Solid End Mill or Indexable Insert Cutter: How to Choose
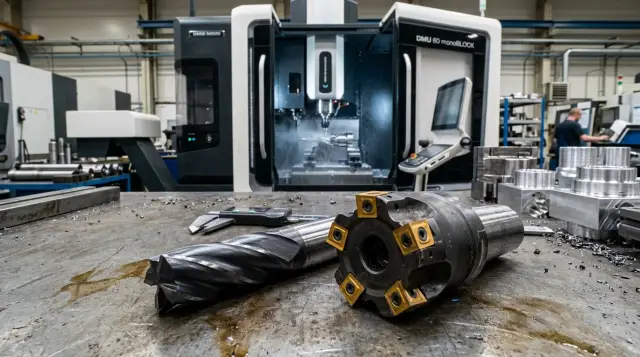
Solid end mill or indexable cutter — comparison of tool life, change time and surface quality when milling steel, stainless and aluminum.
Where the choice appears
This decision usually doesn’t happen in the catalog but at the machine. A part goes into production, the tool starts drifting size, the surface quality drops, and the operator increasingly stops the run to change the cutter. At that point the purchase price explains almost nothing.
A solid end mill and an indexable insert cutter may cost similarly, but they behave differently in use. One often produces a cleaner finish and holds size more stably. The other gets the machine back to cutting faster after an edge wears. If you look only at the sticker price, it’s easy to buy a tool that will later cost more in downtime, adjustments and scrap.
The difference becomes especially visible when the shop starts a new part, switches material from steel to aluminum, moves a small batch into series production, or tries to reduce machine stops. Complaints about surface finish after milling also quickly lead to this question.
The part’s task changes the decision more than you might think. If you need to remove a large stock quickly from a gearbox housing, an indexable cutter makes sense. If you’re making a precise feature where edge quality, dimension and surface finish matter, a solid end mill usually delivers a more predictable result.
This also shows up by industry. Automotive parts often prioritize tempo and repeatability in series. Medical components usually demand stricter surface finish and edge accuracy. The same tool rarely serves both tasks equally well.
Another common mistake is to look only at meters of cut or tool life in minutes. The shop loses money not just when the edge wears out. Losses start when the machine stands idle. If a tool change, re-fixturing and first inspection after replacement take 8–10 minutes, that pause can be more expensive than the difference in the tool’s life.
So the choice is usually decided not by a single number, but by the whole operation: how much metal must be removed, how many times the machine will be stopped and what surface finish the part must have.
What’s the difference between these cutters
The choice between a solid end mill and an indexable insert cutter depends mainly on construction. A solid tool is made entirely from carbide. An indexable cutter has a body and replaceable cutting inserts.
Solid end mill
A solid end mill’s cutting portion and shank are one piece. That means fewer joints and less play. Such tools usually cut more quietly and hold dimension better on finishing passes, in slots, pockets and when working at small diameters.
This is especially noticeable where any vibration immediately ruins the surface. If you need to follow a contour, clean out a pocket or get a neat edge on steel or aluminum, a solid end mill often behaves more evenly. It’s useful where trajectory control and a clean cut trace matter.
The simple downside is obvious: when the edge is worn or chipped you must replace the entire tool. If the shop runs many sizes and has frequent changeovers, keeping stock of solids becomes more expensive.
Indexable insert cutter
On an indexable cutter the body lasts a long time and the cutting work is done by replaceable inserts. When edges wear, the operator fits new inserts and continues. This is especially convenient on large diameters because you don’t need to replace the whole tool.
The main advantage is fast metal removal. A sturdy body and insert geometry allow higher feed and significant depth of cut. That’s why indexable cutters are often used for roughing faces, steps and large parts where you must remove a lot of stock quickly.
The weakness is also obvious. Each insert sits in its pocket, and any dirt, worn seating or imprecise mounting immediately affects runout. Because of this, indexable cutters often lose to solids in the stability required for fine finishing.
To simplify: a solid end mill usually holds size and finish better, while an indexable cutter removes large volumes faster and makes replacing the cutting edge easier. In practice this shows quickly. For a fine contour you’ll often pick a solid; for heavy roughing you’ll choose an insert cutter.
How to compare on your operation
The debate over which is better is easiest to settle with one honest shop test. Take one repeatable operation and one batch of parts. Don’t change everything at once or the conclusion will be accidental.
Run the test on the same machine, with the same program and the same operator. Keep the workpiece material, stock allowance, tool overhang and depth of cut identical. If you compare cutters at different regimes or on different batches, the numbers will be disputable.
For a first estimate a run of 10–20 parts is usually enough. That reveals not only cutting time but also the tool’s behavior in production. Record not only minutes under load but also time to change the tool. For a solid end mill this is often a full replacement and repeat setting to size. For an indexable cutter the change can be faster, but much depends on the body design and operator skill.
Watch at least four things: cutting-edge wear, part dimensions, surface finish and machine downtime. If a tool lasts longer but starts to pull size after wear, that tool life isn’t always advantageous. If a tool is cheap but the machine stops an extra 15 minutes for change and setup, the saving disappears quickly.
A small example. A shop mills a steel plate with a single slot. The solid end mill gives a cleaner wall and holds size better, but you must replace the whole tool. The indexable cutter processes the part faster and the tool change is shorter, but after several parts the surface may become rougher. In that situation the winner is chosen not by tool price but by the cost of the finished part.
If you count carefully, the answer is often visible after the first batch. Compare the whole operation: cutting, changing, readjusting and scrap risk — not the tool on its own.
How material changes the picture
The same tool behaves differently on different materials. So the choice can’t be separated from the stock. On steel one cutter may hold size for hours; on stainless the same geometry may heat up and quickly spoil the finish.
Steel and stainless
On ordinary carbon steel people usually look at two things: how long the edge lasts and how steadily the tool holds size. A solid end mill often gives smoother cuts in small slots, pockets and finishing passes. Size drifts more slowly and the surface is cleaner. Indexable cutters are more often chosen where you need to remove large volumes fast and return the machine to work quickly after edge wear.
On stainless the picture changes. The material heats the tool more and tends to smear on the cutting edge. If the cutter rubs instead of cutting, the surface quality drops almost immediately. A solid end mill often performs better on thin walls and small features. An indexable cutter helps in heavy cuts only if the machine is stiff enough, the regime avoids excessive rubbing, and the edge doesn’t overheat.
Aluminum, cast iron and hard materials
On aluminum it’s better to judge by wall and slot-bottom cleanliness rather than total tool life. A solid end mill often leaves a cleaner surface, especially in slots and thin details. Inserts work well on open faces and heavy stock removal, but they may leave visible marks on the slot bottom if there’s runout or insufficient rigidity.
With cast iron impact loads and abrasive dust matter. For interrupted cuts and a heavy scale layer, indexable cutters often tolerate the shock on the edge more calmly. A solid can also give good results, but chipping on entry happens more often. Don’t ignore dust: it accelerates wear and quickly changes tool behavior.
For very hard materials drawing conclusions from a single part is risky. The first blank may cut cleanly and wear may then rise sharply. It’s better to run a small series of identical parts to see real tool life, dimensional stability and surface quality.
Shortly: on steel and aluminum solids often win on accuracy and finish, inserts win on removal rate and convenient edge replacement. But the material usually shifts that balance more than catalog numbers do.
When durability matters and when quick replacement does
Over a long series the tool’s purchase price rarely decides. More money is often lost to machine downtime, resetting and missed delivery dates.
If you need to hold size on a small diameter consistently, a solid end mill usually behaves more stably. It’s one piece, has fewer weak points, and on narrow slots or small pockets you’ll notice the difference within minutes.
Durability matters where it’s hard to restore size after a change. That’s common on finishing passes, in tight spots and on parts where you can’t afford a nick or edge drift. For such tasks a solid tool is often preferred also because it can be reground. If the shop values cost per meter of cut, regrinding changes the economics. Note that regrinding changes diameter and the setup person must account for that.
Quick replacement matters for heavy stock removal and large diameters. To remove large allowances quickly from steel or cast iron, an indexable cutter with replaceable inserts usually provides clearer economics. The body stays in service, the operator swaps only the inserts, and the machine returns to cutting faster.
This is especially noticeable in large roughing runs, on big diameters where solids become too expensive, and in shops that keep inserts right at the machine. If even a 15–20 minute stop disrupts the schedule, replacement speed outweighs single-edge life.
Keeping spare inserts also reduces the risk of a full batch stop. One chipped insert in an evening or weekend shift won’t halt production. With a solid cutter keeping that buffer is more expensive and a replacement often requires re-zeroing the tool.
Interrupted cutting quickly reveals the weak point of either scheme. If the part is clamped insecurely, tool overhang is long and feed is jerky, impacts will chip the edge fast. In that case you shouldn’t expect miracles from either solids or inserts. First fix the clamping or reduce overhang; otherwise neither durability nor fast replacement will help.
When it’s easier to get a clean surface
People often try to decide between solids and indexable cutters by price and life, but surface cleanliness depends as much on part geometry and cutting conditions. If you need a flat slot, a clean wall or an accurate contour without visible tool marks, a solid end mill more often gives the better result.
The reason is simple: one-piece geometry and usually less runout at the cutting edge. That lets it cut more smoothly and leave a neater surface, especially on a finishing pass in steel and aluminum. On small parts the difference is immediate: the wall looks straighter and the size doesn’t wander tooth-to-tooth.
Where an indexable cutter is more convenient
Indexable cutters perform confidently where you need to process a face or edge quickly. On large areas they are often more convenient and predictable in cycle time. But to get a very clean finish they need good inserts, a rigid clamping system and a calm finishing mode.
If an insert sits down in its pocket, the surface degrades quickly. First the shine disappears, then streaks appear, and later size drifts. Solids can show similar wear patterns, but on indexable tools wear of one insert usually shows up faster on the part.
Another frequent enemy of finishing is arbor runout. Even a good cutter won’t save you if one tooth takes a bigger cut than the others. Then the surface looks torn; on aluminum this is especially clear by the shine, and on steel it looks like a fine waviness or repeating mark.
What to check on the first parts
Don’t run the whole batch until you’ve checked the first few pieces. Usually it’s enough to look at shine and uniformity after the finishing pass, measure size at the start and end of a short series of 3–5 parts, check tool runout before starting and inspect the cutting edge after the first passes.
A simple shop example: for a housing with a long slot a solid end mill often gives a cleaner sidewall. For facing the support on the same part an indexable cutter may be faster and more convenient. So compare on the specific operation, not in general.
If you need a clean finish, first verify system rigidity, runout and edge condition. Only then choose the cutter. Otherwise even an expensive tool will deliver an average result.
Common mistakes when choosing
Mistakes usually start not with the tool but with comparison conditions. Many people look only at price per tool when debating which is better. In practice that says very little. More important is how the tool behaves on your part, at your overhang and on your cutting parameters.
One frequent error is putting an indexable cutter into a narrow slot. Its body is larger, access is worse in tight zones and vibration risk grows if space is limited. As a result the slot goes out of tolerance, the bottom quality worsens, and the sound of cutting shows the tool is cramped.
The reverse mistake is also common. Choosing a solid end mill for heavy roughing with large allowances, shock loads and fast removal. On steel or cast iron that quickly reduces life. If an edge chips you must replace the whole tool, not just the insert.
Another reason for false conclusions is an unfair comparison. One cutter is run at conservative feed while the other is pushed harder, and then life and surface are compared. Don’t do that. Material, RPM, feed per tooth, depth of cut and the toolpath strategy must be identical.
Small details also strongly affect results. Long overhang, weak holder or poor coolant application can ruin even a good tool. On steel that increases vibration and wear; on aluminum the chips stick faster and the surface degrades.
A simple but costly oversight is not keeping spares. Indexable cutters need inserts on hand. Solids need at least one spare of the same size. Otherwise tool change becomes machine downtime and the whole cutter debate loses meaning.
A shop example
One area produces two different parts: a steel bracket and an aluminum cover. On paper the tasks look similar, but the tool behaves differently from the first passes.
The bracket is steel and needs quick roughing of faces without frequent stops. For that operation they usually pick an indexable cutter with replaceable inserts. It handles the load on the rough pass and the operator replaces an insert in minutes without a complete re-setup for tool length.
But the same cutter is inconvenient for entering narrow slots and finishing small walls. There they use a solid end mill. It runs more accurately, holds size better at a small overhang and leaves a neater edge where the insert tool already starts to leave marks on the wall.
For the aluminum cover the picture changes. The material cuts easily, but burrs and tool marks appear immediately. If the edge peels and the surface loses shine, the part requires time-consuming manual touch-up. So on the cover they look not only at removal rate but also at shine, edge cleanliness and the condition of thin ribs.
On such parts a solid end mill often wins on the finishing pass. It gives a more even trace and damages fine features less. On a wide face of the cover an indexable cutter can still be convenient if the finishing regime is calm and the inserts are sharp.
When the batch changes, the answer comes from numbers, not impressions. They usually count cycle time per part, time to change tool, number of parts with burrs or tool marks and how many pieces the tool lasts before replacement.
After that accounting the choice becomes easier. On the steel bracket the indexable cutter often takes the bulk of work while the solid closes the precise places. On the aluminum cover the decision depends on what costs more for the area: an extra minute in cycle time or manual deburring of every part.
What to check before buying
Before ordering cutters it’s useful to answer a few questions about your operation. They quickly show where a solid will bring better results and where an indexable body is more economical.
- What material do you run most often and what is its typical hardness?
- What adds more value in the batch: fast removal, a clean surface or a short tool-change stop?
- Does the part have a small diameter, tight radius or deep slot?
- What does a 10–15 minute machine stop realistically cost you?
- Who changes tools and who first notices scrap: the operator, the setup person or the inspector?
Tool size also filters options quickly. For small diameters, thin walls and deep slots a solid end mill is usually more convenient and stable. Replaceable inserts suit large diameters, a stiff body and quick return to cutting after an edge change.
Separately calculate downtime costs. Many look only at the tool price but lose more on stops, re-setup and first rejects after a change. If the machine is heavily loaded, saving even 8–10 minutes on one change per week easily offsets the price difference.
Human factors matter too. If an experienced setup person changes tools, they’ll spot runout, overhang and incorrect compensation faster. If an operator on a high-throughput line does the change, choose the option that’s simplest to mount without extra adjustments and with less risk of first-piece scrap.
If you’re still unsure, ask the supplier for a calculation for your specific part: material, depth of cut, overhang and expected tool life. If the question involves not only the cutter but the machining center itself, it’s useful to discuss the whole task together with the machine. At EAST CNC, on east-cnc.kz, they usually evaluate the part, batch volume, fixturing and machining requirements as a whole, not only a single tool.
What to do next
If you’re unsure, don’t decide from a catalog. Take one typical operation you do often — a slot, a face, a pocket or a finishing contour. A short test in your conditions usually gives the most honest answer.
Make the comparison clean. Use one material, one blank, one tool overhang and one processing strategy. Don’t change feed, depth of cut, coolant or toolpath at the same time, or you won’t know what influenced the result.
A simple spreadsheet is enough for a start:
- how many parts the tool processed before noticeable wear;
- minutes spent on tool change and returning the machine to work;
- actual surface quality obtained;
- any vibration, edge chipping, size drift and unscheduled stops.
Look at the numbers, not first impressions. A solid may give a cleaner finish on aluminum and small finishing operations but lose on total downtime in a steel series. An indexable cutter may leave a rougher surface but the operator swaps inserts in minutes and keeps the machine running.
Run the test on a small batch — for example 20–30 identical parts. Then the differences in tool life and changeover time will show up in the shift report, not just in talk. After that the decision is usually much easier.
FAQ
When is a solid end mill the better choice?
A solid end mill is usually chosen where accurate size, a clean wall and a neat edge matter. It’s best for slots, pockets, small diameters and finishing passes on steel or aluminum.
When is an indexable cutter more economical?
An indexable (insert) cutter is convenient for roughing when you need to remove large stock quickly and avoid machine downtime. On large diameters it’s often more economical because operators replace inserts faster than the entire tool.
Which holds a better finish?
For finishing, a solid end mill usually wins. Its one-piece geometry reduces runout risk and typically leaves a smoother trace on walls and the bottom of a slot.
Can you compare cutters by price alone?
If you compare only purchase price, you’ll almost always get the wrong answer. Look at the cost of a finished part: cutting time, tool change time, setup, scrap risk and machine downtime all matter.
How does the workpiece material affect the choice?
On steel and aluminum, solids often give a cleaner surface and hold size better. For cast iron or heavy roughing, indexable cutters often handle the work more calmly, especially with interrupted cuts.
In a series, what matters more: tool life or quick replacement?
If machine stoppage is costly, quick insert changes can be more important than a few extra minutes of tool life. If a part needs a precise finish and it’s hard to restore size after a change, then a stable solid cutter is more valuable.
Why does an indexable cutter sometimes ruin the surface?
Runout, dirt in the insert pocket, insert wear or weak rigidity are common causes. Check the arbor, insert seats and clamping first before changing cutter type.
How to compare both options fairly in my shop?
Take one repeatable operation and test both cutters on the same machine, with the same operator and identical cutting conditions. Count not only tool life but minutes to change, time to restore size, surface quality and number of rejects.
Do I need to keep spare tooling?
Yes. Keep inserts at hand for indexable cutters and at least one spare solid tool of the same size. Without spares, any breakage turns into machine downtime and the choice discussion loses meaning.
Which is better for slots and which for faces?
Use a solid end mill for tight slots and small diameters. For wide faces, end faces and heavy stock removal, an indexable cutter is often better—provided the machine is stiff and the cutting mode avoids excessive vibration.