CNCda yiv: metchik yoki freza — qanday tanlash kerak?
Metchik bilan yoki freza bilan yiv kesish: CNC mashinada kichik partiyalar va seriyalar uchun asbob sinishi xavfi, tsikl vaqti va yiv sifatini solishtirish.
Nega tanlash haqida bahslar bo‘ladi
Chizmada yiv oddiy ko‘rinadi: o‘lcham, pitch, tolerans. Ammo ishlov berishda bir xil yiv har xil xulq-atvor ko‘rsatadi. Bahs ko‘pincha profil haqida emas, balki asbob sinishi xavfi, xatolik narxi va seriya davomida detalning qanday chiqishi haqida bo‘ladi.
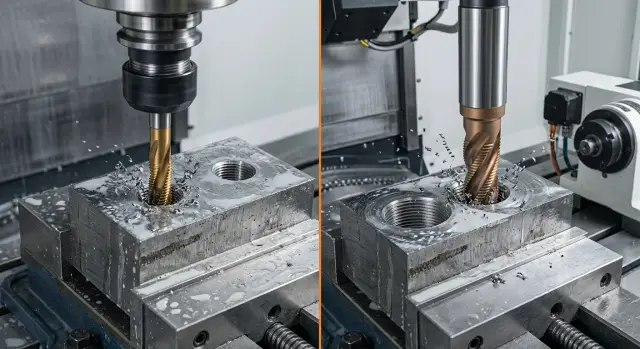
Metchik va yiv frezasi metallarni turlicha chiqaradi. Metchik profili birdaniga hosil qiladi, shuning uchun tsikl ko‘pincha qisqaroq bo‘ladi. Lekin u material, qirqim (qirqimlar) va teshikning aniq tayyorlanishiga ko‘proq bog‘liq. Yiv frezalash esa bosqichma-bosqich ishlaydi: asbob metallarni asta-sekin olib tashlaydi va keskin sinish xavfi odatda kamroq. Qog‘ozda natija bir xil bo‘lishi mumkin, ammo jarayon bo‘yicha zaxira har xil.
Material tezda qarorni o‘zgartiradi. Aluminiy va yumshoq po‘latlarda metchik ko‘pincha tinch va tez ishlaydi. Nikel po‘lat, yopishqoq qotishmalar va zich materiallarda yuk ortadi, qirqim chiqishi yomonroq bo‘ladi va xato qimmatga tushadi. Agar sinib qolgan metchik detalda qolsa, yo‘qotishlar ko‘pincha bir necha soniyadan katta bo‘ladi.
Teshikning chuqurligi ham ko‘p narsani o‘zgartiradi. Qisqa skvozniy teshikda metchik o‘zini yaxshi his qiladi. Chuqur yoki g‘ar teshikda esa qirqimning chiqishi, oxirga bo‘lgan zaxira va zakuska xavfi muhim bo‘ladi. Shu sababli bir xil M10 yivi ikki turli detalda turlicha yondashuv talab qilishi mumkin.
Partiya hajmi ham omil qo‘shadi. Kichik partiyada sex odatda moslashuvchanlikni qadrlaydi: dasturni o‘zgartirish osonroq, boshqa materialga moslashish tezroq. Seriyning o‘zida esa o‘nlab yoki yuzlab detallar ketma-ket barqaror natija beradigan usulni tanlaydilar.
Shuning uchun savol “metchik yoki freza” odatda vaziyatdan ajratib hal qilinmaydi. Muhimi — qaysi usul aynan sizning detalda, sizning materialda va sizning chiqim hajmingizda kamroq nuqson beradi.
Qayerda metchik oson va tezroq
Metchik odatda standart yiv va oddiy teshiklarda vaqti jihatidan ustun bo‘ladi. Agar o‘lcham oddiy, material tanish va dastur sinab ko‘rilgan bo‘lsa, tsikl qisqa va tushunarli chiqadi. Seriyada bu ko‘pincha eng to‘g‘ri variant.
Metchik bilan ishlash ayniqsa skvozniy teshiklarda qulay. Qirqim chiqishi uchun joy bor, asbob profil bo‘yicha osonroq harakatlanadi va operator jarayonni nazorat qilishni osonroq bajaradi. O‘nlab bir xil teshikli detallar bo‘lsa, vaqtdagi farq tez seziladi.
Yaxshi misol — o‘rta qattiqlikdagi po‘latda skvozniy teshikda M8 yivi. Agar burg‘ulash to‘g‘ri diametr bersa va mashina koaksiallikni saqlasa, metchik ko‘pincha frezadan tezroq bunday yivni qiladi. 50–100 dona partiyada bu sezilarli tejash beradi.
Ammo bu tezlik shartga bog‘liq: metchik aniq tayyorgarlikni talab qiladi. Agar teshik keraklicha biroz kichik burg‘ulansa, yuk keskin oshadi. Asbob qattiq kesadi, qiziydi va ogohlantirishsiz sinib ketishi mumkin.
Shuningdek, metchik burilishlarni yaxshi kechirmaydi. Agar spindle, patrondagi yoki teshikdagi noaniqlik bo‘lsa, yiv darhol ortiqcha kuch ostida ishlaydi. Xuddi shunday holat qirqim chiqmayotganida, ayniqsa yopishqoq materiallar va g‘ar teshiklarda yuz beradi.
Metchik odatda quyidagi sharoitlarda qulay:
- standart pitch va keng tarqalgan o‘lcham;
- skvozniy teshik;
- qat'iy material, qattiqlikdagi keskin o‘zgarishlarsiz;
- burg‘ulashdan keyingi aniq diametr;
- avvaldan sozlangan va takrorlanuvchi seriya.
Agar detal oddiy, teshik to‘g‘ri tayyorlangan va qirqim bemalol chiqsa, metchik tez va ortiqcha murakkabliksiz natija beradi. Ammo tayyorgarlik
FAQ
Что выбрать по умолчанию: метчик или фрезу?
Agar material yumshoq, teshik skvozной (o‘tuvchi) va yiv o‘lchami standart bo‘lsa, odatda metchikdan boshlashadi. U ko‘pincha siklni qisqartiradi. Agar material yopishqoq (viskoz), teshik g‘ar yoki detal qimmat bo‘lsa, avval yiv frezasiga e'tibor qarating. U xatoga nisbatan ko‘proq zaxira beradi.
Когда метчик действительно выгоднее?
Metchik o‘zini eng yaxshi takrorlanuvchi detalarda ko‘rsatadi: oldindan burg‘ulangan teshik o‘lchami barqaror bo‘lsa va material yaxshi chiqsa. Aluminiy yoki oddiy po‘latdagi skvozniy teshiklarda u tez va sodda ishlaydi. Bu — seriyalarda, protsess allaqachon sinovdan o‘tgan hollarda yaxshi variant.
В каких случаях лучше сразу брать резьбовую фрезу?
Frezani ko‘proq ular tanlaydi: agar bitta xato qimmatga tushsa. Metchik uloq bo‘lib qolsa, detaldan o‘chib qolishi ehtimoli yuqori; freza esa odatda teshikka shunchalik mahkam yopishmaydi va detaldan oblok chiqarish osonroq bo‘ladi. Shuningdek, freza nikel po‘lat, yopishqoq qotishmalar, g‘ar teshiklar va sinov partiyalarida qulay — dastur orqali o‘lchamni yumshoq sozlash mumkin.
От чего метчик ломается чаще всего?
Odatda metchik bir nechta omillar yig‘indisi tufayli singan bo‘ladi: juda kichik oldingi teshik, yomon qirqim chiqishi, katta chiqish uzunligi, tekis emas o‘rnatish yoki ortiqcha feed. Ayniqsa nikel po‘latda, mayda shpili (pitch) bo‘lsa va uzun yivlarda bu tez sodir bo‘ladi.
Что лучше для глухого отверстия?
G‘ar (yakuniy) teshiklar uchun odatda freza bilan ishlash tinchroq. Freza orqali chuqurni aniq belgilash, oxirida ozgina qoldirish va asbobni teshikka urib yubormaslik osonroq. Metchik bunday vaziyatda juda aniqlik talab qiladi: chiqim joyi oz bo‘lsa, zakuska xavfi tez ortadi.
Фреза всегда проигрывает по времени цикла?
Qisqasi — yo‘q. Bitta teshikda metchik ko‘pincha tezroq, lekin haqiqiy ish vaqti to‘xtashlar, braki va asbob almashinuvidan ham bog‘liq. Agar metchik tez-tez xato qilsa, uning yutug‘i soniyalar ichida yo‘qoladi. Murakkab materialda esa freza oxir-oqibat umumiy partiya bo‘yicha afzal chiqishi mumkin.
Можно ли одной фрезой сделать несколько размеров резьбы?
Ko‘pincha — ha: agar yiv boshi bir xil va diametrlar yaqin bo‘lsa, bitta freza bilan bir nechta diametrlarni olish mumkin. Bu holda yo‘lni (trajektoriyani) o‘zgartirib, instrumentni almashtirmasdan ishlash mumkin. Bu kichik partiyalar va tez-tez detal almashinishda qulay. Lekin ishga tushirishdan oldin doirada tekshirish o‘tkazing.
Как быстро проверить качество резьбы на детали?
Avval kirish yivini va birinchi 2–3 navbatni yorug‘likda ko‘ring. Agar u yerda burr, ezilish yoki yirtilgan iz bo‘lsa, yig‘ish paytida muammo bo‘ladi. Keyin kalibrni o‘tkazing va kuchni namunaviy detal bilan solishtiring. Oxirgi navbatlarni ham tekshiring — ko‘pincha aynan u yerda chiqimdagi muammolar ko‘rinadi.
Что делать, если калибр идет туго?
Tosh bilan darhol o‘lchamni ayblamang. Ko‘pincha sabab — kirishdagi burr, qirqim yopishishi yoki yon sirtlarning qattiqligi. Avvalo yivni yorug‘likda ko‘ring, birinchi va oxirgi navbatlarni tekshiring. Agar muammo qolsa, burg‘ulangan teshik diametrini, asbobning aşinishi va kompensatsiyani ko‘rib chiqing.
Как принять решение перед запуском серии?
Bir necha detalga sinov qiling — ayni sharoitlarda. Solishtiring: nafaqat sikl soniyalarini, balki asbob aşinishi, o‘lchamning barqarorligi, kesish ovozi va qirqim xatti-harakatini. Shundan keyin asosiy usul va zaxira usulni belgilang: barqaror partiyalarda ko‘pincha metchik, yangi materiallar va qimmat detallar uchun esa freza zaxira sifatida qoladi.