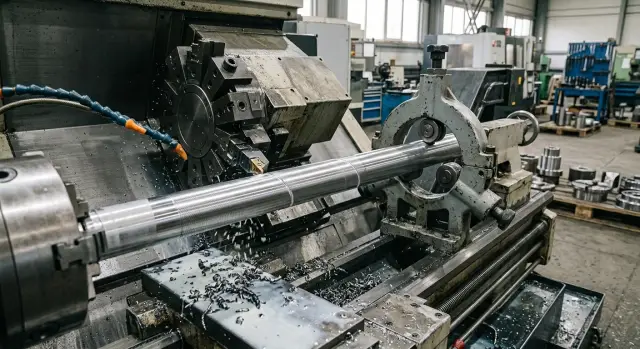
Turning long shafts without vibration: lunette and cutting modes
Turning long shafts without vibration needs proper support, calm cutting parameters and the right pass sequence. We review the lunette and common mistakes.
Why a long shaft starts to vibrate and scratch the surface
A long shaft behaves like a spring rather than a rigid part. While the cutter removes metal, the workpiece shifts slightly away from the cut line and then returns. That creates chatter, diameter waves and visible surface marks.
The first reason is simple: the shaft sags under its own weight. The higher the length-to-diameter ratio, the more noticeable the effect. A thin blank can sag by a few hundredths even before cutting, and the deflection increases under load.
Cutting forces add to the problem. If feed, depth of cut or tool geometry create too much lateral pressure, the tool pushes harder than the part can resist. The shaft moves away from the cutter and then snaps back, leaving rings, scratches or regular wavy patterns on the surface.
Often the issue is not the cutting mode but the setup. The chuck and centre can pull the workpiece off axis. Visually it’s almost invisible, but along the length the cutter alternately removes extra material or barely touches metal. That causes runout, taper and stripes that don’t disappear even after a light finish pass.
Wear shows up quickly too. Worn jaws, a damaged centre, dirty taper or weak clamping — each small fault increases runout. On a long shaft the error becomes especially visible because it is amplified at the free end.
There is also a very simple cause — chips. Chips can lodge under the cutting edge, wrap around the part or get trapped between the support and the surface. After that the cutter no longer shears cleanly but scratches the metal. On the finished diameter this appears as longitudinal lines, burrs or dull patches.
Usually the surface is spoiled by a combination of errors. The shaft sags a little, axes are misaligned, the tool is too aggressive and chips aren’t cleared — and even a good machine starts leaving an uneven mark. That’s why you look for the cause across the whole setup and cutting scheme, not in a single place.
When to fit a lunette
You should judge by the length-to-diameter ratio, not just overall length. A 700 mm shaft with a 70 mm diameter is often machined without trouble. But a 400 mm blank with an 18 mm diameter can start springing on the first pass.
The main sign is the part’s behaviour under the cutter. If on the roughing pass the shaft moves, the size fluctuates, a ringing is heard and the surface shows waves, a lunette is needed. Waiting for the finish pass makes no sense: the marks will only become more pronounced.
What to watch for during work
Several signs usually indicate the need for a lunette: the cutter alternately cuts and rubs; diameter varies along the length for no clear reason; the surface shows ripples or a helical trace; increasing feed immediately increases vibration.
But the lunette by itself does not solve the problem. It must be placed close to the cutting zone. If the support is far away, the span between the cutter and lunette still behaves like a spring and vibration returns. On long parts the lunette is often repositioned during the process, especially at stepped diameters.
Prepare the contact area beforehand. Do not place rollers or pads on scale, deep scratches, dents or raw rough diameters. First turn a smooth band. Then the support holds the shaft steadily and does not push it aside.
Clamping force matters a lot. If the rollers are clamped too tightly, they indent the surface and can cause a band or ovality. If clamping is too light, the shaft will wander. The correct setup is when the shaft is supported confidently but the rollers still turn freely without binding.
The same rule applies to pads. They should touch evenly without tilting. If one pad presses noticeably harder than the other, the shaft shifts off axis, and that is hard to correct even with a finish pass.
In practice shops often waste time trying to "fix" a setup with cutting parameters when the real need is support. If a long thin shaft vibrates from the first pass, fit the lathe lunette first, then tune feed and depth. That usually yields a cleaner surface and less scrap.
Where to start with machine and blank setup
Problems with a long shaft often begin before the first cut. If the blank is clamped at an angle, jaws are dirty and the tool overhangs too far, vibration, scratches and taper follow. So start setup with a simple mechanical check rather than a table of cutting data.
First clean chips, oil and dirt from the chuck jaws, tailstock centre and all seating surfaces. Even a thin layer of scale can produce noticeable runout along the length. After clamping, rotate the blank and check runout with an indicator at the chuck and at the free end. If the chuck area is fine but the free end wanders, the cause is usually incorrect seating, weak clamping or the blank itself.
Then check a few simple things: does the material sit evenly in the jaws, is the centre clean, does the tailstock pull the shaft to one side, does runout change after reclamping. This check takes minutes but often reveals the source immediately.
Next move to the tool. For long shafts prefer a stiff tool with minimal overhang. An extra 10–15 mm of overhang can cause more vibration than a small feed error. If the insert shows chips or build-up on the edge, you won’t get a clean surface even with a careful setup.
Coolant should reach the cutting zone directly, not just flow nearby. If the jet misses, the edge heats more, chips cling and circular marks appear. On a long part this shows up quickly, especially on final passes.
A simple example: you turn a shaft 800 mm long and 35 mm in diameter. The indicator at the chuck reads almost zero, but the free end runout is already 0.15 mm. If you start cutting immediately the shaft will spring and the tool will leave a repeating pattern. If you first reclamp the blank, clean the centre and reduce tool overhang, the part’s behaviour often improves on the first trial pass.
A good routine is: cleanliness and clamping, then runout, then tailstock position, then tool and coolant. Don’t rush here. Five minutes of checks often save an hour of rework.
How to choose cutting parameters to avoid vibration
You can’t use the “usual” parameters for a long shaft. The part springs, the tool enters the material unevenly and a fine ripple appears fast. So start not with speed but with reducing the load on the blank.
If ripples have already started, first look at feed. Feed often leaves a frequent wavy pattern that can be mistaken for runout or a bad tool. Reduce feed slightly and compare the surface after a new pass.
Be conservative with depth of cut on a long, thin blank. Large cuts seem efficient but the shaft will move away from the tool and then return, causing vibration and scatter in size. On roughing take moderate cuts, and reduce the load noticeably for finishing.
The order to change parameters
If the machine is already set up, change parameters one at a time; otherwise you won’t know which change removed the vibration. First find a spindle speed outside the obvious vibration zone. Then adjust feed based on the surface pattern. After that check depth of cut. On the finish pass reduce the load on the tool, not just the spindle speed.
Regarding spindle speed: don’t cling to one number if the shaft starts to "sing." Often a small increase or decrease is enough to leave a resonance zone. The difference can be small but the surface changes immediately.
A common mistake on finish passes is lowering only the spindle speed while keeping feed and depth the same. The tool still presses too hard. Finishing prefers a light cut, steady feed and a sharp edge.
After each adjustment make a short test pass and watch not only the sound but the surface pattern. If the wave becomes less frequent, the speed was likely the cause. If the pattern becomes finer and smoother after reducing feed, you are moving in the right direction.
On EAST CNC machines this approach works the same as on any equipment: reduce unnecessary load on the part first, instead of searching for a single "perfect" number in a table. For a long shaft this is usually more reliable than changing everything at once.
How to make passes step by step
The sequence is crucial. If you take a big cut immediately, the shaft will move from the tool and leave waves, scratches and local taper.
Start with a light trial pass. Remove a very small layer and check three things: cutting sound, the surface trace and the diameter at the start, middle and end. If the cutter begins to "sing" in one area and the trace becomes ragged, that is where the shaft deflects most.
Then move to roughing passes, but don’t try to remove all the allowance at once. On a long part it’s better to do several calm passes and leave an even allowance for finishing. Often a modest, even allowance is enough to remove marks later without renewed vibration.
A typical working sequence is:
- Make a trial pass and find the area with the largest deflection.
- Perform roughing passes with steady feed, avoiding abrupt changes along the length.
- After each long pass measure diameter at several points, not just at the chuck.
- Before finishing recheck the centre and lunette.
- Take the finish pass in one uninterrupted stroke, without stopping halfway or making extra recontacts.
Measuring after each long pass saves time. If you check only one end you can miss a barrel, taper or a local dip in the middle. Three or four points along the length usually show how the blank behaves under load.
Before the finish pass adjust supports again. After roughing the shaft may have relieved stress, warmed up or shifted. Wipe contact areas, check tailstock pressure and set the lunette so it supports the shaft without pushing it off axis.
The final pass should be calm and continuous. Don’t stop feed on the finished surface and avoid extra returns over the same spot. These pauses often leave visible marks even when overall parameters are correct.
Example simple setup on a part
Take a shaft 800 mm long and 35 mm diameter. The middle often starts to "ring" on the first pass. At the chuck the cut is steady, but nearer the centre you get vibration, streaks and a light wave.
The first mistake is to immediately lower feed and speed. Sometimes that helps briefly but doesn’t eliminate the cause. First check the setup: how the shaft is clamped, runout at the ends, tailstock pressure, and tool height.
If the basic setup is OK, fit a lunette. On a shaft of this length position it closer to the mid-span rather than near the chuck. That is where support is most needed. Carefully bring the lunette rollers or pads to the already verified surface without excess pressure, otherwise the lunette itself will leave marks.
Then follow a simple plan: do a light trial pass, see where the shaft rings; correct the setup if runout or tailstock pressure is pulling the part off; place the lunette where stiffness is lowest; leave an even allowance across the length during roughing; recheck runout before finishing.
An even allowance helps a lot. If you removed almost everything at one end but left extra in the middle, the tool will face different loads during finishing. That produces marks even with calm parameters.
In practice it looks straightforward: after roughing the operator leaves an even thin allowance along the length, checks runout with an indicator, ensures the lunette does not press too hard, and only then makes the finish pass without rushing.
This order almost always works better than trying to "calm" the part by speed alone. Support first, then parameters.
Common mistakes
Failures when turning long shafts usually start with a few simple slip-ups. Individually they seem minor, but together they produce ripples, scratches and a size that drifts toward the end.
One frequent mistake is over-tightening the lunette. The logic is clear: if the shaft wanders, clamp it harder. But then the supports indent the surface, heat the metal and leave marks. The lunette should support the part, not brake it. After clamping the shaft must rotate smoothly without noticeable resistance or new contact marks.
A second problem is excessive tool overhang. It’s easier to reach the part, but the tool itself begins to vibrate and a wave appears on the shaft. For a long part this is especially bad: the blank bends, the tool vibrates and the oscillations add up.
Another typical mistake is trying to remove too much in one pass. That may work on short blanks but on a long shaft it quickly causes vibration. If the part is thin and long, proceed more calmly: smaller depth of cut, moderate feed, and no aggressive experiments on the finish size. A few extra passes often cost less than a ruined surface.
Many forget about thermal effects. After a series of passes a long shaft changes size along its length, and measuring immediately after cutting can be misleading. The chuck area is often warmer, the middle different and the free end yet another. Measuring in only one place can miss a taper and then you’ll spend a long time looking for the problem in the tool or lunette.
So adopt a simple habit that really helps: check the part in at least three places — at the chuck, in the middle and near the tailstock or free end. If sizes differ, look not only at parameters but at heat, lunette pressure and the rigidity of the whole assembly.
Worst of all is when mistakes accumulate. An overly tight lunette, long tool overhang, heavy cut and a quick single-point measurement almost guarantee a bad surface. It’s much more reliable to eliminate causes one by one and make a short test pass after each change.
A quick check before the finish pass
The finish pass doesn’t forgive small faults. If you leave even small runout, a dry lunette or a dull insert before the finish, the shaft will quickly get spiral lines, dull spots and size variation.
A short but strict check is enough. It takes a few minutes and saves the part, the insert and rework time.
Before starting check five things:
- runout with an indicator at the chuck and at the free end;
- lunette position relative to the cutter;
- condition of the insert and clamping in the toolholder;
- even allowance at several cross-sections;
- coolant flow to the cutting zone and free chip evacuation.
Then make a short trial pass of 20–30 mm and inspect the trace. A smooth, even path without shiny bands or ragged patterns usually means supports and parameters match. If the trace changes as the carriage moves, first seek runout or lunette misalignment, not spindle speed.
On a long shaft quickly measure diameter in at least three places: at the chuck, in the middle and near the free end. That shows whether the blank holds size evenly along its length. If differences are obvious before finishing, don’t try to "make it pretty" with one last cut. First correct support and allowance.
This short check often separates a clean finish from a part that then needs hand polishing.
What to do if marks don’t go away
If the shaft still shows marks after adjusting parameters, don’t change everything at once. It’s easy to lose track of the cause. Change one parameter at a time and note the result directly on the part.
Start by collecting a brief picture: workpiece material, total length and working diameter, where vibration or marks begin, spindle speed, feed and lunette position at that moment. Such notes quickly reveal patterns. For example, on a 900 mm by 40 mm shaft the mark may appear only after the middle, where the part loses rigidity.
Then compare the surface after three separate tests. First change only spindle speed. Then revert and change only feed. Finally keep parameters and move the lunette slightly. If the trace changes with one action, you’ve found the right direction. If nothing changes, the cause is usually deeper.
Often the issue is not the cutting mode but the rigidity of the machine and the whole setup. Check whether the pattern repeats on another blank of the same size, with a different tool and after checking chuck, centres and lunette. If the pattern repeats and runout returns after each reset, look for play, worn guides, spindle problems or weak tooling.
When parts are produced in batches, stop earlier rather than ruin a run. A couple of trial shafts almost always cost less than scrap and extra grinding. In such cases discuss not only the machine but the whole process: blank type, supports, lunette, tool, pass order and commissioning. For these tasks EAST CNC can be helpful as an equipment and service provider, not just a machine seller.
If marks and runout return even after replacing parameters and tooling, call service before starting the batch. It’s much faster to find the source step by step than to spend weeks chasing a clean finish by chance.
FAQ
Why does a long shaft start to run out during turning?
A long workpiece bends under its own weight and shifts away from the cutter under load. Add a chuck misalignment, dirty centre, excessive tool overhang or wrapped chips, and the surface quickly shows waves, scratches and runout.
When should I install a lunette?
Judge by the length-to-diameter ratio and how the part behaves under the cutter. If the shaft rings, dimensions drift, or the surface shows ripples on the first passes, fit a lunette right away — don’t wait for finishing.
Where should the lunette be positioned on a long shaft?
Place the support closer to the cutting zone so the span between the cutter and lunette is as short as possible. If the lunette is too far away, the section between it and the cutter will act like a spring and vibration will return.
Do I need to prepare the area for the lunette?
Turn a smooth bearing band first. If the rollers or jaws run over scale, deep marks or rough finish, the lunette will push the shaft off axis and leave marks. Prepare a clean, even strip for the support.
How do I know if the lunette is too tight?
An over-tight lunette will indent and heat the surface, producing a band or ovality. Properly set, the shaft is supported firmly but the rollers still turn freely, without sticking or leaving new marks.
What should I check before the first cut?
Start with the mechanics: clean jaws, centres and seating areas, then check runout at the chuck and the free end. After that, reduce tool overhang and make sure coolant reaches the cutting zone.
Which cutting parameter should I change first if vibration appears?
First try to move away from a resonance by changing spindle speed. Then adjust feed according to the surface pattern, and only after that reduce depth of cut. Change one parameter at a time and make a short test pass.
Why does the finish pass still leave a wave?
Often the cutter still exerts too much load on the part during finishing. Use a light cut, steady feed, a sharp edge and the same allowance along the length to avoid waves on the finish pass.
Where should I measure diameter on a long shaft?
Measure at least three points: at the chuck, in the middle and near the free end. That way you’ll spot a taper, barrel or local dip instead of relying on a single convenient measurement.
What if surface marks don’t go away after adjusting parameters?
Don’t change everything at once. Note where the marks begin, then change spindle speed only, test; revert and change feed only, test; then try moving the lunette. If the pattern doesn’t change, look for play, worn supports, spindle issues or fixture problems.