CNC-də metçiklə yoxsa freza ilə diş açmaq: necə seçmək
Metçiklə yoxsa freza ilə diş açmaq: qırılma riski, dövr vaxtı və diş keyfiyyətini kiçik partiyalar və seriyalar üçün CNC-də müqayisə edin.
Niyə seçimdə mübahisə yaranır
Çertyojda diş sadə görünə bilər: ölçü, addım, tolerans. Amma emalda eyni diş fərqli davranır. Mübahisə əksər hallarda profil haqqında deyil, qırılma riski, səhvin qiyməti və parçanın seriyada necə davrandığı haqqındadır.
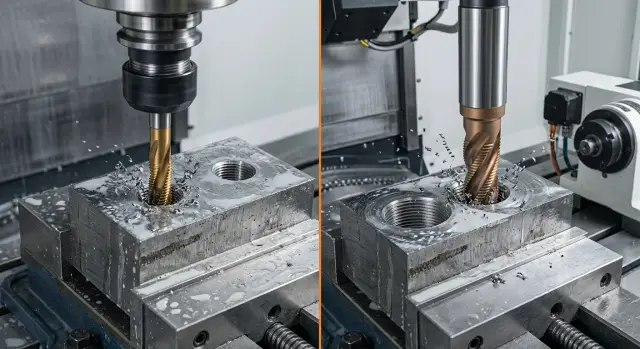
Metçik və diş frezası metali fərqli şəkildə götürür. Metçik profili birdəfəlik formalaşdırır, buna görə dövr tez-tez qısa olur. Amma o, materiala, talaşa və deşiyin dəqiq hazırlığına daha çox bağlıdır. Diş frezalama yumşaq gedir: alət metali mərhələli götürür və ani qırılma riski adətən aşağıdır. Sənəddə nəticə eyni görünə bilər, amma proses üçün təhlükəsizlik payı fərqlidir.
Material tez bir seçim dəyişir. Alüminiumda və yumşaq poladlarda metçik tez-tez rahat və sürətli işləyir. Paslanmayan poladdə, yapışqan ərintilərdə və daha sıx materiallarda yük artır, talaş çıxışı pis olur və səhv daha baha başa gəlir. Əgər qırılsa və metçik parçanın içində qalsa, itkilər tez-tez dövr vaxtından daha ağrılı olur.
Dəliyin dərinliyi də çox şeyi dəyişir. Qısa keçən deşikdə metçik özünü daha yaxşı hiss edir. Dərin və ya qapalı dəlikdə talaş çıxışı, dib üçün ehtiyat və yapışma riski önə çıxır. Buna görə eyni M10 dişi iki müxtəlif detallarda fərqli yanaşma tələb edə bilər.
Partiya ölçüsü də əlavə amildir. Kiçik partiya üçün atelye çevikliyi qiymətləndirir: proqramı daha asan düzəltmək, digər materiala tez keçmək və ölçünü dəyişmək rahatdır. Seriyada isə onlar davamlı nəticə verən üsulu seçirlər — onlarla və yüzlərlə detala eyni davranan yolu.
Bu səbəbdən “metçik yoxsa freza” sualını adətən işdən ayrı vermək olmaz. Əsas odur ki, hansı üsul sizin detalda, materialda və istehsal həcmində daha az qüsur verəcək.
Harada metçik daha asan və sürətlidir
Metçik standart dişli adi deşiklərdə vaxt üzrə çox vaxt üstün olur. Əgər ölçü tipikdirsə, material tanışdır və proqram artıq yoxlanılıbsa, dövr qısa və aydın olur. Seriya üçün bu çox vaxt ən düz variantdır.
Xüsusilə keçən deşiklərdə metçiklə işləmək rahatdır. Talaşın çıxışı üçün yer var, alət profil üzərində rahat gedir və operator prosesi nəzarətdə saxlamaqda asandır. Onlarla eyni deşikli hissələrdə vaxt fərqi tez nəzərə çarpır.
Yaxşı nümunə — orta sərtlikli poladda M8-in keçən dəlikdə açılması. Əgər qazma dəqiq diametr verirsə və maşın koaksiallığı saxlayırsa, metçik tez-tez frezadan daha sürətli olur. 50–100 detallıq partiyada bu artıq nəzərə çarpan vaxt qənaətidir.
Amma bu sürətin şərti var: metçik dəqiq hazırlığı sevir. Əgər deşik lazım olandan bir az da olsa kiçikdirsə, yük kəskin artır. Alət ağır kəsir, qızır və xəbərdarlıq etmədən qırıla bilər.
Eyni zamanda meylə dözümsüzdür. Spindle, patron və ya deşik uyğunsuzluq verərsə, diş dərhal əlavə gərginliklə çıxır. Eyni hal talaşın normal çıxmaması zamanı baş verir, xüsusilə yapışqan materiallarda və qapalı deşiklərdə.
Metçik adətən belə şərtlərdə rahatdır:
- standart addım və geniş yayılan ölçü;
- keçən dəlik;
- sabit material, sərtlikdə kəskin dəyişiklik olmaması;
- qazmadan sonra dəqiq diametr;
- artıq tənzimlənmiş və təkrarlanan partiya.
Əgər detal sadədirsə, deşik düzgün hazırlanıbsa və talaş asanlıqla çıxırsa, metçik əlavə əməliyyatsız sürətli nəticə verir. Amma hazırlıq “sürüşməyə” başlasa, səhvlər üçün ehtiyat tez tükənir.
Harada freza daha çox ehtiyat verir
Freza adətən səhvin qiymətinin yüksək olduğu yerlərdə üstün olur. Metçik dəşiyin içində qırıldıqda, bəzən detalı xilas etmək mümkün olmur: qırıq parça sıx oturur, çıxarmaq çətindir və divarlar asanlıqla zədələnir. Diş frezalamasında boşluq daha böyükdür. Alət qırılsa belə, o, adətən deşiyi belə möhkəm ilişdirmir və detalı saxlama şansı xeyli yüksəkdir.
Bu xüsusilə bahalı yarımlarda vacibdir. Əgər detal artıq çox əməliyyatdan keçibsə, son mərhələdə bir diş üzərinə görə onu itirmək heç kimə sərf etmir. Buna görə paslanmayan poladda, yapışqan ərintilərdə və bahalı hissələrdə freza tez-tez seçilir.
Başqa üstünlüyü — diametr üzrə çeviklikdir. Əgər addım eynidirsə, bir diş frezası ilə trayektoriya dəyişərək bir neçə yaxın diametri etmək mümkündür. Kiçik partiyalarda bu rahatdır: hər ölçüyə ayrılmış metçik saxlamağa ehtiyac qalmır və tənzimləmə asan olur.
Harada nəzarət daha yaxşıdır
Qapalı deşiklərdə freza adətən operatora daha çox rahatlıq verir. Dərinliyi dəqiq qoymaq, dibdə lazım olan az qalmışlığı saxlamaq və alətin dibə ilişməməsi üçün daha yaxşı imkan var. Metçikin dib üzrə ehtiyatı azdır və hesablamada səhv tez qırıla gətirir.
Freza həmçinin diş kənara yaxın və ya incə divarlı hissələrdə faydalıdır. Alət yumşaq daxil olur, yük kəskin artmır və prosesi konkret geometriyaya uyğunlaşdırmaq asandır.
Praktiki üstünlük də var: əgər diş bir az sıxdırsa, proqramı yüzdəliklər səviyyəsində düzəldib yenidən keçmək olar. Metçikdə belə azadlıq demək olar ki, yoxdur. Seriyada bu həmişə əsas arqument olmasa da, sınaq partiyalarında və bahalı korpus hissələrində bu ehtiyat tez-tez əlavə dövrə vaxtını ödəyir.
Qırılmaya ən çox nə təsir edir
Alət adətən tək səbəbdən qırılmır. Çox vaxt birləşmə işə düşür: ağır material, uzun diş, pis talaş çıxışı və zəif bağlama. Belə kombinasiyada metçik ilk detallardan biri belə tamamlamaya bilər.
İlk öncə material, addım və diş uzunluğuna baxılır. Yapışqan polad və paslanmazda talaş uzanır, yapışır və tez yükü artırır. Kiçik addım da gözləniləndən təhlükəlidir: diş nazik işləyir və irəliləyişdəki səhv dərhal kənara zərbə verir. Uzun dişdə isə yük bütün dövr boyunca qalır və möhkəmlik ehtiyatı sürətlə tükənir.
CNC-də diş açarkən rejimdən əlavə mexanika da çox şeyi həll edir. Spindle-in titrəməsi, alətin böyük çıxışı və zəif bağlama ilk saniyələrdən işi korlayır. Metçik üçün bu tez-tez yapışmağa gətirib çıxarır. Freza dərhal qırılmaya bilər, amma ölçünü uydurmağa və profili pozmağa başlayır.
Talaş və soyutma mayesi (SOJ) təsiri gözləniləndən güclüdür. Əgər talaş deşiyin içindən çıxmırsa, o, yenidən kəsici hissənin altına düşür. Alət kəsmək əvəzinə sürtünməyə başlayır, sonra isinmə yüksəlir və qırılma vaxt məsələsinə çevrilir. Qapalı deşiklərdə bu xüsusilə tez görünür.
Rejimləri bir alətdən digərinə bilmədən köçürmək olmaz. Metçik və frezanın kəsmə sxemi fərqlidir və səhvlərə həssaslığı müxtəlifdir. Frezada rahat işləyən bir rejim metçiki ani olaraq yükləyə bilər. Əksinə, freza üçün çox ehtiyatlı rejim vaxt itkisinə və pis səthə gətirib çıxara bilər.
Aşınmanın ilk əlamətlərini dərhal tutmaq yaxşıdır. Adətən bunlar belə görünür:
- spindle-ə düşən yükün artması;
- kəsik səsinin dəyişməsi;
- talaşın qaralması və ya yapışması;
- ilk vərəqlərdə burr əmələ gəlməsi;
- diş ölçüsünün “sürüşməsi”.
Belə əlamətlər varsa, aləti partiyanın sonuna qədər sıxmaq lazım deyil. Onu 20 detal əvvəl dəyişmək çox vaxt daha ucuz başa gəlir, nəinki bir detalı, tutqacı və maşının dayanmasını itirmək. Qırılmanı daha çox təsadüf deyil, adi kiçik siqnalları ignor etmək doğurur.
Dövrə vaxtını nə ifadə edir
Bir deşiyə baxanda metçik tez-tez daha sürətlidir. Tanış materialda, dəqiq hazırlanmış deşikdə və qısa diş uzunluğunda o hər detalda bir neçə saniyə qazana bilər. Yüzlərlə detaldan ibarət partiyada bu artıq nəzərə çarpan olur.
Freza adətən daha uzun kəsir. O, trayektoriyadan keçərək diş yaradır, ox istiqamətində tək keçid etmədiyi üçün maşin vaxtı bəzən daha çox olur. Kiçik partiyada bu həmişə kritik deyil, amma uzun seriyada maşın yüklənməsinə təsir edir.
Amma dövrə vaxtı yalnız proqram sətirlərindən hesablanmır. Əgər metçik detalda qırılsa, maşın dayanır. Operator qırığı çıxarır, detalı yoxlayır, bəzən partiyadan çıxarır və sonra emalı yenidən işə salar. Bu itkilər saniyələrlə qazanılan vaxtı yedir.
Eyni şey qüsur və əlavə nəzarətə də aiddir. Proses qeyri-sabitdirsə, insanlar dişi daha tez-tez ölçür, maşını yoxlamaq üçün daha çox dayandırır və irəliləyişi ehtiyatla artırırlar. Proqram qısa ola bilər, amma real çıxış növbədə düşür.
Praktikada dövrə vaxtını dörd şey dəyişir:
- bir dəlik üçün neçə saniyə çəkir;
- alətin nə qədər tez-tez qırılması və ya aşınması;
- neçə detalın əlavə yoxlama və ya təkrar emal tələb etməsi;
- dayanma sonrası nə qədər dəqiqə itməsi.
Sadə nümunə: 200 detaldan ibarət partiya, hər birində 4 dişli deşik var. Metçik hər dəlikdə daha sürətli ola bilər, amma bir qırılma növbənin ortasında dayanma, qonşu detalların yoxlanması və alət dəyişməsini tələb edəcək. Freza yavaş keçə bilər, amma daha sakitdir, xüsusilə material yapışqandırsa və diş səhvə həssasdırlarsa.
Buna görə seriya üçün hesablayanda yalnız kəsmə vaxtına baxmırlar, həm də sürprizsiz işləmə vaxtını nəzərə alırlar. Kiçik partiyada isə nəticə daha sadə olur: tez-tez müxtəlif detallara sakit başlamaq və qırılma mübahisəsi olmamaq üçün uzun əməliyyat bəzən ümumi növbədə daha sürətli çıxır.
Diş keyfiyyətini necə yoxlamaq
Yalnız kalibrdən bir keçid yetərli deyil. O, dişin ölçüdə keçdiyini göstərir, amma niyə montajda sürüşdüyünü və ya tez aşındığını izah etmir. CNC-də diş açarkən ölçü, forma və səth halını birlikdə yoxlamaq lazımdır.
Əvvəlcə dişin girişini yoxlayın. Əgər ilk vərəqlərdə sıxılma, cızıq və ya nəzərəçarpan burr varsa, montaj zamanı problem olacaq. Sonra profili gözdən keçirin: vərəqlər hamar olmalı, cırıq kənarlar və parıldayan tirələr olmamalıdır. Alətin çıxışından sonra son vərəqləri ayrıca yoxlayın — məhz orada alətin materialdan çıxışı və dişin son durumunu görmək olar.
Tez yoxlama sxemi belədir:
- giriş və ilk 2–3 vərəqi işıq altında yoxlayın;
- yan səthdə cızıq, yapışma və cırıq izlərinə baxın;
- alətin çıxışından sonra son vərəqləri qiymətləndirin;
- dişi kalibrdən keçirin və gərginliyi nümunə detal ilə müqayisə edin.
Əgər kalibr sıxdırsa, səbəbi dərhal ölçü saymayın. Problemin qaynağı burr, pis talaş çıxışı və ya yan səthlərin kobudluğu ola bilər. Diş frezalamasında yan boyunca keçid izləri daha çox görünə bilər, metçikdə isə girişdə sıxılma və pis çıxış daha çox müşahidə olunur.
Müxtəlif vaxtlarda detalların müqayisəsi
Naladaqdan sonra ilk və bir saat sonra alınan detal tez-tez fərqlənir. Maşın isinir, spindle və qurğular iş rejiminə düşür və ölçü bir az dəyişə bilər. Buna görə ilk uyğun detalı nümunə kimi saxlamaq və isindikdan sonra alınan detallarla onu müqayisə etmək lazımdır, təkcə kalibrə baxmaq kifayət etmir.
Əgər diş sıx montaja yönəlibsə, bir də cavab detalın əl ilə necə girib-çıxdığını yoxlayın. Bu test kalibrin qaça bildiyi nüansları tez göstərir və daha dürüst qiymət verir.
Sizin detal üçün necə seçmək
“Metçik yoxsa freza” sualını adətən emal vərdişinə görə deyil, detalın özünə görə qərar verin. Material, diametr, addım və dişin dərinliyi seçimdə ilk azalan amillərdir.
Yumşaq materiallarda və adi ölçülərdə metçik çox vaxt ən qısa dövrü verir. Bu seriyada, deşiklər yüzlərlə təkrarlanırsa, xüsusilə nəzərə çarpır. Amma yapışqan paslanmayan poladda, sərt poladda və ya dərin dişdə metçikin səhvlərə qarşı payı azdır.
Qapalı və keçən deşikləri dərhal ayırın. Keçən deşikdə talaş üçün yer olduğu üçün metçik çox vaxt rahat işləyir. Qapalı dəlikdə yer azdır və qırılma riski artır, xüsusilə diş dibə yaxındırsa. Belə işdə freza adətən dərinlik və giriş forması üzərində daha yaxşı nəzarət verir.
Başqa rasionallıq — detalların və maşının dayanmasının qiyməti. Əgər korpus bahadırsa və qırılmış alət içində qalarsa, sürətli dövrə üçün qənaət tez itər. Ucuz seriya detallarda başqa vəziyyət ola bilər: material sabitdirsə və proses artıq tənzimlənibsə, metçik hər dəlik üçün ucuz başa gəlir.
Başlamazdan əvvəl beş şeyi yoxlamaq faydalıdır:
- detal hansı materialdandır və partiya üzrə sabitdirmi;
- hansı ölçü diş lazımdır və onun iş dərinliyi nədir;
- deşik qapalıdır yoxsa keçəndir;
- bir detalın qüsuru nə qədər və maşının dayanmasının qiyməti nə qədərdir;
- 3–5 detaldan ibarət sınaq nə deyir — vaxt, aşınma və diş keyfiyyəti.
Sınaq partiyası tez hər şeyi aydınlaşdırır. Məsələn, 5 detal paslanmayan poladdan, M12 qapalı dəlikdə. Metçik yaxşı nəticə verə bilər, amma bir qırılma seçimi çox baha edə bilər. Əksinə, alüminiumdan keçən M6 üçün metçik tez-tez vaxt qazandırır və keyfiyyət itmir.
Seçim nadir hallarda yalnız bir rəqəmə görə edilir. Dövrə, qüsur və alətin neçə detaldan sonra ölçünü itirməsi bir yerdə baxılmalıdır.
Nəticəni tez pozan səhvlər
Qüsurlar çox vaxt üsuldan deyil, hazırlıqdakı kiçik səhvlərdən əmələ gəlir. Onlar alətin resursunu sürətlə yeyir, dövrü uzadır və diş keyfiyyətini pozur.
Problem adətən ilk detaldan əvvəl başlayır. Tez-tez edilən səhv — deşiyin diametrini köhnə cədvələ görə götürüb materiala baxmamaqdır. Alüminium, polad və paslanmaz üçün eyni hazırlıq fərqli işləyir və metçik artıq ilk vərəqlərdə sıxa bilər.
Qapalı dəlikdə talaş dərhal çıxmalıdır. Əgər belə deyilsə, metçik yapışır; frezalama zamanı dibdə qalan izlər kalibrin yaxşı keçməsinə mane olur.
Alətin çox uzun çıxışı demək olar ki, həmişə əlavə vibrasiya verir. Kiçik diametrlərdə bu daha aydın görünür: profil axır və kənar gözləniləndən tez aşınır.
Başqa geniş yayılmış səhv — bir uğurlu detaldan sonra irəliləyişi artırmaq. Bir detal hələ alətin 15–30 dəlikdən sonra necə davranacağını göstərmir. Korreksiya da problem yaradır: alət artıq bir az fərqli kəsir, amma operator köhnə dəyərlərlə işləməyə davam edir və kalibr sıx və ya profil cırılmış olur.
Bu səhvlər nadir hallarda tək gəlir. Məsələn, paslanmayan poladdə kiçik deşik, qapalı dib və yüksəldilmiş irəliləyiş bir neçə detaldan metçiki qıra bilər. Frezada qırılma nadir olsa da, ölçü çıxmağa başlayır və bu da qüsurdur.
Normal praktik sadədir: real qazma diametrini yoxlamaq, alətin çıxışını azaltmaq, sabit rejim vermək və aşınma üzrə kompensasiyanı yeniləmək. Bu yanaşma aləti və partiyanı adətən xilas edir.
Kiçik partiya və seriya üçün nümunə
Adətən atelye vərdişinə yox, səhvin qiymətinə və partiyanın həcminə baxmalıdır.
Kiçik partiya bahalı detallarda diqqət daha vacibdir. Təsəvvür edin 12 korpus paslanmayan poladdan, qapalı deşiklərlə. Yarış artıq demək olar ki, bütün əməliyyatlardan keçib və son mərhələdə bir diş üzərinə görə onu itirmək istəməzsiniz. Metçik qırılsa, detalı tam itirmək ola bilər. Belə vəziyyətdə diş frezalama daha sakit variantdır: dövr daha uzun ola bilər, amma alət nadir ilişir və ölçünü proqramla asanlıqla düzəltmək mümkündür.
Tək detallarda freza saniyələrlə uduza bilər, amma bütün partiyada ümumi risk qiymətini azaldır. Bu xüsusilə yapışqan materiallarda, pis talaş çıxışında və səhvə həssas deşiklərdə görünür.
Seriyada vəziyyət çox vaxt fərqlidir. Məsələn, 800 detal adi poladdan, keçən M8 deşikləri ilə lazımdır. Material bərabər kəsilir, şərtlər təkrarlanır, talaş çıxışı sadədir. Burada metçik tez-tez ən yaxşı tempi verir. Rejimlər tənzimlənibsə və qazma diametri stabildirsə, hər dəlikdə dövr qısa olur. Yüzlərlə detalda bir neçə saniyənin fərqi saatlarla maşın vaxtına çevrilir.
Amma burada da vərdişlə qərar vermək olmaz. Qısa sınaq işə düzgün cavab verir:
- aləti yoxlamaq üçün 10–20 detal;
- dövrün faktiki vaxtını ölçmək;
- ilk detallardan və işin ortasında dişi ölçmək;
- talaş, kəsik səsi və aşınmanı qiymətləndirmək.
Əgər sınaqda metçik stabil gedirsə, seriya adətən tempi qazanar. Əks halda, materialın tutması, dişin “əyməsi” və ya qırılma riski varsa, freza daha sərfəli olur, hətta dövr daha uzun olsa da.
İşə nə etmək lazımdır
Əgər sual belədirsə: metçik yoxsa freza, adəti yox, yoxlama aparın. Eyni detalı, eyni materialı və ən azı 20–50 ədəd partiyanı götürün. Yalnız belə test cədvəldə görünməyən fərqi göstərir.
Hər iki üsulu eyni şərtlərdə sınağa qoyun: eyni maşın, eyni nəzarət proqramı, eyni SOJ, əməliyyatdan əvvəl eyni deşik diametri. Sonra ümumi təəssürat yox, sadə rəqəmlər yazın:
- bir detal üçün dövr vaxtı;
- partiyadan sonra alətin aşınması;
- qüsur sayı və səbəbi;
- talaşın kəsilmə zamanı davranışı.
Belə qeydlər mübahisələri tez dayandırır. Çox vaxt metçik vaxt üzrə qalib olur, amma yapışqan materiallarda və dərin deşiklərdə uğursuzluqlara başlayır. Diş frezalama yavaş gedir, amma mürəkkəb şərtləri daha sakit keçir və qırılanda daha yumşaq cəza verir.
Sınaqdan sonra prosess kartında yalnız bir üsulu yeganə kimi qoymayın. Əsas və ehtiyat variantı qeyd edin. Məsələn, sabit yarım materiyada seriya üçün metçik əsas ola bilər, amma yeni materiallar və bahalı detallar üçün freza ehtiyat saxlanılsın.
Əgər həm üsul, həm də maşın və avadanlıq seçirsinizsə, alqıdan əvvəl işi müzakirə etmək yaxşıdır. EAST CNC, Taizhou Eastern CNC Technology Co., Ltd.-in Qazaxıstandakı rəsmi nümayəndəsi kimi, metal emalı üçün CNC maşınları ilə işləyir, avadanlıq seçimi, işə salma və servis üzrə kömək göstərir. Bu, “orta hesabla nə daha sürətlidir” sualından çox, sizin detallarda, materialda və həcmdə nə sabit işləyəcəyini anlamağa kömək edir.
FAQ
Standart olaraq nə seçilməlidir: metçik yoxsa freza?
Əgər material yumşaqdır, deşik keçəndirsə və diş ölçüsü standartdırsa, adətən metçiklə başlamaq məntiqlidir. Metçik çox vaxt daha qısa dövr verir. Əgər material yapışqandır, deşik qapalıdırsa və ya detal bahalıdırsa, əvvəlcə diş frezasını nəzərdən keçirmək daha ağıllıdır. Freza adətən səhvlərə qarşı daha böyük təhlükəsizlik payı verir.
Metçik nə vaxt həqiqətən sərfəlidir?
Metçik özünü təkrarlanan hissələrdə, adi dişlərdə və dəqiq əvvəlcədən əvvəlcə açılmış deşiklərdə yaxşı göstərir. Keçən deşiklərdə, alüminium və adi poladda o, tez və asan işləyir. Bu variant adətən proses artıq sınanıbsa və talaş çıxışı problemsizdirsə, seriya üçün uyğundur.
Hansı hallarda dərhal diş frezası seçilməlidir?
Freza daha çox o hallarda seçilir ki, bir səhv baha başa gəlir. Metçikin dəşiyin içində qırılması halda detalın xilas edilməsi çətin ola bilər; freza ilə belə hallarda xarab olma ehtimalı daha azdır. Freza həmçinin paslanmayan polad, yapışqan ərintilər, qapalı dəliklər və sınaq partiyaları üçün uyğundur, çünki ölçünü proqramla nisbətən asan düzəltmək olur.
Metçik ən çox nədən qırılır?
Adətən metçik bir neçə səbətin təsiri ilə qırılır: hazırlanmış deşik çox kiçikdir, talaş çıxışı pisdir, alətin çıxışı çox uzundur, meyl və yüksək irəliləyiş var. Bu amillər birlikdə qırılmaya səbəb olur. Xüsusilə paslanmaz poladda, incə pilləli dişlərdə və uzun dişlərdə metçikin qırılması daha çox rast gəlinir.
Qapalı dəlik üçün nə daha yaxşıdır?
Qapalı dəliklərdə ümumiyyətlə freza daha rahatdır. Onunla dərinliyi dəqiq təyin etmək, dibdə müəyyən boşluq saxlamaq və alətin dibə ilişməsinin qarşısını almaq asandır. Metçik belə tapşırıqda çox dəqiq hazırlıq tələb edir. Çıxış yeri azdırsa, yapışma riski sürətlə artır.
Freza həmişə dövrə vaxtına görə uduzur?
Həmişə deyil. Bir deşiyə baxanda metçik tez-tez daha sürətlidir, amma real növbə vaxtını dayanmalar, qırılmalar və alət dəyişmələri də təyin edir. Əgər metçik nasazlıqlar verirsə, saniyələrlə olan qazanc tezliklə yoxa çıxır. Mürəkkəb materialda freza ümumi nəticədə daha sərfəli ola bilər.
Bir freza ilə bir neçə ölçü diş açmaq olar?
Çox vaxt bəli: əgər dişin addımı eyni və diametrlər yaxınsa, bir freza ilə bir neçə yaxın diametr etmək mümkündür. Bu halda aləti dəyişmək əvəzinə trayektoriyanı dəyişirlər. Bu, kiçik partiyalar və tez-tez detal dəyişimi üçün rahatdır. Amma işə başlamazdan əvvəl konkret aralığı və qurğunun sərtliyini yoxlamaq lazımdır.
Detalda diş keyfiyyətini necə tez yoxlamaq olar?
İlk növbədə dişin girişini və ilk vərəqləri işıq altında yoxlayın. Əgər orada burr, sıxılma və ya cırıq izləri varsa, montaj zamanı problemlər olacaq. Sonra kalibrlə yoxlayın və gərginliyi nümunə detal ilə müqayisə edin. Son vərəqlərə baxmaq da faydalıdır, çünki alətin çıxışı zamanı orada tez-tez problemlər görünür.
Əgər kalibr sıx daxil olursa nə etmək lazımdır?
Təcili olaraq ölçünü günahlandırmayın. Çox vaxt problem girişdəki burr, talaş yapışması və ya yan səthlərin kobudluğudur. Əvvəlcə işığı ilə detala baxın, ilk və son vərəqləri yoxlayın, sonra kontrolu təkrarlayın. Əgər problem qalıbsa, deşiyin diametrini, alətin aşınmasını və kompensasiyanı yoxlayın.
Seriyaya başlamazdan əvvəl necə qərar qəbul etmək olar?
Seriyaya başlamazdan əvvəl eyni şəraitdə bir neçə detalla qısa sınaq aparın. Saniyələrdən başqa, alətin aşınması, ölçünün sabitliyi, kəsik səsi və talaş davranışını müqayisə edin. Bundan sonra əsas üsulu və ehtiyat variantı saxlayın. Sabit seriya üçün adətən metçik uyğun gəlir, amma bahalı detallar və yeni materiallarda frezanı ehtiyat saxlayın.
Seriyanı başlamazdan əvvəl nəyi tez yoxlamaq lazımdır?
Əvvəlcə hazırlanmış deşiyin diametrini yoxlayın. Bir neçə yüzdəklik sapma belə alətə əlavə yük verə bilər: metçik üçün fırlanma momenti, freza üçün isə əlavə metal götürmə. Daha sonra proqramı və əsas parametrləri (addım, istiqamət, dərinlik, dişfreza üçün trayektoriya və keçid sayı) yoxlayın. SOJ (sovurma mayesi) də kəsicinin zonasına doğru düşməlidir.