East CNC Kazakhstan blogi
CNC stanoklar, metallni qayta ishlash va ishlab chiqarishni modernizatsiya qilish haqida maqolalar.
So'nggi maqolalar

25-avg, 2025·8 daq
Tiskdagi tez-almashuvchi baza: qachon soatlab vaqt tejaydi
Tez-almashuvchi baza qisqa partiyalar va tez-tez detal almashtirishda yordam beradi: qo‘l bilan qayta o‘rnatish kamayadi, tayyorgarlik osonlashadi va sikl barqarorroq bo‘ladi.
tez-almashuvchi tisk bazasitisklar uchun sputniklarqisqa detal partiyalari

24-avg, 2025·8 daq
MDH bo'ylab tashish uchun ishlangan detallarni qadoqlash
MDH bo'ylab tashish uchun ishlangan detallarni qadoqlash: uzoq yo'l, qayta yuklashlar va qishda sirt, o'lcham va qirralarni qanday saqlash kerak.
detallarni qadoqlashMDH bo'ylab detallarni tashishdetal yuzasini himoya qilish

23-avg, 2025·8 daq
Yangi stanok uchun postprotsessor: birinchi detalgacha testlar
Yangi stanok uchun postprotsessorni birinchi detalga o‘tishdan oldin tekshiring: o‘qlar, korreksiyalar, tsikllar, xavfsiz balandliklar, ish noli va quruq progоn muhim.
yangi stanok uchun postprotsessorCNC o'qlarini tekshirishasbob korreksiyalari

22-avg, 2025·8 daq
Kichik seriyalar uchun torna mashinasi: qaysi opsiyalar moslashuvchanlik beradi
Kichik seriyalar uchun mashina tez qayta sozlash, osnastka va funksiyalar to‘plamiga qarab tanlanadi. Qanday opsiyalar haqiqatan yordam berishi va qaysilariga ko‘pincha ortiqcha pul to‘lanishini ko‘rib chiqamiz.
kichik seriyalar uchun mashinaCNC mashinasi kichik seriyalar uchuntez qayta sozlash mashinasi

21-avg, 2025·6 daq
Birinchi detal mos keldi, seriyada yo'q: sababni qanday topish
Birinchi detal dopuskda, lekin seriyada o'lcham ketadimi? Zajim, instrument, harorat, dastur va наладка tartibini ortiqcha nazariya bilan emas, oddiy amaliy tekshiruvlar bilan qanday tekshirishni ko'ramiz.
birinchi detal mos, seriyada yo'qseriyada o'lchamning ko'chishitokar stanokda detalni ushlash

21-avg, 2025·8 daq
Gorizontal ishlov berish markazi yoki vertikal
Qachon gorizontal ishlov berish markazi vertikalga qaraganda foydaliroq ekanini tahlil qilamiz: detallarning turlari, o'rnatishlar soni, yuklash va ishlab chiqarish ritmi bo'yicha.
gorizontal ishlov berish markazivertikal ishlov berish markazio'rnatishlar soni

20-avg, 2025·7 daq
Tisqlarda balandlik bo‘yicha konus: qistirmalar va parallellar xatolari
Tisqlardagi balandlik bo‘yicha konus ko‘pincha frezadan emas, balki kir, turlicha parallellar va qiyshiq mahkamlashdan kelib chiqadi. Quyida birinchi detal oldidan tekshiruvlar ro‘yxati keltirilgan.
tisklarda balandlik bo‘yicha konustiski parallellarizagotovka osti qistirmalari

15-avg, 2025·8 daq
Stanok buzilganda marshrutni uzmaslik uchun zaxira ssenariy
Stanok buzilganda zaxira ssenariy detaldan boshqa marshrutga tez o‘tishga yordam beradi: dasturlar, moslama va o‘lchov bo‘yicha oldindan nimalarni tayyorlash kerak.
stanok buzilganda zaxira ssenariydetal marshrutizaxira ChPU dasturlari

13-avg, 2025·8 daq
Режим ўзгаришлари журнали: сменалар оралиғида тузатишларни йўқотмаслик
Rezhim oʻzgarishlari jurnali operator tahrirlarini qayd etishga, ularni smenalar oʻrtasida uzatishga va stanok sozlamalaridagi chalkashlikni kamaytirishga yordam beradi.
rezhim oʻzgarishlari jurnaliЧПУ режимларини алмаштиришoperator tuzatishlarini qayd etish

13-avg, 2025·8 daq
Profil kesuvchi yoki bir necha o‘tish: seriyada qaysi biri barqarorroq
Profil kesuvchi yoki bir necha o‘tish: seriyada qayerda tayyorlash narxi pastroq, asbob uzoqroq xizmat qiladi va detal profilining chiqib ketish xavfi kamroq bo‘lishini tahlil qilamiz.
profil kesuvchi yoki bir necha o‘tishseriyada asbob turg‘unligidetalda profilning siljishi

13-avg, 2025·6 daq
Seriyada o‘lcham trendi: brakka yetmasdan siljishni qanday ushlash
Seriyada o‘lcham trendi brakka yetmasdan oldin siljishni payqashga yordam beradi. Qisqa o‘lchov kartasi, tekshiruvlar chastotasi va to‘xtatish vaqtini ko‘rsatamiz.
Seriyada o‘lcham trendidetal o‘lchov kartasiqachon jarayonni to‘xtatish kerak

13-avg, 2025·8 daq
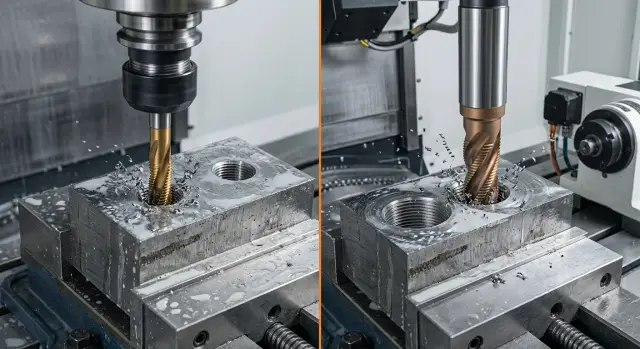
Kichik freza bilan issiqqa chidamli qotishmalarni frezalash
Kichik freza bilan issiqqa chidamli qotishmalarni frezalashda chiqib turish, moslama, qadam va berishni to'g'ri tanlash ayniqsa tor pazlarni ishlashda muhim.
Issiqqa chidamli qotishmalarni frezalashfrezaning ortiqcha chiqib turishitor pazlarni ishlash

10-avg, 2025·7 daq
Tanaffusdan keyin stanokning takrorlanuvchanligi: dushanba kuni nimani tekshirish kerak
Tanaffusdan keyin stanokning takrorlanishi ko'pincha sovuq tugunlar, qalin moy, gidravlik bosimining pasayishi va havodagi namlik sabab yuzaga keladi.
stanokning takrorlanishi tanaffusdan keyinCNC stanokini qizdirishstanok moylash va gidravlika

09-avg, 2025·8 daq
Mexanik ishlov berish partiyasi hajmi: foyda qachon tugaydi
Mexanik ishlov berish partiyasi hajmi detal narxiga, stanok yuklanishiga va muddatlarga ta'sir qiladi. Sozlash, zaxira va shoshilinch buyurtmalar balansini qanday hisoblashni ko'rsatamiz.
mexanik ishlov berish partiyasi hajmistanokni qayta sozlashtayyor detallar ombori

06-avg, 2025·8 daq
Asbobni balanslash: nima uchun yuqori aylanishlarda yakuniy sirt yomonlashadi
Asbobni balanslash shpindel to‘g‘ri ishlasa ham yuqori aylanishlarda yakuniy sirt sifatining yomonlashish sabablari haqida tushuncha beradi.
asbobni balanslashasbob tutqichining tebranishiyakuniy sirt

04-avg, 2025·8 daq
O‘lcham dopuskda, lekin uzel yig‘ilmayapti: sababini izlaymiz
O‘lcham dopuskda, lekin uzel yig‘ilmayaptimi? Konuslik, bochkasimonlik va noto‘g‘ri o‘lchash bazasi yig‘ishni qanday buzishini ko‘rib chiqamiz.
o‘lcham dopuskda, lekin uzel yig‘ilmayaptidetal konusligidetal bochkasimonligi

02-avg, 2025·8 daq
Yangi seriyani ishga tushirishda sinov detallarini kamaytirish
Yangi seriyani ishga tushirishda sinov detallarini kamaytirish osonroq — asboblarni stankdan tashqarida tayyorlab, o‘lchovlarni tashqarida olib, ortiqcha to‘xtashlarni bartaraf etish orqali.
sinov detallarini kamaytirishasboblarni stankdan tashqarida tayyorlashstankdan tashqarida o‘lchovlar

01-avg, 2025·8 daq
Vertikal yoki gorizontal torna mashinasi: qanday tanlash
Vertikal torna mashinasini har doim tanlamaydilar. Massa, detalni yuklash va chiplarning chiqishini ko‘rib chiqib, qachon vertikal gorizontalga nisbatan afzal ekanligini tushuntiramiz.
vertikal torna mashinasigorizontal torna mashinasimashina sxemasini tanlash

31-iyl, 2025·8 daq
Emulsiya ichidagi moy: bir smenada manbasini qanday topish
Emulsiya ichiga moy ko‘pincha gidrosistema, yo‘riqchi moylash tizimi yoki noto‘g‘ri drenajdan kiradi. Bir smenalik tekshiruvlar asbobni saqlab qolishga yordam beradi.
emulsiya ichidagi moystanok gidrosistemasini tekshirishyo'riqlarning moylanishi

31-iyl, 2025·8 daq
CNC operatorini o'rgatish: birinchi sakkiz hafta uchun reja
CNC operatorini birinchi sakkiz haftada o'rgatish: sozlash, detalni o'lchash, tuzatishlar bilan ishlash va keng tarqalgan avariyalarda qanday harakat qilish.
CNC operatorini o'rgatishCNC o'quv rejasiCNC mashinasini sozlash

30-iyl, 2025·8 daq
Tokarlashda qirqimlarni nazorat qilish — to'xtovlarsiz ishlab chiqarish
Tokarlashda qirqimlarni nazorat qilish seriyadagi to'xtashlarni kamaytiradi. Plastina, oziqlantirish tezligi, kesish chuqurligi va SOJ bosimi haqida ko'rib chiqamiz.
tokarlashda qirqim nazoratitokar plastinasini tanlashtokarlashda oziqlantirish tezligi

29-iyl, 2025·8 daq
Ikkinchi CNC operatorini detallar oilasi bo‘yicha o‘qitish
Ikkinchi CNC operatorini detallar oilasi bo‘yicha o‘qitish: bazalash, korreksiyalar va o‘lcham nazoratini bitta dasturga bog‘lab qo‘ymasdan qanday o‘tkazish.
ikkinchi CNC operatorini o‘qitishdetallar oilasidetalni bazalash

29-iyl, 2025·8 daq
Operatsiyalar orasidagi yarimtayyor zaxira: qanday hisoblash va kamaytirish
Operatsiyalar orasidagi yarimtayyor zaxira ko‘pincha ko‘zga ko‘rinmas ravishda o‘sadi: qotib qolgan detallarni qanday hisoblash, yo‘qotishlarni ko‘rish va muddatlarga zarar bermasdan zaxirani kamaytirishni tushuntiramiz.
operatsiyalar-oraligidagi-yarimtayyor-zaxirato‘xtab qolgan-detallaryarimtayyor-ishlab-chiqish

29-iyl, 2025·7 daq
CAMdagi qoldiq material: xavfli zonalarni qanday o'tkazib yubormaslik
CAMdagi qoldiq material ko'pincha qiruvchi ishlovdan keyin yashirinadi. Qayerda qolishi, uni oxirgi o'tishdan oldin qanday topish va freza zarbasidan qanday saqlanishni ko'rib chiqamiz.
CAMdagi qoldiq materialqiruvchi ishlovyakuniy ishlov

27-iyl, 2025·8 daq
Chizmada sirtning xiraligi: qayerda Ra kerak, qayerda kerak emas
Chizmada sirt xiraligi detal narxiga va ishlov yo‘liga ta’sir qiladi. Qayerga Ra qo‘yish, sex bilan qanday kelishish va ortiqcha o‘tishlarni qanday olib tashlashni ko‘rsatamiz.
chizmada sirtning xiraligiRa belgilanishiyuzaning sirt qiyaligi

23-iyl, 2025·7 daq
Tokarlik markazida ko‘p asbobli operatsiyalarni to‘qnashuvsiz bajarish
Tokarlik markazida ko‘p asbobli operatsiyalar trayektoriyalarni aniq tekshirish, sozlash va harakatlar ketma-ketligini sinchiklab ko‘rib chiqishni talab qiladi, shunda to‘qnashuv xavfi kamayadi.
tokarlik markazida ko‘p asbobli operatsiyalarCNC trayektoriyalarini tekshirishtokarlik markazini sozlash

23-iyl, 2025·7 daq
Avtomatik liniya yoki ikki stanok: qachon qaysi biri foydaliroq
Avtomatik liniya yoki ikki stanok: seriyali buyurtmalarda takt, qayta sozlashlar, operatorlarning yuklanishi va to‘xtab qolish xavfini qanday taqqoslashni tahlil qilamiz.
avtomatik liniya yoki ikki stanoktakt ishlab chiqarishstanoklarni qayta sozlash

21-iyl, 2025·7 daq
C o‘qi momenti zaxirasi: nima uchun po‘lat boshqacha kesiladi
C o‘qining moment zaxirasi ikki tokarlik markazi bir xil C o‘qiga ega bo‘lsa ham, nega po‘lat frezalashda turlicha ishlashini tushunishga yordam beradi.
C o‘qi momenti zaxirasitokarlik markazida po‘lat frezalashC o‘qi va yurituvchi asbob

20-iyl, 2025·8 daq
Tokar markazida detal qabul qilgichi: qachon kerak?
Detal kesilgandan keyingi yarim soniyada yuzaga keladigan chiziqlar, sikl va detalni qabul qilishni ko‘rib chiqamiz: ulovchi qachon kerak va qachon undan voz kechish ma’qul.
tokar markazida detal qabul qilgichidetal yuzasini shikastlanishitokar markazi sikl vaqti

20-iyl, 2025·8 daq
C o'qi va Y o'qi tokar markazida: qachon ular oqlanadi
C o'qi va Y o'qi tokar markazida: qaysi operatsiyalar frezerlashdan uziladi, vaqt va sozlashni qanday hisoblash, o‘z nomenklaturangiz bo‘yicha oqlanishni aniqlash.
C o'qi va Y o'qi tokar markazidatokar markazi haydovchi asbob bilanY o'qining oqlanishi

20-iyl, 2025·8 daq
Seriyali avtokomponentlar uchun stanok sotib olishdan oldin taktni hisoblash
Stanokni sotib olishdan oldin taktni hisoblash — formulasi va shabloni: yuklash, o‘lchash, asbob almashtirish va operatsiyalararo zaxirani hisobga olgan holda.
taktni hisoblash stanok sotib olishdan oldinCNC tokarka avtokomponentlar uchunishlash tsikli vaqti
19-iyl, 2025·8 daq
CNCda yiv: metchik yoki freza — qanday tanlash kerak?
Metchik bilan yoki freza bilan yiv kesish: CNC mashinada kichik partiyalar va seriyalar uchun asbob sinishi xavfi, tsikl vaqti va yiv sifatini solishtirish.
metchik yoki freza bilan yivCNCda yiv kesishyiv frezalash

18-iyl, 2025·8 daq
Isitilmaydigan sexda stanokning zanglanishi: xavfni qanday kamaytirish
Isitilmaydigan sexda stanoklarning zanglanishi ko'pincha kondensat va bekor turish sababli boshlanadi. Qanday saqlash, konservatsiya va qish mavsumida ish rejimini tashkil qilishni ko'rib chiqamiz.
stanokning-zanglanishi-isitilmaydigan-sexdastanokni-qishda-konservatsiya-qilishsexda-osnastkani-saqlash

18-iyl, 2025·8 daq
Indeksatsiyadan keyin revolverdagi taqillash: yechmasdan tekshirish
Indeksatsiyadan keyin revolverdagi taqillash har doim ham jiddiy nosozlik degani emas. Keling, mahkamlash, datchiklar, asbobning lyufti va avariya jurnalini bosqichma-bosqich ko‘rib chiqamiz.
indeksatsiyadan keyingi revolverdagi taqillashrevolver kallagini tekshirishstanok ЧПUda asbob lyufti

17-iyl, 2025·8 daq
Xotira batareyalari va enkoderlar: xavfsiz almashtirish qachon
Xotira va enkoder batareyalari sekin‑asta nosoz bo‘ladi. Qachon almashtirish, xavotir belgilarini qanday aniqlash va stanokni to'xtashdan saqlaydigan sodda jadvalni ko‘rib chiqamiz.
xotira va enkoder batareyalariCNC batareyasini almashtirishstanokning favqulodda to'xtashi

16-iyl, 2025·7 daq
Ishlab chiqarish kompaniyasi uchun stanok lizingi: nimani hisoblash kerak
Ishlab chiqarish kompaniyasi uchun stanok lizingi faqat to‘lov bo‘yicha hisoblanmaydi. Avans, servis, instrument, soliqlar, to‘xtab qolish va yakuniy summani ko‘rib chiqamiz.
ishlab chiqarish kompaniyasi uchun stanok lizingistanok lizingini hisoblashCNC stanokning to‘liq narxi

15-iyl, 2025·8 daq
Chizma reviziyasi almashganda birinchi partiyani qanday aralashtirib yubormaslik kerak
Chizma reviziyasi almashganda oddiy tartib kerak: dasturlar, moslama va nazorat kartasini qanday belgilash, eski va yangi partiyani aralashtirib yubormaslik uchun.
chizma reviziyasiCNC dasturlarini markirovkalashmoslamani markirovkalash

14-iyl, 2025·8 daq
Stanok uchun alohida quvvat liniyasi: qachon kerak
Stanok uchun alohida quvvat liniyasi kerakligini qanday aniqlashni ko'rib chiqamiz: ishga tushish toklarini, qo'shni yuklarni va elektronika xatoliklarini nima tekshirish kerak.
stanok uchun alohida quvvat liniyasistanok ishga tushish toklarielektronika uchun shovqinlar

12-iyl, 2025·8 daq
Seriyali detallar uchun alohida moslama: qachon o'zini oqlaydi
Seriyali detallar uchun alohida moslama qachon ishlash vaqti kamayishini, o‘lcham barqarorligini va avtokomponent partiyasida aniq tejashni ta’minlashini tahlil qilamiz.
seriyali detallar uchun alohida moslamaavtokomponentlar uchun osnastkastandart osnastka

12-iyl, 2025·8 daq
Stanok to‘qnashuvi: uni yangi ishga tushirishdan oldin qanday tekshirish kerak
Stanok to‘qnashuvi xotirjam tekshiruvni talab qiladi: geometriya, asbob, shpindel, o‘qlar va sinov ishga tushirish. Ikkinchi zarbani olmaslik uchun qadamlar tartibi.
stanok to‘qnashuvistanok geometriyasini tekshirishCNC asbobini tekshirish

12-iyl, 2025·7 daq
5-osi uchun korpus detalining texnologikligi — ortiqcha burilishlarsiz
5-osi uchun korpus detalning texnologikligi radiuslar, bazalar va asbobga kirishdan bog‘liq. Qanday qilib ortiqcha o‘rnatish va maxsus osnastkani kamaytirish mumkinligini ko‘rib chiqamiz.
korpus detal texnologikligi5-osi ishlov berishasbobga kirish

11-iyl, 2025·7 daq
Stanokda SPC: qachon statistika ortiqcha o‘lchovlarsiz yordam beradi
Stanok yonida SPC muhim o‘lchamlardagi siljishni erta ko‘rib, ortiqcha tekshiruvlarni kamaytiradi va ishlab chiqarishni sekinlashtirmaydi. Qachon va qanday boshlash kerakligini ko‘rib chiqamiz.
SPC stanokdaCNCda o‘lcham nazoratijarayon siljishi

09-iyl, 2025·7 daq
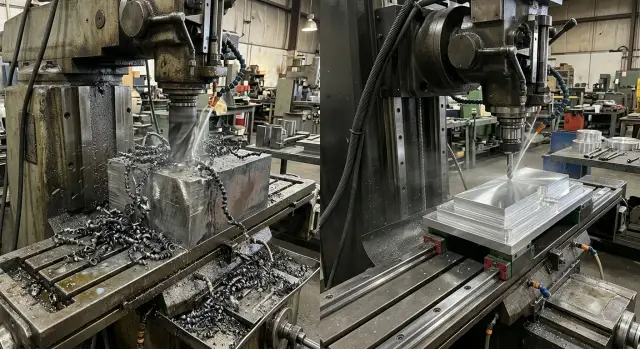
Plazmadan keyin po‘lat plitalarni ortiqcha yechmasdan frezerlash
Plazmadan keyingi po‘lat plitalarni frezerlash aniq baza, yumshoq siqish va termik qiyshayishni hisobga oladigan marshrutni talab qiladi.
plazmadan keyin po‘lat plitalarni frezerlashplitaning termik qiyshayishiplazmadan keyin bazani tekislash

08-iyl, 2025·8 daq
Alyuminiy ishlov berishda kesuvchi qirraga yopishma
Alyuminiyni ishlov berishda kesuvchi qirragacha yopishma ko‘pincha plastinka geometriyasi, rejim va СОЖ tufayli paydo bo‘ladi. Ortiqcha nazariyaga ketmasdan ishchi usullarni ko‘rsatamiz.
qirragacha yopishmaalyuminiy ishlov berishalyuminiy uchun plastinka geometriyasi
08-iyl, 2025·7 daq
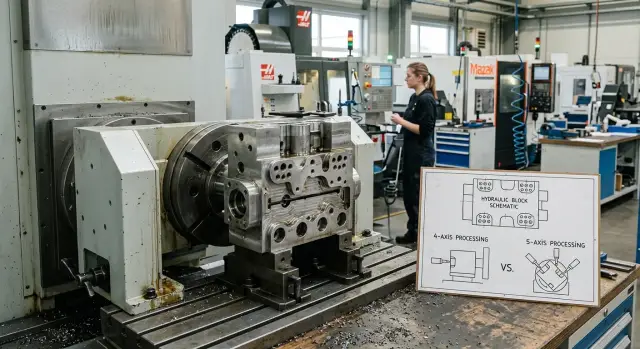
Gidroblok korpusi uchun 4 yoki 5 o‘q: qanday tanlash kerak
Gidroblok korpusi uchun 4 yoki 5 o‘q qachon kerakligini tahlil qilamiz: teshiklar guruhlari, ichki kesimlar, sozlash, brak xavfi va ortiqcha xarajatlar.
gidroblok korpusi uchun 4 yoki 5 o‘qgidroblok korpuslarini ishlov berish5 o‘qli ishlov berish

07-iyl, 2025·6 daq
Dengiz uskunalari uchun korpus detallari: bazalar, posadkalar va nazorat
Dengiz uskuna korpus detallari litiy baza, zagon massasi va bosqichma-bosqich tekshiruvga talabchan — to‘g‘ri bazalash va nazorat bo‘lmasa katta posadkalar va tekisliklar siljishi mumkin.
dengiz uskunalari korpus detallariqurma yuzasi bo‘yicha bazalarkatta tekisliklarni ishlov berish

07-iyl, 2025·6 daq
Tezkor almashtiriladigan asbob tizimlari: qayerda ular o‘zini oqlaydi
Tezkor almashtiriladigan asbob tizimlari smenada sozlash vaqtini yeyib tashlagan hollarda ishlab chiqarishni oshirishi mumkin. Seriyalar, almashtirish chastotasi va rentabellikni qanday hisoblashni ko‘rib chiqamiz.
tezkor almashtiriladigan asbob tizimlarisozlashni qisqartirishtutqichlar rentabelligi

06-iyl, 2025·8 daq
Metallga ishlov berish operatsiyalarini autsorsing qilish: nimani o‘zida qoldirish kerak
Metallga ishlov berish operatsiyalarini autsorsing qilish muddat, brak va yuklama bo‘yicha hisoblanadi. Termik ishlov, silliqlash, tish kesish va nazoratni taqqoslaymiz.
metallga ishlov berish operatsiyalarini autsorsing qilishtermik ishlov pudratchida yoki цехdasilliqlashni o‘z цехingizda qilish

06-iyl, 2025·6 daq
Nomenklatura tez-tez o'zgarganda bo'limning haftalik yukini baholash
Bo'lim yukini oddiy sxema bo'yicha baholash: mavjud soatlarni qanday hisoblash, sozlashlarni inobatga olish va tezkor buyurtmalar uchun zaxira qoldirish.
bo'lim yukini baholashmavjud ishlab chiqarish soatlarisozlashlarni hisobga olish

06-iyl, 2025·8 daq
Shpindel: kamarli yoki to'g'ridan-to'g'ri uzatma — sex uchun qaysi birini tanlash
Shpindelning kamarli yoki to'g'ridan-to'g'ri uzatmasi — aylantiruvchi moment, aylanish tezligi, shovqin, servis va egalik qiymatini solishtirib, detallar va yuklama uchun eng mos variantni tanlang.
shpindelning kamarli yoki tog'ridan-tog'ri uzatmasishpindel momentishpindel aylanish tezligi

03-iyl, 2025·8 daq
Asbob tayyorlash posti: qachon u sexga kerak bo'ladi
Asbob tayyorlash postini odatga ko‘ra emas, balki raqamlarga qarab ochish kerak. Yuklama, to‘xtashlar va sozlashdagi xatolarga oid belgilarni ko‘rib chiqamiz.
asbob tayyorlash postiCNC stanoklarni sozlashsexdagi to‘xtashlar

29-iyn, 2025·8 daq
Mayda talaş uchun SOJ filtratsiyasi: tizimni qanday tanlash
SOJni mayda talaşdan samarali filtratsiya qilish: qanday to‘r, tozalash nozikligi va abrazivni chiqarish sxemasini tanlash orqali SOJni uzoqroq saqlash va nasos eskirishini kamaytirish.
SOJ filtratsiyasi kichik talaş uchunSOJni abrazivdan tozalashCNC mashina uchun filtr tanlash

29-iyn, 2025·8 daq
Moslama yoki yangi stanok: kontrakt sexni nima sekinlashtiryapti
Moslama yoki yangi stanok: tor joy belgilarini, oddiy yo‘qotish hisobini va yana bitta markaz olishdan oldin tekshirish tartibini ko‘rib chiqamiz.
moslama yoki yangi stanokCNC uchun moslamalarishlab chiqarishdagi tor joy

28-iyn, 2025·8 daq
O‘zini markazlovchi patron yoki detalga mos sozlash
Aralash nomenklatura uchun o‘zini markazlovchi patron va detalga mos sozlashni taqqoslaymiz: qayerda vaqt tejaladi, qayerda esa aniqlik va sozlash soatlari yo‘qoladi.
o‘zini markazlovchi patrondetalga mos qisqich sozlasharalash nomenklatura

28-iyn, 2025·7 daq
Qo'shimcha asbob almashtirishlarsiz teshiklar paketini burg'ulash tartibi
Teshiklar paketini burg'ulash tartibi baza, asbob almashtirishlar soni va brak xavfiga ta'sir qiladi. Asbob va o'tishlarni qanday to'g'ri taqsimlashni ko'rib chiqamiz.
teshiklar paketini burg'ulash tartibiteshiklarni burg'ulash ketma-ketligiCNC da asbob almashtirish

26-iyn, 2025·8 daq
Uskunaga beriladigan havo: bosimdan tashqari nimalarni tekshirish kerak
Zakllyapka: Bosim, kondensatsiya nuqtasi va tozalik patron zajimi, purkash va avtomatik tugunlarga qanday ta'sir qiladi va havo bilan bog‘liq muammolar paydo bo‘lsa nimalarni tekshirish kerak.
uskuna uchun havosiqilgan havoning kondensatsiya nuqtasiCNC uchun havoning tozaligi

22-iyn, 2025·8 daq
Revolver VDI yoki BMT: amaliy moslamada nima o‘zgaradi
VDI yoki BMT revolverini qattiqlik, qayta sozlash vaqti hamda tokarlik, burg‘ulash va borlash uchun ushlagich tanlovi bo‘yicha oddiy sex ishlari misolida solishtiramiz.
revolver VDI yoki BMTrevolver qattiqligiCNC tokarlik stanogini qayta sozlash

21-iyn, 2025·6 daq
Geometriya toleranslari kartasi: sex ishga tushirishda qayerda xato qiladi
Geometriya toleranslari kartasi ko‘pincha ishga tushirishning o‘zida xato beradi. Bazalar, o‘rnatish, biroviy tebranish va noto‘g‘ri o‘qishdagi xatolarni tahlil qilamiz.
geometriya toleranslari kartasigeometrik toleranslardetalni bazalash

21-iyn, 2025·8 daq
Shpindel kuchi: pik ko'rsatkich va haqiqiy ish
Shpindel kuchi ko'pincha pik ko'rsatkichiga qarab baholanadi, lekin kesishda muhimroq — uzluksiz ish yuki. Tanlashdagi xatolar va tekshirishning oddiy usulini ko'rib chiqamiz.
shpindel kuchipik va nominal kuchCNC stanok tanlash

20-iyn, 2025·6 daq
Qo‘l bilan CNC dasturlash: qachon u CAMdan tezroq
Qo‘l bilan CNC dasturlash oddiy detalni tezroq ishga tushirishga yordam beradi: qachon G-kod CAMdan tezroq, qaysi operatsiyalarni qo‘l bilan yozish ma’qul va puskdan oldingi tekshiruvlar nima ekanligini ko‘rib chiqamiz.
qo'l bilan CNC dasturlashG-kod CAMsizyangi detalni ishga tushirish

19-iyn, 2025·6 daq
Ishlov berilgach qismlarni belgilash: lazer, zarba yoki yorliq
Ishlov berilgach qismlarni belgilash hisob‑kitob, o‘qilish va qabulga ta’sir qiladi. Lazer, zarba va yorliqni chidamlilik, narx va sex vazifalari jihatidan solishtiramiz.
ishlovdan keyingi qismlarni belgilashlazer bilan markirovkazarba bilan markirovka

19-iyn, 2025·6 daq
Nerjaviy po'lat va titan detallaridagi nuqsonlarni qanday kamaytirish
Nerjaviy po'lat va titan detallaridagi nuqsonlarni qanday kamaytirishni ko'rib chiqamiz: kesish rejimlarini tanlash, asboblarni o‘z vaqtida almashtirish va jarayonni toza saqlash.
nerjaviy-polat-va-titan-nuqsonlarni-kamaytirishnerjaviy-polat uchun kesish rejimlarititanni CNCda qayta ishlash

19-iyn, 2025·8 daq
Ishlab chiqarish sexini ishlov berish markazini o‘rnatishga tayyorlash
Ishlov berish markazini o‘rnatishga sexni tayyorlash: joyni, quvvatni, chiplarni olib tashlashni, asboblarni saqlashni va harakat yo‘llarini qanday tekshirish kerak.
sexni o'rnatishga tayyorlash obrobka markaziCNC stanok uchun quvvat ta'minotisexda chiplarni olib tashlash

17-iyn, 2025·8 daq
Alyuminiyni tokarlashda qirindi o‘ralib qolishi: qanday bartaraf etish
Alyuminiyni tokarlashda qirindining o‘ralib qolishi bazani buzadi, yuzada tirnalish qoldiradi va sikl vaqtini cho‘zadi. Sabablar, rejimlar, geometriya va tezkor tekshiruvlarni ko‘rib chiqamiz.
alyuminiyni tokarlashda qirindi o‘ralib qolishiyumshoq alyuminiy qotishmalarini tokarlashpatronga qirindi o‘ralishi

16-iyn, 2025·8 daq
Stanokni o‘rnatish: sexda poddon, ankera yoki vibroopra
Stanokni o‘rnatish aniqlik, servis va sex ichida ko‘chirishga ta’sir qiladi. Poddon, ankera yoki vibroopradan qaysi biri qachon kerakligini ortiqcha nazariyasiz ko‘rib chiqamiz.
stanok o‘rnatishstanok uchun poddonstanok uchun ankera

13-iyn, 2025·8 daq
Tez asbob almashtirish uchun ushlagichlar chiqish uzunligi standarti
Ushlagichlar chiqish uzunligining standarti asbobni tezroq almashtirishga, detallarni birinchi o‘tishda o‘lchamda ushlashga va CNC stanoklarida korreksiyalarni kamroq tuzatishga yordam beradi.
ushlagichlar chiqish uzunligi standartitakroriy ushlagichlarasbobni tez almashtirish

12-iyn, 2025·6 daq
Masofaviy ishga tushirish: qachon u yordam beradi
Masofaviy ishga tushirish har doim mos kelavermaydi. Qaysi hollarda u kunlarni tejashini va qachon muhandisning kelishi sex uchun tezroq va xavfsizroq ekanini ko‘rib chiqamiz.
masofaviy ishga tushirishmuhandisning kelishimasofaviy stanokni ishga tushirish

11-iyn, 2025·6 daq
Dinamometr bilan qisish kuchini har chorakda tekshirish
Dinamometr bilan qisish kuchini har chorakda tekshirish zaif patronni vaqtida ko‘rishga, brak xavfini kamaytirishga va detallar seriyasini saqlab qolishga yordam beradi.
dinamometr bilan qisish kuchini nazorat qilishpatron qisish kuchini tekshirishpatronning kvartallik testi

10-iyn, 2025·8 daq
CAMdan keyingi sirtning bosqichlari: sababni qayerdan izlash kerak
CAMdan keyingi sirtdagi bosqichlar ko‘pincha katta tolerans, ortiqcha silliqlash yoki postprotsessor xatolaridan kelib chiqadi. Bosqichlarni topish uchun qadam-baqadam nima tekshirilishini ko‘rib chiqamiz.
CAMdan keyingi sirt bosqichlariCAM toleransitrajektoriya silliqlash

09-iyn, 2025·7 daq
Tornalama markazida Y o'qi: qachon u ikkinchi o'rnatishni yo'q qiladi
Y o'qi tornalama markazida qaysi operatsiyalarni bitta o'rnatishda bajarishga imkon berishini, vaqt tejashni qanday hisoblash va qaysi hollarda opsiya o'zini oqlashini tahlil qilamiz.
tornalama markazidagi Y o'qiikkinchi o'rnatishY o'qining o'zini oqlashi

07-iyn, 2025·8 daq
Stanok o‘rnatishdan oldin uchastkadagi tebranishni tekshirish
Uchastkadagi tebranishni tekshirish aniq stanokni qayerga qo‘yish xavfli ekanini oldindan bilishga yordam beradi. Oddiy o‘lchovlar, aniq belgilar va chek-list.
uchastkadagi tebranishni tekshirishstanokdan oldin vibratsiyani o‘lchashstanok uchun joy tanlash

07-iyn, 2025·7 daq
Yangi stanokni ishga tushirish: 3 oylik asboblar hisob-kitobi
Yangi stanokni ishga tushirishda boshida aniq zaxira kerak. Birinchi 3 oy uchun asbob va osnastkani ortiqcha qoldiqsiz qanday hisoblashni ko‘rsatamiz.
yangi stanokni ishga tushirishasbob va osnastkaasbob zaxirasini hisoblash

06-iyn, 2025·8 daq
Zanglamaydigan po'lat detallaridagi tirnalishlar: xavfni qanday kamaytirish
Zanglamaydigan po'lat detallaridagi tirnalishlar ko'pincha stanokda emas, ko'chirish paytida paydo bo'ladi. Tibbiy buyumlar uchun marshrut, tara va nazoratni ko'rib chiqamiz.
zanglamaydigan po'lat detallardagi tirnalishlartibbiy uskunalar detallarioperatsiyalar orasidagi tara

02-iyn, 2025·8 daq
Bitta operator uchun ikki stanok: qachon bu sxema haqiqatan ishlaydi
Bitta operator uchun ikki stanok hamma joyda mos emas. Tsikl uzunligi, detal turi, o‘lchovlar hajmi va bunday sxemani ishga tushirishdan oldingi oddiy tekshiruvni ko‘rib chiqamiz.
bitta operator uchun ikki stanokstanok tsikli uzunligiCNC detallarni o‘lchash

01-iyn, 2025·8 daq
Qo‘pol ishlovdan keyin shpilka uchun mayda teshiklar: nima noto‘g‘ri ketadi
Agressiv qo‘pol ishlovdan keyin kichik shpilka teshiklari ko‘pincha siljiydi. Metall qanday o‘zgarishini, o‘lcham qayerda yo‘qolishini va yig‘ishni qanday buzmaslikni ko‘rib chiqamiz.
shpilka uchun mayda teshiklaragressiv qo‘pol ishlovmetall deformatsiyasi
29-may, 2025·8 daq
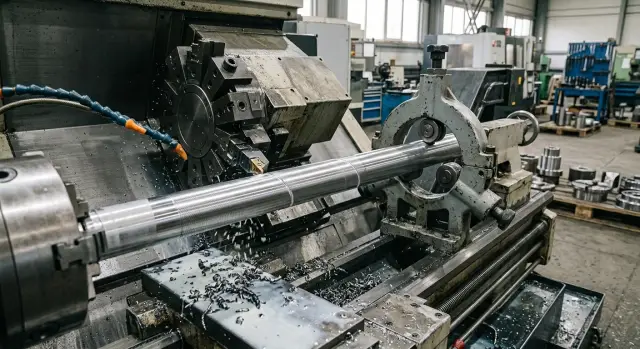
Uzoq o'qlarni titrashsiz aylantirish: lyunet va ish rejimlari
Uzoq valni titrashsiz aylantirish uchun to‘g‘ri qo‘llab-quvvat, tinch rejimlar va to‘g‘ri o‘tkazish tartibi zarur. Lyunet va tez-tez uchraydigan xatolarni ko‘rib chiqamiz.
uzun valni titrashsiz qayta ishlashtokar stanok uchun lyunetuzun val uchun qayta ishlash rejimlari

29-may, 2025·8 daq
Frezerlashda asbobning chiqishi: uzunligini qanday tanlash
Frezerlashda asbob chiqishi vibratsiya, aniqlik va tsikl vaqtiga ta'sir qiladi. Ortiqcha zaxira qo'ymasdan yig'im uzunligini tanlashning oddiy usulini ko'rsatamiz.
asbob chiqishi frezerlashdaasbob yig'imining qattiqligifreza yig'imi uzunligi

29-may, 2025·8 daq
Tokark markazi uchun drayvli asbob: qanday tanlash
Tokark markazi uchun drayvli asbobni tork, aylanish tezligi va kundalik operatsiyalar bo‘yicha tanlashni tushuntiramiz — qayerda ortiqcha to‘lanmaslik va qanday xatolardan saqlanish kerak.
drayvli asbob tokark markazi uchuntokar stanok uchun ushlagichlardrayvli asbob torki

25-may, 2025·7 daq
Po‘latni ishlov berishda gidropatron yoki termoopravka: qanday tanlash kerak
Po‘latni ishlov berishda gidropatron yoki termoopravka: tebranish, asbob almashtirish vaqti, sex talablari hamda oddiy tanlash tartibini ko‘rib chiqamiz.
gidropatron yoki termoopravkaasbob tebranishiCNC uchun osnastka

25-may, 2025·7 daq
CNCda chugunni ishlashdagi xatolar: chang, eskirish, nosozliklar
CNCda chugunni ishlashdagi xatolar ko'pincha changdan boshlanadi: u yo'riqnomalarni eskirtirib, sensorlarni chalg'itadi va plastinka chidamliligini pasaytiradi.
cncda chugunni ishlash xatolaristanokdagi chugun changiCNC yo'riqnomalarining eskirishi

23-may, 2025·8 daq
Detal o‘lchami smena oxiriga qarab suzadi: isitish va eskirish
Agar detal o‘lchami smena oxiriga kelib suzsa, sabablari ko‘pincha isitish, asbob eskirishi yoki operator harakatlaridadir. Oddiy tekshirish tartibini beramiz.
detal o‘lchami smena oxirida o‘zgarishiharorat o‘lchamga ta’siriasbob eskirishi CNC stanok

22-may, 2025·8 daq
Doiraviylik va silindrsimonlik: nega diametr yetmaydi
Doiraviylik va silindrsimonlik detal mikrometrdan o'tib, lekin yig'ishda tiqilib qolishining sababini tushuntiradi. Tipik holatlar, xatolar va tekshiruvlarni ko'rib chiqamiz.
doiraviylik va silindrsimonlikshakl dopusklaridiametrni nazorat qilish

22-may, 2025·8 daq
B o‘qi yoki burilish stoli: korpus detallari uchun nima tanlash kerak
B o‘qi yoki burilish stoli: korpus detallari uchun qaysi variant yaxshiroq, qayerda ishlov berish vaqti oshadi va qachon qimmat variant o‘zini oqlamaydi.
B o‘qi yoki burilish stolikorpus detallari5-o‘qli ishlov berish

22-may, 2025·8 daq
5 o‘qli ishlovda qisqichlar: kirish va qattiqlik
5 o‘qli ishlovda qisqichlar: asbobga kirishni qanday ochish, qattiqlikni saqlash va korpuslar hamda plitalar uchun bir o‘rnatishli osnastka sxemasini qanday tanlash.
5 o‘qli ishlovda qisqichlar5 o‘qli ishlov uchun osnastkabir o‘rnatishda ishlov berish

21-may, 2025·7 daq
Stanok yonida tayyor detallar yig‘gichi, qo‘lda to‘xtashlarsiz
Stanok yonidagi tayyor detallar yig‘gichi qo‘lda to‘xtashlarni kamaytirishga yordam beradi. Idish, chiqarish qadami va sirtni himoya qilishni ko‘rib chiqamiz.
stanok yonidagi tayyor detallar yig‘gichitayyor detallar uchun idishdetallarni chiqarish qadami

16-may, 2025·6 daq
Oqimda burrlarni olib tashlash — ortiqcha qo'lda ishlarsiz
Oqimda burrlarni olib tashlash: texnoprosessda qaysi qirralarni siklda ko'rsatish, nima stanok yonida olib tashlanishi va qanday qilib detal yetkazilishini sekinlashtirmaslik.
oqimda burrlarni olib tashlashdetal qirralarini ishlov berishstanok yonida burrni olib tashlash

15-may, 2025·6 daq
Birinchi pardozlashgacha o‘zgarib turadigan ishlov zaxirasini nazorat qilish: marshrut
Birinchi pardozlashgacha o‘zgarib turadigan ishlov zaxirasini qanday nazorat qilish, o‘lchov nuqtalarini tanlash, reaksiya chegaralarini belgilash va ortiqcha yozuvlarsiz siljishni ushlash.
o‘zgarib turadigan ishlov zaxirasini nazorat qilishdetal o‘lchovlari marshrutibirinchi pardozlash

15-may, 2025·8 daq
CNC uchastkasida ishbay ish haqi sifatni pasaytirmasdan
CNC uchastkasida ishbay to‘lov har bir seriya uchun mos emas. Yaroqli chiqarim, brak va sozlashni sifatga bosim qilmasdan qanday bog‘lashni ko‘rsatamiz.
CNC uchastkasida ishbay ish haqiCNCda brak va chiqarimstanok sozlash vaqti

13-may, 2025·6 daq
CAM qisishga xalaqit qilsa, zagotovkaning texnologik zonalari
CAM uchun detal modeliga texnologik zonalarni oldindan qo‘shish, jag‘lar detalni barqaror ushlashi va model qisishga xalaqit bermasligini tushuntiramiz.
zagotovkaning texnologik zonalaristanokda detalni qisishqisish uchun припуск

12-may, 2025·8 daq
Ish joyini ikkinchi smenaga tayyorlash: oldindan nima tekshirish kerak
Ish joyining ikkinchi smenaga tayyorligi nafaqat buyurtmalarga bog'liq. Asbob-uskunalar, ta'mirlash, nazorat, xodimlar va smenani ishga tushirishni qanday oldindan tekshirishni ko'rsatamiz.
ish joyining ikkinchi smenaga tayyorgarligiishlab chiqarishda ikkinchi smenaasbob va osnastka tekshiruvi
11-may, 2025·7 daq
Qutisimon yoʻriqchilar yoki lineer: ishda qaysi yaxshiroq
Qutisimon yoʻriqchilar yoki lineer yoʻriqchilar qaysi birini CNC stanoklarda qoʻpol ishlov, sirt tozaligi va ogʻir rejimlar uchun tanlash yaxshiroq ekanini tahlil qilamiz.
qutisimon-yoki-lineer-yoʻriqchilarCNCda-qoʻpol-ishlovmetall-yuza-tozaligi

11-may, 2025·6 daq
Boring boshligi yoki razvertka: teshik uchun qaysini tanlash
Boring boshligi yoki razvertka: tolerans, sozlash va partiya vaqti bo‘yicha solishtirish — material va hajmga qarab teshikni qaysi usul bilan yakunlashni tanlang.
boring boshligi yoki razvertkaaniq teshikteshik toleransi

06-may, 2025·7 daq
CNC ko'nikmalar matritsasi: navbatlarni muammosiz yopish
CNC ko'nikmalar matritsasi operatorlarni stanoklar va сменalar bo'yicha taqsimlashga yordam beradi, to'xtab qolish xavfini kamaytiradi va ta'til yoki kasallik paytida ishni barqaror ushlab turadi.
CNC ko'nikmalar matritsasioperatorlarni smenalar bo'yicha taqsimlashstanoklar bo'yicha zaxira

05-may, 2025·8 daq
Stanokning avariya kodlari tarixi: zaif joyni qanday topish
Stanok avariya kodlari tarixi smenaning qayerda vaqt yo'qotishini, qaysi buzilishlar bog'liq ekanligini va ustaxonada nimalarni tekshirish kerakligini tushunishga yordam beradi.
stanok avariya kodlari tarixiCNC avariyalarini qanday tahlil qilishstanok xato kodlari

05-may, 2025·8 daq
UPdagi bo'sh harakatlarni ortiqcha xavf tug'dirmasdan qisqartirish
UPdagi bo‘sh harakatlarni qanday qisqartirishni ko‘rsatamiz: trajektoriyani qayta tashkil etish, xavfsiz tekisliklarni sozlash va asbob almashuvini ortiqcha xavfsiz holda kamaytirish.
UPda kesishsiz harakatlarni qisqartirishasbob trajektoriyasini optimallashtirishCNC xavfsiz tekisliklari

05-may, 2025·8 daq
Gaz g‘ovakligi bor quyma alyuminiyni ortiqcha pardozsiz ishlov berish
Gaz g‘ovakligi bor quyma alyuminiyni ishlov berishda aniq marshrut kerak: qayerda nazorat qirqishini qoldirish, bazani qanday himoya qilish va qo‘lda pardozlashni qanday kamaytirish.
gaz g‘ovakligi bor quyma alyuminiyni ishlov berishtoza baza oldidan nazorat qirqishialyuminiy quymaning ishlov marshruti

05-may, 2025·8 daq
Ish uchastkasida quvvat zaxirasi: muddatlarni buzilmasdan qanday saqlash
Ish uchastkasidagi quvvat zaxirasi nosozliklar va tezkor buyurtmalarni yengib o‘tishga yordam beradi. Qanday yuklama bufri belgilash va va’dalangan muddatlarni saqlashni ko‘rsatamiz.
ish uchastkasida quvvat zaxirasiyuklama bufristanoklarni yuklashni rejalashtirish

05-may, 2025·6 daq
Stanokdan keyingi detal yuvish: qachon u yig‘ishga ta’sir qiladi
Stanokdan keyin detal yuvish faqat tozalik uchun emas. Chipsa va emulsia qoldiqlari nazorat, yig‘ish va qayta operatsiyalarga qanday xalaqit berishini ko‘rib chiqamiz.
stanokdan keyingi detal yuvishishlovdan keyingi chipsadetaldagi emulsia qoldiqlari

05-may, 2025·8 daq
Sozlovchi aravachasi: tsex bo‘ylab yugurmasdan standart to‘plam
Sozlovchi aravachasi o‘lchov asboblari, mahkamlash buyumlari, markerlar va sarf materiallarini qo‘l ostida ushlashga yordam beradi. To‘plam tarkibi, xatolar va smenadan oldingi tekshiruvni ko‘rib chiqamiz.
naladchik aravachasinaladchikning standart to‘plamistanokni sozlash uchun asboblar

02-may, 2025·7 daq
Kesik profil bo‘yicha tokarlik ishlovi: rezets urilishini qanday yo‘qotish kerak
Kesik profil bo‘ylab tokarlik ishlovida chiqishda urilish ko‘p uchraydi. Boshlanish trayektoriyasi va uch radiusi skollarni, shovqinni va detal izlarini qanday kamaytirishini ko‘rsatamiz.
kesik profil bo‘yicha tokarlik ishlovitokarlikda rezets urilishitrayektoriya boshlanishi

01-may, 2025·8 daq
Forklift uchun to'siqlarsiz metal qirqimlari zonasini tashkil etish
Metal qirqimlari zonasini tashkil etish forklift harakatini va detal chiqarilishini ajratishga yordam beradi: konteynerlar, yo‘laklar va olib chiqish jadvalini bekoriyatsiz qanday joylashtirishni ko‘rsatamiz.
qirqimlar zonasini tashkil etishqirqimlarni olib chiqishqirqim uchun konteynerlar

01-may, 2025·6 daq
Detalning nol nuqtasi va dastur nol nuqtasi: xato qayerda
Detalning nol nuqtasi va dastur nol nuqtasi asbob-anjomni almashtirgandan keyin tez-tez aralashadi. Farqni, xatolikni va ishga tushirishdan oldingi tekshiruvlarni ko'rib chiqamiz.
detalning nol nuqtasi va dastur nol nuqtasiCNC stanokda nol siljishiosnastkani almashtirish