Patrondagi stopor vint: u markaziylikni qanday buzadi
Patrondagi stopor vint asbobni bir necha yuzdan bir millimetrga siljitishi mumkin. Chetga chiqish qayerdan boshlanishini, indikator nimani ko‘rsatishini va uzelni seriyadan oldin qanday tekshirishni ko‘rib chiqamiz.
Nega hammasi bitta vintdan boshlanadi
Muammo ko‘pincha shpindeldan ham, butun patronning o‘zidan ham boshlanmaydi. Uni bitta stopor vint ishga tushiradi, agar u xomutni o‘qi bo‘ylab emas, yon tomondan bosib qo‘ysa. Tashqaridan hammasi joyida ko‘ringan bo‘lishi mumkin, lekin asbob allaqachon kerakli holatda turmaydi.
Vint kichik, lekin uning kuchi bir nuqtaga to‘g‘ri keladi. U yukni butun yuzaga tarqatmaydi, balki xomutni bir tomonga itaradi. Agar o‘rnatish mahkam bo‘lsa, siljish juda kichik bo‘lishi mumkin. Ammo chiqib turish uzun bo‘lsa, hatto bir necha yuzdan bir millimetr ham tezda sezilarli asbob tebranishiga aylanadi.
Shu sababli patronning markaziyligi operator aniq nuqsonni ko‘rishidan oldinroq buzilib ketadi. Qisqa asbobda og‘ish deyarli bilinmaydi. Uzoq chiqib turishda esa shu bir necha yuzdan biri ham yuzada iz qoldiradi, shovqinni oshiradi va o‘lchamni chetga chiqaradi.
Eng yoqimsiz tomoni shundaki, birinchi detal ko‘pincha normal ko‘rinadi. O‘lcham tolerans ichiga tushadi, yuzada savol tug‘ilmaydi, jarayon sokin ko‘rinadi. Lekin bu sokinlik aldamchi. Siljigan asbob qiyshaygan holda ishlaydi, qirralarga yuk teng taqsimlanmaydi va bir necha detal o‘tgach manzara o‘zgaradi.
Odatda avval tarqoqlik oshadi. Bir detal o‘tadi, keyingisi tolerans chetiga yaqinlashadi, so‘ng sezilarli chetga chiqish paydo bo‘ladi. Partiya katta bo‘lsa, muammo asta-sekin to‘planadi: asbob qiziydi, qirra tezroq yeyiladi va siljish kuchliroq ta’sir qiladi.
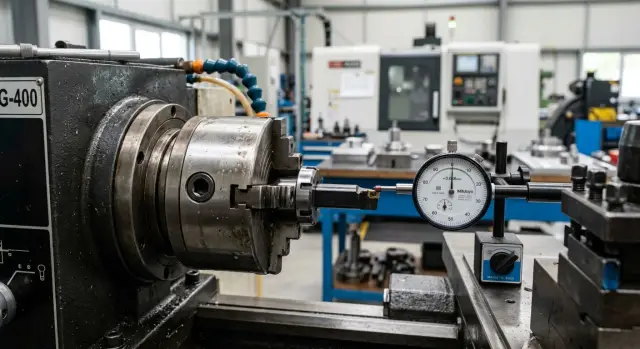
Indikator bilan o‘lchash buni nuqson chiqishidan oldin ushlaydi. Patronni aylantirib, asbobning aylana bo‘ylab qanday tutishini ko‘rish yetarli. Agar strelka chetga chiqishni ko‘rsatsa, sabab ko‘pincha asbob geometriyasida emas, uni vint qanday qisganida bo‘ladi.
Operator patronni o‘rnatadi, vintni odatdagidan biroz kuchliroq tortadi va stanokni ishga tushiradi. Birinchi detal qoniqarli chiqadi, shu sabab sozlamaga tegilmaydi. Ammo bir necha sikldan keyin tebranish o‘lchamda va ishlov sifatida bilinadi.
Shu tariqa bitta vint butun muammoning boshlanish nuqtasiga aylanadi. U asbob holatini millimetrning ulushlari bilan o‘zgartiradi, stanok esa keyin shu xatoni har bir detalda aniq takrorlaydi. Shuning uchun tekshiruvni nuqson chiqqandan keyin emas, balki yig‘ishdan darhol keyin boshlagan ma’qul: indikator hali sababni ko‘rsatib turgan paytda, oqibatni emas.
Vint patronni qanday chetga og‘diradi
Stopor vint kamdan-kam hollarda katta xato manbai kabi ko‘rinadi. Lekin u butun aylana bo‘ylab emas, bir nuqtada bosim beradi. Shu sabab patron faqat mahkamlanmaydi, balki o‘qdan chetga siljiydi.
Agar o‘rnatish mukammal bo‘lmasa va ozgina bo‘shliq bo‘lsa, vint shu bo‘shliqdan richag sifatida foydalanadi. U patronni qarama-qarshi devorga yaqinlashtiradi va markaz siljiydi. Bo‘shliq qanchalik katta bo‘lsa, siljish shunchalik bilinadi.
Muammo vintni "zahira bilan" qattiq tortganda kuchayadi. Kuchli tortish tugunni aniqroq qilmaydi. Aksincha, patronni yana ham yon tomonga og‘diradi, ba’zan esa kontakt chetdan yoki eski ezilgan joydan o‘tsa, biroz qiyalatib ham yuboradi.
Amalda bu darhol ko‘rinadi. Operator patronni o‘rnatadi, vintni tortadi, keyin tebranishni tekshiradi. Indikator tasodifiy tarqoqlikni emas, balki bir tomonga barqaror siljishni ko‘rsatadi. Agar vintni bo‘shatib patronni qayta o‘rnatsangiz, manzara ko‘pincha o‘zgaradi.
Vint qoldirgan iz ham ko‘p narsani aytadi. Yangi nuqta, chiziq yoki ezik joy deyarli har doim vint detalni qaysi tomonga bosganini ko‘rsatadi. Bu aniq o‘lchov usuli emas, lekin tezkor tekshiruv uchun yetarli. Iz orqali qayerda kontakt haddan tashqari qattiq ekanini va qayerda patron kerakli tayanchga o‘tirmayotganini bilib olish oson.
Ko‘pincha chetga chiqish bir nechta mayda sabab birga bo‘lgani uchun paydo bo‘ladi: vint dumaloq yuzaga tayanch maydonchasiz tegadi, o‘rnatishda yeyilish yoki kir bor, patron to‘liq o‘tirmagan bo‘ladi, operator esa birinchi tegishdan keyin vintni yana chorak yoki yarim burilish qo‘shimcha tortadi.
Hatto kichik siljish ham asbob chiqib turishida sezilarli tebranishga aylanadi. Agar patron asosida bir necha yuzdan bir og‘gan bo‘lsa, uzun asbobda bu qiymat yanada oshadi. Shuning uchun muammo ko‘pincha butun partiya nuqsonidan oldin indikator orqali ko‘rinadi.
CNC tokarlik stanoklarida bunday effekt seriyali ishda ayniqsa noqulay. Birinchi detal hali o‘lchamga tushishi mumkin, keyin esa diametr, yuzaning tozaligi va o‘rnatilish holati o‘zgarishni boshlaydi. Sabab esa deyarli ko‘rinmaydi: bor-yo‘g‘i bitta vint asbobni noto‘g‘ri tomonga tortadi.
Agar yig‘ishdan keyin indikator har safar bir xil yo‘nalishda chetga chiqishni ko‘rsatsa, "tasodifiy xato"ni emas, bosim nuqtasini qidiring. Ko‘p hollarda muammo aynan shu yerda bo‘ladi.
Nuqsondan oldin o‘lchov nimani ko‘rsatadi
Muammo odatda detalda ko‘rinishidan oldin indikator ustida bilinadi. O‘lcham hali tolerans ichida turgan paytda ham patron allaqachon yon tomonga tortilayotganini ko‘rsatadi.
Birinchi belgi — chiqib turish joyida tebranishning oshishi. O‘rnatish yaqinida qiymat chidasa bo‘ladigan bo‘lishi mumkin, lekin patron uchiga yaqinlashgan sari u sezilarli ortadi. Bunga sabab shuki, asosdagi kichik qiyalik uzunlik bo‘ylab kattalashadi.
Oddiy tekshiruv ham bor. Patronni o‘rnatdingiz, uzelni aylantirdingiz va bir qiymat oldingiz. Keyin stopor vintni biroz yana tortdingiz — strelka darhol boshqa raqamga o‘tdi. Agar bir oz dottirishdan keyin tebranish bir necha yuzdan birga o‘zgarsa, gap o‘lchashda emas, balki mahkamlashning o‘zida.
Ko‘pincha faqat qiymat emas, beqarorlik ham xavotir uyg‘otadi. Patronni yechib qayta qo‘ydingiz, o‘sha kuch bilan qotirdingiz — natija esa boshqa. Bugun 0,01 mm, qayta o‘rnatgandan keyin 0,03 mm. Oddiy o‘rnatish uchun bu yomon belgi: uzel har safar biroz boshqacha o‘tiradi.
Odatda manzara shunday bo‘ladi: patron korpusida tebranish kichik, chiqib turishda u ortadi, vintni dottirganda raqam darhol o‘zgaradi, qayta o‘rnatish esa bir xil natija bermaydi.
Detalga ta’sir biroz kechikib keladi. Dastlabki bir necha sikl sokin o‘tishi mumkin, ayniqsa rejim yumshoq bo‘lsa va tolerans juda qattiq bo‘lmasa. Keyin uzel qiziydi, yuk takrorlanadi, asbob har safar shu qiyshiklik bilan ishlay boshlaydi va o‘lcham siljiydi. Avval tarqoqlik ko‘rinadi, keyin bir tomonga barqaror chetga chiqish paydo bo‘ladi.
Yaxshi misol — teshikni kengaytirish yoki yakuniy ishlov berish. Birinchi nazoratda detal o‘tadi, uchinchi yoki beshinchisida esa ortiqcha bir-ikki yuzdan biri paydo bo‘ladi. Operator asbob yeyilishini o‘ylaydi, holbuki sabab ko‘pincha oldinroq — stopor vint patronni tortib ketgan bo‘ladi, buni esa partiya ishga tushishidan oldin indikator ham ko‘rsatgan edi.
Agar o‘lchov bir dottirishdan keyin o‘zgarib, qayta o‘rnatish o‘sha raqamlarni bermasa, nuqsonni kutib o‘tirmang. Uzell allaqachon beqaror ishlayapti, hatto dastlabki detallar hali yaxshi ko‘ringan bo‘lsa ham.
Patronni qanday tekshirish kerak
Tekshiruvni birinchi detalgacha qilish ma’qul. Shunda stopor vint o‘qni chetga og‘diryaptimi yoki muammo o‘rnatishda, xomutda yoki vintning o‘zidami — darhol bilasiz.
Hatto ozgina qirindi ham yuzalar orasida qolsa, patronning markaziyligi buziladi. Keyin operator chiqib turish joyida tebranish ko‘radi, asl sabab esa allaqachon uzel ichida yashiringan bo‘ladi.
Tekshirish tartibi
-
O‘rnatish joyini, xomutni va vintni tozalang. Qirindi, iflos moy va mayda qirralarni olib tashlang. Agar vint uchi ezilgan bo‘lsa yoki xomutda eski haddan tashqari tortish izi qolgan bo‘lsa, buni darhol belgilab qo‘ying.
-
Patronni kuchli tortmasdan joyiga qo‘ying. U qiyshaymasdan va siltanmasdan tekis o‘tirishi kerak. Shu bosqichning o‘zida indikator bilan birinchi o‘lchovni qiling. Agar ko‘rsatkich boshidan yomon bo‘lsa, to‘liq tortish uni tuzatmaydi.
-
Ikki nuqtani tekshiring. Avval bazaga, ya’ni o‘rnatish joyiga yaqin qismni o‘lchang. Keyin indikatorni chiqib turish joyiga ko‘chiring. Agar bazada deyarli nol bo‘lib, keyin og‘ish oshsa, uzel notekis tortyapti.
-
Vintni mayda qadamlar bilan torting. Birdan oxirigacha tortishdan ko‘ra, chorak yoki hatto sakkizdan bir burilish bilan borish yaxshi. Har bir qadamdan keyin o‘sha ikki nuqtada yana o‘lchang va raqamlarni yozib boring.
-
Tortishdan oldingi va keyingi natijani solishtiring. Agar bazada ko‘rsatkich deyarli o‘zgarmasa, lekin chiqib turishda tebranish oshsa, vint patronni yon tomonga og‘diryapti. Agar og‘ish hamma joyda birdan oshsa, kir, burr yoki o‘rnatishning shikastini qidiring.
Bunday tartib aniq manzara beradi. Siz faqat patron tebranyaptimi, shuni emas, balki u qaysi paytda siljiganini va bunga nima sabab bo‘lganini ham tushunasiz.
Kichik bir misol: dottirishdan oldin bazada indikator 0,003 mm, chiqib turishda 0,008 mm ko‘rsatdi. Ehtiyotkorlik bilan tortilgandan keyin bazada 0,004 mm qolib, chiqib turishda 0,025 mm bo‘ldi. Bunday farq kamdan-kam tasodif bo‘ladi. Odatda bu vint siqqanda xomutni siljitganining bevosita belgisi.
Xatolar ko‘pincha shoshilishdan boshlanadi. Operator faqat chiqib turishni o‘lchaydi, vintni darhol oxirigacha tortadi yoki har safar indikatorni biroz boshqa joyga qo‘yadi. Natijada raqamlar bor, lekin ularni to‘g‘ri solishtirib bo‘lmaydi.
Agar tortgandan keyin ko‘rsatkich yomonlashsa, partiyani ishga tushirmang. Vintni bo‘shating, o‘rnatish joyini yana tozalang, xomutdagi izni tekshiring va xuddi shu usul bilan o‘lchovni takrorlang. Bu ikki daqiqa ko‘pincha partiyadan keyin nuqson sababini qidirishdan arzonroq tushadi.
Partiya oldidan misol
Vtulkalar partiyasi oldidan sozlovchi tokarlik stanogiga boshqa patron qo‘yadi va odatdagi indikator o‘lchovini qiladi. Yakuniy tortishgacha hammasi sokin ko‘rinadi: strelka tolerans ichida yuradi, o‘rnatish tekis, markaziylik savol tug‘dirmaydi.
Muammo ko‘pchilik uchun formalitet deb hisoblangan paytda chiqadi. Sozlovchi stopor vintni tortadi, uzelni yana aylantiradi va boshqa raqamlarni ko‘radi. Masalan, 0,006 mm bo‘lgan joy 0,025 yoki 0,03 mm ga chiqadi. Qattiq ishlov uchun bu chidasa bo‘ladigandek tuyulishi mumkin, lekin vtulkalar partiyasi uchun bunday siljish allaqachon xavfli.
Tashqaridan baribir hammasi joyida ko‘rinadi. Patron mahkam turibdi, asbob qimirlamaydi, begona ovoz yo‘q. Shu sabab o‘rnatishga tegmaslik vasvasasi paydo bo‘ladi: agar dastlabki detallar o‘lchamga tushsa, demak ishlash mumkin.
Ko‘pincha shunday ham bo‘ladi. Birinchi bir necha vtulka diametr va uzunlik bo‘yicha o‘tadi, operator tinchlanadi. Lekin biroz vaqt o‘tib nazoratda konus paydo bo‘ladi. Kuchli ham emas, darhol bilinmaydigan ham emas — avval uni poda berish, rezets yoki materialga yuklashadi.
Mantiq oddiy. Vint patronni yon tomonga tortsa, tebranish birinchi detaldayoq aniq nuqson bermasligi mumkin. Qisqa vtulkada og‘ish deyarli yashirinib qoladi. Keyin yuk, qizish va sikl takrorlanishi qo‘shiladi va siljish ishlovning butun uzunligi bo‘ylab sezila boshlaydi.
Bunday vaziyatda taxmin qilishdan ko‘ra, o‘sha nuqtada va o‘sha ketma-ketlikda o‘lchovni takrorlash yaxshiroq: vintni tortishdan oldin tebranishni o‘lchang, uni ish kuchigacha torting, yana shu diametr va shu bazani tekshiring, so‘ng faqat shu vintni bo‘shatib ko‘rsatkichlarni solishtiring. Agar har tortishda o‘sish takrorlansa, sabab yaqin.
Rezets ham emas, dastur ham emas, material ham emas. Bitta vint patron holatini yuzdan birlarga o‘zgartiradi, vtulkalarda esa shu yuzdan birlar tezda konusga va partiya bo‘yicha tarqoqlikka aylanadi.
Bunday misol indikator nega birinchi yaroqli detalga qaraganda halolroq ekanini yaxshi ko‘rsatadi. Ayniqsa tanlama kichik bo‘lsa, detal tasodifan nazoratdan o‘tib ketishi mumkin. Indikator esa tortishdan keyin uzel chetga chiqqanini darhol ko‘rsatadi.
Shuning uchun partiyani ishga tushirishdan oldin yakuniy dottirishdan keyin yana bir daqiqa nazoratga sarflash foydali. Odatda patron mahkamlash xatolari juda uzoqda qidiriladi, aslida esa sabab bitta mahkamlagichning o‘zida bo‘ladi.
Yig‘ishda qayerda ko‘proq xato qilinadi
Birinchi odatiy xato — vintni darhol oxirigacha tortish. Usta ishonchliroq qisaman deb o‘ylaydi, lekin yon bosim oladi. Patron biroz siljiydi va markaziylik birinchi kesimdan oldinroq buziladi. Ko‘zga deyarli bilinmaydi, indikator esa qo‘shimcha yuzdan birlarni darhol ko‘rsatadi.
Ikkinchi xato — o‘lchov faqat bazada qilinadi. U yerda tebranish chidasa bo‘ladigan ko‘rinishi mumkin, chunki uchastka qisqa va qattiq. Ammo chiqib turishda manzara o‘zgaradi. O‘lchov nuqtasi bazadan qanchalik uzoq bo‘lsa, patronni yon tomonga tortganini shunchalik yaxshi ko‘rasiz.
Yana bir xato — xomut aslida qanday o‘tirganini kuzatmaslik. Agar kontakt joyida kir, burr yoki eski bosish izi bo‘lsa, detal allaqachon tekis yotmaydi. Vint esa faqat qiyalikni kuchaytiradi. Ba’zan muammoni soatlab plastina, tutqich yoki patronda qidirishadi, holbuki u xomutdagi kichik kontakt nuqtasida bo‘ladi.
Yig‘ish ko‘pincha bir nechta odat sabab buziladi: vint silliq o‘tirishsiz bir harakatda tortiladi, tebranish faqat baza atrofida tekshiriladi, o‘rnatishdan oldin xomut tozalanmaydi, yechib qayta qo‘ygandan keyin esa qayta o‘lchov qilinmaydi.
Oxirgi band ko‘pincha bahsni ikki daqiqada hal qiladi. Agar qayta o‘rnatgandan keyin ko‘rsatkich o‘zgarsa, sabab deyarli har doim ishlovda emas, yig‘ishda bo‘ladi. Bu ayniqsa seriya oldidan muhim: hali nuqson ketmagan, lekin indikator allaqachon patron beqaror o‘tirayotganini ko‘rsatmoqda.
Amalda shunday bo‘ladi: bazada indikator maqbul qiymat ko‘rsatadi, chiqib turishda esa strelka ancha uzoqqa ketadi. Operator plastinani almashtiradi, rejimni tekshiradi, patronni ko‘radi, lekin muammo yo‘qolmaydi. Keyin patronni yechib, xomutni tozalab, vintni siltamasdan tortadi, yana qo‘yadi va boshqa natija oladi. Demak, sabab yig‘ishda bo‘lgan.
CNC stanoklar bilan servis ishida bunday mayda narsalar doim uchraydi. EAST CNC kabi har kuni tokarlik jihozlari bilan ishlaydigan kompaniyalar uchun bu qo‘shimcha soatlar sarflanishining odatiy sababi. Ularning east-cnc.kz blogida ko‘pincha aynan shunday amaliy mavzular ko‘tariladi: qayerda xato mayda ko‘rinadi-yu, lekin seriyada tezda qimmatga tushadi.
2 daqiqada nimani tekshirish kerak
Ishga tushirishdan oldingi ikki daqiqa ko‘pincha butun bir partiyani saqlab qoladi. Agar stopor vint xomutni notekis bossа, muammo deyarli har doim aniq nuqsondan oldin ko‘rinadi.
Tezkor ko‘rikni vintning o‘zidan emas, u bosayotgan yuzadan boshlagan ma’qul. Xomutdagi hatto kichik burr ham o‘rnatishni o‘zgartiradi. Vint chiqib turgan joyga tiraladi, patron biroz siljiydi va indikator darhol qo‘shimcha yuzdan birlarni ko‘rsatadi.
Besh narsani tekshiring:
- Xomutdagi kontakt joyini tirnoq bilan ushlab ko‘ring. Agar barmoq ilinib qolsa, u yerda burr yoki ezik bor.
- Indikator bilan tortishdan oldin va keyin o‘lchang. Agar tebranish sezilarli o‘zgarsa, vint mahkamlab turmayapti, balki tortyapti.
- Vint qoldirgan izga qarang. Tepa-teki kontakt dog‘i chetdagi ingichka tirnalishdan yaxshiroq.
- Patronni yechib, o‘sha uzelga qayta qo‘ying. Agar ikkinchi o‘lchov birinchisiga mos kelmasa, o‘rnatish beqaror ishlayapti.
- Chiqib turishni lineyka yoki tayanch bilan tekshiring. Qayta qisgandan keyin u o‘zgarsa, uzel holatni bir xil ushlamayapti.
Ko‘pincha vint izi umuman ko‘rilmaydi, aslida esa u yuk qanday tushayotganini tez ko‘rsatadi. Agar bosma bir tomonga siljigan bo‘lsa, vint qiyshayib bosyapti. Agar iz yirtilgan bo‘lsa, yuzaning o‘zi shikastlangan va har yangi qisish patronni biroz boshqacha o‘tirg‘izadi.
Oddiy usul ham bor: vintni darhol oxirigacha tortmang. Avval patronni joyiga qo‘ying, yengil bosib turing, indikator bilan tebranishni tekshiring, keyin dottirib, ko‘rsatkichlarni solishtiring. Agar yakuniy tortishdan keyin strelka chetga chiqsa, manba allaqachon topilgan. Muammo detalda ham, shpindelda ham emas, mahkamlashda.
Amalda bu juda sodda ko‘rinadi. Sozlovchi patronni o‘rnatadi va 0,01 mm oladi. Yakuniy tortgandan keyin 0,04 mm ko‘radi. Uzelni yechib, kontakt joyini tozalaydi, burrni olib tashlaydi, qayta qo‘yadi va dottirishdan oldingi deyarli o‘sha o‘lchovni oladi. Bunday mayda ish ko‘pincha butun zanjir bo‘ylab uzun izlashdan tezroq yechim beradi.
Agar shu bandlardan bittasi ham o‘tmasa, ishlovni "omadga" ishga tushirish kerak emas. Tezkor ko‘rik, qayta o‘rnatish va yana bir nazorat o‘lchovi smenadan keyin o‘nlab tayyor detallarni tekshirishdan kam vaqt oladi.
Keyin nima qilish kerak
Agar ehtiyotkor yig‘ishdan keyin ham chetga chiqish takrorlansa, uzelni har safar kuchliroq tortib yashirishga urinmang. Bu faqat sababni berkitadi va o‘rnatishga yangi zo‘riqish qo‘shadi. Avval vintning o‘zini, keyin patron geometriyasini va o‘rnatish yuzalarining holatini tekshiring.
Vintda ko‘pincha oddiy, lekin yoqimsiz nuqsonlar topiladi: ezilgan uch, qiyalik izlari, rezbada kir, notekis tortilish. Agar u o‘q bo‘ylab bosmasa yoki detalni bir nuqtadan ilib olsa, patron qayta-qayta yon tomonga tortiladi. Hatto yangi vint ham yordam bermaydi, agar unga mo‘ljallangan teshik siljib ketgan bo‘lsa va o‘rnatish joyida ezilish izlari qolgan bo‘lsa.
Keyin mahkamlash usulini ish rejimi bilan solishtiring. Qisqa chiqib turish va o‘rtacha yuk ko‘proq kechiradi. Uzun chiqib turish, og‘ir asbob, uzilib boruvchi kesish va yuqori aylanish tezligi zaif joyni tezda ochib beradi. Agar uzel boshidan chegarada ishlayotgan bo‘lsa, faqat vintni almashtirish yetmaydi.
Seriya oldidan oddiy tartibni belgilab qo‘yish foydali: ish boshlashdan oldin operatsiya uchun ruxsat etilgan tebranishni belgilash, yig‘ishdan keyin va sinov kesimidan keyin o‘lchash, natijani yozib borish va agar qiymat toleransdan chiqsa, detal hali yaxshi ko‘rinsa ham darhol to‘xtash.
Bunday yondashuv ham asbobni, ham sozlovchining vaqtini tejaydi. Partiyadagi nuqson deyarli har doim birinchi yomon o‘lchovdan keyin paydo bo‘ladi. Agar faqat detalda aniq iz paydo bo‘lishini kutsangiz, sababni izlashga butun smenani yo‘qotishingiz mumkin.
Yana bir to‘g‘ri qadam — uzelga bir butun sifatida qarash. Konusda yeyilish, o‘rnatish joyida urilish, aylanish izi va yechib qayta qo‘ygandan keyingi qaytariluvchanlikni tekshiring. Patronning markaziyligi kamdan-kam hollarda o‘zi yo‘qoladi. Odatda uning aniq mexanik sababi bo‘ladi va uni tez topish mumkin.
Agar muammo turli operatsiyalarda takrorlansa yoki siz shunday rejimlar uchun uskunani tanlayotgan bo‘lsangiz, ishga tushirish bilan shug‘ullanuvchi mutaxassislar bilan masalani muhokama qilish foydali. EAST CNC tokarlik CNC stanoklari va ishlov berish markazlarini yetkazib beradi, shuningdek tanlash, ishga tushirish-montaj va servisda yordam beradi. Bunday masalada bu qulay: stanokning o‘ziga emas, balki jihoz, rejimlar va haqiqiy aniqlik bog‘lanishiga boshidan qarash mumkin.