Qutu tipli bələdçilər və xətti bələdçilər: işdə hansı daha yaxşıdır?
Qutu tipli və xətti bələdçilərin hansı hallarda xam emalda, səth keyfiyyətində və ağır rejimlərdə üstünlük verdiyini sadə dildə izah edirik.
Seçimə haradan başlamaq lazımdır
Qutu tipli yoxsa xətti bələdçilərin daha yaxşı olması ilə bağlı mübahisə tez-tez mühəndis müzakirəsinin hüdudlarını keçir. Bu fərqi sex sahibi, texnoloq və operator da hiss edir. Bundan asılı olaraq metalın çıxarılması, kəsik izi və gündəlik növbənin sonunda ölçünün necə sabit qalması müəyyən olunur.
Əgər sex yüngül detallar kiçik partiyalarla istehsal edirsə, bir maşın demək olar ki, hər iş üçün uyğun görünə bilər. Amma işə iri yarımfabrikatlar, dərin kəsimlər və uzun dövrələr daxil olanda vəziyyət dəyişir. İnkişaf üçün yaxşı davranan maşın həmişə xam emalda da eyni dərəcədə sabit olmur.
Adətən fərqi üç göstəricidən görürlər:
- maşının bir keçiddə nə qədər metal götürdüyü və artıq vibrasiyanın olub-olmaması;
- kəsikdən sonra səthin nə cür qalması;
- seriyada ölçünün yalnız ilk detallarda yox, bütün partiyada nə dərəcədə sabit qalması.
Uyğun bələdçi seçildikdə operator hər dəfə maşını "sakitləşdirmək" üçün sürəti azaltmaq məcburiyyətində qalmır. Əgər seçim ümumi təəssürata görə edilərsə, tanış itkilər başlayır: əlavə təmizləmə keçidi, yavaş xam emal, istiləşmədən sonra ölçü düzəlişləri.
Başlamaq üçün detalın sadə parametrlərini yazmaq yaxşıdır: yarımfabrikatın çəkisi, materialı, tələb olunan kəsim dərinliyi, icazə verilən səth xırdaqlığı və yüklənmə müddəti. Alüminium burc və ağır polad yarımfabrikat üçün seçim demək olar ki, heç vaxt eyni olmur.
Kiçik sex yüngül detallara yönəlmiş sürətli maşın alıb ilk aylar məmnun qala bilər. Sonra iri korpus sifarişi gəlir və ağır rejimlərdə maşının artıq kəsimi sabit saxlamadığı görünür. Sürət azaltılır, dövr uzanır, səthin vəziyyəti detaldan detala dəyişir.
Avadanlıq seçərkən sxemin adına yox, sexin real işinə baxmaq faydalıdır. Sual sadədir: maşın hər gün əlavə kompromiss olmadan nəyi daşımalı olacaq.
İki sxem necə işləyir
Fərq hərəkət prinsipindən başlayır. Qutu tipli sxemdə blok geniş sürüşmə səthləri üzərində hərəkət edir. Xətti bələdçilərdə karretka toplar və ya rulmanlar üzərindən relslə hərəkət edir, ona görə ox daha asan hərəkət edir.
Qutu tipli bələdçilərin təmassı böyükdür. Yük geniş dayaq üzərində paylanır, dar zonada deyil. Bu, güclü kəsmə qüvvəsini, iri yarımfabrikatın çəkisini və xam rejimdə tez-tez baş verən kəskin zərbələri daha sakit daşımağa kömək edir.
Amma bunun qiyməti var. Sürüşən təmas rulon və toplardan daha çox sürtünmə verir. Ox adətən elə asan sürətlənmir, yağlama və səth vəziyyətinə diqqət yetirmək lazımdır. Buna baxmayaraq ağır kəsmədə bu sxem tez-tez daha möhkəm və sakit olur.
Xətti bələdçilər başqa cür qurulub. Onlarda təmas sahəsi azdır, hərəkətə qarşı müqavimət də daha aşağıdır. Odur ki, oxlar daha tez mövqeyə gəlir, sürətli hərəkətləri saxlamaq asandır. Seriya işində bu aydın üstünlükdür: əməliyyatlararası boş vuruşlar üçün az vaxt gedir.
Operatorlar fərqi birinci günlərdən hiss edirlər. Qutu tipli bələdçilərlə maşın bir az ağır hərəkət edir, amma kəsim zamanı daha toplu görünür. Xətti bələdçilərlə maşın nöqtələr arasında daha tez kəsişir və sürəti asanlıqla artırır. Qutuda iri material çıxarılarkən vibrasiya adətən daha aşağı olur, xətli sxemdə oxların yüngüllüyü daha çox hiss olunur.
Amma praktikada hər şey sadədir. Əgər maşın bütün gün iri çıxışı götürürsə, qutu sxemi adətən yükü daha bərabər saxlayır. Əgər tez-tez mövqe dəyişmək, dövrü azaltmaq lazımdırsa, xətti sxem adətən daha rahatdır.
Qutu tipli bələdçilər nə vaxt daha yaxşıdır
Qutu tipli bələdçilər zərbə ilə gedən kəsimlərdə və yükün daim dəyişdiyi işlərdə yaxşı özünü göstərir. Bu, tökmə yarımfabrikatlarda, kovkalarda və kəsimin kəsik-kesik getdiyi detallarda xüsusilə nəzərə çarpır. Kəsici metala daxil olur və çıxır, hər belə giriş supapta, spindel və bələdçilərdə zərbə yaradır. Ağır baza və geniş təmas sahəsi bu zərbələri udmağa kömək edir.
Xam emalda fərq dərhal görünür. Operator böyük kəsim dərinliyi götürüb bir keçiddə çox metal almağa çalışdıqda qutu sxemi adətən sakit davranır. Maşın daha az sarsılır, alət xətti daha sabit saxlayır və rejimi tezliklə qədər aşağı salmağa ehtiyac olmur.
Bu o demək deyil ki, qutu bələdçilər həmişə ən yüksək sürəti verir. Onların gücü başqa yerdədir: yükü yaxşı daşımaq. İri ox, flanş və korpus kimi massiv detallar üçün belə sabitlik tez-tez tez hərəkət üstünlüyündən daha vacib olur.
Ən çox bu sxem tökmə korpusların xam emalında, iri yarımfabriklərdə dərin keçidlərdə və ağır detallar üzərində işləyərkən uyğundur. Əgər sex üçün yüksək metal çıxarışı vacibdirsə, amma oxların rekord dinamikası yoxdursa, qutu bələdçilər daha məntiqli görünür.
Bir əlavə üstünlük də var: maşının kütləsi işə yarayır. Ağır karkas və bloklar təsadüfi yük sıçrayışlarına daha az reaksiya verir. Operator üçün uzun növbədə sabit rejim saxlamaq asanlaşır, xüsusən partiya böyükdürsə və yarımfabriklər bir-birindən az fərqlənirsə.
Səth də tez-tez daha düz çıxır, baxmayaraq ki, qutu sxemi nadir hallarda məhz təmiz keçid üçün seçilir. Sadə səbəb: ağır kəsmədə blok daha az titrəyirsə, alətin izi daha sakit alınır.
Xətti bələdçilər nə vaxt daha rahatdır
Xətti bələdçilər adətən çox hərəkət edən və bir keçidə az vaxt sərf edən maşınlarda seçilir. Əgər dövr qısa, mövqelər arasında tez-tez sürətli keçidlər varsa, oxların yüngüllüyü vaxt baxımından böyük fərq yaradır.
Bu seriya istehsalında aydın görünür. Bir növbədə beş korpus yox, iki yüz eyni burcu hazırlamaq lazımdırsa, hər cikldə 4–6 saniyə qənaət sürətlə əhəmiyyətli artım verir.
Təmiz keçidlərdə, az metal çıxarılan hallarda da xətti sxem rahatdır. Burada yük daha aşağıdır, amma oxların düz və artıq dolayı hərəkətsiz olması vacibdir. Belə rejimdə sabit toz aşınması daha asandır və səth öndə əgər alət və rejim düzgün seçilibsə proqnozlaşdırılandır.
Xətti bələdçilər saniyələri sayan işlərdə qalib gəlir, sərt güc ehtiyatını deyil. Bu, təkrarlanan, texnologiyası məlum olan detallarda, marşrutun artıq sıxılmış olduğu hallar üçün adi haldır.
Onlar xüsusilə kiçik və orta ölçülü detallar üçün, oxların tez-tez emal zonaları arasında keçdiyi, əsas işin təmiz keçidlərdə olduğu və partiyanın böyük olduğu hallarda rahatdır.
Sadə nümunə: sex CNC torna ilə bir partiya flanşlar çəkir. Xam kəsim artıq o qədər də ağır deyil, amma çox təkrarlanan hərəkətlər var — yanaşma, kəsmə, geri çəkilmə, mövqe dəyişmə. Belə işdə sürətli və yüngül hərəkətlər mövcud ehtiyatdan daha çox fayda verir.
Bu həm də əlavə üstünlük verir: operator detaldan detala eyni nəticəni almaqda daha rahat olur. Ölçü daha az "dalğalanır", səth daha düz çıxır və birinci ilə yüzüncü detal arasındakı zaman əhəmiyyətli dərəcədə dəyişmir.
Ağır rejimlərdə nə baş verir
Ağır rejim maşının zəif tərəflərini tez göstərir. Kəsim sakit gedəndə sxemlər arasındakı fərq kiçik görünə bilər. Amma dərin çıxış, kəsik-kəsik əmələ gələn ştuk və böyük sürətdən sonra bloklar tam fərqli yük alır.
Maşına ən çox zərbə anları təsir edir. Kəsici metala daxil olur və çıxır, dəyişkən talaqlar olur və hər giriş supportun, spindelin və bələdçilərin üzərinə zərbə ötürür. Qutu sxemi adətən bu zərbələri böyük təmas sahəsi və yaxşı sönümləmə sayəsində sakit daşıyır. Xətti sxem isə hərəkətin yüngüllüyündə üstünlük qazanır, amma sərt güc kəsimində karretkanın ölçüsündən, karkasın sərtliyindən və yığmanın keyfiyyətindən daha çox asılı olur.
Ağır növbədə yalnız sxem hər şeyi həll etmir. Yağlama və talaqdan qorunma da bənzər dərəcədə vacibdir. Əgər yağlama bərabər paylanmırsa, bələdçi qızınır, daha tez aşınır və hamar hərəkəti itirir. Əgər qoruyucu örtüyə incə talaq dolursa, o, abraziya kimi işləyir. Belə halda yaxşı maşın da erkən oynaq, oxda sıçrayış və səthdə izlər əldə edir.
Birkaç saatlıq sərt işdən sonra dəqiqlik demək olar ki, həmişə düşməyə başlayır. Bloklar qızınır, metal genəlir, ölçü dəyişir. Operator əvvəlcə kiçik əlamətlər görür: diametr yavaş-yavaş artır və ya konusluq əmələ gəlir. Sonra səthdə dalğalanma yaranır və təmiz keçid əvvəllki nəticəni vermir.
Tez-tez rastlanan əlamətlər:
- növbənin sonunda ölçü dəyişir;
- eyni rejimdə səth nazik dalğalı olur;
- kəsmə səsi proqram dəyişmədən dəyişir;
- qoruyucuda və sürmə səthlərində incə talaq yığılır.
Yaygın səhvlərdən biri də bələdçiləri günahlandırmaqdır, halbuki problem detalı bərkidilməsində ola bilər. Zəif patron sıxışı, uzun yarımfabrikatın zəif dayağı və ya yanlış həcm təyini hər maşında vəziyyəti tez pisləşdirir. Detal titrəməyə başlayır, kəsici titrəməni tutur və səth təmizliyini itirir. Belə halda hər iki sxem gözləniləndən pis nəticə verəcək.
Ona görə də ağır rejim üçün maşın seçərkən təkcə bələdçilərin tipini yoxlamaq kifayət etmir. Yağlama sistemi necədir, oxlar nə dərəcədə qorunur, komponentlərin kütləsi nə qədərdir və maşın uzun növbədən sonra ölçünü necə saxlayır — bunları ayrıca soruşmaq daha faydalıdır.
Öz detalınıza görə necə seçmək
Bu seçimi ümumi mübahisələrə görə yox, konkret detal və ya oxşar detallar ailəsinə görə etmək daha yaxşıdır. Eyni maşın prutdan kəsilmiş burclar üçün uyğun olsa da, tökmə iri korpuslar üçün əlverişli olmaya bilər.
İlk növbədə başlanğıc məlumatları kağıza tökün. Yaddaş tez-tez yanılır, satıcıya və texnoloqa ümumi söz yox, dəqiq rəqəmlər lazımdır.
- ən çox hansı materialı kəsirsiniz;
- işə hansı yarımfabrikat gəlir: prut, kovka, tökmə yoxsa artıq kəsilmiş bulyonka;
- adi növbədə nə qədər metal alırsınız və kəsim dərinliyi nədir;
- detalın avadanlıqla birlikdə çəkisi nə qədərdir;
- bu işdə nə daha vacibdir: metali tez çıxarmaq, səthi daha təmiz almaq yoxsa maşını uzun müddət yükləmədə saxlamaq.
Bunlardan sonra seçim özü-özünə daralır. Əgər detal ağırdır, çıxış böyükdürsə və rejim sərtdirsə, qutu bələdçilər daha sakit iş verir. Maşın sürət üçün deyil, yükü saxlamaq üçün nəzərdə tutulubsa, bu uyğun olacaq.
Əgər yarımfabrikat düz və çıxış kiçikdirsə, məqsəd sürətlə ölçüyə çıxmaq və təmiz səth əldə etməkdirsə, xətti bələdçilər daha uyğun gəlir. Onlar seriya işlər üçün, kiçik orta ölçülü detallar üçün yaxşıdır.
Nəyi birinci yerə qoymaq lazımdır
Ən çox rastlanan səhv sadədir: bir maşını hamı üçün almaq istəmək. Əgər yüklənmənin 70%-i iri detalların xam emalından ibarətdirsə, yalnız boş hərəkət sürətinə görə maşın seçmək məntiqli deyil. Və əksinə, yüngül təkrarlanan detallar üçün ehtiyat üçün çox pul ödəməyə dəyməz.
Kiçik nümunə: əgər sex tökmə korpuslar kəsirsə və xeyli çıxış varsa, sabit yüklənmə daha vacibdir. Əgər sex hazırlıqdan keçmiş bilyetlərdən oxlar və flanşlar istehsal edirsə, dövr sürəti və təmiz keçid daha önəmli olacaq.
Satın almadan əvvəl mümkün olduqda sizin materiala, ölçüyə və rejimə yaxın detalla test istəyin. Öz çertyojunuzu və öz alətinizi vermək daha faydalıdır. Beləliklə söhbət dərhal konkretləşir.
Harada tez-tez səhv edirlər
Birinci səhv — boş hərəkət sürətinə çox baxmaq və maşının metali necə kəsdiyini demək olar ki, görməməzlikdən gəlmək. Tez hərəkət cədvəldə yaxşı görünə bilər, amma xam emalda nə verəcəyini demir. Əgər detal ağırdır və çıxış böyükdürsə, 36 ilə 48 m/ dəq arasındakı fərq çox vaxt uzadılmış sərtlik və maşının kəsmə zamanı davranışından daha az əhəmiyyət kəsb edir.
İkinci səhv sexdə müqayisə aparanda quraşdırma şərtlərini nəzərə almamaqdır. Əslində möhkəm təməl, padanın kütləsi, ankerventasiya və platformanın ümumi sərtliyi nəticəyə güclü təsir edir. Eyni maşın yaxşı təməldə sakit işlər görə bilər, zəif döşəmədə isə pis. Buna görə bələdçilərin növü haqqında mübahisə tez-tez məsələnin mahiyyətindən yayınır: problemlər bəzən maşının necə qoyulmasında olur.
Başqa bir səhv — kataloqda göstərilən dəqiqliyə tam inanmaqdır. Kağız üzərində hər şey yaxşı görünə bilər, amma səth yalnız kataloqun rəqəmlərindən asılı deyil. Əgər maşın boşda geometriyanı saxlayırsa, bu hələ demək deyil ki, dərin kəsimdə də ölçünü saxlayacaq. Satıcıya sadə sual verin: maşın real detalla, real alətlə və uzun növbədə necə davranır?
Baxım da tez-tez unudulur. Bələdçilərin yağlanması, qoruyucu örtüklərin vəziyyəti, talağın girişi və toz istehsalın resursuna gözləniləndən daha sürətli təsir edir. Əgər bunlara diqqət yetirməsəniz, xətti bələdçilər hamarını itirir, qutu sxemi də çirk və pis yağlama ilə problem yaşayır. Sonra yenə sxem günahlandırılır, amma səbəb qulluqda olur.
Bir daha tez-tez səhv — alüminium təcrübəsini polad və ya dəmirə keçirmək. Yumşaq materialda maşın çox canlı və dəqiq görünə bilər, amma ağır rejimlərdə vəziyyət fərqli olur. Sex alüminium korpuslarda uğurlu maşını alıb polad flanşlara keçirəndə dərhal məlum olur ki, sərtlik, vibrasiya və alət davamlılığı üçün tələblər tamamilə fərqlidir.
Sağlam seçim adətən bir gözəl rəqəmə görə deyil, şərtlərin kombinasiyasına görə edilir: material, çıxış, dövr müddəti, quraşdırma və qulluq. Bu az effektlidir, amma səhvlər daha az olur.
Sexdən nümunə
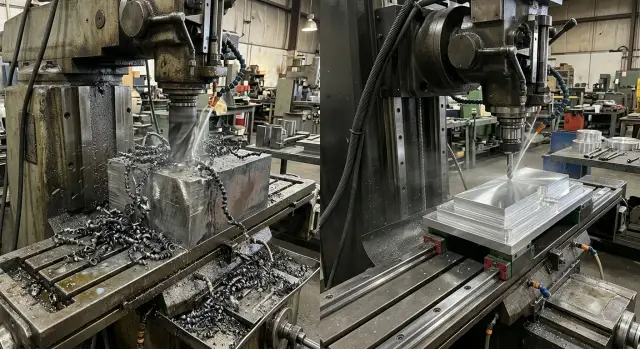
Tutaq ki, adi sifariş var: sex iri çıxaqlı tökmə korpusları emal edir. Yarımfabrikat qeyri-bərabərdir, metal bəzi yerlərdə kəsməkdə çətindir və ilkin məqsəd artıq həcmi əlavə titrəmə və dayanmadan çıxarmaqdır.
Xam keçidlərdə qutu bələdçilərlə maşın adətən daha sakit davranır. Operator sürəti daha inamlı saxlayır, maşın isə sıx lövbərlənmiş kəsimdə anı daha bərabər daşıyır. Ağır rejimdə bu həm səsdə, həm də görünüşdə hiss olunur: səs daha sabitdir, kəsim daha topludur və alət kəskin zərbələrdən daha az əziyyət çəkir.
Əgər bu korpuslar seriya ilə gedirsə, fərq tez görünür. Xam emal sərtlik və yük ehtiyatı tələb edir, və qutu sxemi çox vaxt məhz bunu verir.
Sonra işin başqa hissəsi başlayır. Artıq çıxış götürülüb, oturuşları, səthləri və dəlikləri tez keçmək, bir neçə dəfə alət dəyişmək və dəqiq ölçüyə çıxmaq lazımdır. Bu mərhələdə xətti bələdçilər daha rahatdır: oxlar daha tez sürətlənir, nöqtəyə daha sürətlə çatır və maşın keçidlər arasında daha az vaxt xərcləyir.
Təmiz əməliyyatda bu yalnız dövriyyəyə deyil, həm də iş ritminə təsir edir. Keçidlər qısa, hərəkətlər çoxdursa, xətti sxem yardım edir və səthi sabit saxlamağa kömək edir, əgər rejim düzgün seçilibsə.
Ona görə qərar modaya görə deyil. Əgər maşın hər gün iri çıxışı tökmə korpuslardan götürürsə, qutu sxemi daha çox fayda verə bilər. Əksinə, əksər işlər əsasən təmiz keçidlərdirsə və çox tez-tez yanaşma varsa, xətti sxem bir nömrə yüksək performans verə bilər.
Əsas baxılmalı məsələ: maşın hər gün hansı əməliyyatı edəcək. Çox vaxt düzgün cavab məhz bundan alınır.
Alışdan əvvəl yoxlama
Kataloqla bu mübahisə adətən həll olunmur. Onu sizin detalları, kəsim rejimi və maşının sexdə gündəlik həyatı həll edir.
Əvvəlcə maşına yox, öz işinizə baxın. Əgər tez-tez polad, dəmir və ya kovka ilə böyük çıxış alırsınızsa, tələblər bir olacaq. Əgər əsasən kiçik keçidlər, təkrar partiyalar və yüksək sürət varsa, vəziyyət başqa cürdür.
Tez beş suala cavab verin:
- ən çox nə kəsirsiniz;
- bir dövrdə adətən nə qədər metal çıxarılır;
- detalın çəkisi nə qədərdir və onu nə qədər möhkəm sıxa bilərsiniz;
- maşın gündə iki saat yüklənəcək yoxsa növbənin böyük hissəsində işləyəcək;
- nəticəyə daha çox nə zərbə vurur: əlavə 30–60 saniyə dövrü yoxsa səthdə vibrasiya izləri.
Cavablar artıq bir çox variantı aradan qaldırır. Ağır detal, zəif bərkidilmə və böyük çıxış bir yanaşma tələb edir; kiçik detal, sabit avadanlıq və sürət tələb edən iş başqa.
Bir başqa tez-tez yetərincə qiymətləndirilməyən məqam: kim maşını çatdırıldıqdan sonra işə salacaq və parametrləri düzəldəcək? Əgər sexdə güclü sazlayıcı yoxdursa, əvvəlcədən pusk-naladkanın nəyə daxil olduğunu və servis şəbəkəsini soruşmaq vacibdir. Yaxşı işə salma həftələrdə yanılmaları azaltmağa kömək edir.
Kiçik nümunə: sex ağır polad korpuslar emal edir, maşın demək olar ki, bütün növbə işləyir və səthdə yükdən sonra dalğalanma qəbul edilmir. Belə halda əlavə bir dəqiqə dövrə adətən qüsurdan və ya ölçü qeyri-sabitliyindən daha ucuz başa gəlir.
Əgər bu suallara qısa və rəqəmlərlə cavab vermək çətindirsə, modelləri müqayisə etmək üçün hələ tezdir. Əvvəl real rejimləri, detalların çəkisini və səth tələblərini toplayın. Bundan sonra seçim çox daha aydın olacaq.
Növbəti addımlar
Maşını ümumi təsvirə görə seçməyin. Öz detalları, materialı və hər gün işləyəcəyiniz rejimləri götürün. Onda bələdçilərin tipi haqda mübahisə praktik reallığa çevrilir.
Sadə məlumat dəsti toplayın: detalın ölçüləri və çəkisi, material və tipik çıxış, kəsim dərinliyi, sürət, xam keçidlərin müddəti, səth tələbləri və həftədə neçə saat maşın yüklənəcək. Bu siyahı tez-tez seçimi dəyişir.
Sonra hər iki variantı eyni tapşırıqda müqayisə edin. Fərqli nümunələrdə yox, bir detalda, eyni materialdan, eyni çıxışla. Yalnız emal vaxtına baxmayın: ölçünün necə saxlanması, səthin necə çıxması və maşının seriya işdən sonra necə davrandığını da yoxlayın.
Qiyməti birinci yerə qoymaq lazım deyil. Pusk-naladka, servis və rejim üçün ehtiyatları dərhal müzakirə edin. Ucuz maşın tez mənasızlaşırsa, çətin işə salma və ağır kəsimdə daim sürəti azaltmaq məcburiyyəti baha başa gələcək.
Satıcıya bir neçə açıq sual verin: maşını nə zaman yerində işə salacaqlar, servisə nə qədər tez çatmaq olar, modelin əsl yarımfabrikat çəkisi və real yükləmə üzrə ehtiyatı nə qədərdir — sadəcə bukletdəki rəqəmlərə görə deyil.
Əgər konkret seçiminizə yardım lazımdırsa, EAST CNC Qazaxıstanda belə tapşırıqları real detal əsasında həll edir, yalnız ümumi sözlərlə yox. Şirkət CNC torna və emal mərkəzləri təklif edir, seçimdə, pusk-naladka və servisdə kömək edir, ona görə söhbət yalnız qiymətdən deyil, maşının gündəlik davranışından gedə bilər.
Yaxşı son addım sadədir: satıcılara detalın çertyojunu, materialı, çıxışı və öz rejimlərinizi göndərin. Bundan sonra müqayisə ədalətli olur və səhv riski xeyli azalır.