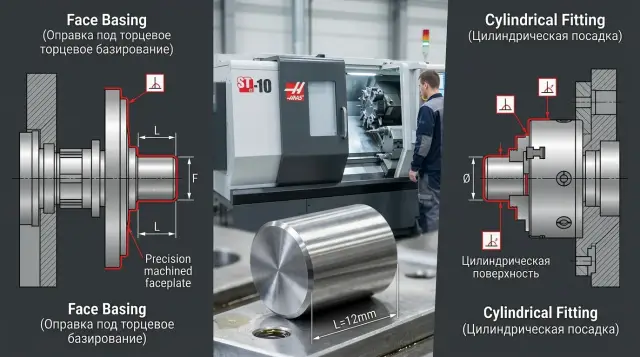
Торецтік базалауға арналған оправка ма, әлде цилиндрлік отырғызу ма
Торец бойынша базалауға арналған оправка ұзындық пен перпендикулярлықты сақтауға көмектеседі, ал цилиндрлік отырғызу кейде өлшемді ысырып жібереді. Бөлшекке қарай дұрыс таңдау жолын талдаймыз.
Таңдау қай жерде туындайды
Цилиндр бойынша отырғызу мен торецке тірелетін оправка арасындағы таңдау өзінен-өзі пайда болмайды. Әдетте ол бөлшекте тесік бар кезде, бірақ жұмыс өлшемін диаметр емес, торец ұстап тұрған кезде туындайды. Бұл втулка, сақина, фланец және ұзындықты торецтен канавкаға, сатыға немесе екінші торецке дейін дәл сақтау қажет болатын басқа да бөлшектерге тән жағдай.
Алдымен цилиндрлік отырғызу ең оңай шешім сияқты көрінеді. Бөлшек тесік бойынша отырды, ось табылды, әрі қарай өңдеуге болады. Бірақ бұл әрдайым жеткіліксіз. Егер конструктор ұзындық өлшемін торецке байлап қойса, дәл сол торец бөлшектің ось бойындағы орнын анықтайды. Ал цилиндр тек центрлейді.
Сондықтан да шатасу басталады. Егер тек цилиндрге сүйенсеңіз, бөлшек әр жолы ұзындық бойынша сәл басқа орынға отыруы мүмкін. Тіпті аздаған фаска, бұдыр, тесік бойынша допуск немесе жеңіл конустықтың өзі жеткілікті. Бірінші операцияда бұл ұсақ нәрсе сияқты көрінеді. Ал соңында кейін түзету қиын болатын өлшем ауытқуы шығады.
Екінші мәселе де бар. Торец тек ұзындыққа емес, бұрышқа да әсер етеді. Егер ол база ретінде жұмыс істесе, келесі өңдеудің перпендикулярлығы мен жұмыс бетінің соғуы соған байланысты. Ал егер тек цилиндр бойынша базалап, ал алдыңғы өтуден қалған торец тегіс болмаса, ось табылғандай көрінгенімен, бөлшектің геометриясы бұзыла бастайды.
Әдетте торецтік базалау төрт жағдайда қарастырылады: ұзындық нақты торецтен өлшенгенде, торец пен тесік осі арасындағы тік бұрыш маңызды болғанда, соғу торецке қатысты бақыланғанда және бірінші орнату бүкіл кейінгі өлшем тізбегін анықтағанда.
Жақсы мысал — қысқа втулка. Онда базалық торецтен стопор сақинасына арналған канавкаға дейінгі өлшем ауытқусыз қайталануы керек. Егер оны тек тесік бойынша орнатсаңыз, канавка ұзындық бойынша жылжып кетуі мүмкін. Ал бөлшек таза торецке тірелсе, осьтік орын бірден тұрақтырақ болады.
ЧПУ токарь станоктарында бұл әсіресе тез байқалады. Бағдарлама бірдей, инструмент те сол, бірақ бөлшектен бөлшекке өлшем «жүзеді». Көбіне себеп станокта да, инструментте де емес, таңдалған базаға байланысты болады. Егер ұзындық пен бұрышты торец анықтаса, бір ғана цилиндр әдетте аздық етеді.
Торец орнату схемасында нені өзгертеді
Торец бөлшекке ұзындық бойынша нақты тоқтау нүктесін береді. Бұл бүкіл орнатудың мінезін бірден өзгертеді: деталь әр жолы бір нүктеге келеді, ал осьтік өлшем жақсырақ қайталанады. Егер бөлшек ұзындығы немесе сатының орны маңызды болса, мұндай упор көбіне тек цилиндрлік отырғызуға қарағанда нәтижені біркелкі береді.
Цилиндр басқаша жұмыс істейді. Ол центрлеуді және соостықты жақсырақ ұстайды, бірақ әрдайым ось бойындағы нақты орынды бермейді. Егер отырғызуда аздап саңылау болса, бөлшек сәл тереңірек не сәл жоғарырақ отыруы мүмкін. Чертежде бұл ұсақ нәрсе сияқты көрінеді, бірақ серияда ұзындық бойынша шашырауға айналады.
Торецтік базалау көбіне торецтің оське перпендикулярлығын сақтау керек жерде ұтады. Бөлшек таза әрі тегіс упорға қыстырылып тұрса, торец «жүрмейді», ал инструмент тынысырақ жұмыс істейді. Бұл әсіресе втулка, фланец және бурты бар бөлшектерде анық байқалады, өйткені бір торец келесі өңдеудің бүкіл геометриясын анықтайды.
Бірақ мұндай схеманың бір қатаң шарты бар: торецтің өзі сапалы болуы керек. Егер онда бұдыр, толқын, резец ізі немесе кір болса, қате бірден ұзындыққа да, бұрышқа да өтеді. Мұндайда дәл диаметрдің өзі құтқармайды.
Қарапайым тілмен айтсақ, торец ұзындықты базаға қарай жақсырақ қайталайды, ал цилиндр жақсырақ центрлейді. Сондықтан торец бойынша упоры бар оправка диаметр «нашар» болғанда емес, керісінше торец өлшемді цилиндрден гөрі көбірек басқарғанда керек. Егер ұзындық, саты немесе жұмыс беті торецке байланған болса, орнатуда да сол элементке сүйену қисынды.
Цилиндрлік отырғызу қашан ыңғайлырақ
Цилиндрлік отырғызу операция үшін ең бастысы ось болғанда ыңғайлырақ. Бұл ұзын втулкалар, сақиналар және диаметрі әлі таза өңделген, бірақ тореці әлі емес дайындамаларға жиі қатысты жағдай. Егер ондай дөрекі торецке сүйенсеңіз, ұзындық іздер, бұдыр немесе біркелкі емес припуск салдарынан «жүзуі» мүмкін.
Тәжірибеде бұл бірден көрінеді. Жақсы тесігі бар, бірақ тореці дөрекі втулка упоры бар оправкаға әр жолы сәл басқаша отыруы мүмкін. Ауытқу үлкен емес шығар, бірақ ол қазірдің өзінде ұзындықта бірнеше сотка артық беруге немесе торецті оське қатысты қиғаш жіберуге жетеді.
Торецке қарсы тағы бір себеп — жанасу алаңының аздығы. Жіңішке сақина немесе жұқа бөлшек, әсіресе қырына фаска жасалған болса, оңай қисаяды. Мұндайда цилиндр бөлшекті тынышырақ ұстайды, өйткені жанасу тар сызықпен немесе бірнеше нүктемен емес, бет арқылы жүреді.
Тағы бір жиі кездесетін жағдай — қайта орнату. Егер бірінші операциядан кейін бөлшекте таза сыртқы немесе ішкі цилиндр пайда болса, екінші рет дәл сол бойынша тұрақты отырғызу алу оңайырақ. Бұл бірнеше диаметр, расточка және подшипникке арналған отырғызу орны арасындағы соостықты сақтау керек болғанда пайдалы.
Егер тапсырма торецтен ұзындық алуға емес, басқа нәрсеге байланысты болса, торецтік базалау өзі-өзімен үлкен артықшылық бермейді. Егер маңыздысы беттердің бір ось бойымен жүруі болса, цилиндрлік отырғызу, әдетте, болжамдырақ, әсіресе торец әлі сенімді базаға айналмаған кезде.
Қарапайым мысал — дайындаманы кесіп алғаннан кейінгі ұзын втулка. Оның тореці дөрекі, ал тесігі таза расточкадан өткен. Егер әрі қарай сыртқы диаметрді тесікпен соосты түрде өңдеу керек болса, цилиндр бойынша базалаған дұрыс. Торецке тіреу орнатуды ыңғайлы етуі мүмкін, бірақ ось бойынша нәтижені нашарлатуы мүмкін.
Торецтік схема қай жерде ұтады
Торецтік схема осьтік өлшем отырғызудан маңыздырақ болған жерде жақсы нәтиже береді. Егер ұзындық торецтен өлшенсе, ал тесік осіне қарағанда осы торецтің бұрышы маңызды болса, торецке тірелетін упор көбіне цилиндрлік отырғызуға қарағанда қайталанымдырақ нәтиже береді.
Бұл көбіне фланецтерде, ступицаларда және қысқа втулкаларда байқалады. Мұндай бөлшектерде дайындамадан кейін немесе дөрекі өңдеуден соң тесік аздап ауытқуы мүмкін, бірақ ұзындықты қатаң ұстау керек болады. Егер детальды тек цилиндр бойынша орнатсаңыз, тесіктің формасына байланысты ол сәл тереңірек немесе сәл жоғарырақ отыруы мүмкін. Торец бұл белгісіздікті алып тастайды.
Жеке жағдай — тесік пен торец бір-біріне тік бұрышта тұруы керек бөлшектер. Егер деталь үшін торецтің перпендикулярлығы маңызды болса, торец бойынша базалау көбіне сенімдірек, өйткені база бірден жазықтықты анықтайды. Бұл әсіресе бұрғылаудан немесе расточкадан кейін тесік формасы әлі мінсіз болмаған кезде байқалады. Ондайда цилиндрлік отырғызу тесіктегі қателерді қайталайды, ал торец оларды әрі қарай тартпайды.
Кесу операциясынан кейін айырмашылық тіпті анық көрінеді. Дайындама ұзындығы бойынша аздап ауытқумен және онша тегіс емес торецпен келеді. Егер тез арада чистовой өлшемге шығу керек болса, торецтік упоры бар оправка орнатуды жеңілдетеді: деталь базалық торецке тіреледі, ал наладкадан партияға дейінгі тұрақтылық артады.
Мұндай схема екінші торец сол орнатуда өңделген кезде де қолайлы. Бұл жағдайда жалпы ұзындықты ұстау оңайырақ, өйткені бірінші торец нақты базаға айналып үлгерді. Серия үшін бұл үлкен плюс: бақылау тезірек жүреді, ал осьтік өлшем бойынша шашырау әдетте азаяды.
Чертеж бойынша, әдетке қарап емес, қалай таңдау керек
Алдымен оснасткадан емес, чертежден бастаған дұрыс. Ең алдымен бөлшек қандай өлшемді ең қатаң ұстауы керек — соны табыңыз. Егер ұзындық торецтен өлшенсе, ал торецтің оське қатысты бұрышы жинаққа әсер етсе, торецтік базалауға арналған оправка жиі жақсырақ жұмыс істейді. Ал егер өлшемдер мен соғу диаметрге байланса, цилиндр бойынша отырғызуға қараған жөн.
Келесі қадам — допускілер қай базадан басталатынын тексеру. Бұл қарапайым қадам, бірақ оны жиі өткізіп жібереді. Чертежде база тікелей көрсетілуі мүмкін, не болмаса өлшемдер мен пішін допускілерінің тізбегі арқылы оқылады. Егер өлшем логикасының бәрі торецтен басталса, тек орнату ыңғайлырақ болғандықтан цилиндрге басты рөл берудің қажеті жоқ.
Одан кейін торецтің өзін бағалаңыз. Егер ол таза өңделген, бұдырсыз және көзге көрінерлік іздерсіз болса, оған сүйенуге болады. Егер торец жұқа, серпілгіш немесе тек қырымен ғана жанасса, қағаздағы есеп цехта жұмыс істемеуі мүмкін.
Содан кейін екі тәуекелді салыстырыңыз: торецке тірегендегі детальдың қисайып кетуі мен цилиндр бойынша отырғызғандағы осьтік ығысу. Әдетте бірнеше детальға сынақ орнатып, бірден өлшем алу жеткілікті болса, дау тез шешіледі. Қысқа втулкада, отырғызу диаметрі шағын және жалпы ұзындық қатаң болғанда, торецтік схема жиі ұтады. Ал ұзын бөлшекте сенімді цилиндр мен екінші дәрежелі торец болса, диаметр бойынша отырғызу ыңғайлырақ болады.
Цехтан қысқа мысал
Мұны посадкалық тесігі, сыртқы диаметрі және ұзындық бойынша дәл өлшемі бар қысқа ступицада жақсы көруге болады. Ұзындық бойынша допуск аз, ал екінші торец оське қатысты тура жүруі керек. Мұндай бөлшекте база таңдау тез арада теория болып қалмайды.
Егер бөлшекті цилиндрлік отырғызуға қойсаңыз, ол тесік бойынша отырады, бірақ ұзындық жиі бірнеше соткаға «жүзеді». Себебі қарапайым: саңылау бар, қысып бекіту күші бар, және бөлшек әр жолы ось бойында аздап басқаша орын алады. Ұзын втулка үшін бұл кейде рұқсат етіледі. Қысқа ступица үшін ауытқу тым көзге түседі.
Мұндай жағдайда торец бойынша упоры бар оправка көбіне тынышырақ нәтиже береді. Деталь таза торецке тіреледі, ал дәл сол торец ұзындық бойынша орынды анықтайды. Өлшемді тезірек жинауға болады, өйткені операторға цилиндр бойымен кездейсоқ отырғызуды әр жолы «ұстап» отырудың қажеті жоқ.
Тағы бір плюс бар. Деталь сенімді базалық торецке жақсы тірелсе, өңдеуден кейін екінші торец те тесік осіне қатысты бірқалыптырақ шығады. Перпендикулярлықты сақтау жеңілірек, өйткені қысу кезінде база ось бойымен орын ауыстырмайды.
ЧПУ токарь станогында бұл серия кезінде айқын көрінеді. Бірінші деталь цилиндрлік схема бойынша да жақсы шығуы мүмкін, егер шебер оны мұқият қысса және өлшемді ұстап қалса. Бірақ бесінші немесе оныншы детальға келгенде бақылау кезінде айырмашылық білінеді: торецке тірегенде нәтиже тұрақтырақ қайталанады.
Дегенмен бір шарт бар. Егер бірінші торец шикі болса, дайындамадағы толқын немесе бұдыр болса, ол өзі қате көзіне айналады. Онда алдымен базаны дайындау керек: торецті жону, бұдырды алу және жанасуды тексеру.
Қай жерде жиі қателеседі
Ең жиі қате қарапайым: технолог дәл диаметрді көріп, оны басты база деп алады, ал шын мәнінде чертежде ұзындық пен бұрышқа арналған допуск торецтен берілген болады. Нәтижесінде деталь цилиндрде әдемі отырады, бірақ база бойынша өлшем «жүзеді». Сосын себепті инструменттен немесе станоктан іздей бастайды, ал мәселе орнату схемасының өзінде болған.
Екінші типтік қате — торец бойынша лас жанасу. Азғантай стружка, бұдыр немесе алдыңғы операцияның ізі жалған упор жасауға жеткілікті. Қате тіпті аз болуы мүмкін, бірақ ол бірден ұзындыққа да, перпендикулярлыққа да өтеді.
Қысуды да жиі бағаламайды. Деталь торецке толық жазықтықпен емес, тек қырымен ғана тиюі мүмкін. Қысқаннан кейін жанасу өзгереді де, база іс жүзінде ығысады. Бұл жұқа сақиналарда, втулкаларда және қабырғасы онша қатты емес бөлшектерде ыңғайсыз. Торец бойынша базалауға арналған оправка тек торец шынымен тығыз және біркелкі отырған кезде ғана жақсы жұмыс істейді.
Тағы бір қате — тек оправканың отырғызу диаметріне қарап, торецтік соғуды тексермеу. Егер оправка тореці соғып тұрса, бөлшек өңдеу басталмай тұрып-ақ қисайып кетеді.
Партияны іске қоспай тұрып бірнеше нәрсені тексеру жеткілікті: чертежде жұмыс өлшемдері қандай беттен берілген, бөлшек тореці таза ма, қысқаннан кейін жанасу алаңы өзгере ме, оправканың торецтік соғуы бақылана ма және бір наладкада дөрекі және таза база араласып кетпеген бе. Соңғысы ойлағаннан жиі кездеседі. Маршрут формалды түрде бірдей көрінеді, ал база басқа болып шығады, сондықтан нәтиже ажырай бастайды.
Іске қоспас бұрын қысқа тексеріс
Іске қоспас бұрынғы бес минут партияны ұзындық пен бұрыш бойынша шашыраудан құтқарып қалады. Әсіресе торецтік упоры бар оправка таңдалғанда және одан дәл ұзындық пен тұрақты перпендикулярлық күтілсе, бұл анық байқалады.
Алдымен бағдарламаны емес, жанасуды қарайды. Егер деталь торецінде бұдыр, резец ізі немесе кішкентай соғылу қалса, деталь толық жазықтықпен отырмайды. Кейін упордың өзін тексереді. Упор бетінің астындағы бір ғана стружка ось бойынша артық бірнеше сотка қосуы мүмкін.
Одан кейін индикаторды торецке қойып, бір детальды кемінде үш рет қайта орнатып көру пайдалы. Егер тілше әр жолы шамамен бір жерге келсе, схема тыныш жұмыс істеп тұр. Егер көрсеткіштер «жүзсе», себеп әдетте қарапайым: лас упор, деталь толық отырмаған немесе қысу әлсіз.
Бір ғана дайындамаға қарап шешім шығармаған дұрыс. Алғашқы 3–5 детальды қатарынан тексеріп, тек ұзындықты емес, торец бұрышын да қараған әлдеқайда адал. Егер әр қайта орнатқан сайын өлшем сақталып, перпендикулярлық кетпесе, партияны артық тәуекелсіз іске қосуға болады.
Әрі қарай не істеу керек
Екі схеманы салыстырғаннан кейін шешімді «есте сақтау бойынша» қалдырмаңыз. Базаны наладка картасында наладчик, оператор және бақылаушы бірдей түсінетіндей етіп бекітіңіз. Тікелей былай жазған дұрыс: «торец бойынша упор, ұзындық өлшемін торецтен ұстаймыз» немесе «база цилиндр бойынша, торец тек тірек». Қысқа әрі анық жазба станок жанындағы артық дауды алып тастайды.
Одан кейін бөлшектерді екі топқа бөлу пайдалы. Бірінші топта торец ұзындыққа, соғуға және перпендикулярлыққа цилиндрден күштірек әсер етеді. Мұндай бөлшектер үшін торец бойынша базалауға арналған оправка көбіне болжамдырақ нәтиже береді. Екінші топта негізгі өлшем диаметрден келеді, ал торец екінші орында тұрады. Онда цилиндрлік отырғызу көбіне наладкада оңай әрі арзан болады.
Егер серия ұзын болса, оснастканы бір ғана сәтті детальға қарап таңдамаңыз. Орнату жылдамдығы, қайталанғыштық және отырғызудың тозуы маңызды. Кейде цилиндрлік схема бастапқы іске қосуда ыңғайлы сияқты көрінеді, ал 200 детальдан кейін торецтік база ұзындық шашырауын азайтып, түзетуді де аз талап етеді.
Егер сіз орнату схемасымен қатар, осындай номенклатураға лайық станоктың өзін де таңдап жатсаңыз, тапсырманы кеңірек қараған дұрыс. EAST CNC, east-cnc.kz, метал өңдеуге арналған ЧПУ токарь станоктарымен жұмыс істейді және жабдық таңдауға, жеткізуге, іске қосу-баптауға және сервисте көмектеседі. Компанияның метал өңдеу бойынша практикалық материалдары бар өз блогы да бар, сондықтан шешімді тек бір бөлшек үшін емес, цехтың типтік міндеттері үшін де салыстыру ыңғайлы.
Іске қосқаннан кейін бірінші партияның өлшемдерін жинаңыз да, бір ғана детальмен шектелмеңіз. Кемінде қатарынан 10–20 дана тексеріңіз: ұзындықты, торецтің перпендикулярлығын және қайта орнатқаннан кейінгі қайталанғыштықты қараңыз. Егер шашырау ұзындық бойынша жүрсе, алдымен упорға, торецтің тазалығына және қысу күшіне қараңыз. Егер соостық кетсе, қайтадан отырғызуға және цилиндрлік базаның күйіне оралыңыз.
Жақсы схема қысқан сәтте емес, бірінші партияның өлшемдері мен оператордың қанша рет араласуға мәжбүр болғаны арқылы көрінеді.
FAQ
Қай кезде торец бойынша упоры бар оправканы алған дұрыс?
Мұны ұзындық торецтен өлшенетін және сол торец оське қатысты бұрышты ұстайтын кезде таңдаңыз. Торец бойынша упор детальді ұзындық жағынан бірдей орынға қояды, ал цилиндр тек центрлейді.
Қай жағдайларда кәдімгі цилиндрлік отырғызу жеткілікті?
Ол операция үшін соостық торецтен гөрі маңызды болғанда ыңғайлы. Егер тесік немесе сыртқы диаметр таза өңделіп, ал торец әлі дөрекі болса, цилиндр бойынша отырғызу әдетте тынышырақ нәтиже береді.
Неліктен детальды тек тесік бойынша орнатқанда ұзындық ауытқып кетеді?
Өйткені отырғызудағы саңылау детальға ось бойымен аздап қозғалу мүмкіндігін береді. Оған фаска, бұдыр, аздап конустық немесе әртүрлі қысып бекіту қосылып, деталь әр жолы сәл басқаша отырады.
Базаны чертеж бойынша қалай тез түсінуге болады?
Алдымен чертежді ашып, ең қатаң допускі бар өлшемді табыңыз. Егер өлшемдер тізбегі торецтен басталса, торекке сүйеніңіз; егер бәрі ось пен диаметрлерге байланған болса, цилиндрлік базаға қараған дұрыс.
Оправкаға орнату алдында торецті дайындау керек пе?
Иә, әйтпесе упордың өзі қате көзіне айналады. Бұдырды алып тастаңыз, кірді тазалаңыз, резецтің іздерін тексеріңіз және тек бір қырмен емес, толық жанасуға қол жеткізіңіз.
Торецтік упор нәтижені нашарлатуы мүмкін бе?
Мүмкін, егер торец тегіс болмаса, жұқа болса немесе серпілсе. Ондайда деталь қисайып қалады, ал қысқаннан кейін жанасу орны өзгеріп, сіз ұзындық пен бұрышты қатар жоғалтасыз.
Қысқа втулка үшін қайсысы жақсы: торецтік упор ма, әлде цилиндр ме?
Торецтік базалау көбіне қысқа втулкаға жақсырақ келеді. Ал ұзын втулкада, егер тесікпен соостықты сақтау керек болса, цилиндр бойынша отырғызу жиі ұтады.
Серияны іске қоспас бұрын нені тексеру керек?
Упордың және торецтің тазалығын тексеріп, бір детальды бірнеше рет қайта орнатып көріңіз. Егер өлшем мен индикатор көрсеткіші ауытқыса, стружканы, детальдің толық отырмауын немесе отырғызудағы артық саңылауды іздеңіз.
Қысқаннан кейін өлшем кетіп қалса, не істеу керек?
Бағдарламаны бірден түзете бермеңіз. Алдымен детальдің базаға қалай отырғанын, қысқаннан кейін жанасу өзгермей ме, және оправка тореці соғып тұр ма — соны қараңыз.
Ұзақ наладкасыз орнату схемасын қалай тексеруге болады?
3–5 детальды қатарынан сынап көріп, ұзындығын, торецтің перпендикулярлығын және қайта орнатқаннан кейінгі қайталанғыштығын өлшеңіз. Егер мәндер бірқалыпты болса, схеманы қалдыруға болады; егер жоқ болса, мәселені тек станоктан немесе инструменттен іздемей, базаны өзгертіңіз.