East CNC Kazakhstan blogi
CNC stanoklar, metallni qayta ishlash va ishlab chiqarishni modernizatsiya qilish haqida maqolalar.
So'nggi maqolalar
16-yan, 2025·8 daq
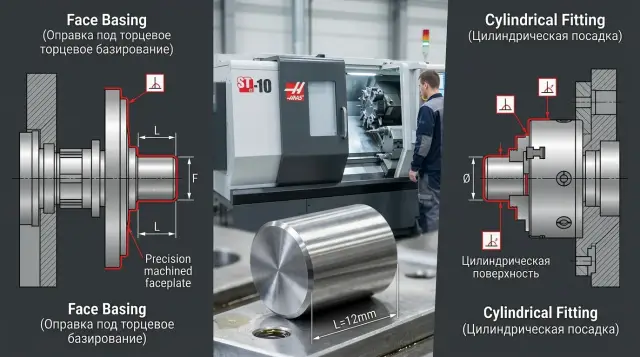
Torts bo‘yicha bazalash uchun opravka yoki silindrik o‘rnatish
Torts bo‘yicha tayanchli opravka uzunlik va perpendikulyarlikni ushlab turishga yordam beradi, silindrik o‘rnatish esa o‘lchamni olib ketadigan holatlarni kamaytirmaydi. Detallar bo‘yicha tanlovni ko‘rib chiqamiz.
torts bo‘yicha bazalash uchun opravkasilindrik o‘rnatishdetalni torts bo‘yicha bazalash

11-yan, 2025·6 daq
Stanok yetkazib berish shartnomasi: avansdan oldin nimalarni tekshirish kerak
Stanok yetkazib berish shartnomasida ko‘pincha servis, ehtiyot qismlar muddati, o‘qitish va obyektdagi ishlar bo‘yicha bahsli joylar yashirinadi. Nimalarni tekshirish kerakligini tushuntiramiz.
stanok yetkazib berish shartnomasiChPU stanogi servisiehtiyot qismlarni yetkazish muddatlari

05-yan, 2025·8 daq
Aniqlikni yo‘qotmasdan detallar oilasi uchun moslama
Detallar oilasi uchun moslama o‘lcham zaxirasini talab qiladi, ammo bazalashni buzmasligi kerak. Tayanchlar, bazalar va takrorlanuvchanlikni tekshirishni ko‘rib chiqamiz.
detallar oilasi uchun moslamaalmashinuvchi tayanchlardetallarni bazalash

03-yan, 2025·7 daq
Yopiq yoki ochiq yuklash zonasi: kran uchun qaysi biri yaxshiroq
Yopiq yoki ochiq yuklash zonasi kranning yo‘li, operatorning ko‘rish maydoni va bazaga tegib ketish xavfiga ta’sir qiladi. Qayerda ishlash qulayroq va nimani tekshirish kerakligini ko‘rib chiqamiz.
yopiq yoki ochiq yuklash zonasikran bilan ishlov berish markazini yuklashdastgoh yuklashda operator ko‘rish maydoni

03-yan, 2025·8 daq
5 o'qli yoki 3+2: detal uchun qaysi sxemani tanlash
Qachon 5 o'qli ishlov, qachon 3+2: detal geometriyasi, sikl vaqti, uskuna va tanlovda uchraydigan xatolarni oddiy qilib tushuntiramiz.
5 o'qli yoki 3+25-oqli ishlov berish3+2 sxemasi

02-yan, 2025·7 daq
Bir nechta stanok uchun kompressor: havo zaxirasini qanday hisoblash kerak
Bir nechta stanok uchun kompressorni umumiy sarf, pik yuklama, bosim va quritish bo‘yicha hisoblashadi. Keraksiz zaxirasiz qanday hisoblashni ko‘rsatamiz.
bir nechta stanok uchun kompressorsiqilgan havo sarfihavo iste'moli piklari

01-yan, 2025·8 daq
Senzor (щуп), presetter yoki qo'lda asbob o'lchami: nima tanlash
Senzor (щуп), presetter yoki qo'lda asbob o'lchami: qaysi usul qattiq toleranslarni saqlaydi, kichik partiyalar uchun mos va ortiqcha xarajatlarga olib kelmaydi.
senzor (щуп), presetter yoki qo'lda asbob o'lchamiCNCda asbobni o'lchashqattiq toleranslar

01-yan, 2025·8 daq
Po‘latni troxoidal ishlov berish: qayerda yukni kamaytiradi
Troxoidal ishlov po‘latda har doim ham foydali emas. Yivlar, kesish chuqurligi va stanok qattiqligini ko‘rib chiqamiz, shunda vaqt yo‘qotmaysiz va shpindelni ortiqcha yuklamaysiz.
po‘latni troxoidal ishlov berishshpindel yuklamasipo‘latda yiv frezalash

28-dek, 2024·8 daq
Birinchi yaroqli detalgacha vaqt: sexda daqiqalar qayerga ketadi
Birinchi yaroqli detalgacha vaqt qayerga ketishini tahlil qilamiz: asbob izlash, korektsiyalar kiritish, o'lchash va dastur tasdiqlanishini kutish.
birinchi yaroqli detalgacha vaqtCNC stanokni sozlashasbobni izlash

28-dek, 2024·8 daq
Patronni qayta o‘rnatgandan keyin urishini tekshirish: tartib
Patronni xizmatdan keyin tekshirish ikki o‘lchovni talab qiladi: sovuq va qizigan shpindelda. Tartibni, xatolarni va tezkor chek-listni ko‘rib chiqamiz.
patron urishini tekshirishpatronni qayta o‘rnatgandan keyingi urishsovuq va qizigan shpindelni tekshirish
26-dek, 2024·7 daq
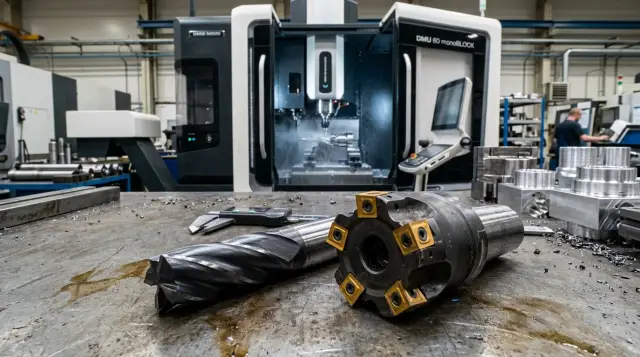
Monolit freza yoki almashtiriladigan plitalarga ega freza: tanlov
Monolit freza yoki plastinalarga ega freza — chidamlilik, almashtirish va yuzaning sifati bo‘yicha po‘lat, zanglamaydigan va alyuminiyda solishtirish.
monolit freza yoki almashtiriladigan plitalarga ega frezafrezaning chidamliligiasbobni almashtirish vaqti

24-dek, 2024·7 daq
Uchastka uchun kalibr to'plami: ortiqcha pozitsiyalarni qanday kamaytirish
Uchastka uchun kalibr to'plami detallarning nomenklaturasi, toleranslari va nazorat chastotasiga qarab shakllanadi. Rezьba, silliq o'lchamlar va maxsus profillar bo'yicha minimal talablarni ko'rib chiqamiz.
uchastka для kalibr to'plamiyivli kalibrlarsilliq kalibrlar

22-dek, 2024·7 daq
Detal shakli qisqichdan yechilgandan keyin: uni qanday o‘qish kerak
Detal shakli qisqichdan yechilgandan keyin faqat o‘lchamni emas, yana ko‘p narsani ham tushunishga yordam beradi. Yechilgandan darhol va soviganidan keyin qaysi nuqtalarni o‘lchash kerakligini ko‘rib chiqamiz.
mahkamlashdan keyin detal shakli xaritasidetal bo‘shatilgandan keyingi deformatsiyadetal o‘lchash nuqtalari

21-dek, 2024·6 daq
Ishlov berish markazida pallet tizimi qachon kerak?
Pallet tizimi qachon kerakligini tahlil qilamiz: markaz yuklanishini, tsikl vaqtini va buyurtmalar sonini qanday hisoblash va avtomatlashtirish o‘zini oqlashini qanday aniqlash.
qachon pallet tizimi kerakishlov berish markazi yuklanishitsikl davomiyligi

19-dek, 2024·8 daq
Tokarlik detalida yuzaki yiv tagining qiyshayib ketmasligi
Tokarlik detalidagi yuzaki yivda tagning qiyshayib ketmasligi uchun uzatish, plastina kengligi va keskich chiqishini aniq sozlash kerak, aks holda tag qiyshayib, brak beradi.
yuzaki yivdagi tokarlik detalıyiv tagining qiyshayishiyivni yo‘nishda uzatish

19-dek, 2024·6 daq
Buyurtmachidan kelgan chertёjlarni ortiqcha o`zgartirishlarsiz standartlashtirish
Стандартизация чертежей от заказчиков помогает быстрее считать срок, видеть пробелы в данных и запускать партию без лишней переписки.
стандартизация чертежей от заказчиковвходящие данные для производстватребования к чертежам

18-dek, 2024·8 daq
Ishlovdan keyingi detal marqirovi: lazer, zarba yoki etiketka?
Detallarga marqirov qo‘yishda lazer, zarba va etiketkani tezlik, o‘qilish va yuzaga ta'siri bo‘yicha solishtiramiz.
ishlovdan keyingi detal marqirovidetalga lazer bilan marqirovmetallga zarba marqirovi

17-dek, 2024·6 daq
Flanj teshiklarining koaksialligi: baza va operatsiyalar orasidagi nazorat
Ko‘rsatamiz, tokarlik operatsiyasidan burg‘ilash operatsiyasiga o‘tganda flanj teshiklarining koaksialligini qanday saqlash mumkin: bazalash, nazorat va keng tarqalgan xatolar.
flanj teshiklarining koaksialligiflanjlarni bazalashflanjlarni burg‘ilash

17-dek, 2024·7 daq
Mexanik ishlovdan so‘ng detallarning yuvilishi: qo‘l bilan yoki avtomatik
Mexanik ishlovdan so‘ng detallarni yuvish har doim kerak emas, lekin ba’zi operatsiyalarda u yashirin nuqsonlar xavfini kamaytiradi, yig‘ishni tejaydi va nazoratni soddalashtiradi.
mexanik-ishlovdan-so'ng detallarni yuvishqo'lda detallarning yuvilishiavtomatik detallarning yuvilishi

14-dek, 2024·8 daq
CNC dasturini sozlashda to'qnashish xavfi: tekshiruv tartibi
CNC dasturini sozlashda to'qnashish xavfini oddiy qadamlar kamaytiradi: simulyatsiya, nol nuqtalarni tekshirish, quruq sinov va ehtiyotkor birinchi ishga tushirish.
CNC dasturini sozlashda to'qnashuv xavfistanokda quruq sinovCNC dasturi simulyatsiyasi

13-dek, 2024·6 daq
Yangi detallarni ishga tushirish texnologi: u qachon sexga kerak bo‘ladi
Yangi detallarni ishga tushirish bo‘yicha texnolog har bir sexga kerak emas. Qaysi belgilar seriya sustlashayotganini va yangi buyurtmalar vaqt ham pulni yeyayotganini ko‘rib chiqamiz.
yangi detallarni ishga tushirish texnologiyangi detallarni ishga tushirishdagi yo‘qotishlarsozlovchi va seriyali ishlab chiqarish

09-dek, 2024·8 daq
Birinchi seriyada bahsli o‘lchamni ish tartibida kim hal qiladi
Birinchi seriyadagi bahsli o‘lchamni kim hal qiladi: texnolog, naladchik va OTK roli, amaliy tartib, keng tarqalgan xatolar va sex uchun chek-list.
birinchi seriyada bahsli o'lchamni kim hal qiladitexnolog, naladchik va OTK rollariCNC stanokda birinchi seriya

05-dek, 2024·8 daq
Choyanni uzilishli kesish: kirish va chiqishni qanday tanlash
Choyanni uzilishli kesishni ko‘rib chiqamiz: qaysi kirish va chiqish sxemalari qirrani kamroq qiradi, seriyadan oldin nimani tekshirish kerak va brakni qanday kamaytirish mumkin.
choyanni uzilishli kesishrezetsning kirishi va chiqishichoyanni CNC da tokarlash

05-dek, 2024·8 daq
Yupqa bort yonidagi cho‘ntak frezalashda qirrani buzmaslik
Yupqa bort yonida cho‘ntak frezalashda aniq bazalar, frezaning xotirjam chiqishi va o‘tishlar tartibi qirrani yakunda buzib yubormaslikka yordam beradi.
yupqa bort yonidagi cho‘ntak frezalashfreza cho‘ntakdan chiqishifrezalashda bazalarni tanlash

04-dek, 2024·8 daq
Weldon yoki termopatron: frezani qayerda xavfsizroq ushlash?
Weldon yoki termopatronni qachon tanlash kerakligini tushuntiramiz: og‘ir qora ishlov, uzoq chiqish va kichik freza bilan tozalash haqidagi amaliy maslahatlar.
Weldon yoki termopatronWeldon tutqichitermopatron freza uchun

04-dek, 2024·8 daq
Mashina ishga tushgandan keyingi birinchi 30 kun: oddiy nazorat rejasi
Ishga tushgandan keyingi birinchi 30 kun ish barqarorligini belgilaydi. Operatorlar va sozlovchilar uchun oddiy nazorat rejasi: har kuni nima tekshirish, qayerdan muammolarni topish.
mashina ishga tushgandan keyingi birinchi 30 kunCNC ishga tushirish nazoratiishlash rejimlari

02-dek, 2024·7 daq
Stanok tagidagi moy izlari: sexda qachon bu endi norma emas
Stanok tagidagi moy izlari har doim ham shoshilinch to‘xtashni talab qilmaydi. Qaysi sizish xavfli, qaysi biri esa kuzatishga arziydi — shu kunning o‘zida qanday tekshirishni ko‘rsatamiz.
stanok tagidagi moy izlariCNC stanokda moy sizishistanokni qachon to‘xtatish kerak

01-dek, 2024·8 daq
CNC stanokda shpindel podshipniklari eskirish belgilari
Shpindel podshipniklari eskirish belgilarini ko‘rib chiqamiz: qizish, shovqin, detal yuzasidagi izlar, aylanishga chiqishning cho‘zilishi va stanokni to‘xtatishdan oldin oddiy tekshiruvlar.
shpindel podshipniklari eskirish belgilarishpindel qizishistanok shpindeli shovqini

29-noy, 2024·8 daq
Gidroliniya teshiklari kesishmada pog‘onasiz
Gidroliniya teshiklarini kanallar kesishmasida pog‘onasiz burg‘ilashni ko‘rib chiqamiz: amallar tartibi, detalni burish va oddiy tekshiruv.
gidroliniya teshiklarikanallar kesishmasida pog‘onaburg‘ilash tartibi

27-noy, 2024·8 daq
Detal pasporti: seriyani yarim yildan keyin qanday qayta ishga tushirish
Detal pasporti yarim yildan keyin seriyani uzoq sozlashsiz qayta ishga tushirishga yordam beradi: bazalar, korreksiyalar va asbob ma’lumotlarini darhol qanday yozib qo‘yish kerak.
detal pasportiseriyani qayta ishga tushirishdetal bazalari va nollari

22-noy, 2024·8 daq
Issiqqa chidamli qotishmalarni tornlash: kesmani kuyib ketmasligi uchun maslahatlar
Issiqqa chidamli qotishmalarni tornlash aniq rejimlar va barqaror sovutishni talab qiladi. Chuqurlik, podacha va СОЖni qanday sozlash haqida qadam‑qadam ko‘rsatma, qirrani kuyishdan saqlash uchun.
Issiqqa chidamli qotishmalarni tornlashissiqqa chidamli qotishmalar kesish rejimlaritornalashda sovutish

21-noy, 2024·8 daq
Asbob chidamliligi stanoklarda: nega farq qiladi
Nega bir xil plastina turli stanoklarda turlicha ishlaydi: qattiqlik, biye, СОЖ yetkazilishi va chiqish uzunligi kabi omillarni tushuntiramiz.
stanoklarda asbob chidamliligistanok qattiqligiasbob biyesi

18-noy, 2024·8 daq
SOJ kontsentratsiyasi smenalar bo‘yicha: aralashmani taxminlarsiz qanday ushlab turish
SOJ kontsentratsiyasi smenalar orasida tez o‘zgaradi. O‘lchash tartibi, doliv, yozuvlar va hududda bakteriyalarni oddiy tekshirishni ko‘rib chiqamiz.
SOJ kontsentratsiyasiSOJ uchun refraktometrstanokda emulsiya dolivi

13-noy, 2024·8 daq
Qirindi qutisimi yoki chuqur SOJ baki: qaysi biri muhimroq
Qirindi qutisimi yoki chuqur SOJ bakimi: quyma va payvandlangan zagotovkalar uchun ikki sxemani solishtiramiz va kir stanok xizmatini qachon o‘zgartirishini ko‘rsatamiz.
qirindi qutisi yoki chuqur SOJ bakiiflos zagotovkalarquyma zagotovkalar

12-noy, 2024·8 daq
Tarmoq kuchlanishi pasaygandan keyingi servo xatolar: smena uchun harakat tartibi
Tarmoq kuchlanishi pasaygandan keyin servo xatolar chiqdimi? Stanokda nimalarni tekshirish, qaysi ma’lumotlarni darhol saqlash va uzel haligacha iz qoldirayotgan paytda ustaga nima topshirish kerakligini ko‘rib chiqamiz.
tarmoq kuchlanishi pasayishidan keyingi servo xatolarCNC servodrayver xatosistanokdagi kuchlanish pasayishi

12-noy, 2024·8 daq
Quyishdan keyingi detallarning ishlovini sozlash: nimalarga eʼtibor berish kerak?
Quyishdan keyingi detallarning ishlov berishi aniq наладkani talab qiladi: quyma korка, припускning tarqalishi, bazalar va birinchi ishga tushirishda chiqindini kamaytirishni qanday inobatga olish kerak.
quyishdan-keyingi detallarni ishlashquyish uchun stanokni наладка qilishquyma korка

08-noy, 2024·6 daq
Seriyani ishga tushirishdan oldin sinov detali: aniqlik zaxirasini qanday baholash
Partiyani ishga tushirishdan oldin sinov detali qanday tekshirilishi haqida: tolerans xaritasi, nazorat nuqtalari, o‘lchovlar va jarayon seriyani ushlab turadimi degan tez xulosa.
seriyani ishga tushirishdan oldingi sinov detalitolerans xaritasidetalning nazorat nuqtalari

06-noy, 2024·6 daq
Quyma temirdagi oq qatlam: plastina sinishidan oldin muammoni qanday payqash mumkin
Oqartirilgan quyma temirdagi muammoni plastina sinishidan oldin ham bilsa bo'ladi: kesish tovushi, uchqun, qirindi va yeyilish izlari orqali. Oddiy tekshiruv sxemasini ko'rib chiqamiz.
oq qatlamli quyma temirquymada oq qatlam belgilariqattiq qotishmali plastina yeyilishi

05-noy, 2024·8 daq
Detallar oilasi uchun makro-dasturlar: qachon kerak
Detallar oilasi uchun makro-dasturlar CNCdagi rutinni qisqartiradi, lekin xatolarni aniqlashni qiyinlashtiradi. Qachon ular haqiqatan foydali ekanini ko‘rib chiqamiz.
detallar oilasi uchun makro-dasturlarCNC makrolarimakro-dasturlardagi xatoliklar

05-noy, 2024·6 daq
Stanokdagi yog'li tuman: tokarlik va frezerlash uchun havo yutgich
Stanokdagi yog'li tuman havo sifatini yomonlashtiradi, uzellarga va polga yopishadi. Tokar va frezerlash uchun mahalliy havo yutgichlarini, ularning ta'siri va tozalash choralarini ko‘rib chiqamiz.
stanokdagi yog'li tumanstanok uchun mahalliy havo yutgichitokar stanok ventilyatsiyasi

02-noy, 2024·8 daq
Markazlashtirilgan moylashni tekshirish: xatosiz tartib
Markazlashtirilgan moylash tekshiruvi bo‘sh dozatorlar, havo so‘rilishi, liniya tiqilishi va quruq yo‘naltirgichlarni o‘z vaqtida payqashga yordam beradi.
markazlashtirilgan moylashni tekshirishmoylash dozatorlaristanok moylash liniyalari

01-noy, 2024·8 daq
Sexda o‘lchov asboblarini tekshirish va kalibrlash
Sexda o‘lchov asboblarini tekshirish va kalibrlash: qanday jadval tuzish, zaxirani saqlash va birgina asbob tufayli smenani boy bermaslik.
o‘lchov asboblarini tekshirish va kalibrlashsexda tekshiruv jadvalimikrometrlarni kalibrlash
01-noy, 2024·8 daq
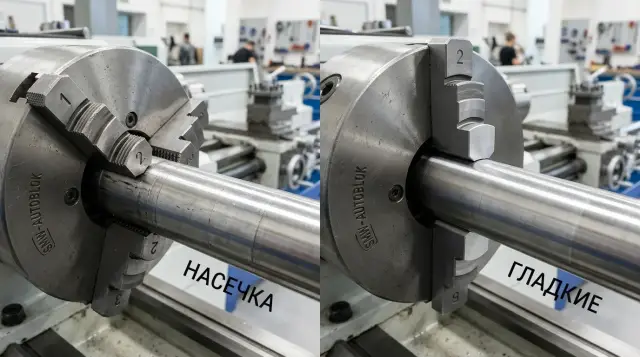
Tishli yoki silliq maxsus jag‘lar: qaysi biri bazani buzadi
Tishli yoki silliq maxsus jag‘larni solishtiramiz: detalni ushlash, tayanch yuzadagi izlar va tez-tez qayta o‘rnatishda qaysi variant ma’qulroq ekanini ko‘ramiz.
tishli yoki silliq maxsus jag‘laryakuniy bazadagi izlardetalni qayta o‘rnatish

31-okt, 2024·7 daq
Qimmat avtomatikasiz stanok operatorining ish joyi
Stanok operatorining ish joyini yangi avtomatikasiz ham qulayroq qilish mumkin: yorug‘lik, oyna, chiplarni tozalash, havo, shovqin va qisqa chek-list.
stanok operatorining ish joyistanok yonidagi shovqinni kamaytirishkesish zonasini yoritish

30-okt, 2024·6 daq
Ag'darilgandan keyin teshiklar koordinataga kirmaydi
Agar ag'darilgandan keyin teshiklar koordinataga kirmasa, bazalarni uzatish tartibini, qistirishni, zond va xatolik yig'ilgan joylarni tekshiring.
teshiklar koordinataga kirmaydio'rnatishlar orasida baza uzatishag'darilgandan keyin xato

29-okt, 2024·8 daq
Turli stanoklarda qora va pardoz ishlov: qachon foydali
Turli stanoklarda qora va pardoz ishlov sexga muddatni ushlash, qayta ishlovlarni kamaytirish va o‘lchamni barqarorlashtirishga yordam beradi. Qachon o‘zini oqlashini ko‘rib chiqamiz.
turli stanoklarda qora va pardoz ishlovoperatsiyalarni stanoklar bo‘yicha ajratisho‘lcham barqarorligi

26-okt, 2024·8 daq
Stanokda smenani yopish chek-listi: hujjatsiz 5 band
Stanokda smenani yopish chek-listi ish joyini toza topshirishga, nosozliklarni qayd etishga, asbob holatini uzatishga va ertalab taxminsiz ishga tushishga yordam beradi.
stanokda smenani yopish chek-listiishlab chiqarishda smena topshirishstanokni kundalik ko‘zdan kechirish
26-okt, 2024·8 daq
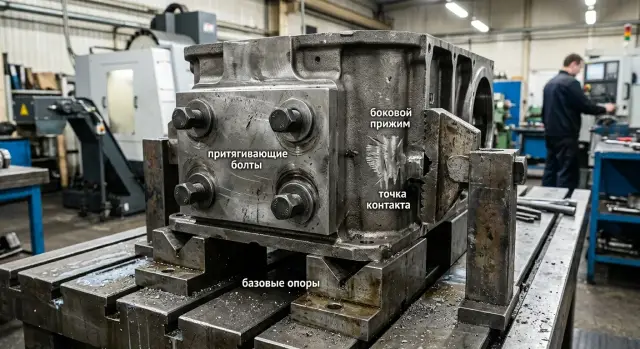
Korpus detali qisimi: boltmi yoki yon qisishmi
Qachon tortuvchi boltlar, qachon yon qisish qo‘yish kerakligini, noto‘g‘ri mahkamlash qoldiradigan izlarni va korpus detalini partiya oldidan qanday tekshirishni ko‘rib chiqamiz.
korpus detalini qisishyon qisishtortuvchi boltlar

25-okt, 2024·7 daq
Ko‘z-ko‘z qilinadigan tozaliksiz mijoz auditi uchun uchastkani tayyorlash
Mijoz auditi oldidan uchastkani ortiqcha yaltiroqsiz tayyorlash: hujjatlar, markirovka, instrument va ish tartibini qanday joyiga keltirish kerak.
mijoz auditi uchun uchastkani tayyorlashishlab chiqarishda mijoz auditiishlab chiqarish uchastkasida markirovka

24-okt, 2024·8 daq
Po'lat plastinalar uchun magnit stol: qayerda ishdan chiqadi
Po'lat plastinalar uchun magnit stol har doim ham qulay emas: detal qalinligi, qo'pol ishlov, siljish xavfi va ish boshlashdan oldingi tekshiruvlarni ko'rib chiqamiz.
po'lat plastinalar uchun magnit stolingichka po'lat detallarni ushlab turishmagnit plitada qo'pol ishlov

24-okt, 2024·7 daq
Takroriy buyurtmalarda etalon detal: bahslarni qanday yo‘qotish
Uchastkada etalon detal takroriy buyurtmalarda o‘lchamni tez solishtirishga, partiyani ortiqcha sinovlarsiz ishga tushirishga va OTK, usta hamda sozlovchi o‘rtasidagi bahslarni kamaytirishga yordam beradi.
takroriy buyurtmalarda etalon detaldetalni qayta ishga tushirishuchastkada o‘lcham nazorati

22-okt, 2024·8 daq
Stanokka ishga ruxsat: stajyorni bosqichma-bosqich qanday olib borish kerak
Stanokka ishga ruxsatni bosqichma-bosqich qanday berishni ko‘rib chiqamiz: dry run va ustoz nazoratidagi ishlardan tortib, birinchi mustaqil sozlashgacha.
stanokka ishga ruxsatCNC stajyorlarining xatolaridastur dry runi

22-okt, 2024·7 daq
Ishlab chiqarishdagi tor joylar: avtomatlashtirishdan oldin nimani olib tashlash kerak
Ishlab chiqarishdagi tor joylar ko‘pincha detallarni berishda emas, nazorat, osnostka va marshrutda yashirinadi. Avtomatlashtirishdan oldin nimani tekshirish kerakligini ko‘rib chiqamiz.
ishlab chiqarishdagi tor joylardetallarni avtomatik berishmetallga ishlov berishda nazorat

20-okt, 2024·8 daq
Zanglamaydigan po‘latni kichik diametrli burg‘ular bilan sinmasdan burg‘ulash
Zanglamaydigan po‘latni kichik diametrlarda burg‘ulash ko‘pincha burg‘u markasi sabab emas, balki berish, urish va chipning yomon chiqishi tufayli buziladi.
zanglamaydigan po‘latni kichik diametrlarda burg‘ulashzanglamaydigan po‘latni burg‘ulashda berishasbob urishi

16-okt, 2024·6 daq
Alyuminiydagi chuqur cho‘ntaklar: svist va yopishishni qanday yo‘qotish kerak
Alyuminiydagi chuqur cho‘ntaklar ko‘pincha svist va yopishishga olib keladi. Qadam, chiqib turish va puflashni qanday tanlashni ko‘rib chiqamiz, shunda devor toza qoladi.
alyuminiydagi chuqur cho‘ntaklaralyuminiy frezalashda svistalyuminiy devorda yopishish

14-okt, 2024·8 daq
Korpus detalida asbob bo‘yicha yoki baza bo‘yicha amallar
Korpus detalida amallar asbob bo‘yicha yoki baza bo‘yicha qachon kamroq almashish, tozaroq geometriya va qisqaroq sikl berishini ko‘rsatamiz.
asbob bo‘yicha yoki baza bo‘yicha amallarkorpus detali uchun NC dasturiCNCda seriyali ishlov berish

13-okt, 2024·7 daq
Quyma nasos korpuslarini ishlov berish: birinchi bazani qanday tanlash kerak
Quyma nasos korpuslarini ishlov berish birinchi bazadan boshlanadi: undan o‘qlilik, tekislik, qo‘yim, marshrut va butun seriyaning barqarorligi bog‘liq.
quyma nasos korpuslarini ishlov berishnasos korpusining birinchi bazasikorpus teshiklarining o‘qliligi

09-okt, 2024·8 daq
Sex ichida mashinani ko‘chirish: aniqlikni qanday yo‘qotmaslik
Sex ichida mashinani ko‘chirish — opora va darajani mahkamlash, darajani tekshirish va sinov detallari orqali aniqlikni saqlashni talab qiladi. Ish tartibini va qayta geometriya zarur bo‘lgan holatlarni ko‘rib chiqamiz.
sex ichida mashinani ko‘chirishko‘chirishdan keyin mashinani tekshirishmashina uzellarini mahkamlash

29-sen, 2024·6 daq
Issiqlik ishlovidan keyingi qattiq qatlamni qirsiz frezalash
Issiqlik ishlovidan keyingi qattiq qatlamni frezalashda aniq kirish, kichik sinov kesimi va to‘g‘ri qo‘shimcha qatlam muhim. Keraksiz nazariyasiz tartibni ko‘rib chiqamiz.
issiqlik ishlovidan keyingi qattiq qatlamni frezalashqotirilgan qatlamda birinchi o‘tishissiqlik ishlovidan keyingi qo‘shimcha qatlam

29-sen, 2024·6 daq
ChPU uchastkasida smenani yo‘qotishsiz topshirish: qisqa standart
ChPU uchastkasida nosozliksiz smena topshirish qisqa standartdan boshlanadi: asbob, o‘lcham, brak va ochiq savollar bo‘yicha nimalarni yozish kerak.
ChPU uchastkasida smena topshirishsmena topshirish standartiChPU smena jurnali

25-sen, 2024·7 daq
Kuchsiz shpindel uchun frezalar: katta qadammi yoki zich tishlashmi
Kuchsiz shpindel uchun frezani qanday tanlashni ko'rib chiqamiz: kesish tovushi, yuklama, qirindi chiqishi va asbob xizmat muddatini amaliy ishda solishtiramiz.
kuchsiz shpindel uchun frezalarfreza tishlarining katta qadamifrezaning zich tishlanishi

22-sen, 2024·7 daq
Dupleks zanglamas po‘latni ishlash: nima uchun rejimlar buziladi
Dupleks zanglamas po‘latni ishlash boshqa kesish rejimlarini talab qiladi: nega asbobga yuklama oshishini va nimani birinchi bo‘lib o‘zgartirish kerakligini ko‘rib chiqamiz.
dupleks zanglamas po‘latni ishlashdupleks kesish rejimlariasbobning chidamliligi

21-sen, 2024·8 daq
Stanok uchun energiya hisoblagichi: sexda qachon kerak?
Stanok uchun energiya hisoblagichi kVt·soat qayerga ketayotganini — kesish, bo'sh ishlash yoki to'xtashlar — aniqlashga yordam beradi. Qachon o'rnatish kerak va raqamlarni qanday o'qish haqida tushuntiramiz.
energiya hisoblagichi stanok uchunstanok elektr energiyasi sarfistanok bo'sh ishlashi

21-sen, 2024·7 daq
Korpus detallari uchun xom ishlov berish: strategiyani qanday tanlash
Korpus detallari uchun xom ishlov berishda sikl vaqti, freza eskirishi va шпиндель yukini uyg‘unlashtirish kerak. Ikki yondashuv — klassik va trohoidal — qachon afzal ekanini batafsil ko‘rib chiqamiz.
korpus detallari xom ishlov berishtrohoidal ishlovklassik xom ishlov

20-sen, 2024·8 daq
Operatorlar orasida o‘lchovlar takrorlanuvchanligi: tezkor test
Operatorlar orasida o‘lchovlar takrorlanuvchanligini bir smenada tekshirish mumkin: bitta detalda qisqa test o‘lchash metodikasining qayerda farq qilishini ko‘rsatadi.
operatorlar orasida o‘lchovlar takrorlanuvchanligiuchastkadagi o‘lchovlar tarqoqligistatistikasiz o‘lchovni tekshirish

18-sen, 2024·6 daq
Kontrakt sexi uchun birinchi ishlov berish markazi
Birinchi ishlov berish markazini nomenklatura, o‘qlar yurishi, shpindel, magazin, jihoz va servisga qarab ortiqcha to‘lovsiz tanlang.
birinchi ishlov berish markazikontrakt sexi uchun stanokvertikal ishlov berish markazi

16-sen, 2024·8 daq
Vibroopora yoki qattiq o‘rnatish: pol uchun qaysi biri yaxshiroq
Vibroopora yoki qattiq o‘rnatish: pol turi aniqlikka, stanokka xizmat ko‘rsatishga va yuklama ostidagi ishiga qanday ta’sir qilishini ko‘rib chiqamiz.
vibroopora yoki qattiq o‘rnatishstanokni beton polga o‘rnatishyuklama ostida stanok aniqligi

14-sen, 2024·7 daq
Uskunani sotib olishdan oldingi demonstratsion ishlov — nima tekshiriladi
Uskunani sotib olishdan oldingi demonstratsion ishlov nafaqat detal o‘lchamini, balki sikl vaqtini, chipparni, tugunlarga kirishni va nastroykani baholashga yordam beradi.
demonstratsion ishlov sotib olishdan oldinCNC uskuna sotib olishdan oldin qanday tekshirishsikl vaqtini baholash

14-sen, 2024·7 daq
Yuqori kremniyli alyuminiy: nega resurs kamayadi
Yuqori kremniyli alyuminiy kesuvchi qirrani tezroq yeydiradi. Qoplama, kesish rejimlari va plastina almashtirish rejasini ortiqcha yo'qotishsiz ko'rib chiqamiz.
yuqori kremniyli alyuminiyalyuminiy bo'yicha asbob turg'unligisilumin uchun asbob qoplamasi

14-sen, 2024·8 daq
Kontur bo‘ylab frezalashda hosil bo‘ladigan pog‘onani qanday yo‘qotish mumkin
Kontur bo‘ylab pog‘ona ko‘pincha yirik korpuslarda o‘tish joyi sabab paydo bo‘ladi. Konturni bo‘lish va tezkor tekshiruvlarni ko‘rib chiqamiz.
o‘rindiq frezalashda kontur bo‘ylab pog‘onakonturni uchastkalarga bo‘lishqopqoq uchun o‘rindiq frezalash

13-sen, 2024·8 daq
Tokarlik avtomati yoki universal tokarlik markazi: qanday tanlash kerak
Qachon tokarlik avtomati, qachon universal tokarlik markazi foydaliroq ekanini partiya hajmi, qayta sozlash, material, muddat va sex yuklamasi bo‘yicha tahlil qilamiz.
tokarlik avtomati yoki universal tokarlik markaziCNCdagi detal partiyasistanokni qayta sozlash vaqti

12-sen, 2024·8 daq
Stanok uchun tijorat takliflarini chalkashmasdan taqqoslash
Stanok uchun tijorat takliflarini taqqoslash baza tarkibini, qo‘shimcha opsiyalarni va izohlarda yashirilgan tafsilotlarni ko‘rishga yordam beradi.
stanok uchun tijorat takliflarini taqqoslashCNC stanok spetsifikatsiyasitokarlik stanogi komplektatsiyasi

11-sen, 2024·8 daq
Stanok atrofidagi masofa: yonida qancha joy qoldirish kerak
Stanok atrofidagi masofa faqat yo‘lak bilan o‘lchanmaydi. Servis kirishi, patron almashtirish, chip transportyorini chiqarish va uskunani olib kelish uchun kerakli joyni ko‘rib chiqamiz.
stanok atrofidagi masofastanok uchun maydonsexda uskunalarni joylashtirish

08-sen, 2024·8 daq
Pokovkadan keyingi ishlov uchun asbob: rejimni qanday tanlash
Pokovkadan keyingi ishlov uchun asbob boshqacha yondashuvni talab qiladi: okalina, qattiq qobiq, pripuskning notekisligi va birinchi o‘tishda plastinani sindirib yubormaslikni qanday hisobga olish kerak.
pokovkadan keyingi ishlov uchun asbobCNCda pokovkalarni ishlashokalina va qattiq qobiq

04-sen, 2024·8 daq
Uzun tekis yuzalarni ishlashda o‘tishni zonalarga bo‘lish
O‘tishni zonalarga bo‘lish uzun yuzani korpusda toza ishlashga yordam beradi: qizish izi kamroq bo‘ladi, freza chiqishining ta’siri pasayadi va o‘lchamni ushlash osonlashadi.
o‘tishni zonalarga bo‘lishuzun tekis yuzalarni ishlashfrezalashda qizish izi

03-sen, 2024·8 daq
Pokovkadan tayyorlangan reduktor korpuslari: pripuskni qanday qoldirish
Pokovkadan tayyorlangan reduktor korpuslari aniq pripusk va barqaror bazalarni talab qiladi. Ustamalar ketma-ketligi, zaxira zonalari, keng tarqalgan xatolar va tezkor tekshiruvlarni ko‘rib chiqamiz.
pokovkadan tayyorlangan reduktor korpuslariqora ishlovdan keyingi припускustamalar orasidagi qiyshayish

03-sen, 2024·8 daq
Chuqur teshiklarni rastachilashda vibratsiya: nimani tekshirish kerak
Chuqur teshiklarni rastachilashda vibratsiya ko‘pincha shkalа chiqishi, ish rejimlari va qismlarni mahkamlash bilan bog‘liq. Qadam-baqadam nima tekshirilishini ko‘rib chiqamiz.
chuqur teshiklarni rastachilashda vibratsiyarastachali shkalаshkalа chiqishi

02-sen, 2024·7 daq
Drobesturdan keyingi pardozlash va asbob yeyilishi
Drobesturdan keyingi pardozlash oddiy tekshiruvni talab qiladi: qolgan abraziv birinchi daqiqalarda kesgich yeyilishini tezlatadi va detal o‘lchamini buzadi.
drobesturdan keyingi pardozlashasbob yeyilishiqirqishdagi asbob yeyilishi

31-avg, 2024·8 daq
Asbob uzunligi datchigi: qachon zondsiz ham ishlash mumkin
Asbob uzunligi datchigi detal kam o‘zgaradigan, lekin kesuvchi asbob tez-tez almashadigan uchastkalarda brak va nosozlik xavfini kamaytiradi.
asbob uzunligi datchigistanok o‘lchov zondiCNCda asbob almashtirish

29-avg, 2024·8 daq
Uchastkaning ishchi dopuski: maydonni qayerda bo‘lish mumkin, qayerda mumkin emas
Chizmadagi maydonlarni uchastkaning ishchi dopuskiga qanday o‘tkazish, o‘lchamlarni qaysi operatsiyalar bo‘yicha bo‘lish mumkinligi va qayerda brak olish osonligini tushuntiramiz.
uchastkaning ishchi dopuskichizma dopuskioperatsiyalar bo‘yicha dopusklar

29-avg, 2024·8 daq
Stanokning masofaviy diagnostikasi: qachon bir kunni tejaydi
Stanokning masofaviy diagnostikasi vaqtni tejaydi, agar oldindan foto, video, xatolik kodlari, hodisalar jurnali hamda detal va asbob bo‘yicha ma’lumotlar yig‘ilsa.
stanokning masofaviy diagnostikasiCNC xatolik kodlarinosozlikni tahlil qilish uchun ma’lumotlar

25-avg, 2024·6 daq
Muammoli buyurtma xaritasi: detal bo‘yicha tajribani qanday yo‘qotmaslik kerak
Muammoli buyurtma xaritasi murakkab detal bo‘yicha xatolarni, ish rejimlari va suratlarni saqlab qolishga yordam beradi, shunda olti oydan keyin ishga tushirishni noldan boshlash kerak bo‘lmaydi.
muammoli buyurtma xaritasidetalni ishlash kartasidetalni ishga tushirishdagi xatolar

19-avg, 2024·8 daq
Yetkazib beruvchida texnologni birinchi UP ishga tushirishdan oldin o‘qitish
Yetkazib beruvchida texnologni o‘qitish nol, asbob, postprotsessor va ishga tushirgandan keyingi birinchi detalni oldindan tartibga solishga yordam beradi.
yetkazib beruvchida texnologni o‘qitishCNC stanokda birinchi UPCNC stanokni ishga tushirish va sozlash

15-avg, 2024·8 daq
Tokar markazida kanavka asbobi — yopishish va chiplarisiz
Tokar markazida kanavka kesishda plastinka tanlovi, СОЖ yetkazilishi va o‘tish tartibi muhim. Sozlamalar va ko‘p uchraydigan xatoliklarni ko‘rib chiqamiz.
kanavka asbobi tokar markazidakanavka plastinkasi kengligiСОЖ kanal ishlovida

13-avg, 2024·8 daq
Asbob zaxirasi yoki tez-tez yetkazib berish: qanday tanlash
Asbob zaxirasi yoki tez-tez yetkazib berish — tanlov import muddati, sarf tezligi va to'xtash narxiga bog'liq. Hisob-kitob va keng tarqalgan xatolarni ko'rib chiqamiz.
asbob zaxirasi yoki tez-tez yetkazib berishasbob uchun sug'urta zaxirasiasbob yetkazib berish muddati
12-avg, 2024·8 daq
Payvandlangan detallar: qanday ishlov marshrutini tuzish
Payvandlangan detallar qo‘lga keltirilishi uchun ehtiyotkor marshrut talab etadi: kuchlanishlarni hisobga olish, to‘g‘ri bazalar tanlash, oraliq nazorat va toza ishlovgacha pripusk qoldirish.
payvandlangan detallarishlov marshrutisverny detali bazalash

12-avg, 2024·8 daq
Stanokni sexga olib kirish marshruti: sexda oldindan nimalarni tekshirish kerak
Stanokni sexga olib kirish marshrutini yetkazib berishdan oldin tekshiring: eshiklar, burilishlar, pol, balandliklar va kranni aniqlab olish — tushirish va montajni buzmaslik uchun.
stanokni olib kirish marshrutisexda stanokni tushirishstanok uchun sexni tayyorlash

09-avg, 2024·8 daq
Stanokdan keyingi burrlarni olib tashlash: faskalar va o‘tishlar
Stanokdan keyingi burrlarni oldindan standartlashtirish osonroq: korpuslar va vallar uchun faskalar, o‘tishlar, xatolar va tez tekshiruvlarni ko‘rib chiqamiz.
stanokdan keyingi burrlarni olib tashlashkorpuslar va vallardagi faskalarqo'lda yakunlashni kamaytirish

09-avg, 2024·7 daq
Qishda uskunani Qozog‘istonga yetkazish: xatosiz ishga tushirish
Qishda uskunani Qozog‘istonga yetkazishda ishga tushirishdan oldin tanaffus kerak bo‘ladi: qizdirish, elektronani ko‘rikdan o‘tkazish, moylash va yo‘ldan keyingi birinchi puskni ko‘rib chiqamiz.
Qozog‘istonga qishda uskunani yetkazishuskunani tashishdan keyin ishga tushirishqishda stanokni qizdirish

08-avg, 2024·6 daq
Moslamadagi uzun korpus detali uchun bukiladigan tayanch
Uzun korpus detalining bukiladigan tayanchi o‘rnatma ichida cho‘kishni yo‘qotishga, konstruktsiya massasini kamaytirishga va sozlash vaqtini qisqartirishga yordam beradi.
uzun korpus detali uchun bukiladigan tayanchmoslamadagi tayanchuzun detalning cho‘kishi

07-avg, 2024·8 daq
Tokarlik va frezerlash amallari tutashuvi: baza qayerda yo‘qoladi
Tokarlik va frezerlash amallari tutashganda baza ko‘pincha siljiydi. Nol nuqtalari, nazorat o‘lchamlari va detalni uchastkalar orasida topshirish tartibini ko‘rib chiqamiz.
tokarlik va frezerlash amallari tutashuvinol nuqtalarini uzatishdetalning nazorat o‘lchamlari
07-avg, 2024·8 daq
Marshrutni baholashga chizmalarni ortiqcha tuzatmalarsiz tayyorlash
Chizmalarni marshrut baholashiga tayyorlash bazalarni, toleranslarni va bahsli joylarni tezroq kelishishga yordam beradi, faylni qayta ishlash uchun qaytarish zaruratini kamaytiradi.
marshrutni baholashga chizma tayyorlashtexnologning chizmadagi izohlaridetalni qayta ishlash marshruti

05-avg, 2024·8 daq
Ingichka halqalarni tokarlashda oval bo‘lmasligi — nima tanlash kerak
Ingichka halqalarni tokarlashda ovalsiz natija uchun to‘g‘ri zajim va marshrut kerak. Yumshoq yuguruvchilar, оправка yoki qora perexvat — qaysi holatda nima afzalroq ekanini taqqoslaymiz.
ingichka halqalarni tokarlash ovalsizhalqalar uchun yumshoq yuguruvchilaringichka devorli detal uchun оправка

05-avg, 2024·8 daq
Stanok yonidagi elektron yo‘riqnomalar: planshet yoki qog‘oz?
Stanok yonidagi elektron yo‘riqnomalar tuzatishlarni tez kiritishga yordam beradi, lekin kir zonada qog‘oz qulayroq bo‘lishi mumkin. Tezlik, ishonchlilik va qulaylikni solishtiramiz.
stanok yonidagi elektron yo‘riqnomalarishlab chiqarishda planshetmi yoki qog‘ozmikir zonadagi yo‘riqnomalar

04-avg, 2024·8 daq
Robot uchun stanok: qanday signallar va ulanishlarni so‘rash kerak
Robot uchun stanokda signallar, разъемlar va kabel kirish joylarini oldindan kelishib olish kerak — shunda shkaf, to‘siq va ishga tushirishni qayta ishlashga to‘g‘ri kelmaydi.
robot uchun stanokrobot uchun stanok signallaristanokning ulanish joylari

04-avg, 2024·8 daq
Ingichka devorli korpus bo'laklari: shaklni aniq qanday saqlash
Ingichka devorli korpus bo‘laklari frezalashdan keyin ko‘pincha deformatsiyalanadi. Marshrut, qoldiq va ushlash nuqtalarini ko‘rib chiqib, devor o‘lchamini barqaror saqlashni o‘rganamiz.
ingichka devorli korpus bo'laklarifrezalashda devor deformatsiyasikorpusni ishlov berish marshruti

31-iyl, 2024·8 daq
Korpus detalini hisoblashdan oldin buyurtmachidan nima so‘rash kerak
Korpus detalini hisoblashdan oldin buyurtmachidan nima so‘rash kerak: material, partiya, bazalar, kritik teshiklar va yuzaning silliqligi haqida ortiqcha o‘zgartirishlarsiz.
korpus detalini hisoblashdan oldin nima so‘rashkorpus detali hisob-kitobidetal materiali va partiyasi

30-iyl, 2024·8 daq
CNC oldidan zaготовkalarni tayyorlash va smenada stanok yuklanishi
CNC oldidan zaготовkalarni tayyorlash smenada stanok qancha detal ishlab chiqarishini ko‘pincha belgilaydi. Raspil, yuvish va markirovkaning rolini ko‘rsatamiz.
CNC uchun zaготовkalarni tayyorlashzagotovkalarni tayyorlash postismenada stanokni yuklash

28-iyl, 2024·6 daq
Kran bilan yirik korpus detallarini ag‘darish: xatoni qanday kamaytirish
Kran bilan yirik korpus detallarini ag‘darganda aniq ko‘tarish nuqtalari, tushunarli bazalar va qayta qisishdan keyingi tekshiruv o‘lcham siljishini to‘plab yubormaslikka yordam beradi.
kran bilan yirik korpus detallarini ag‘darishdetalni ko‘tarish nuqtalariqayta qisqichlashdan keyingi bazalar

23-iyl, 2024·8 daq
Yakuniy bazadagi patron izlari va yig‘ishdagi xavf
Yakuniy bazadagi patron izlari har doim ham kritik emas. Seriyadan oldin tolerantlik, kontakt, takroriylik va qisish sxemasini qanday tekshirishni ko‘rib chiqamiz.
yakuniy bazadagi patron izlaridetalni qisish sxemasiyig‘ishdagi xavf

17-iyl, 2024·6 daq
Yupqa halqalarda kengayuvchi mandrel yoki tashqi diametr bo‘yicha jag‘lar
Yupqa halqalarda qaysi usul kamroq ovalik beradi, tezroq qayta sozlanadi va nazorati osonroq bo‘lishini solishtiramiz.
yupqa halqalarda kengayuvchi mandrel yoki tashqi diametr bo‘yicha jag‘laryupqa halqalarda ovalikyupqa devorli halqalarni qisish
12-iyl, 2024·8 daq
Patrondagi stopor vint: u markaziylikni qanday buzadi
Patrondagi stopor vint asbobni bir necha yuzdan bir millimetrga siljitishi mumkin. Chetga chiqish qayerdan boshlanishini, indikator nimani ko‘rsatishini va uzelni seriyadan oldin qanday tekshirishni ko‘rib chiqamiz.
patrondagi stopor vintpatron markaziyligiasbob tebranishi