənin termik əyilməsiplazmadan sonra bazanın düzləşdirilməsi

08 iyl 2025·6 dəq
Alüminium emalında kəsici kənarda yapışma
Alüminium emalında kəsici kənarda yapışma çox vaxt plitə geometriyasına, rejimə və СОЖ-ə bağlıdır. Burada israf etmədən praktik tövsiyələri göstərəcəyik.
kəsici kənarda yapışmaalüminium emalıalüminium üçün plitə geometriyası
08 iyl 2025·8 dəq
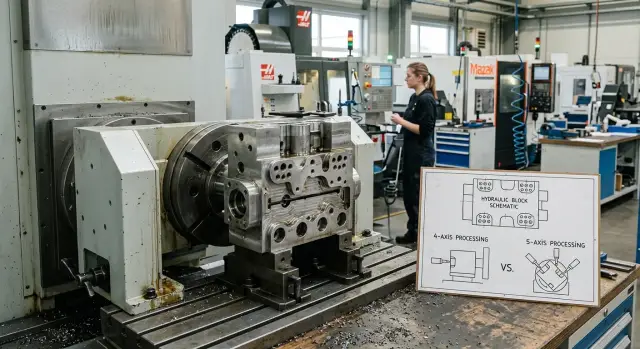
Hidroblok korpusu üçün 4 yoxsa 5 ox: necə seçmək olar
Hidroblok korpusu üçün 4 və ya 5 oxun nə vaxt düzgün nəticə verdiyini izah edirik: deşik qrupları, altkəsiklər, quraşdırma, qüsur riski və əlavə xərc.
hidroblok korpusu üçün 4 yoxsa 5 oxhidroblok korpuslarının emalı5-oxlu emal

07 iyl 2025·8 dəq
Tez dəyişilən alət sistemləri: harada özünü doğruldur
Tez dəyişilən alət sistemləri sazlama vaxtının növbəni udduğu yerlərdə istehsalı artırır. Seriyalar, sazlama müddəti və yatırımın geri dönüş nöqtəsini izah edirik.
tez dəyişilən alət sistemlərisazlama vaxtının azalmasıalət tutucularının geri dönüşü

07 iyl 2025·8 dəq
Gəmi avadanlığı üçün korpus hissələri: bazalar, oturmalar, nəzarət
Gəmi avadanlığı üçün korpus hissələri litə bazası, kəsim ehtiyatı və mərhələli səth və oturma nəzarəti tələb edir.
korpus hissələri gəmi avadanlığı üçündöküm bazalarıböyük səthlərin emalı

06 iyl 2025·8 dəq
Nomenklaturanın dəyişməsi zamanı sexin həftəlik yüklənməsinin qiymətləndirilməsi
Sexin yüklənməsinin sadə sxemlə qiymətləndirilməsi: istifadə edilə bilən saatları necə hesablamaq, yenidən sazlamaları nəzərə almaq və təcili sifarişlər üçün ehtiyat saxlamaq.
sexin yüklənməsinin qiymətləndirilməsiistehsalın istifadə edilə bilən saatlarıyenidən sazlamaların nəzərə alınması

06 iyl 2025·8 dəq
Şpindel üçün kəmərli yoxsa birbaşa ötürücü: sex üçün nə seçmək
Kəmərli və ya birbaşa şpindel ötürücüsü — burulma momenti, dövrlər, səs, servis və sahiblənmə xərclərini müqayisə edərək hissələrinizə və yükləmə rejiminizə uyğun variantı seçək.
kəmərli və ya birbaşa şpindel ötürücüşpindelin burulma momentişpindel dövrləri

06 iyl 2025·6 dəq
Metal emalı əməliyyatlarının autsorsinqi: nəyi özündə saxlamaq lazımdır
Metal emalı əməliyyatlarının autsorsinqini müddət, qüsur və yüklənməyə görə hesablamaq lazımdır. Termiki emal, daşlama, diş kəsmə və nəzarəti müqayisə edək.
metal emalı əməliyyatlarının autsorsinqipodratçıda və ya sexdə termiki emalsexdə daşlama

03 iyl 2025·8 dəq
Alət hazırlığı postu: sexə nə vaxt artıq lazımdır
Alət hazırlığı postunu vərdişə görə yox, rəqəmlərə görə açmaq lazımdır. Yüklənmə, dayanma vaxtları və sazlama səhvlərinə əsaslanan əlamətləri izah edirik.
alət hazırlığı postuCNC maşınlarının sazlanmasısexdə dayanma vaxtları

29 iyn 2025·8 dəq
İncə talaş üçün SOJ filtrasiya: sistemi necə seçmək
SOJ üçün ən yaxşı filtrasiya necə seçmək: hansı tor və incə təmizləmə, aşındırıcı çıxışı və sxem nasosu qoruyub SOJ-i uzun müddət saxlamağa necə kömək edir.
SOJ üçün filtrasiya incə talaşSOJ-dən aşındırıcıların təmizlənməsiCNC maşın üçün filtr seçimi

29 iyn 2025·8 dəq
Osnastika, yoxsa yeni dəzgah: kontrakt sexi nə ləngidir
Osnastika, yoxsa yeni dəzgah: dar boğazın əlamətlərini, sadə itki hesablamasını və növbəti mərkəzi almadan əvvəl yoxlama qaydasını araşdıraq.
osnastka, yoxsa yeni dəzgahÇPÜ üçün qurğularistehsalda dar boğaz

28 iyn 2025·8 dəq
Lüzumsuz alət dəyişmədən deşik paketinin qazılma ardıcıllığı
Deşik paketinin qazılma ardıcıllığı bazaya, dəyişmə sayına və qüsur riskinə təsir edir. Gəlin, aləti və keçidləri necə düzgün bölmək lazım olduğunu araşdıraq.
deşiklər paketinin qazılma ardıcıllığıdeşmə ardıcıllığıCNC-də alət dəyişimi

28 iyn 2025·8 dəq
Özünü mərkəzləşdirən sıxac, yoxsa detal üçün fərdi sazlama
Qarışıq nomenklatura üçün özünü mərkəzləşdirən sıxacla detal üzrə sazlamanı müqayisə edirik: harada vaxta qənaət edirsiniz, harada isə dəqiqliyi və sazlama saatlarını itirirsiniz.
özünü mərkəzləşdirən sıxacfərdi sıxac sazlamasıqarışıq nomenklatura

26 iyn 2025·6 dəq
Maşın üçün hava: təzyiqdən başqa nə yoxlanmalıdır
Təzyiqin, çiylik nöqtəsinin və hava təmizliyinin bağlama, üfürmə və avtomatika üzərinə necə təsir etdiyini və maşına gələn havada problem olduqda nəyi yoxlamaq lazım olduğunu izah edirik.
maşın üçün havasıxılmış havanın çiylik nöqtəsiCNC üçün hava təmizliyi

22 iyn 2025·8 dəq
VDI və ya BMT revolveri: real qurğuda nə dəyişir
VDI və BMT revolverini sərtlik, tənzimləmə vaxtı və detalların yonma, qazma və rastochka üçün tutucu seçimi baxımından müqayisə edirik. Sexdə gündəlik işdə nə dəyişdiyini sadə dillə izah edirik.
VDI və ya BMT revolverirevolverin sərtliyiCNC torna dəzgahının tənzimlənməsi

21 iyn 2025·8 dəq
Şpindel gücü: pik göstərici və real iş
Kataloqdakı şpindel gücü çox vaxt piklə verilir, amma kəsmə üçün daha vacib olan uzunmüddətli iş qabiliyyətidir. Seçim səhvlərini və yoxlama üsulunu izah edirik.
şpindel gücüpik və nominal gücÇPÜ maşın seçimi

21 iyn 2025·7 dəq
Geometriya tolerans xəritəsi: sex işə salmada harada səhv edir
Geometriya tolerans xəritəsi işə salmada tez-tez ilk addımda özünü göstərir. Bazaları, mövqeyi, salınmanı və oxunu oxumaqda edilən səhvləri təhlil edirik; bunlar qüsura və əlavə nəzarətə gətirir.
geometriya tolerans xəritəsigeometrik toleranslardetalın bazalanması

20 iyn 2025·8 dəq
Əl ilə CNC proqramlaşdırma: nə zaman CAM-dan daha sürətlidir
Əl ilə CNC proqramlaşdırma sadə hissənin ilkin işə düşməsini sürətləndirir: G-kodun CAM-dan daha sürətli olduğu yerləri, hansı əməliyyatların əl ilə yazılmalı olduğunu və işə başlamazdan əvvəl nə yoxlamaq lazım olduğunu izah edəcəyik.
əl ilə CNC proqramlaşdırmaG-kod CAM olmadanyeni detalın işə düşməsi

19 iyn 2025·7 dəq
Emal mərkəzinin quraşdırılmasına hazırlıq
Emal mərkəzinin quraşdırılmasına hazırlıq: yer, enerji, talaşların çıxarılması, alətlərin saxlanması və daşınma marşrutlarını necə yoxlamaq.
emal mərkəzinin quraşdırılmasına hazırlıqCNC maşınına enerji xəttisexdə talaşların çıxarılması

19 iyn 2025·8 dəq
Paslanmayan polad və titan hissələrdə qüsurları necə azaltmaq
Paslanmayan polad və titan hissələrdə qüsurları necə azaltmağı izah edirik: düzgün kəsmə rejimləri seçmək, aləti vaxtında dəyişmək və prosesi təmiz saxlamaq.
paslanmayan və titan hissələrdə qüsuru azaltmaqpaslanmayan üçün kəsmə rejimlərititanın CNC emalı

19 iyn 2025·7 dəq
Emaldan sonra hissələrin markalanması: lazer, zərbə yoxsa etiket?
Emaldan sonra hissələrin markalanması uçot, oxunaqlılıq və qəbulata təsir edir. Lazer, zərbə və etiket metodlarını davamlılıq, qiymət və sexin tələbləri üzrə müqayisə edirik.
emaldan sonra hissələrin markalanmasılazerlə markalanmametalın zərbə ilə markalanması

17 iyn 2025·8 dəq
Alüminiumun torna emalı zamanı çipin dolanması: necə aradan qaldırmaq olar
Alüminiumun torna emalı zamanı çipin dolanması bazanı korlayır, səthdə izlər qoyur və dövrü uzadır. Səbəbləri, rejimləri, geometriyanı və sürətli yoxlamaları izah edirik.
alüminiumun tornada emalı zamanı çipin dolanmasıyumşaq alüminium ərintilərinin tornada emalıpatronda çip yığılması

16 iyn 2025·8 dəq
Dəzgahın quraşdırılması: poddon, ankerlər, yoxsa sexdə vibrodayaqlar
Dəzgahın quraşdırılması dəqiqliyə, servisə və sex daxilində yerdəyişməyə təsir edir. Poddon, anker və ya vibrodayaqları nə vaxt seçməyin lazım olduğunu əlavə nəzəriyyəsiz izah edirik.
dəzgahın quraşdırılmasıdəzgah üçün poddondəzgah üçün ankerlər

13 iyn 2025·6 dəq
Sürətli alət dəyişməsi üçün mandrellərin çıxıntı uzunluğu standartı
Mandrellərin çıxıntı uzunluğu standartı alətin daha tez dəyişməsinə, ölçünün ilk keçiddən tutmasına və CNC dəzgahlarda korreksiyaların daha az edilməsinə kömək edir.
mandrellərin çıxıntı uzunluğu standartıtəkrarlanan mandrelləralətin sürətli dəyişdirilməsi

12 iyn 2025·6 dəq
Uzaqdan işə salma: nə vaxt fayda verir
Uzaqdan işə salma hər zaman uyğun olmaya bilər. Hara vaxt qənaət edir, hara isə mühəndirin səfəri sürətli və təhlükəsiz olduğunu izah edirik.
uzaqdan işə salmamühəndirin səfəriCNC maşınının uzaqdan işə salması

11 iyn 2025·7 dəq
Dinamometrlə sıxma gücünə rüblük nəzarət
Dinamometrlə sıxma gücünə hər rübdə nəzarət zəif patronu vaxtında görməyə, qüsur riskini azaltmağa və detalların seriyasını itirməməyə kömək edir.
dinamometrlə sıxma gücünə nəzarətpatron sıxma gücünün yoxlanmasıpatronun rüblük testi

10 iyn 2025·8 dəq
CAM sonrası səthdəki pillələr: səbəbi harada axtarmalısınız
CAM sonrası səthdəki pillələr çox vaxt kobud tolerans, çox yumuşatma və ya postprosessor səhvləri səbəbindən yaranır. Addım-addım nəyi yoxlamaq lazım olduğunu izah edirik.
CAM sonrası səth pillələriCAM toleransıtrayektoriya yumuşatma

09 iyn 2025·8 dəq
Tokar mərkəzində Y oxu: ikinci quraşdırmanı nə zaman ləğv edir
Y oxunun tokар mərkəzində hansı əməliyyatları bir sıxmada toplayacağı, vaxt qənaətinin necə hesablanacağı və hansı hallarda opsiyanın ödənəcəyini izah edirik.
Y oxu tokар mərkəziikinci quraşdırmaY oxunun ödənişi

07 iyn 2025·8 dəq
Dəzgah quraşdırılmadan əvvəl sahənin vibrasiyaya yoxlanması
Vibrasiya üzrə sahəni yoxlamaq dəqiq dəzgahı harada quraşdırmağın riskli olduğunu əvvəlcədən anlamağa kömək edir. Sadə ölçmələr, açıq əlamətlər və yoxlama siyahısı.
sahənin vibrasiyaya yoxlanmasıdəzgah quraşdırılmadan əvvəl vibrasiyadəzgah üçün yer necə seçilir

07 iyn 2025·8 dəq
Yeni dəzgahın işə salınması: 3 aylıq alət hesabı
Yeni dəzgahın işə salınması başlanğıcda dəqiq ehtiyat tələb edir. İlk 3 ay üçün alət və osnastikanı artıq qalmadan sadə şəkildə necə hesablamağı göstəririk.
yeni dəzgahın işə salınmasıalət və osnastkaalət ehtiyatının hesablanması

06 iyn 2025·8 dəq
Paslanmayan poladdan hissələrdə cızıqlar: riski necə azaltmaq olar
Paslanmayan poladdan hissələrdə cızıqlar çox vaxt dəzgahda yox, daşınma zamanı yaranır. Tibbi avadanlıq üçün marşrut, tara və nəzarəti nəzərdən keçirək.
paslanmayan poladdan hissələrdə cızıqlartibbi avadanlıq hissələriəməliyyatlararası tara

02 iyn 2025·6 dəq
Bir operator iki dəzgahda: bu sxem nə vaxt həqiqətən işləyir
Bir operatorun iki dəzgaha xidmət etməsi həmişə uyğun deyil. Dövrə müddətini, detal növünü, ölçmə həcmini və belə sxemi işə salmazdan əvvəl sadə yoxlamanı izah edirik.
bir operator iki dəzgahdadəzgah dövrü müddətiCNC-də detalların ölçülməsi

01 iyn 2025·8 dəq
Ştiftlər üçün kiçik deşiklər kobud emaldan sonra: nə düz getmir
Ştiftlər üçün kiçik deşiklər ağır kobud emaldan sonra tez-tez yayınır. Gəlin metalın necə dəyişdiyini, ölçünün harada itdiyini və yığmanı necə pozmamağı nəzərdən keçirək.
ştiftlər üçün kiçik deşiklərağır kobud emalmetalın deformasiyası

29 may 2025·8 dəq
Tokar mərkəzi üçün sürücülü alət: necə seçmək
Tokar mərkəzi üçün sürücülü aləti burulma momentinə, dövrlərə və gündəlik əməliyyatlara görə seçirlər. Harada çox ödəməmək və səhv etməmək lazım olduğunu izah edəcəyik.
tokar mərkəzi üçün sürücülü alətCNC tokarlı stansiyalar üçün tutucularsürücülü alətin burulma momenti

29 may 2025·8 dəq
Freze emalında alətin çıxıntısı: uzunluğu necə seçmək
Freze emalında alətin çıxıntısı titrəmə, dəqiqlik və sikl vaxtına təsir edir. Həddindən artıq ehtiyat olmadan montaj uzunluğunu necə sadə şəkildə seçmək olar.
alətin çıxıntısı freze emalımontajın sərtliyifreza montajının uzunluğu
29 may 2025·8 dəq
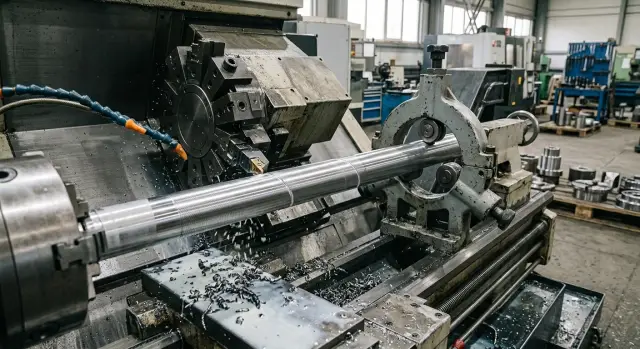
Uzun millərin vibrasiyasız tornalanması: lünet və iş rejimləri
Uzun millərin vibrasiyasız tornalanması dəqiq dayaq, sakit iş rejimləri və düzgün keçid ardıcıllığı tələb edir. Lüneti və tez-tez rast gəlinən səhvləri nəzərdən keçiririk.
uzun millərin vibrasiyasız tornalanmasıtokar emalat maşını üçün lünetuzun millər üçün kəsmə rejimləri

25 may 2025·7 dəq
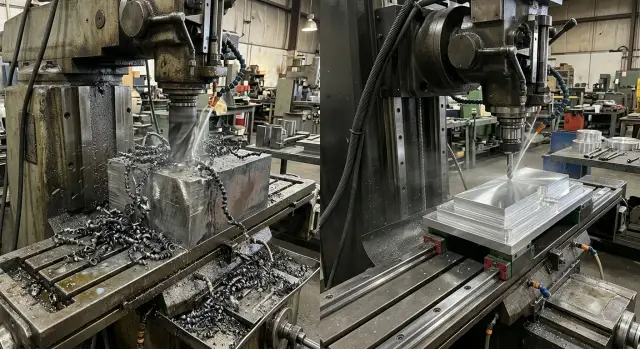
Çuqunun CNC emalında səhvlər: toz, aşınma, nasazlıqlar
Çuqunun CNC emalındakı problemlər tez-tez tozdan başlayır: o, relsləri aşındırır, sensorları poza bilər və plitanın ömrünü azaldır.
çuqunun CNC emalındakı səhvlərmaşında çuqun tozuCNC yönəldici relslərinin aşınması

25 may 2025·8 dəq
Polad emalında hidropatron, yoxsa termoopravka: necə seçməli
Hidropatron yoxsa termoopravka: yayınmanı, alət dəyişmə vaxtını, sex tələblərini və sadə seçim qaydasını birlikdə nəzərdən keçirək.
hidropatron yoxsa termoopravkaalətin sapmasıCNC üçün osnastka

23 may 2025·8 dəq
Detalın ölçüsü növbənin sonuna doğru dəyişir: temperatur və köhnəlmə
Əgər detalın ölçüsü növbənin sonuna doğru sürüşürsə, əsas səbəblər tez-tez temperatur, alətin köhnəlməsi və operator hərəkətləridir. Sadə yoxlama ardıcıllığı təqdim olunur.
detalın ölçüsü növbənin sonuna doğru dəyişirtemperatur ölçüyə təsir edirCNC maşında alətin köhnəlməsi

22 may 2025·6 dəq
Dairəvilik və silindriklik: niyə diametr xilas etmir
Dairəvilik və silindriklik detalın mikrometrdən keçib yığımda ilişməsinin səbəbini izah edir. Tipik halları, səhvləri və yoxlamaları nəzərdən keçirək.
dairəvilik və silindriklikforma toleranslarıdiametrə nəzarət

22 may 2025·7 dəq
B oxu yoxsa fırlanan stol: korpus hissələri üçün nə seçmək
B oxu yoxsa fırlanan stol: korpus hissələri üçün nə daha sərfəlidir, harada dövr vaxtı artır və hansı halda bahalı seçim özünü doğrultmur.
B oxu yoxsa fırlanan stolkorpus hissələri5-oxlu emal

22 may 2025·7 dəq
5 oxlu emalda sıxaclar: giriş və sərtlik
5 oxlu emalda sıxaclar: alətə girişi necə açmaq, sərtliyi necə saxlamaq və korpuslar və lövhələr üçün bir qurulumda hansı quraşdırma sxemini seçmək.
5 oxlu emalda sıxaclar5 oxlu emal üçün quraşdırmabir qurulumda emal

21 may 2025·8 dəq
Stanok yanında əl ilə dayanmadan hazır detalların yığılması
Stanok yanında hazır detallar üçün yığım qurğusu əl ilə dayanmanı aradan qaldırmağa kömək edir. Qabın seçimini, boşaltma addımını və səthin qorunmasını birlikdə nəzərdən keçirək.
stanok yanında hazır detallar üçün yığım qabıhazır detallar üçün taradetalların boşaltma addımı

16 may 2025·8 dəq
Axında kənar çapıqların aradan qaldırılması əlavə əl işi olmadan
Axında kənar çapıqların aradan qaldırılması: texnoloji prosesdə hansı kənarları daxil etmək, nəyi maşında götürmək və istehsalın ritmini pozmamaq barədə tövsiyələr.
axında kənar çapıqların götürülməsihissələrin kənar emalımaşın yaxınında çapıqların aradan qaldırılması

15 may 2025·8 dəq
Birinci təmiz emala qədər üzən ehtiyatın nəzarəti: marşrut
Birinci təmiz emala qədər üzən ehtiyatın nəzarəti: ölçü nöqtələrini necə seçmək, reaksiya hədlərini necə qoymaq və əlavə qeydlər olmadan sürüşməni necə tutmaq.
üzən ehtiyatın nəzarətidetal ölçü marşrutubirinci təmiz emal

15 may 2025·6 dəq
Keyfiyyəti azaltmadan CNC sahəsində hissəlik ödəniş
CNC sahəsində hissəlik ödəniş hər seriya üçün uyğun deyil. Yararlı buraxılışı, qüsuru və sazlamanı keyfiyyətə təzyiq etmədən necə bağlamağı göstəririk.
CNC sahəsində hissəlik ödənişCNC-də qüsur və buraxılışstankların sazlama vaxtı

13 may 2025·8 dəq
CAM sıxmaya mane olanda boşluğun texnoloji zonaları
Açıqlayırıq ki, kələnclərin detalı sabit tutması və CAM modeli sıxmaya mane olmaması üçün boşluğa texnoloji zonaları necə əvvəlcədən əlavə etmək olar.
boşluğun texnoloji zonalarıdetalın dəzgahda sıxılmasısıxma üçün pay

12 may 2025·8 dəq
İkinci növbəyə hazırlıq: əvvəlcədən nə yoxlanılmalıdır
İkinci növbəyə keçmək üçün sexin hazırlığı yalnız sifariş sayından asılı deyil. Alət, təmir, nəzarət, personal və işin başlanmasını necə əvvəlcədən yoxlamağı göstəririk.
ikinci növbəyə hazırlıqistehsalda ikinci növbəalət və armatur yoxlaması
11 may 2025·7 dəq
Qutu tipli bələdçilər və xətti bələdçilər: işdə hansı daha yaxşıdır?
Qutu tipli və xətti bələdçilərin hansı hallarda xam emalda, səth keyfiyyətində və ağır rejimlərdə üstünlük verdiyini sadə dildə izah edirik.
qutu tipli bələdçilər və ya xətti bələdçilərCNC maşında xam emalmetal səthinin təmizliyi

11 may 2025·6 dəq
Dəqiq deşik üçün: borinq başlığı yoxsa razvertka?
Rastochna başlıq yoxsa razvertka: tolerans, sazlama və partiya vaxtını müqayisə edərək material və həcmi nəzərə alıb deşik üçün ən uyğun üsulu seçin.
расточная головка или разверткаточное отверстиедопуск отверстия

06 may 2025·8 dəq
CNC bacarıq matrisi: növbələri problemsiz necə bağlamaq
CNC bacarıq matrisi operatorları maşınlara və növbələrə düzgün yerləşdirməyə, dayanma riskini azaltmağa və məzuniyyət və xəstəlik zamanı istehsalı qorumağa kömək edir.
CNC bacarıq matrisioperatorların növbələrə bölgüsümaşın üzrə ehtiyat

05 may 2025·8 dəq
Maşından sonra detalların yuyulması: nə vaxt bu montaja təsir edir
Maşından sonra detalların yuyulması yalnız görünüş üçün deyil. Bu məqalədə talaş və emulsiya qalıqlarının yoxlama, montaj və təkrar əməliyyatlara necə təsir etdiyini izah edirik.
maşından sonra detalların yuyulmasıemal sonrası talaşdetalda emulsiya qalıqları

05 may 2025·8 dəq
UP-də boş keçidləri əlavə risk olmadan azaltmaq
UP-də boş keçidləri necə azaltmaq: trayektoriyanı yenidən qurmaq, təhlükəsiz səthləri və alət dəyişikliyini əlavə risk olmadan tənzimləmək.
UP-də boş keçidləri azaltmaqalətin trayektoriyasının optimallaşdırılmasıCNC üçün təhlükəsiz səthlər

05 may 2025·6 dəq
Tənzimləyici arabası: sexdə qaçışsız standart dəst
Tənzimləyici arabası ölçmə alətlərini, bərkidiciləri, markerləri və sərfiyyat materiallarını əlinizin altında saxlamağa kömək edir. Dəstin tərkibini, səhvləri və növbədən əvvəl yoxlamanı izah edirik.
tənzimləyici arabasıtənzimləyicinin standart dəstidəzgahın tənzimlənməsi üçün alətlər

05 may 2025·8 dəq
Sexdə güc ehtiyatı: müddətləri pozmadan necə saxlamaq
Sexdə güc ehtiyatı nasazlıqlar və təcili sifarişlərlə mübarizə aparmağa kömək edir. Yüklənmə buferini necə təyin edib vəd edilmiş müddətləri necə saxlamaq lazım olduğunu göstərəcəyik.
sexdə güc ehtiyatıyükləmə buferimaşın yükləməsinin planlaşdırılması

05 may 2025·8 dəq
Emal maşınının qəza kodlarının tarixi: zəif nöqtəni necə tapmaq
Maşının qəza kodlarının tarixi növbənin harada vaxt itirdiyini, hansı nasazlıqların biri‑biri ilə bağlı olduğunu və sexdə nələri yoxlamaq lazım olduğunu müəyyənləşdirməyə kömək edir.
emal maşınının qəza kodlarının tarixiCNC qəza təhlili necə aparılırmaşın səhv kodları

05 may 2025·6 dəq
Lazımsız əl işləməsi olmadan qaz məsaməli tökmə alüminiumun emalı
Qaz məsaməli tökmə alüminiumun emalı dəqiq marşrut tələb edir: harada nəzarət keçidi saxlamaq, bazanı necə qorumaq və əl ilə düzəlişi necə azaltmaq.
qaz məsaməli tökmə alüminiumun emalıtəmiz baza öncəsi nəzarət keçidialüminium tökmənin emal marşrutu

02 may 2025·8 dəq
Kəsintili profil üzrə torna emalı: kəsici zərbəsini necə azaltmaq olar
Kəsintili profil üzrə torna emalı çox vaxt çıxışda zərbə yaradır. Traektoriyanın başlanğıcının və ucluq radiusunun qırılmaları, səsi və detal üzərində izləri necə azaltdığını göstəririk.
kəsintili profil üzrə torna emalıtornada kəsici zərbəsitraektoriyanın başlanğıcı

01 may 2025·8 dəq
Parçanın sıfır nöqtəsi və proqramın sıfır nöqtəsi: səhv harada yaranır
Saxlama qurğusunu dəyişdikdən sonra parçanın sıfır nöqtəsi ilə proqramın sıfır nöqtəsi tez-tez qarışır. Fərqi, səbəbləri və ilk işə başlamazdan əvvəl yoxlamaları izah edirik.
parçanın sıfır nöqtəsi və proqramın sıfır nöqtəsiCNC maşında sıfır ofsetin dəyişməsisaxlama qurğusunun dəyişməsi

01 may 2025·8 dəq
Yükləyiciyə mane olmadan talaş zonasının təşkili
Talaş zonasının təşkili yükləyici hərəkətini və məhsul axınını ayırmağa kömək edir: konteynerlərin, keçidlərin və daşınma qrafikinin necə düzüləcəyini göstərəcəyik ki, dayanma olmasın.
talaş zonasının təşkilitalaşların daşınmasıtalaş üçün konteynerlər