East CNC Kazakhstan blogi
CNC stanoklar, metallni qayta ishlash va ishlab chiqarishni modernizatsiya qilish haqida maqolalar.
So'nggi maqolalar

16-dek, 2025·8 daq
Modulli osnastka yoki payvandlangan uskuna: qaysi birini tanlash
Modulli osnastka yoki payvandlangan приспособление: qisqa va o'rta seriyalar uchun nima arzonroqligini tahlil qilamiz va ortiqcha optimizmga yo‘l qo‘ymasdan окупаемостni hisoblaymiz.
modulli-oskastka-yoki-payvandlangan-prispodobqisqa-seriyalar-uchun-osnastkaorta-seriyalar-uchun-osnastka

15-dek, 2025·8 daq
MES-siz CNC uchastkasi uchun smenalik topshiriq: qulay format
CNC uchastkasi uchun smenalik topshiriq: ustaga, operatorga va nazoratga qaysi maydonlar kerak, shunda smena ortiqcha savollarsiz ishni boshlaydi.
CNC uchastkasi uchun smenalik topshiriqsmena uchun topshiriq formatiCNC ishlab chiqarish topshirig‘i

14-dek, 2025·8 daq
Bitta dastur ikki stanok uchun: nusxalashdan oldin nimani tekshirish kerak
Bitta dastur ikki stanokda har doim ham bir xil natija bermaydi: ko‘chirishdan oldin kinematika, datchiklar, nollar, siljishlar va tsikl logikasini tekshiring.
bitta dastur ikki stanok uchunCNC dasturini nusxalashstanokning nol nuqtalari

14-dek, 2025·6 daq
Uchastkada kuchlanish tushishi: stanokni qanday himoyalash
Uchastkada kuchlanish tushishi dasturlarni ishga tushirishga xalaqit beradi, drayverlarda nosozliklarga olib keladi va elektronikaning qizishiga sabab bo‘ladi. Tarmoq o‘lchovlari, chegaralar va stabilizator tanlashni ko‘rib chiqamiz.
uchastkada kuchlanish tushishistanokning elektr ta'minotiCNC stanok uchun stabilizator

13-dek, 2025·6 daq
Stank geometriyasini qabul qilish: nimalarni o‘lchash va nimalarni kelishish kerak
Stankni geometriya bo‘yicha qabul qilishdan oldin o‘lchovlar ro‘yxati, tekshirish shartlari va toleranslarni kelishib olish kerak, shunda ishga tushirishdagi bahslar oldini olasiz.
stank-geometriyasini-qabul-qilishstankning-geometriyasini-o‘lchashqabul-toleranslari

13-dek, 2025·7 daq
Bitta markazda qisqa seriyalar: ishga tushirish tartibi
Bitta markazda qisqa seriya detallarini ishga tushirishda aniq tartib zarur: ofsetlar, asbob, sozlash kartasi va ishlar orasidagi tez tekshiruvlarni ko‘rib chiqamiz.
qisqa seriya bir markazdaishlov berish markazida ofsetlarCNC asboblarini hisobga olish

12-dek, 2025·8 daq
Operatsiya o'rtasidan dasturni zarba bermasdan qayta ishga tushirish
Operatsiyani o‘rtasidan qayta ishga tushirish uchun tayanch kadrlar, korektorlar va xavfsiz podvodni aniq tekshirish kerak — aks holda stanok osonlikcha detaldan urilishi mumkin.
operatsiya o'rtasidan dasturni qayta ishga tushirishCNC tayanch kadrlarasbob korrektorlari

12-dek, 2025·7 daq
SOJ bakidagi kir: u o‘lcham va sirtni qanday buzadi
SOJ bakidagi kir detal o‘lchamini o‘zgartiradi, sirt qo‘polligini buzadi va yeyilishni tezlashtiradi. Belgilar, tekshiruvlar va tozalash bosqichlarini ortiqcha nazariyasiz ko‘rsatamiz.
SOJ bakidagi kiriflos emulsiya belgilariSOJ filtrlash

11-dek, 2025·8 daq
Teshiklarni burg'ulashdan keyin razvertlashda o'lchamni saqlash
Burg‘ulashdan keyin razvertlashda o‘lchamni ushlab qolish uchun to‘g‘ri припуск, barqaror podacha va toza sozlash kerak — aks holda o‘lcham va o‘q siljishi yuz beradi.
burg'ulashdan-keyingi-razvertlashrazvertka-uchun-pripuskrazvertlash-podachi

11-dek, 2025·8 daq
Stanokni ishga tushirishdan oldingi tekshiruv ro'yxati: 7 tez-tez uchraydigan xato
Stanokni ishga tushirishdan oldingi tekshiruv ro'yxati poydevor, elektr, havo, SOJ, asbob va operator tayyorgarligini oldindan tekshirishga yordam beradi.
ishga tushirishdan oldingi tekshiruv ro'yxatiCNC stanokni ishga tayyorlashstanokni ishga tushirishdagi xatoliklar

11-dek, 2025·7 daq
Yangi detalni ishga tushirishdan oldingi risk xaritasi 15 daqiqada
Yangi detalni ishga tushirishdan oldingi risk xaritasi 15 daqiqada chizma, qisqich, asbob va nazoratni tekshirib, birinchi partiyani buzib qo‘ymaslikka yordam beradi.
yangi detalni ishga tushirishdan oldingi risk xaritasidetalni ishga tushirishdan oldingi savollaryangi detalni ishga tushirishdan oldin tekshirish

09-dek, 2025·6 daq
Ustaxonada to‘xtash haqida qanday xabar berish: signal minora, planshet yoki chat
Signal minorasi, planshet va chat: ularning qayerda qulayligi, qayerda signallar yo‘qolishi va qaysi holatda nima tanlash kerakligini tahlil qilamiz.
ustaxonada to‘xtash haqida qanday xabar berishishlab chiqarishda signal minorasimashina yonida planshet

08-dek, 2025·8 daq
Bochkasimon freza 5-oqli ishlovda: qayerda vaqt tejaydi
Bochkasimon freza 5-oqli ishlovda silliq va yengil qiyalikli yuzalarda finish o‘tishini tezlashtiradi. Qadamni qayerda oshirish mumkinligini va qayerda qo‘pol iz paydo bo‘lishini ko‘rib chiqamiz.
5-oqli ishlovda bochkasimon frezafinish 5-oqli ishlovtraektoriya qadami

07-dek, 2025·7 daq
Korpus detallar uchun palletlar va detallar oilasini tez almashtirish
Korpus detallar uchun palletlar yagona bazalarni o‘rnatishga, qayta sozlashni kamaytirishga va uchastkani detallar oilalari orasida tezroq o‘tkazishga yordam beradi.
korpus detallar uchun palletlarbazaviy sirtlarni standartlashtirishdetallar oilasini almashtirish

06-dek, 2025·6 daq
5 o'qli markaz yoki drayvli asbobli tokarka markazi: nima tanlash
5 o'qli markaz yoki drayvli asbobli tokarka markazi: detal shakli, o'rnatishlar soni, dopusklar va byudjetni solishtirib, ortiqcha funksiyalarsiz qaror qabul qilish.
5 o'qli yoki drayvli asbobli tokarka markaziCNC mashina tanlash5 o'qli ishlov berish markazi

03-dek, 2025·8 daq
Operator uchun sozlash kartasi: xatolarsiz, sodda shablon
Operator uchun sozlash kartasi buyurtmani tez va xatolarsiz qayta ishga tushirishga yordam beradi: rejim, asbob va nazorat o'lchovlarini aniq yozish orqali vaqtdan hamda materialdan tejash.
operator uchun sozlash kartasisozlash kartasi shablonibuyurtmani qayta ishga tushirish

03-dek, 2025·6 daq
Stanok qattiqligi: oddiy kesish testlari va detaldagi izlar
Stanok qattiqligini murakkab asboblarsiz baholash mumkin: oddiy kesish sinovlari, detal yuzasidagi izlar va ish boshlashdan oldingi tez tekshiruvlarni ko‘rib chiqamiz.
stanokning qattiqligikesish orqali testlartokar ishlari paytidagi tebranishlar

02-dek, 2025·8 daq
Stansiya yonida birinchi detalni OTKga navqatsiz nazorat qilish
Stansiya yonida birinchi detalni nazorat qilish o‘lchovning siljishini tez aniqlashga, naladkani tasdiqlashga va butun partiyani behuda ishlamaslikka yordam beradi.
stansiyada birinchi detalni nazorat qilishstansiya nazorati sxemasioperatorga tez fikr-mulohaza

01-dek, 2025·8 daq
Bir kunda CNC operatorini qanday tekshirish
Bir kunda CNC operatori nomzodini qanday tekshirish: chizma o‘qish, o‘lchovlar, xavfsiz ishga tushirish va xato kodi bo‘yicha reaktsiyani tekshirish tartibi.
bir kunda cnc operatorini qanday tekshirishoperator uchun test cncchizma o'qishni tekshash

01-dek, 2025·8 daq
O‘lchov asboblarini qiyoslash jadvali, sexni to‘xtatmasdan
O‘lchov asboblarini qiyoslash jadvalini qanday tuzish, sanalarni oylar bo‘yicha taqsimlash va uchastkani shtangensirkul hamda mikrometrlarsiz qoldirmaslikni ko‘rsatamiz.
o‘lchov asboblarini qiyoslash jadvalio‘lchov asboblarini hisobga olishsexda qiyoslash rejasi

01-dek, 2025·6 daq
Uskuna tushirilishi: kran, pogruzchik yoki takelaj brigadasi
Uskuna tushirilishi kerak bo'lganda kran, pogruzchik yoki takelaj brigadasini qanday tanlashni o'rganing: massa, kirish, xavf va tez-tez uchraydigan xatoliklar.
uskunani tushirishuskunaga kran tanlashpogruzchik bilan tushirish

30-noy, 2025·8 daq
Lazerli kesishdan keyin detallar: CNC uchun bazalarni qanday tayyorlash
Lazerli kesishdan keyin detallar bazalarni, припускni va qisish zonalarini tekshirishni talab qiladi. Qayerda texnologik joy qoldirish va qiyshayishni qanday bartaraf etishni ko‘rib chiqamiz.
lazerli kesishdan keyingi detallarCNC uchun bazalarni tayyorlashzagotovkani birinchi o‘rnatish

30-noy, 2025·8 daq
Kichik diametrli ichki kanavkalar: chizmadagi xatolar
Kichik diametrli ichki kanavkalar ko‘pincha chizmada muammo tug‘diradi. Kenglik, tub radiusi va asbob kirishini ortiqcha taxminsiz ko‘rib chiqamiz.
kichik diametrli ichki kanavkalarichki kanavka kengligikanavka tub radiusi

29-noy, 2025·8 daq
BT, CAT yoki HSK: haqiqiy frezalashda nima o'zgaradi
BT, CAT yoki HSK: tutqich, takrorlanish, tebranish va asbob tanlovining qiruvchi, toza va yuqori tezlikdagi frezalashdagi ta'sirlarini tahlil qilamiz.
BT, CAT yoki HSKmil konusiasbobni mahkamlash

25-noy, 2025·8 daq
Rezbo-freza yoki metchik: murakkab materiallarda qaysi foydaliroq?
Rezbo-freza yoki metchik: nerez, issiqqa chidamli va yopishqoq qotishmalarda chiqindi xavfi, asbob chidamliligi va haqiqiy sikl vaqtini solishtiramiz.
rezbofreza yoki metchikrezbo-frezalashzanglamaydigan po'latda rezba yasash

25-noy, 2025·8 daq
Mashinaning ishlamasligi davrida konservatsiya: oldindan nima qilish kerak
Mashina konservatsiyasi ishlamaslik davrini zang, oqishlar va nosozliklarsiz o‘tkazishga yordam beradi. Yo’nalishlar, gidravlika va elektronika tizimini qanday tayyorlashni ko‘rib chiqamiz.
mashina konservatsiyasiCNC mashinaning ishlamasligiyo'nalishlarni zangdan himoya qilish

25-noy, 2025·8 daq
Ikkinchi torna mashinasi: buyurtmalar oshganda nima qo'shish kerak
Ikkinchi torna mashinasi bitta markaz yukni yeta olmaganda kerak bo'ladi. Qachon nusxa olish, ko'proq moslashuvchan model yoki bitta detal oilasi uchun alohida mashina kerakligini tushuntiramiz.
ikkinchi torna mashinasisexga qaysi stanok qo'shishtorna markazini tanlash

24-noy, 2025·8 daq
Tokarlik markazida detal va patron massasi bo‘yicha zaxira
Detal va patron massasidagi zaxirani ishga tushirishdan oldin hisoblash kerak: uzelning inersiyasi, ruxsat etilgan aylanishlar va yuk zaxirasini taxminsiz tekshiring.
detal va patron massasi zaxirasiuzelning umumiy inertsiyasispindelning ruxsat etilgan aylanish tezligi

21-noy, 2025·8 daq
Zagotovkani yuklash: patronda daqiqalar qayerda yo'qoladi
Zagotovkani yuklash har smenada daqiqalarni yeyadi. Detal orientatsiyasi, ish zonasining balandligi va patronga kirish ish ritmini qanday o'zgartirishini tahlil qilamiz.
zagotovkani yuklashpatronga kirishish zonasining balandligi

19-noy, 2025·8 daq
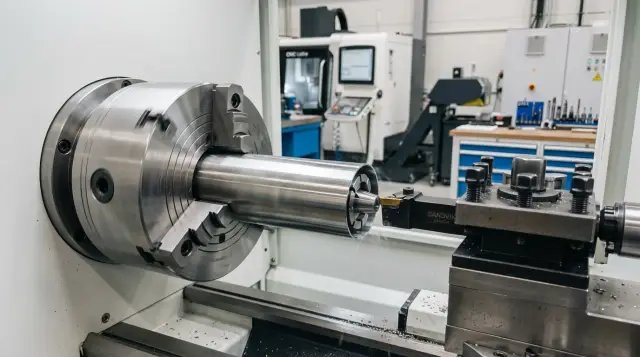
Spindel o‘tish teshigi: xatoliksiz qanday tanlash
Spindelning o‘tish teshigi novda diametriga, zaготовka uzunligiga va kelajak buyurtmalarga ta’sir qiladi. Hisoblash usullari, tez tekshiruvlar va keng tarqalgan xatolarni ko‘rib chiqamiz.
spindel o‘tkazish teshiginovda diametrizagotavka uzunligi

18-noy, 2025·7 daq
Alyuminiy korpus detallarini ishlashda egilishning oldini olish
Alyuminiy korpus detallarini ishlash aniq material olib tashlash va mahkamlashni talab etadi. Qanday qilib nozik devorlar mahkamlashni yechgandan keyin egilishining oldini olishni ko'rib chiqamiz.
alyuminiy korpus detallarini ishlashnozik devorlar alyuminiykorpus detallarini mahkamlash

17-noy, 2025·6 daq
Stanokda Cp va Cpk: qachon hisoblash kerak, qachon esa vaqtni behuda sarflamaslik kerak
Cp va Cpk ni stanokda qachon hisoblash kerakligini tushuntiramiz: qaysi o‘lchamlar foyda beradi, nechta o‘lchov kerak va qachon hisob-kitoblar faqat vaqt oladi.
stanokda Cp va Cpkjarayon yaroqlilik indeksiCpk uchun nechta o'lchov kerak

16-noy, 2025·6 daq
Ishlab chiqarishdagi tor nuqta: sozlash, takt yoki marshrut
Ishlab chiqarishdagi tor nuqta har doim mashina bilan bog'liq emas. Sozlash, yuklash takti, asbob yoki detal marshruti orasidagi yo'qotishni qanday ajratishni ko'rsatamiz.
ishlab chiqarishdagi tor nuqtaCNC mashinasini sozlashyuklash takti

14-noy, 2025·6 daq
Tozalash o'tishi oldidagi qoldiq: xatolar va hisoblash
Tozalash o'tishi oldidagi qoldiq o'lcham, sirt sifati va rezakning eskirishiga ta'sir qiladi. Xatolar, muammolar belgisi va oddiy tekshiruv tartibini ko'rib chiqamiz.
tozalash_o'tish_oldidagi_qoldiqtozalash_o'tishi_xatolaritokar_ishida_qoldiq

14-noy, 2025·8 daq
Suzuvchi metchik ushlagichi: qayerda rezbani saqlab qoladi
Suzuvchi metchik ushlagichi qiyshayish, uzun chiqish va qiyin materiallarda yordam beradi. Qachon foydali, qachon esa siklni faqat sekinlashtirishini ko‘rib chiqamiz.
suzuvchi metchik ushlagichiqattiq rezba kesishmetchik va teshikning o‘q bo‘yicha mosligi

13-noy, 2025·8 daq
CNC asboblari uchun ABC-tahlili: ortiqcha zaxirani qanday kamaytirish
CNC asboblari uchun ABC-tahlili tez-tez ishlatiladigan va kam uchraydigan pozitsiyalarni ajratib, ortiqcha zaxiralarni kamaytirishga va ustaxona omborini nazorat ostida ushlab turishga yordam beradi.
CNC asboblari uchun ABC-tahliliCNC bo'limidagi asbob zaxirasikesuvchi asboblarni hisobga olish

11-noy, 2025·7 daq
Mexanik ishlov uchun Cpk: chalkashliksiz qanday hisoblash
Cpk mexanik ishlov jarayonidagi o‘lcham tarqalishini baholaydi, lekin nuqson sababini aytmaydi. Hisoblash, misol va keng tarqalgan xatolarni ko‘rib chiqamiz.
Cpk mexanik ishlov uchunCpk qanday hisoblashjarayon barqarorligi

08-noy, 2025·8 daq
Chuqur teshiklarda asbob orqali SOJ ta'minoti: qachon kerak
Qachon asbob orqali SOJ yetkazilishi chuqur teshiklarni burg'ulashni haqiqatan tezlashtirishini va qachon oddiy ta'minot yetarli ekanini, ortiqcha xarajatlarsiz tahlil qilamiz.
podaча СОЖ через инструментсверление глубоких отверстийвнутренняя подача СОЖ

08-noy, 2025·6 daq
Naladkani fotofiksatsiyasi: qaysi kadrlar navbat almashinuvi vaqtini tejaydi
Naladkani fotofiksatsiyasi kulachkilar, moslamalar va asboblarni navbat almashinuvi paytida ortiqcha qidiruv va qayta yig‘ishga hojat qoldirmasdan tez uzatishga yordam beradi.
naladkani fotofiksatsiyasiCNC navbat almashinuvistanok osnastkasi fotosuratlari

08-noy, 2025·6 daq
Sexda detallarning oilalari bo‘yicha stanklar yuklanishi grafigi
Stanklar yuklanishi grafigi o‘xshash buyurtmalarni guruhlashga yordam beradi, qayta sozlashlar sonini kamaytiradi va ishni smenalar hamda uskuna bo‘yicha tengroq taqsimlaydi.
stanklar yuklanishi grafigidetal oilalariqayta sozlashlarni kamaytirish

07-noy, 2025·8 daq
Keramika bilan qotirilgan yuzani frezerlash: qachon o‘zini oqlaydi
Keramika bilan qotirilgan yuzani frezerlash har doim ham o‘zini oqlamaydi. Bu yerda biz olib tashlash hajmi, zagotovkaning qattiqligi va uzlukli kontaktda chip chiqishi xavfini ko‘rib chiqamiz.
keramika bilan qotirilgan yuzani frezerlashqotirilgan po‘latni ishlov berishuzlukli kesish

05-noy, 2025·8 daq
Muhrlash uchun ariqchalar: chuqurlik va tozalikni qanday ushlash kerak
Muhrlash uchun ariqchalar aniq chuqurlik va toza tubni talab qiladi. Ishlov berish marshruti, nazorat, asbob va tez-tez uchraydigan xatolarni ko‘rib chiqamiz.
muhrlash uchun ariqchalarariqcha chuqurligitub tozaligi

04-noy, 2025·8 daq
Bitta universal markaz yoki ikki stanok: sex uchun tanlov
Bitta universal markaz yoki ikki stanok: yuklanish, mavsumiy cho‘qqilar, to‘xtab qolish, zaxira va joy tejashni solishtirib, ortiqcha xarajatsiz sxemani tanlang.
bitta universal markaz yoki ikki stanokCNC stanok kichik sex uchunsexdagi stanok yuklanishi

30-okt, 2025·8 daq
Qattiqlashtirilgan po'latni ishlash: tokarlash yoki shliflash?
Qattiqlashtirilgan po'latni ishlash: qachon tokarlash, qachon shliflashni tanlash kerak — допusk, шероховатость, sikl va harajat nuqtai nazaridan ko‘rib chiqamiz.
qattiqlashtirilgan po'latni ishlashqattiq tokarlashmetallni shliflash

28-okt, 2025·8 daq
Stanokni ERPga integratsiya qilish: qaysi ma'lumotlarni yuborish kerak
Stanokni ERPga integratsiyalash uchun murakkab boshlanish shart emas: birinchi navbatda qaysi ma'lumotlarni yuborish kerakligini va ortiqcha sensorlarsiz qanday boshlashni ko'rib chiqamiz.
stanokni ERPga integratsiya qilishstanokdan ERPga ma'lumotlarCNC ma'lumotlarni avtomatik uzatish

27-okt, 2025·8 daq
Patron gidrosistemasi bosimi: nega qisish beqaror bo‘ladi
Patron gidrosistemasi bosimi sizib chiqish, havo, moy va sozlamalar sabab beqaror bo‘ladi. Kulachoklarni almashtirishdan oldin qanday tekshirishni ko‘rib chiqamiz.
patron gidrosistemasi bosimigidropatron sizib chiqishidetalni patronda qisish

27-okt, 2025·8 daq
Minimal moylash MQL: qachon u SMJ oqimidan yaxshiroq
MQL — minimal moylash — ba’zi hollarda SMJ oqimidan toza va samaraliroq. Qaysi material va operatsiyalar uchun u mos kelishini va sinovni qanday o‘tkazishni ko‘rib chiqamiz.
minimal moylash MQLsovutish va moylash suyuqligi oqimialyuminiy ishlov berish

25-okt, 2025·8 daq
Poʻlatni ogʻir kesish uchun stanok: tanlashdagi xatolar
Poʻlatni ogʻir kesish uchun stanokni massasiga, spindel tortishiga, korpus qattiqligiga va chiplarni chiqarishga qarab tanlang — xariddan oldingi keng tarqalgan xatolar va ularning yechimlari.
poʻlatni ogʻir kesish stanogistanok massasispindelning torki

25-okt, 2025·6 daq
Tibbiy uskunalar uchun detallar: sexda nimalar o'zgaradi
Tibbiy uskunalar uchun detallar faqat o‘lcham bilan cheklanmaydi. Tozalik, markirovka va asbob hisobini qog‘ozbozliksiz qanday tashkil etish haqida gapiramiz.
tibbiy uskunalar detalaritibbiyot uchun detal ishlov berishmexanik ishlov berishda tozalik
20-okt, 2025·8 daq
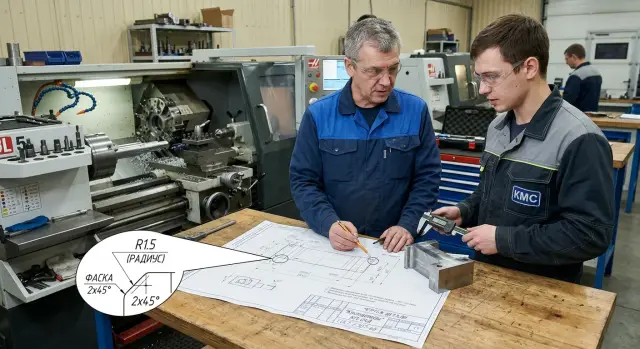
Detallarda radiuslarni standartlashtirish: qachon kerak
Radiuslarni standartlashtirish asbob almashinishni kamaytiradi, chizmalarni soddalashtiradi va seriyada vaqtni tejaydi. Qayerda bu foydali, qayerda esa zararli ekanini ko‘rib chiqamiz.
radiuslarni standartlashtirishdetallarda radius va fazalarseriya uchun detal dizayni

19-okt, 2025·8 daq
Tsiklning haqiqiy vaqti: katalogga emas, hisobga asoslaning
Sinov detali, asbob almashinuvi va yuklashni hisobga olib, tsiklning haqiqiy vaqtini qanday hisoblashni o‘rganing. Oddiy hisob, tez tekshiruv va ko‘p uchraydigan xatolar.
haqiqiy tsikl vaqtisinov detali bo‘yicha hisoblashCNC mashina tsikl vaqti

19-okt, 2025·8 daq
5 o‘qli xavfsiz tekisliklar: keraksiz bo‘sh yurishlarsiz
5 o‘qli ishlov berishda xavfsiz tekisliklarni qanday sozlashni ko‘rib chiqamiz: keraksiz bo‘sh yurishlarni kamaytiramiz, kerakli zaxirani saqlaymiz va detalni xavfga qo‘ymaymiz.
5 o‘qli xavfsiz tekisliklar5 o‘qli ishlov berishbo‘sh yurishlarni qisqartirish

17-okt, 2025·8 daq
O'rnatma massasi: bu mashinaga va detal o'lchamiga qanday ta'sir qiladi
O'rnatma massasi akselar tezlanishiga, asbobga kirish imkoniyatiga va o'lcham barqarorligiga qanday ta'sir qilishini va yangi operatsiyani ishga tushirishdan oldin nimani tekshirish kerakligini tushuntiramiz.
o'rnatma massasimashinani ortiqcha yuklashasbobga kirish

17-okt, 2025·8 daq
Gidrotsilindr detallarini mexanik ishlov berish — qayta ishlashlarsiz
Gidrotsilindr detallarini mexanik ishlov berishda operatsiyalar orasidagi uzilishlar ko‘pincha qayta ishlashga olib keladi. Tokarlash, honlash, rez'ba va nazoratni qanday qilib bog‘lashni ko‘rsatamiz.
gidrotsilindr detallarini mexanik ishlov berishgidrotsilindr ishlov berish marshrutigilzalarni honlash

15-okt, 2025·8 daq
Kafolatdan keyingi servis shartnomasi: nimani oldindan tekshirish kerak
Kafolatdan keyingi servis shartnomasini stanok sotib olishdan oldin muhokama qiling: javob muddati, masofaviy yordam, sarf materiallar va boshqa shaharga tashrif.
kafolatdan keyingi servis shartnomasiservis javob vaqtistanok uchun masofaviy qo‘llab-quvvatlash

15-okt, 2025·8 daq
ChPU stanoklarida tungi smena: qayerda yonida katta usta kerak
ChPU stanoklarida tungi smena aniq vazifalar taqsimotini talab qiladi: qaysi operatsiyalarni mustaqil olib borish, qayerda katta usta kerakligi va partiyani ishga tushirishdan oldin nimani tekshirish lozim.
tungi smena ChPU stanoklardakatta usta nazoratidagi operatsiyalardetal marshruti tunda

13-okt, 2025·8 daq
Do‘kondagi asbob dublari: ular qachon haqiqatan kerak bo‘ladi
Asboblar magazinidagi dubl tungi smenani qutqarishi ham, ortiqcha yacheykalarni egallashi ham mumkin. Qachon dubl qo‘yish va qachon bo‘sh joy qoldirish kerakligini bilib oling.
asboblar magazinidagi dublCNC tungi smenaqisqa detal partiyalari

13-okt, 2025·8 daq
Universal moslama: qachon maxsus moslama qilish vaqti keladi
Universal moslama boshida qulay, ammo tez-tez qayta sozlash, brak va bekor turish qachon detalga mos maxsus moslama qilish yaxshiroq ekanini ko‘rsatadi.
universal moslamamaxsus moslamastanokni qayta sozlash

11-okt, 2025·8 daq
Yirik diametrli rezbani sexda bahssiz nazorat qilish
Katta diametrli rezbani nazorat qilish: kalibr, uch simli usul va o‘lchash mashinasi orasida qanday tanlash kerak, bahsni tez hal qilish uchun.
yirik diametrli rezbani nazorat qilishuch simli usulrezbali kalibr

10-okt, 2025·6 daq
Stanokning bir soat to‘xtab turishi narxi: zaxira masalasini qanday hal qilish kerak
Stanokning bir soat to‘xtab turish narxi qaysi ehtiyot qismlarni omborda ushlash, qaysilarini esa ehtiyojga qarab buyurtma qilish kerakligini ortiqcha xarajatsiz tushunishga yordam beradi.
stanokning bir soat to‘xtab turish narxiCNC uchun ehtiyot qismlar zaxirasito‘xtab turishdan yo‘qotishlarni hisoblash

10-okt, 2025·8 daq
Asbob magazini: 24 yoki 40 pozitsiya — zaxirani qanday baholash
24 yoki 40 pozitsiyali asbob magazinini tanlash — buyurtmalar oqimi, dublyorlar va almashtirish chastotasi bo‘yicha hisob. Oddiy va amaliy usulni ko‘rsatamiz.
magazin instrumenta 24 yoki 40 pozitsiyazaxira bo‘yicha asbobtez-tez almashtirishlar

06-okt, 2025·7 daq
Uchastkada chalkashliksiz brak va qayta ishlash belgilari tizimi
Brak va qayta ishlash uchun belgilar tizimi detalga nima bo'lganini, keyingi qadamni kim olishini va smenalar orasidagi tortishuvlarni qanday kamaytirishni tezroq tushunishga yordam beradi.
brak va qayta ishlash uchun belgilar tizimiishlab chiqarishda nuqsonlarni belgilashbrak sababi kodi

06-okt, 2025·8 daq
Qotirilgan detaldagi paz: qachon freza elektroeroziyadan yaxshiroq
Qotirilgan detallarda pazni freza yoki elektroeroziya bilan qilish mumkin. Tayyorlash muddati, aniqlik, yakuniy ishlov va vazifaga mos tanlovni ko‘rib chiqamiz.
qotirilgan detaldagi paztвердосплавli frezaelektroeroziya

05-okt, 2025·6 daq
Sinov kesishdan keyingi birinchi dastur tuzatishi
Sinov kesishdan keyingi birinchi dastur tuzatishi: CAM xatosini baza xatosidan qanday ajratish, stanokni tekshirish va ortiqcha qayta ishlashlarsiz tuzatish kiritish.
dastur birinchi tuzatishCAM xatosidetal bazasi xatosi

04-okt, 2025·8 daq
Spindel tebranishini nazorat qilish: qachon tekshirish va nimani norma deb hisoblash
Spindel tebranishini tekshirish zarur: zarba, osnastka almashtirish yoki nosozlik oshganda. Tez o‘lchash tartibi va qayerdan boshlashni tushuntiramiz.
spindelning tebranishini nazorat qilishspindel tebranishi normastanok spindelini tekshirish

04-okt, 2025·8 daq
Ishlov berishda qirra uvalanishi: asbobning kirishi va chiqishi
Ishlov berishda qirra uvalanishi ko‘pincha asbob kirish va chiqish nuqtasida paydo bo‘ladi. Berish, burchak va toza ishlov bosqichlari natijani qanday o‘zgartirishini ko‘rib chiqamiz.
ishlov berishda qirra uvalanishiasbobning kirishiasbobning chiqishi

30-sen, 2025·8 daq
Bazalash xatolari: nima uchun mengich aniq markazni qutqarmaydi
Bazalash xatolari takrorlanishni yomonlashtiradi, o'lchamni siljitadi va dasturni to'g'irlashga majbur qiladi. Sabablarini, tez-tez uchraydigan xatolarni va tez tekshiruvni ko'rib chiqamiz.
bazalash xatoliklariishlovni takrorlanishizagatovka bazalashi
28-sen, 2025·8 daq
Ingichka devorli trubani kesish: seriyada qirrani qanday ezmaslik kerak
Ingichka devorli trubani kesishda to‘g‘ri qisish, tayanch va rezets geometriyasi qirra ezilishini kamaytirishga yordam beradi. Sexdagi seriyali ishda nuqsonni qanday bartaraf etishni ko‘rib chiqamiz.
ingichka devorli truba kesishingichka devorli trubani qisishtrubani kesishda tayanch
28-sen, 2025·8 daq
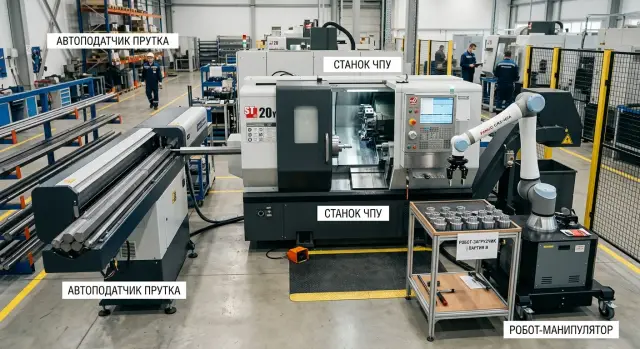
Avtopodatchik prutka yoki robot bilan yuklash: nima tanlash kerak
Avtopodatchik prutka yoki robot bilan yuklash — qaysi variant turli zagotovkalar, partiya uzunligi, ish tempi va sexdagi joyga ko‘ra yaxshiroq ekanini tahlil qilamiz.
avtopodatchik-prutka-yoki-robottornalash bo‘limini avtomatlashtirishstanokka zagotovka yuklash

27-sen, 2025·8 daq
Katta seriyaga o‘tish: osnastka va nazoratda nimalarni o‘zgartirish kerak
Katta seriyaga o‘tish osnastka, bazalash va nazoratni qayta ko‘rib chiqishni talab qiladi. Nima qoldirish, nima almashtirish va vaqt ko‘proq qayerda yo‘qolishini ko‘rib chiqamiz.
katta seriyaga o‘tishseriyali ishlab chiqarish uchun osnastkapartiya bo‘yicha o‘lcham nazorati

26-sen, 2025·8 daq
Kesish rejimlari: texnolog va operator bahsini qanday bartaraf etish
Kesish rejimlarini kichik sinov orqali kelishish osonroq: bitta detal, bir xil sharoit, natijani o‘lchab, bahssiz xulosa qilish.
kesish rejimlaristanokda qisqa sinovtexnolog va operator bahsi

25-sen, 2025·8 daq
Uzoq yetkazib beriladigan ehtiyot qismlar: nimalarni zaxirada ushlash kerak
Uzoq yetkazib beriladigan ehtiyot qismlarni qanday baholash, kritik uzellarni ajratish va ortiqcha xarid qilmasdan minimal zaxirani belgilash bo'yicha ko'rsatma.
uzoq muddatli ehtiyot qismlarminimal ehtiyot zaxirastanok uzellarining kritikligi

24-sen, 2025·8 daq
Mijoz chizmasi bilan 3D modelisiz ishlash: nimalarni so‘rash kerak
Mijoz chizmasi bo‘yicha 3D modelisiz ishlash CAMni ishga tushirishdan oldin savollar ro‘yxatini talab qiladi. Qaysi jihatlarni aniqlash kerak — bazalar, qoldiq, asosiy o‘lcham va nazorat.
mijoz chizmasi bo'yicha 3D modelsiz ish2D chizma bo'yicha CAM tayyorlashtexnologning mijozga savollari

23-sen, 2025·7 daq
Avtomatik yuklash uchun detallar: stanokda nimalarni tekshirish kerak
Stanok yonidagi robot uchun avtomatik yuklashga mos detallarni ko‘rib chiqamiz: geometriya, massa, zagotovka orientatsiyasi, xatolar va tezkor tekshiruvlar.
avtomatik yuklash uchun detallarstanok yonidagi robotzagotovka orientatsiyasi

20-sen, 2025·8 daq
Texnik protsessni tayyorlashda o'rnatishlar sonini kamaytirish
Texnik protsess va osnastka bosqichida o'rnatishlar sonini qanday kamaytirish: detal marshruti, bazalash, mahkamlash va ishga tushishdan oldingi xavflarni tekshirish bo‘yicha oddiy tavsiyalar.
o'rnatishlar sonini kamaytirishdetaьl marshrutidetal bazalash

20-sen, 2025·8 daq
Asbob vyloti: оправka va uzunlikni qanday tanlash — qat’iylikni yo‘qotmasdan
Qanday vylotni baholash, оправkani va ishchi uzunlikni tanlash — chuqur cho‘ntaklar va nozik devorlarni ortiqcha xavf va titrashlarsiz ishlash bo‘yicha tavsiyalar.
asbob chiqishiopravka tanloviasbob uzunligi

19-sen, 2025·8 daq
Stanok uchun servis shartnomasi: bekor turishga nimalar ko‘proq ta’sir qiladi
Stanok uchun servis shartnomasi hisobdagi chegirmadan ko‘ra bekor turishga kuchliroq ta’sir qiladi. Javob muddati, bajariladigan ishlar ro‘yxati, ehtiyot qismlar va muhandis chiqish qoidalarini ko‘rib chiqamiz.
stanok uchun servis shartnomasiservis javob muddatiCNC stanoklarga xizmat ko‘rsatish

18-sen, 2025·8 daq
Qisqa partiyalarni avtomatlashtirish: 50 dona uchun robot o‘zini oqlaydimi
Qisqa partiyalarni avtomatlashtirish har doim ham katta seriyani talab qilmaydi. 50 dona partiya uchun gripper, qayta sozlash va tungi ish xarajatlarini ko‘rib chiqamiz.
qisqa partiyalarni avtomatlashtirishstanok yonidagi robotCNC robotining o‘zini oqlashi

18-sen, 2025·8 daq
Aniq vtulkalar uchun membranali patron: qachon o‘zini oqlaydi
Aniq vtulkalar uchun membranali patron bo‘shatilgandan keyingi ovalik va o‘lcham ketishini kamaytiradi. Oddiy patronga qaraganda qayerda tezroq o‘zini oqlashini ko‘rsatamiz.
aniq vtulkalar uchun membranali patronvtulkani yumshoq qisishqisishda vtulkaning deformatsiyasi

16-sen, 2025·7 daq
Uskuna o'rnatilgach postprotsessor: bir haftalik tekshiruvlar
Mashina o'rnatilgach postprotsessor o'qlar, tsikllar va xavfsiz qaytishlardagi xatolarga olib kelmasligi uchun birinchi hafta uchun qisqacha tekshiruv rejasi.
postprotsessor uskunani ornatgandan keyinCNC postprotsessorni tekshirishishga tushirishdan keyingi testlar

16-sen, 2025·8 daq
Quyma qobiq bo‘yicha uzlukli tokarlash: ishga tushirishdan oldin nimani tekshirish kerak
Quyma qobiq bo‘yicha uzlukli tokarlash tayyorgarlik talab qiladi: plastina tanlovi, pripusk zaxirasi, birinchi ishga tushirish va chipish xavfini kamaytiradigan tekshiruvlar.
quyma qobiq bo‘yicha uzlukli tokarlashquyma qobiq uchun plastina tanlashquyma qobiqda pripusk

14-sen, 2025·8 daq
Stanok servisi sotib olishdan oldin: yetkazib beruvchidan nima tekshirish kerak
Stanok servisini sotib olishdan oldin shartnoma imzolashdan avval tekshirish kerak: javob vaqti, ehtiyot qismlar zaxirasi, masofaviy diagnostika, texnik xizmat va o'qitish.
stanok servisi sotib olishdan oldinCNC stanoklar xizmat ko'rsatishistanoklar uchun ehtiyot qismlar zaxiri

13-sen, 2025·8 daq
Mexanik ishlovda energiya xarajatlari: ortiqcha quvvat qayerga ketadi
Mexanik ishlov energiya xarajatlari ko‘pincha kesish tufayli oshmaydi — chiller, kompressor va bo‘sh isitish asosiy sabablar. Qayerda yo‘qotish borligini ko‘rsatamiz.
mexanik ishlov energiya xarajatlarimetall ishlovchi qiymat narxiCNC stanoklar elektr sarfi

12-sen, 2025·7 daq
Urilgandan keyin o‘q bo‘yicha nol siljishi: ishga tushirishdan oldin nimalarni tekshirish kerak
Yengil urilishdan keyin o‘q bo‘yicha nol siljishi har doim ham nosozlik degani emas. Qayta ishga tushirishdan oldin datchik, referens va mexanikani tezkor tekshirishni ko‘rib chiqamiz.
o‘q bo‘yicha nol siljishiCNC stanogi datchigi nosozligio‘q mexanikasining siljishi

10-sen, 2025·7 daq
Sexdagi birinchi avtomatlashtirish uchun gidravlika yoki pnevmatika
Birinchi avtomatlashtirish uchun gidravlika yoki pnevmatika: narx, xizmat ko‘rsatish va qirindi, chang, moy hamda sexning odatiy sharoitlarida ishlashni tahlil qilamiz.
birinchi avtomatlashtirish uchun gidravlika yoki pnevmatikagidravlik moslamasexdagi pnevmatika

09-sen, 2025·8 daq
Uskuna kafolati: qaysi istisnolar odatda e'tibordan chetda qoladi
Uskuna kafolati har doim sarf materiallari, ishga tushirishdagi xatolar va kech murojaat tufayli yuzaga kelgan to‘xtashlarni qoplamaydi. Oddiy tilda eng ko‘p uchraydigan istisnolarni tushuntiramiz.
uskuna kafolatiuskuna kafolati istisnolariuskuna sarf materiallari

08-sen, 2025·6 daq
Tokar markazida tsikl vaqti: daqiqalar qayerga ketadi
Tokar markazida sikl vaqti ko‘pincha kesishdan emas, balki yondirishlar, chekinishlar, asbob almashinuvi va ortiqcha buyruqlardan oshadi.
tsikl vaqti tokar markazidatsikl vaqtini qisqartirishCHPU asbob almashinuvi

07-sen, 2025·8 daq
Stanokdagi havo oqishlari: pul va resurs qayerda yo‘qoladi
Stanokdagi havo oqishlari sarfni oshiradi, qisqichni buzadi va avtomatikaga xalal beradi. Yo‘qotishlar qayerda paydo bo‘lishini va tugunlarni ortiqcha to‘xtashsiz qanday tekshirishni ko‘rib chiqamiz.
stanokdagi havo oqishlariChPU stanogining pnevmatikasiqisqichlardagi havo yo‘qotishlari

06-sen, 2025·7 daq
Dag‘al va yakuniy freza: qachon tejamkorlik o‘lchamni buzadi
Dag‘al va yakuniy freza bir operatsiyada ishlatilsa, ish tez boshlanadi, lekin o‘lchamdan chiqish xavfi oshadi. Qachon asbobni ajratish va seriyada brakni kamaytirishni ko‘rib chiqamiz.
dag‘al va yakuniy frezabitta operatsiyada frezalasho‘lcham bo‘yicha brak
06-sen, 2025·8 daq
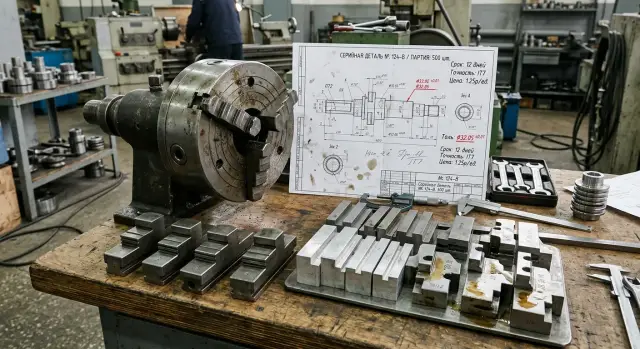
Seryali detallar uchun standart yoki maxsus jag'lar
Standart yoki maxsus jag'lar tanlovi — ishga tushirish muddati, ushlash barqarorligi va partiya xarajatlariga qarab hal qilinadi. Oddiy bosqichlarni va hisoblashni ko'rib chiqamiz.
standart yoki maxsus jag'larpatron jag'lariushlash takrorlanishi

05-sen, 2025·8 daq
Ajratishdan so‘ng detal toleransdan chiqadi: sababni qayerdan qidirish
Ajratishdan so‘ng detal toleransdan chiqyaptimi? Ajratish joyi, vylеt, podxvat va plastina geometriyasi o‘lcham va biyega qanday taʼsir qilishini tahlil qilamiz.
detal ajratishdan so'ng toleransdan chiqishitornada ajratishajratishdan keyingi biye

05-sen, 2025·7 daq
Revolver boshining qiyaligi: stanok buyurtma qilishdan oldin nimalarni tekshirish kerak
Revolver boshining qiyaligi rezetsning yaqinlashishiga, privodli asbob ishiga va patron atrofidagi xavfsiz bo‘shliqqa ta’sir qiladi. Buyurtmadan oldin nimalarni tekshirishni ko‘rib chiqamiz.
revolver boshining qiyaligitokarlik stanokida asbob yetishipatron va asbob to‘qnashuvi

05-sen, 2025·6 daq
Emulsiya harorati va detal o‘lchami: nima uchun dispersiya yuzaga keladi?
Emulsiyaning harorati va detal o‘lchami qanday bog‘liqligini amaliy jihatdan tahlil qilamiz: emulsiya isitilishi, ko‘pik, geometriya uvorligi, tez tekshiruvlar va sex uchun amaliy qadamlar.
emulsiya harorati va detal o‘lchamiemulsiyaning ko‘piklanishidetal geometriyasining beqarorligi

04-sen, 2025·8 daq
Turli nomenklatura uchun revolver boshi tanlashdagi xatolar
Revolver boshini tanlashdagi xatolarni tahlil qilamiz: pozitsiyalar soni, приводli asbob va держательlar ustaxona moslashuvchanligi va переналадка vaqtiga qanday ta'sir qiladi.
revolver boshi tanlash xatolaritokar stanok uchun revolver boshiprivednoy asbob

02-sen, 2025·8 daq
Yupqa devorli zanglamaydigan po'latni ko‘karishsiz frezalash
Yupqa devorli zanglamaydigan po'latni frezalash aniq yondashuvni talab qiladi: kichik radial kirish hisobiga ko‘karish va og‘ishni qanday kamaytirishni ko‘rib chiqamiz, umumiy tezlikni pasaytirish evaziga emas.
yupqa devorli zanglamaydigan po'latni frezalashkichik radial kirishfrezalashda ko‘karish

30-avg, 2025·7 daq
Yechilgandan keyin ellips bo‘lib qolmaydigan yupqa devorli vtulkani yo‘nish
Yupqa devorli vtulkani yo‘nishda aniq qisish va o‘tishlar ketma-ketligi muhim. Detal nega yechilgandan keyin ellipsga aylanib qolishini ko‘rib chiqamiz.
yupqa devorli vtulkani yo‘nishvtulkani qisisho‘tishlar ketma-ketligi

29-avg, 2025·8 daq
Shpindel va shkaflarni sovutish: chillerda nimalarni tekshirish kerak
Shpindel va boshqaruv shkaflarini sovutish: chillerda suv, issiqlik almashgich va isitishning dastlabki belgilarini qanday tekshirishni o‘rganamiz.
shpindel va shkaf sovutishichillerni tekshirishchillerdagi suv sifati

28-avg, 2025·6 daq
Valdagi shponka pazini frezalash: diskli yoki uchli
Valdagi shponka pazini frezalashda asbobni to‘g‘ri tanlash juda muhim. Diskli va uchli frezani urish, to‘g‘rilik va sozlash nuqtai nazaridan ko‘rib chiqamiz.
valdagi shponka pazini frezalashshponka pazi uchun diskli frezametall uchun uchli freza

28-avg, 2025·8 daq
OTK bilan tortishuvlarsiz sirt shilimshiqini o‘lchash
Sirt shilimshiqini bo‘limda o‘lchash: qanday o‘lchash nuqtasini, namuna uzunligini tanlash va partiyalar bo‘yicha natijalarni tortishuvlarsiz qanday yuritish.
sirt shilimshiqini o‘lchasho‘lchash nuqtasi sirt shilimshiqinamuna uzunligi sirt shilimshiqi

28-avg, 2025·8 daq
Operator almashganda barqaror texnologik jarayon
Ofsetlar, nazorat o‘lchovlari va отклонение holatlarida harakatlarni qanday yozish kerakligini ko‘rib chiqamiz, shunda operator almashganda texnologik jarayon barqaror natija beradi.
smenalar orasida barqaror texnologik jarayonCNC stanokda ish standartinazorat o‘lchovlari

27-avg, 2025·8 daq
Uchastkadagi detallar oqimi uchun kalibr, mikrometr va nutromer
Kalibr, mikrometr va nutromer o‘lcham, dopusk va nazorat chastotasiga qarab tanlanadi. Detallar oqimi uchun oddiy o‘lchov vositalari bog‘lamasini ko‘rib chiqamiz.
kalibr, mikrometr va nutromero‘lchov vositalarini tanlashdetal o‘lchamlarini nazorat qilish

27-avg, 2025·8 daq
ShVP eskirish belgilari: texnik xizmat nimalarni qayd etishi kerak
ShVP eskirish belgilari ko‘pincha nosozlikdan oldin bilinadi: o‘lcham og‘adi, shovqin o‘zgaradi, o‘q silkina boshlaydi. Texnik xizmat nimalarni qayd etishini ko‘rib chiqamiz.
ShVP eskirish belgilarisharikli-vintli juftlik lyuftistanok o‘qi shovqini