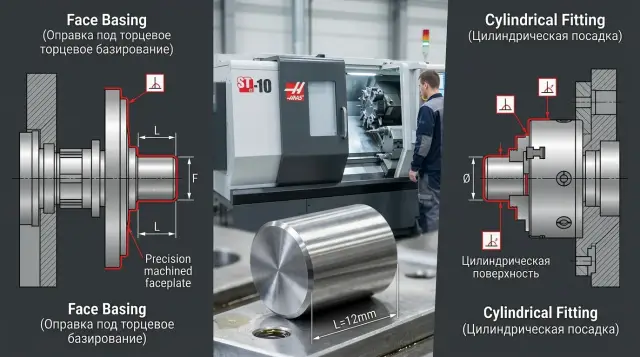
Face Locating Mandrel or Cylindrical Fit
A face-locating mandrel helps hold length and perpendicularity where a cylindrical fit lets the size drift. Here we break down how to choose for different parts.
Where the choice comes up
The choice between a fit by the cylinder and a mandrel with a face stop does not appear on its own. It usually comes up when the part already has a hole, but the working dimension is controlled not by the diameter, but by the face. This is a typical situation for bushings, rings, flanges, and other parts where you need to hold the length accurately from the face to a groove, a step, or the second face.
At first, a cylindrical fit seems like the simplest solution. The part sits on the hole, the axis is found, and you can keep machining. But that is not always enough. If the designer tied the length dimension to the face, then the face is what sets the part’s position along the axis. The cylinder only centers it.
That is where the confusion starts. If you rely only on the cylinder, the part can end up in slightly different axial positions each time. A small chamfer, a burr, hole tolerance, or a slight taper is enough. On the first operation, this looks minor. In the end, it causes size drift that is much harder to correct later.
There is a second point too. The face often affects not only length, but also angle. If it acts as a base, it determines the perpendicularity of the next operation and the runout of the working surface. But if you base the setup only on the cylinder and the face from the previous operation is uneven, the axis may be found, yet the part geometry already starts to drift.
In practice, face locating is usually considered in four cases: when the length is measured from a specific face, when the right angle between the face and the hole axis matters, when runout is controlled relative to the face, and when the first setup defines the entire downstream dimension chain.
A good example is a short bushing whose dimension from the base face to the groove for a retaining ring must repeat without variation. If you locate it only by the hole, the groove can shift along the length. If the part rests against a clean face, the axial position immediately becomes more stable.
This shows up especially fast on CNC lathes. The program is the same, the tool is the same, yet the size from part to part keeps drifting. Often the reason is not the machine or the tool, but the chosen base. If the face controls the length and the angle, one cylinder is usually not enough.
What the face changes in the setup
The face gives the part a clear stop along the length. That immediately changes how the whole setup behaves: the part comes to the same point every time, and the axial dimension repeats better. If the part length or the position of a shoulder is critical, such a stop often gives a more even result than a cylindrical fit alone.
The cylinder works differently. It is better at centering and keeping concentricity, but it does not always define exact position along the axis. If there is even a small clearance in the fit, the part may sit a little deeper or a little higher. On the drawing, that looks minor; in production, it turns into length variation.
Face locating usually wins where you need to hold the perpendicularity of the face to the axis. When the part is pressed against a clean and flat stop, the face does not wander, and the tool works more smoothly. This is especially noticeable on bushings, flanges, and parts with a shoulder, where one face defines the geometry of the next operation.
But this setup has a strict condition: the face itself must be good. If there is a burr, waviness, tool mark, or dirt on it, the error immediately shows up in both the size and the angle. A precise diameter will not save you in that situation.
Put simply, the face is better at repeating the length from the base, while the cylinder is better at centering. So a mandrel with a face stop is needed not when the diameter is “bad,” but when the face controls the size more strongly than the cylinder. If the length, shoulder, or working surface is tied to the face, it makes sense to rely on the same element in the setup.
When a cylindrical fit is more convenient
A cylindrical fit is more convenient when the axis is the most important thing for the operation. This is common for long bushings, rings, and blanks whose diameter has already been finish-machined, while the face is still rough. If you rest on such a face, the length may drift because of scratches, burrs, or an uneven allowance.
In practice, this is easy to see. A bushing with a good hole and a rough face may sit slightly differently each time on a mandrel with a stop. The variation may be small, but it is already enough to get extra hundredths on the length or to pull the face away from a right angle to the axis.
A small contact area works against the stop too. A narrow ring or a thin part can easily tilt, especially if the edge already has a chamfer. In that situation, the cylinder holds the part more calmly because the contact goes through the surface rather than a narrow line or a few points.
There is another common case: a re-setup. If the part already has a clean outer or inner cylinder after the first operation, it is usually easier to get a stable fit by that cylinder the second time. This is useful when you need to preserve concentricity between several diameters, a bore, and a bearing seat.
If the task is not about length from the face, face locating does not give a clear benefit on its own. When the main goal is for the surfaces to run on one axis, a cylindrical fit is usually more predictable, especially if the face has not yet become a reliable base.
A simple example is a long bushing after the blank has been cut off. Its face is rough, while the hole has already been finish-bored. If the next step is to machine the outer diameter concentric to the hole, it makes sense to base the setup on the cylinder. A face stop would make setup convenient, but it could worsen the axial result.
Where the face-based scheme wins
The face-based scheme gives the best result where the axial size matters more than the fit by the hole. If the length is measured from the face rather than from the nominal axis of the hole, a face stop usually gives a more repeatable result than a cylindrical fit.
This is most often seen on flanges, hubs, and short bushings. Their holes may have some variation after blanking or rough machining, but the length already needs to be held tightly. If you set the part only by the cylinder, it may sit a little deeper or a little higher because of the hole shape. The face removes that uncertainty.
Another case is parts where the hole and the face must be at a right angle. If perpendicularity of the face is important, face locating is often more reliable because the base immediately defines the plane. This is especially noticeable when the hole after drilling or boring is not yet perfect in shape. In that case, a cylindrical fit repeats the hole’s errors, while the face helps prevent carrying them forward.
After parting off, the difference becomes even more noticeable. The blank arrives with some length variation and not the cleanest face. If you need to get to the finish size quickly, a mandrel with a face stop often makes setup easier: the part rests against the base face, and the setup stays more stable from piece to piece.
This scheme is also convenient when the second face is machined in the same setup. In that case, it is easier to hold the overall length because the first face has already become a real base. For production runs, this is a big plus: inspection is faster, and the spread in axial size is usually smaller.
How to choose from the drawing, not by habit
It is better to start with the drawing, not with the fixture. First, find the dimension that must be held most tightly. If the length is measured from the face and the angle of the face to the axis affects assembly, a mandrel for face locating usually works better. If the dimensions and runout are tied to the diameter, look toward a cylindrical fit.
Next, check which base the tolerances come from. It is a simple step, but it is often skipped. On the drawing, the base may be shown directly, or it may be read through the chain of dimensions and form tolerances. If the whole logic of the size starts from the face, there is no point in forcing the cylinder to play the main role just because that is the setup you are used to.
Then assess the face itself. If it is cleanly machined, without burrs or obvious marks, it can be used as a base. If the face is thin, flexes, or only touches at the edge, the calculated scheme on paper may not work on the shop floor.
After that, it helps to compare two risks: part tilt when resting against the face and axial shift when seated on the cylinder. Usually the debate ends quickly if you make a trial setup on several parts and measure them right away. For a short bushing with a small fit diameter and a tight overall length, the face-based scheme often wins. For a long part with a reliable cylinder and a secondary face, the standard diameter fit is usually more convenient.
A simple shop-floor example
You can see this clearly on a short hub with a locating hole, an outer diameter, and an exact length. The length tolerance is small, and the second face must be square to the axis. In such a part, the choice of base quickly stops being theoretical.
If you set the part on a cylindrical fit, it seats on the hole, but the length often drifts by several hundredths. The reason is simple: there is clearance, there is clamping force, and the part occupies the axial position slightly differently each time. For a long bushing, that can sometimes be acceptable. For a short hub, the spread is already too noticeable.
In this situation, a mandrel with a face stop usually gives a calmer result. The part rests on a clean face, and that face defines the position along the length. The dimension comes together faster because the operator does not need to catch a random fit along the cylinder each time.
There is another advantage. When the part rests firmly against a good base face, the second face after machining usually comes out more square to the hole axis. It is easier to maintain perpendicularity because the base does not shift along the axis while clamping.
On a CNC lathe, this becomes especially clear in a production run. The first part may still come out fine with the cylindrical scheme if the machinist clamps it carefully and catches the size. But by the fifth or tenth part, the difference is obvious in inspection: with a face stop, the results repeat more consistently.
There is one condition, though. If the first face is raw, wavy after cutting, or burred, it becomes a source of error itself. Then the base must be prepared first: face it, remove the burr, and check the contact.
Where people most often make mistakes
The most common mistake is simple: the technologist sees a precise diameter and makes it the main base, even though the drawing shows the length and angle tolerance coming from the face. In the end, the part sits neatly on the cylinder, but the dimension from the base drifts. Later, people look for the cause in the tool or the machine, although the problem was in the setup scheme itself.
The second typical mistake is dirty face contact. Just a small chip, burr, or trace from the previous operation is enough to create a false stop. The error may be very small, but it immediately affects both length and perpendicularity.
Clamping force is also often underestimated. The part may touch the face not across the whole plane, but only at the edge. After clamping, the contact changes, and the base effectively shifts. This is unpleasant on thin rings, bushings, and parts with not-so-rigid walls. A mandrel for face locating works well only when the face truly sits tight and evenly.
Another mistake is to look only at the mandrel’s fit diameter and ignore face runout. If the mandrel face has runout, the part gets tilted before machining even starts.
Before starting a batch, it is enough to check a few things: which surface defines the working dimensions on the drawing, whether the part face is clean, whether the contact patch changes after clamping, whether the mandrel face runout is controlled, and whether roughing and finishing bases have been mixed in one setup. The last point happens more often than it seems. Formally the route is the same, but the base is already different, so the results start to diverge.
A short check before starting
Five minutes before startup often save a batch from length and angle variation. This is especially noticeable if a mandrel with a face stop has been chosen and exact length and stable perpendicularity are expected from it.
First, look not at the program, but at the contact. If a burr, tool mark, or small ding remains on the part face, the part will not sit on the full plane. Then check the stop itself. One chip under the stop surface can easily add extra hundredths along the axis.
Next, it helps to set an indicator on the face and make at least three repeated setups of the same part. If the needle lands in almost the same place each time, the scheme is working calmly. If the readings drift, the reason is usually simple: a dirty stop, incomplete seating, or weak clamping.
Do not judge by one blank. It is much fairer to check the first 3–5 parts in a row and look at not only the length, but also the face angle. If the size holds after each reset and perpendicularity does not drift, the batch can be started without extra risk.
What to do next
After comparing the two schemes, do not leave the decision “to memory.” Record the base in the setup sheet so that the setter, operator, and inspector all understand it the same way. It is better to write it out clearly: “face stop, length held from the face” or “cylindrical base, face is support only.” A short, clear note removes unnecessary arguments at the machine.
Next, it is useful to split the parts into two groups. In the first group, the face affects length, runout, and perpendicularity more strongly than the cylinder. For such parts, a mandrel with face locating usually gives a more predictable result. In the second group, the main dimension comes from the diameter, and the face is secondary. There, a cylindrical fit is often simpler and cheaper to set up.
If the production run is long, do not choose the fixture based on one lucky part. What matters is setup speed, repeatability, and wear of the fit. Sometimes the cylindrical scheme seems more convenient at the first setup, and after 200 parts the face base gives less length variation and needs fewer corrections.
If you are choosing not only the setup scheme but also the machine for this type of work, it is worth looking at the task more broadly. EAST CNC, east-cnc.kz, works with CNC lathes for metalworking and helps with equipment selection, supply, commissioning, and service. The company also has its own blog with practical metalworking materials, which is useful when you need to check a decision not only for one part, but for typical shop-floor tasks as well.
After startup, collect measurements from the first batch and do not stop at one part. Check at least 10–20 pieces in a row: length, face perpendicularity, and repeatability after repositioning. If the spread is in the length, first look at the stop, the cleanliness of the face, and clamping force. If concentricity is drifting, go back to the fit and the condition of the cylindrical base.
A good setup is not judged at the moment of clamping, but by the measurements from the first batch and by how many times the operator had to step in.
FAQ
When is it better to use a mandrel with a face stop?
Use it when the size is taken from the face and that same face controls the angle to the axis. A face stop gives the part the same position along the length every time, while the cylinder only centers it.
When is a regular cylindrical fit enough?
It is more convenient when the main requirement for the operation is concentricity rather than length from the face. If the hole or outer diameter is already finish-machined and the face is still rough, a cylindrical fit usually gives a calmer result.
Why can the length vary if the part is set only by the hole?
Because clearance in the fit gives the part a little movement along the axis. Add a chamfer, burr, slight taper, or uneven clamping, and the part sits a little differently each time.
How can you quickly choose the base from the drawing?
First open the drawing and find the dimension with the tightest tolerance. If the dimension chain starts from the face, rely on the face; if everything is tied to the axis and diameters, look toward a cylindrical base.
Do you need to prepare the face before mounting it on the mandrel?
Yes, otherwise the stop itself becomes a source of error. Remove the burr, clean off dirt, check for tool marks, and make sure the entire face sits fully, not just one edge.
Can a face stop make the result worse?
Yes, if the face is uneven, thin, or springy. Then the part can tilt, and after clamping the contact area changes, so you lose both length and angle.
What is better for a short bushing: a face stop or a cylinder?
For a short bushing with a precise length, face-based locating usually works better. For a long bushing where concentricity with the hole matters more, a cylindrical fit often wins.
What should you check before starting a batch?
Check the cleanliness of the stop and the face first, then make several repeated setups of the same part. If the size and indicator readings drift, look for chips, incomplete seating, or too much clearance in the fit.
What should you do if the size shifts after clamping?
Do not rush to edit the program. First check how the part sits on the base, whether the contact changes after clamping, and whether the mandrel face is running out.
How can you check the setup method without long adjustments?
Make a trial run on 3–5 parts in a row and measure the length, face angle, and repeatability after repositioning. If the values stay stable, you can keep the setup; if not, change the base instead of looking only at the machine or the tool.