Qutisimon yoʻriqchilar yoki lineer: ishda qaysi yaxshiroq
Qutisimon yoʻriqchilar yoki lineer yoʻriqchilar qaysi birini CNC stanoklarda qoʻpol ishlov, sirt tozaligi va ogʻir rejimlar uchun tanlash yaxshiroq ekanini tahlil qilamiz.
Tanlovni qaerdan boshlash kerak
Qutisimon yoʻriqchilar yaxshi yoki lineer yoʻriqchilar — degan bahs tezda muhandisiy muhokamadan chiqib, sex egasi, texnolog va operatorga ham taʼsir qiladi. Bu farqdan kesiladigan material miqdori, kesishdan qolgan iz va smena oxirida oʻlchamning barqarorligi bogʻliq.
Agar sex yengil detalni kichik partiyalar bilan ishlasa, bitta stanok deyarli hamma ishga mosdek koʻrinishi mumkin. Lekin ogʻir zaxiralar, chuqur kesishlar va uzoq sikl kelganda vaziyat oʻzgaradi. Yengil tozalovchi operatsiyada yaxshi ishlagan mashina qoʻpol ishlovda ham shunday tinch ishlamaydi.
Odatda farq uchta narsada seziladi:
- bir oʻtkazishda qancha metall olinadi va vibro bo‘lmaydimi;
- kesgichdan keyingi iz qanday qoladi;
- seriyalarda oʻlcham qanchalik barqaror saqlanadi, faqat birinchi detal emas.
Yoʻriqchi turi vazifaga mos kelganda operator har safar stanokni “sokinlashtirish” uchun tezlikni tushirmaydi. Agar tanlov umumiy taassurotga qarab qilingan boʻlsa, o‘ziga xos yo‘qotishlar boshlanadi: ortiqcha tozalovchi oʻtkazish, sekin qoʻpol ishlov, isitilishdan keyin oʻlchamni tuzatishlar.
Boshlash uchun detal haqidagi sodda maʼlumotlar kerak: zaxira vazni, material, odatdagi qirqish chuqurligi, ruxsat etilgan sirt qattiqligi va yuk ostida ishlash vaqti. Alyuminiy bushoni va ogʻir poʻlat zaxirasini bir xil qurilmaga solish deyarli hech qachon maqsadga muvofiq emas.
Kichik sex tez stanok olib, birinchi oylar xursand boʻlishi mumkin. Keyin katta korpuslarga buyurtma keladi va ogʻir rejimlarda mashina yaxshi tutmay qoladi. Podaçani kamaytirishadi, sikl uzayadi, sirt detaldan detalga oʻzgaradi.
Uskunani tanlashda sxemaning nomiga emas, sexning real ishiga qarash foydaliroq. Savol oddiy: stanok har kuni ortiqcha kompromisslarsiz nima chidashi kerak.
Ikkala sxema qanday ishlaydi
Farq harakat printsipidan boshlanadi. Qutisimon sxemada blok keng qoʻllab-quvvatlovchi yuzalarda siljiydi. Lineerda karretka sharlar yoki rulonlar orqali rels bo‘ylab harakatlanadi, shuning uchun o‘q yengilroq harakat qiladi.
Qutisimon yoʻriqchilarning kontakt maydoni katta. Yuk keng tayanch bo‘ylab tarqatiladi, tor zonaga emas. Bu ogʻir kesish kuchini, katta zaxira vaznini va qoʻpol rejimlardagi zarbalarni yaxshiroq yuvishiga yordam beradi.
Ammo bunday yechimning narxi bor. Sirpanadigan kontakt rulon yoki shar kontaktiga nisbatan koʻproq ishqalanish beradi. Oʻqlar odatda tezroq tezlanmaydi va moylash hamda yuzalarning holatiga eʼtibor kerak. Lekin ogʻir rezishda bu sxema koʻproq ishonchli va barqaror ishlaydi.
Lineer yoʻriqchilar boshqacha qurilgan. Ularning kontakti kichikroq, harakat qarshiligi ham pastroq. Shuning uchun oqlar tezroq pozitsiyaga chiqadi, tez harakatlarni ushlab turish osonroq va buyruqlarga jonliroq javob beradi. Seriyali ishda bu katta afzallik: operatsiyalar orasidagi bekor harakatlarga kamroq vaqt ketadi.
Operator farqni birinchi kunlardan his etadi. Qutisimon yoʻriqchili stanok biroz vaznliroq harakatlanadi, lekin kesishda koʻproq yig‘ilgandek tuyuladi. Lineerli stanok nuqtalar orasida tezroq oʻtadi va tezlikni olish osonroq. Qutisimon sxemada qoʻpol olinishda vibratsiya ko‘pincha kamroq, lineerda esa oqlar engilroq harakat qiladi.
Amaliyotda hamma narsa sodda. Agar stanok kun davomida katta ortiqcha qoldiqni oladigan boʻlsa, qutisimon sxema yukni barqarorroq ushlab turadi. Agar tez-tez pozitsiyalarni almashtirish va siklni qisqartirish kerak boʻlsa, lineer odatda qulayroq.
Qachon qutisimon yoʻriqchilar yaxshiroq natija beradi
Qutisimon yoʻriqchilar zarba bilan kesish va yuk doimiy oʻzgarib turadigan joylarda yaxshi koʻrsatadi. Bu ayniqsa quyma zaxiralar, kovaklar va uzilishli kesish joylarida seziladi. Kesgich metallga kirib-chiqayotganda stanok bir qator zarbalarni oladi. Ogʻir baza va katta kontakt maydoni bu zarbalarni yutishda yordam beradi.
Qoʻpol ishlovda farq darhol seziladi. Agar operator katta qirqish chuqurligini olib, bir oʻtkazishda koʻproq material olishni maqsad qilsa, qutisimon sxema odatda tinchroq ishlaydi. Stanok kamroq tortiladi, asbob chiziqni barqarorroq ushlab turadi va rejimni tezda podaçani yoki aylanishni pasaytirish orqali yengillatish shart boʻlmaydi.
Bu qutisimon sxemaning har doim eng yuqori tezlikni berishini anglatmaydi. Ularning kuchli tomoni — yukni ko‘proq chidashi. Ogʻir val, shpilka yoki korpusda bunday barqarorlik tez harakatlardan ko‘ra muhimroq bo‘ladi.
Koʻpincha bu sxema quyma korpuslarning qoʻpol sirtiga, katta zaxiralarda chuqur kesishlarga va ogʻir detallar bilan ishlashga mos keladi. Agar sex yuqori material olishni maqsad qilsa, tezlikka emas, qutisimon yoʻriqchilar koʻproq oqilona koʻrinadi.
Yana bir plus — stanokning massasi ishga yordam beradi. Ogʻir ramka va bloklar tasodifiy yuk oshishlariga kamroq reaksiyalashadi. Operator uzoq smenada barqaror rejimni saqlashni osonlashtiradi, ayniqsa partiya katta va zaxiralar bir-biridan biroz farq qilsa.
Sirt ham ko‘pincha tekis chiqadi, garchi qutisimon sxema odatda aynan yakuniy oʻtkazish uchun tanlanmasa ham. Sababi oddiy: agar blok kamroq silkinsa, asbobdan qolgan iz tinchroq bo‘ladi. Qalin quyma zaxirada bu keyingi oʻtkazish ishini sezilarli darajada qisqartirishi mumkin.
Qachon lineer yoʻriqchilar qulayroq
Lineer yoʻriqchilar koʻpincha stanok koʻp harakat qiladigan va bitta oʻtkazishga kam vaqt sarflaydigan joylarda tanlanadi. Agar sikl qisqa va pozitsiyalar orasida tez-tez harakatlar bo‘lsa, oqlarni engil yuritish va tezlik muhim farq beradi.
Bu seriyali ishlarda aniq koʻrinadi. Bir smenada beshta korpus emas, ikki yuzta bitta xil bushonni ishlash kerak boʻlsa, har sikldan 4–6 soniya tejash tezda umumiy ishlab chiqarishni oshiradi.
Yakuniy oʻtkazishlarda kichik material olinadigan hollarda lineer sxema ham qulay. Yuk past, lekin oqlash va ortiqcha inertsiyani yoʻqotish muhim. Bunday rejimda podaça barqaror ushlab turish osonroq va sirt odatda oldindan taxmin qilinadigan darajada chiqadi, agar asbob va rejim mos tanlangan boʻlsa.
Lineer yoʻriqchilar sekundlarni hisoblaydigan joylarda afzal keladi. Bu, odatda, takrorlanuvchi detallarda uchraydi, ish jarayoni allaqachon moslashtirilgan va stanok kundan-kunga bir xil ishni bajaradi.
Ular ayniqsa qulay, agar detal kichik yoki oʻrta boʻlib, oqlar tez-tez ishlov zonalari orasida oʻtib turadi, asosiy ish yakuniy oʻtkazishda va partiya katta bo‘lsa. Oddiy misol: sex CNC tornada flanslar partiyasini aylantiradi. Qo‘pol o‘tkazish eng og‘ir emas, ammo takrorlar koʻp — podvod, kesish, orqaga chiqish, pozitsiya almashtirish. Bunday vazifada tez va yengil harakatlar juda foydali.
Amaliyotda bu operatorga detaldan detalga bir xil natija olishni ham osonlashtiradi. Oʻlcham kamroq “suzadi”, sirt tekis chiqadi va birinchi va yuzinchi detal orasidagi vaqt sezilarli darajada oʻzgarmaydi.
Ogʻir rejimlarda nima sodir boʻladi
Ogʻir rejim stanokning zaif tomonlarini tez ko‘rsatadi. Kesish tinch ketayotganicha, sxemalar farqi katta emasdek tuyulishi mumkin. Lekin chuqur olib tashlash, uzilishli kesish va katta podaça boʻlsa, komponentlar butunlay boshqa yukni oladi.
Stanokga eng kuchli zarbalarni zarba momentlari beradi. Kesgich metallga kiradi-chiqadi, oʻzgaruvchan chipni oladi va har bir kirish support, spindle va yoʻriqchilarga zarba uzatadi. Qutisimon sxema katta kontakt maydoni va yaxshiroq damplash tufayli bunday zarbalarni tinchroq oʻtkazadi. Lineer esa yengil harakat va tezlik nuqtai nazaridan ustun, lekin qoʻpol kuchli kesishda karretkalar oʻlchami, ramka qattiqligi va yigʻilish sifati koʻproq ahamiyatga ega.
Ogʻir smenada faqat sxema hammasini hal qilmaydi. Moylash va chipdan himoya qilish ham deyarli shuncha muhim. Agar moy notekis yetkazilsa, yoʻriqchi qiziydi, tezroq eskiradi va silliq harakatni yoʻqotadi. Himoya ostiga mayda chip toʻplanib qolsa, u abraziv sifatida ishlaydi. Natijada hatto yaxshi stanok ham erta paydo boʻladigan shilimshiq, oqlashdagi tortishish va yuzada izlar bilan duch keladi.
Bir necha soat qoʻpol ishlovdan keyin aniqlik odatda pasayadi. Bloklar qiziydi, metall kengayadi, oʻlcham siljiydi. Avval operator kichik belgilarni koʻradi: diametr asta-sekin oshadi yoki konyus paydo boʻladi. Keyin sirt to‘lqinlanadi va yakuniy oʻtkazish avvalgi natijani bermaydi.
Eng tez-tez uchraydigan ogohlantiruvchi belgilar:
- smena oxiriga oʻlcham siljishi;
- bir xil rejimlarda sirt rumbalashishi;
- dastur almashtirilmasdan kesish tovushining oʻzgarishi;
- himoya va salazkada mayda chip toʻplanib qolishi.
Koʻpincha xato — yoʻriqchilarni ayblashadi, aslida muammo detalni siqishda bo‘ladi. Yomon patron qistirmasi, uzun zaxiraning yetarlicha qoʻllab-quvvatlanmasligi yoki notoʻgʻri belgilangan olib tashlanadigan hajm (pripusk) har qanday stanokda vaziyatni yomonlashtiradi. Detal titray boshlaydi, kesgich vibratsiyani ig‘laydi va sirt tozaligini yoʻqotadi. Bunday holatda ikkala sxema ham o‘z imkoniyatidan yomon natija beradi.
Shuning uchun ogʻir rejimlar uchun stanok tanlayotganda faqat yoʻriqchi turini so‘rash yetarli emas. Moylash tizimi qanday tashkil etilgani, oqlar qanchalik yaxshi himoyalangan, bloklarning massasi va stanok uzun smenadan keyin oʻlchamni qanday ushlab turishi ham muhimroq savollar.
O‘z detaliga qanday tanlash
Bunday tanlovni umumiy bahslarga emas, bitta detal yoki oʻxshash detal oilasiga qarab hal qilish yaxshiroq. Bir xil stanok prutdan o‘tilgan bushon uchun mos kelishi mumkin, lekin quyma ogʻir korpus uchun noqulay bo‘lishi mumkin.
Avvalo boshlang‘ich maʼlumotlarni qog‘ozga yozing. Xotira ko‘pincha aldaydi, sotuvchi yoki texnologga esa umumiy so‘zlardan koʻra raqamlar kerak.
- qaysi materialni ishlaysiz;
- ishga kelayotgan zaxira turi: prut, kovak, quyma yoki oldindan kesilgan blank;
- odatiy smenada qancha olib tashlanadi va qirqish chuqurligi qanchalik;
- detal, uskunalar bilan birga qancha vazn tortadi;
- bu ishda nimaga ustunlik berasiz: tezroq material olish, sirtni yanada chiroyli qilish yoki uzoq vaqt yuk ostida saqlash.
Shundan keyin tanlov odatda oʻzi torayadi. Agar detal ogʻir, olib tashlanadigan hajm katta va rejimlar zoʻr boʻlsa, qutisimon yoʻriqchilar koʻproq tinch ish beradi. Stanok tezlikdan koʻra yukni yaxshi ushlab turadi va qoʻpol ishlovda kesishni yumshatishni kam talab qiladi.
Agar zaxira tekis, olib tashlanadigan hajm kichik va maqsad — tez chiqib, toza sirt olish bo‘lsa, lineer yoʻriqchilar odatda qulayroq. Ular seriyali ishlarga, tez harakatlarga va qisqa yordamchi vaqtlarga mos keladi.
Nimalarga ustunlik berish kerak
Eng keng tarqalgan xato oddiy: bitta stanokni darhol hamma holatlar uchun olishga urinadi. Agar yuklamaning 70% qoʻpol ishlovdan iborat boʻlsa, faqat bekor harakat tezligi yaxshi ekanligi uchun stanok tanlamang. Aksincha, yengil va takrorlanuvchi detallarga ortiqcha zaxira uchun ortiqcha toʻlashning ham maʼnosizligi bor.
Kichik misol: agar sex quyma zaxiralardan korpuslarni aylantirsa va katta pripusk bo‘lsa, yuk ostida barqarorlikni ko‘rish afzal. Agar sex tayyor zaxiralardan val va flans partiyalarini ishlab chiqsa, sikl tezligi va aniq yakuniy oʻtkazish muhimroq.
Sotuvchidan iltimos qilib, sizga mos detalda sinov oʻtkazing. Agar mumkin boʻlsa, oʻz chizmingiz va asbobingizni bering. Shunda suhbat mavhumlikdan chiqadi.
Qayerda eng koʻp xato qilinadi
Birinchi xato — bekor harakat tezligiga qarab tanlash va stanokning metallni qanday kesishini e‘tiborsiz qoldirish. Tez harakat jadvalda chiroyli koʻrinadi va videoda ajoyib, lekin qoʻpol ishlovda 36 va 48 m/min orasidagi farq koʻpincha blokning qattiqligi va stanokning kesish ostidagi xulqiga qaraganda kamroq muhim.
Ikkinchi xato — stanokni taqqoslashda oʻrnatish sharoitlarini inobatga olmaslik. Aslida poydevor, asos massasining qattiqligi, ankervlash va maydonning umumiy qattiqligi natijaga katta taʼsir koʻrsatadi. Bir xil mashina normal poydevorda tinch, zaif polli joyda esa ancha yomon ishlashi mumkin. Shu sababli yoʻriqchi turi haqidagi bahs baʼzan mohiyatdan chetda qoladi: muammo sxemada emas, stanok qanday joylashtirilganida boʻladi.
Yana bir xato — pasportdagi aniqlikka shunchaki ishonish. Varagida hammasi ketma-ket koʻrinadi, ammo sirt soddadan tashqari boshqa omillarga ham bogʻliq. Agar stanok bekor harakatda geometriya saqlasa, demak u chuqur rejimda ham shunday ushlab turadi — deb aytish notoʻgʻri. Sotuvchiga oddiy savol bering: mashina real detalda, real asbob bilan va uzoq smenada qanday ishlaydi?
Ko‘p hollarda xizmat ko‘rsatish ham unutib qo‘yiladi. Yoʻriqchilarni moylash, himoya holati, chipning tushishi va chang — bular ham resursga taʼsir qiladi. Agar bunga eʼtibor berilmasa, lineer yoʻriqchilar ham silliqlikni yoʻqotadi, qutisimonlar ham ifloslanib yomonlashadi. So‘ngra ayb yana sxemaga qo‘yiladi, aslida muammo parvarishning yoʻqligida edi.
Yana bir umumiy xato — alyuminiydagi tajribani poʻlat yoki temirga ko‘chirish. Yumshoq materialda stanok juda jonli va aniq tuyuladi, ogʻir rejimlarda esa vaziyat oʻzgaradi. Sex alyuminiy korpuslar bilan yaxshi ishlagan stanokni olib, unga poʻlat flanslarni qoʻyadi va katta olib tashlash kiritadi — darhol qattiqlik va vibratsiya talablari butunlay boshqacha ekanligi ayon bo‘ladi.
Oʻylab qilingan tanlov odatda bir chiroyli raqamga emas, shartlarning kombinatsiyasiga asoslanadi: material, olinadigan miqdor, sikl davomiyligi, oʻrnatish va parvarish. Bu kamroq taʼsirchan, lekin xatolar ancha kamroq bo‘ladi.
Sexdan misol
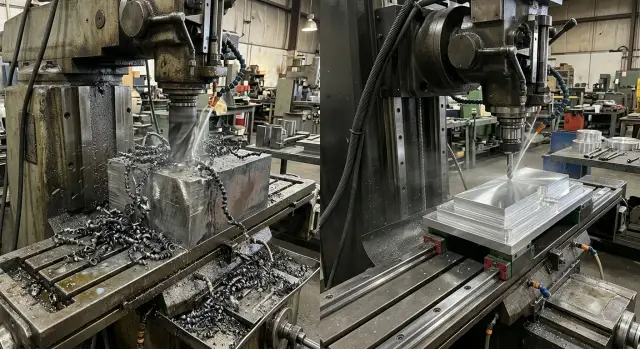
Oddiy buyurtmani tasavvur qiling: sex katta pripusk bilan quyma korpusni ishlaydi. Zaxira notekis, metall baʼzida ogʻir kesiladi, va birinchi vazifa oddiy — ortiqcha hajmni toʻlinlab olib tashlash, titroq va to‘xtovsiz.
Qoʻpol oʻtkazishlarda qutisimon yoʻriqchili stanok odatda tinchroq ishlaydi. Operator podaçani ishonch bilan ushlab, mashina qalin quyma joyga kirganda momentni yengilroq oʻtkazadi. Ogʻir rejimlarda bu darhol eshitiladi va koʻrinadi: tovush barqaror, kesish yigʻilgan va asbob zarbadan kam aziyat chekadi.
Agar bunday korpuslar seriya boʻlib ketsa, farq tezda seziladi. Qoʻpol ishlov uchun qattiqlik va yuk zaxirasi kerak, va qutisimon sxema koʻpincha aynan shuni beradi.
Keyin ishning boshqa qismi boshlanadi. Pripusk olinib bo‘lganidan keyin joylar, tekislik va teshiklarni tez bajarish, bir nechta asbob almashish va aniq chiqishga erishish kerak. Shu bosqichda lineer yoʻriqchilar ko‘pincha qulayroq: oqlar tezroq tezlanadi, nuqtaga tezroq yetadi va stanok pozitsiyalar orasida kamroq vaqt sarflaydi.
Yakuniy operatsiyada bu nafaqat siklga, balki ish ritmiga taʼsir qiladi. Oʻtkazishlar qisqa va harakatlar koʻp boʻlganda lineer sxema yordamchi vaqtni qisqartiradi va sirtni barqarorroq ushlab turishga yordam beradi, agar rejim toʻgʻri tanlangan boʻlsa.
Shuning uchun javob modaga emas, kunlik nima amalga oshirilishiga qarab chiqariladi. Agar stanok har kuni katta pripuskni olib tashlasa, qutisimon sxema koʻproq foyda beradi. Agar asosiy ish — tozalovchi oʻtkazishlar, tez-tez podvodlar va qisqa oʻtishlar bo‘lsa, lineer koʻproq natija beradi.
Bitta savolga qarang: stanok har kuni qaysi operatsiyani bajaradi. Odatda shu javob toʻgʻri tanlovni beradi.
Sotib olishdan oldingi tekshiruv
Katalogdan faqatgina sxema bahsi deyarli hech qachon hal boʻlmaydi. Bu sizning detallaringiz, qirqish rejimlaringiz va stanok sexda qanday yashashiga bogʻliq.
Avvalo ishlaringizga qarang. Agar koʻpincha poʻlat, temir yoki kovaklardan katta pripusk olinayotgan boʻlsa, talablar boshqacha. Agar asosan kichik oʻtkazishlar, takrorlanuvchi partiyalar va yuqori tezlik boʻlsa — boshqa obraz paydo boʻladi.
Tezda besh savolga javob bering:
- siz koʻproq nima ishlaysiz;
- bir siklda odatda qancha metall olinadi;
- detal vazni qancha va uni qanchalik qattiq mahkamlash mumkin;
- stanok kuniga ikki soat yuk ostida ishlaydimi yoki deyarli butun smena davomidami;
- natijaga kuchliroq taʼsir qiladimi: ortiqcha 30–60 soniya sikl yoki sirtga tushgan vibratsiya izlari.
Javoblar keraksiz variantlarni darhol olib tashlaydi. Ogʻir detal zaifsiz siqishda va katta pripusk bir yondashuvni talab qiladi. Kichik detal, barqaror jihoz va tezlik ustunlik — boshqa yondashuv.
Yana bir jihat ko‘pincha past baholanadi: kim stanokni joyga olib keladi, sozlaydi va blok holatini kuzatadi? Agar sexda kuchli sozlovchi boʻlmasa, pusk-naladka va servis nimalarni oʻz ichiga olishini oldindan aniqlash yaxshi. Yaxshi ishga tushirish koʻpincha haftalar davom etadigan sinov va xatolardan qutqaradi.
Kichik misol: sex ogʻir poʻlat korpuslarni aylantiradi, stanok deyarli butun smenada ishlaydi va sirtda yukdan keyin rumbalashga yo‘l yoʻq. Bunday vaziyatda bir daqiqa qoʻshimcha sikl xarajatiga qaraganda nuqson yoki oʻlchamning beqarorligi ancha qimmatga tushadi.
Agar bu savollarga qisqa va raqamlar bilan javob berish qiyin bo‘lsa, modellarga taqqoslashga hali erta. Avvalo haqiqiy rejimlarni, detal vaznini va sirt talablari toʻplang. Shundan keyin tanlov ancha ravshan bo‘ladi.
Keyingi nima qilish kerak
Umumiy tavsifga qarab stanok tanlamang. Oʻz detallaringizni, materialingizni va sex har kuni ishlaydigan rejimlarni oling. Shunda yoʻriqchilar turi haqidagi bahs amaliy tomonga oʻtadi.
Sodda maʼlumotlar toʻplamini yigʻing: detal oʻlchamlari va vazni, material va odatiy olib tashlanadigan hajm, qirqish chuqurligi, podaça, qoʻpol oʻtkazishlar davomiyligi, sirt talablari va kuniga qancha soat stanok yuk ostida ishlaydi. Hatto bunday roʻyxat ham ko‘pincha tanlovni oʻzgartiradi.
Soʻngra ikkala variantni bir xil vazifada solishtiring. Turli namunalar yoki ikkita prezentatsiya bilan emas, balki bir detal, bir xil material va bir xil pripusk bilan. Faqat vaqtga emas, oʻlchamni qanday saqlashi, sirt qanday chiqishi va stanok seriya davomida qanday xulq qilishiga qarang.
Narxni birinchi oʻringa qoʻymang. Pusk-naladka, servis va rejim zaxirasini darhol muhokama qiling. Arzon stanok ishga tushirilishi qiyin boʻlsa yoki ogʻir rejimda podaçani yoki chuqurlikni doim pasaytirishni talab qilsa, u tezda o‘z maʼnosini yoʻqotadi.
Sotuvchiga bir nechta toʻgʻri savollarni bering: kim stanokni joyga ishga tushiradi, servis qanchalik tez mavjud, modelda detal massasi va real yuk bo‘yicha zaxira bormi, faqat bukletdagi raqamlarga emasmi.
Agar aniq tanlov kerak boʻlsa, EAST CNC Qozogʻistonda bunday vazifalarni haqiqiy detalga qarab hal qiladi, umumiy soʻzlar emas. Kompaniya CNC tornalar va ishlov berish markazlarini yetkazadi, tanlash, pusk-naladka va servis bilan yordam beradi, shuning uchun suhbat nafaqat narx haqida boʻladi, balki uskunaning har kungi ishlashiga ham eʼtibor qaratiladi.
Yaxshi yakuniy qadam oddiy: yetkazib beruvchiga detal chizmangiz, material, pripusk va rejimlaringizni yuboring. Shundan keyin taqqoslash adolatli boʻladi va xato xavfi sezilarli darajada kamayadi.