Оправкадағы бекіткіш винт: ол осьтестікті қалай бұзады
Оправкадағы бекіткіш винт құралды жүздік миллиметрлерге дейін ығыстыруы мүмкін. Ауытқу қайдан пайда болатынын, өлшеу не көрсететінін және серияға дейін торапты қалай тексеру керегін талдаймыз.
Неге бәрі бір винттен басталады
Мәселе көбіне шпиндельден де, тұтас оправкадан да басталмайды. Оны бір ғана бекіткіш винт қозғайды, егер ол құйрық бөлігін жанынан басып тұрса, ал ось бойымен қыспаса. Сырт көзге бәрі дұрыс сияқты көрінуі мүмкін, бірақ құрал қазірдің өзінде дұрыс отырмаған болады.
Винт кішкентай, бірақ әсері нүктелік. Ол жүктемені бүкіл бетке таратпайды, құйрық бөлігін бір жаққа итереді. Егер отырғызу тығыз болса, ығысу өте аз болуы мүмкін. Бірақ шығу ұзын болғанда, бірнеше жүздік миллиметрдің өзі тез арада көзге түсетін құрал ауытқуына айналады.
Сондықтан оправканың осьтестігі оператор анық ақауды көргенге дейін-ақ бұзылады. Қысқа құралда ауытқу шамалы ғана байқалады. Ұзын шығуда сол бірнеше жүздік бетте із қалдырады, шуды арттырады және өлшемді бұзады.
Ең жағымсызы - алғашқы бөлшек көбіне қалыпты көрінеді. Өлшем допускке сыйып кетеді, беті күмән тудырмайды, процесс тыныш сияқты. Бірақ бұл тыныштық алдамшы. Ығысқан құрал қисайып жұмыс істейді, қырлар бойынша жүктеме біркелкі түспейді, ал бірнеше бөлшектен кейін жағдай өзгере бастайды.
Әдетте алдымен шашырау өседі. Бір бөлшек өтеді, келесісі допуск шетіне жақындайды, кейін айқын ауытқу пайда болады. Егер партия үлкен болса, мәселе біртіндеп жиналады: құрал қызады, қыры тезірек тозады, ал ығысу әсері күшейе түседі.
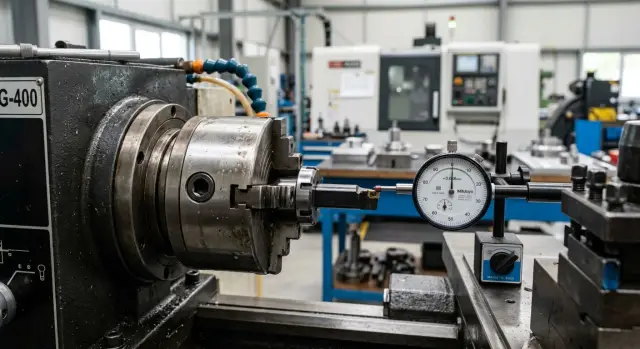
Индикатормен өлшеу мұны ақаудан бұрын ұстап қалады. Оправканы айналдырып, құралдың шеңбер бойымен қалай жүретінін көру жеткілікті. Егер тілше ауытқуды көрсетсе, себеп көбіне құралдың геометриясында емес, оны винттің қалай қысып тұрғанында жатыр.
Оператор оправканы орнатып, винтті әдеттегіден сәл қаттырақ тартып, станокты іске қоса алады. Бірінші бөлшек жарамды болып шығуы мүмкін, сондықтан баптауға тиіспейді. Бірақ бірнеше циклдан кейін биение өлшемде де, өңдеу тазалығында да көріне бастайды.
Осылайша бір винт бүкіл мәселенің бастауы болады. Ол құралдың орнын миллиметрдің жүздік үлесіне жылжытады, ал станок сол қатені әр бөлшекте дәл қайталайды. Сондықтан тексеруді ақаудан кейін емес, жинағаннан кейін бірден бастаған дұрыс: сонда индикатор себепті көрсетіп тұрады, салдарын емес.
Винт оправканы қалай ығыстырады
Бекіткіш винт қателік көзі ретінде онша маңызды көрінбейді. Бірақ ол бүкіл шеңбер бойымен емес, бір нүктеде ғана басады. Сол себепті оправка жай ғана бекітілмейді, осьтен шетке ығысады.
Егер отырғызу онша дәл болмаса және ішінде аздаған саңылау болса, винт сол бос орынды рычаг сияқты пайдаланады. Ол оправканы қарсы қабырғаға қысып, ортасын жылжытады. Саңылау қаншалық көп болса, ығысу да соншалық айқын болады.
Мәселе винтті шектен тыс тартқанда күшейеді. Қатты тарту торапты дәл қылмайды. Тек оправканы одан сайын жанға ығыстырады, кейде тіпті сәл қисайтады, егер жанасу шетпен немесе ескі ойықпен түссе.
Тәжірибеде бұл бірден байқалады. Оператор оправканы орнатып, винтті тартады да, биені тексереді. Индикатор кездейсоқ шашырауды емес, бір бағытқа тұрақты ығысуды көрсетеді. Егер винтті босатып, оправканы қайта отырғызсаңыз, жағдай жиі өзгереді.
Винттің ізі де көп нәрсе айтады. Жаңа із, сызық немесе ойық винттің бөлшекті қай жаққа итергенін көрсетеді. Бұл дәл өлшеу әдісі емес, бірақ жылдам тексеру үшін жеткілікті. Ізге қарап, қай жерде жанасу тым қатты екенін және оправка қай жерде дұрыс отырмағанын оңай түсінуге болады.
Көбіне ауытқу бірнеше ұсақ себептің қосылуынан пайда болады: винт дөңгелек бетке тірек алаңсыз басады, отырғызу орнында тозу не кір бар, оправка толық отырмаған, ал оператор алғашқы жанасудан кейін винтті тағы ширек не жарты айналымға бұраған.
Тіпті кішкентай ығысу да құрал шығуында елеулі биенеге айналады. Егер оправка базасында бірнеше жүздікке жылжыса, ұзын құралда бұл мән одан әрі өседі. Сондықтан мәселе көбіне ақаудың өзінен бұрын индикатормен көрінеді.
ЧПУ токарлық станоктарында мұндай әсер сериялы жұмыста әсіресе қолайсыз. Бірінші бөлшек өлшемге түсуі мүмкін, ал кейін диаметр, бет тазалығы және отырғызу сыр бере бастайды. Ал себебі өте байқалмайды: оправканы дұрыс емес жаққа тартып тұрған жалғыз бір винт.
Егер жинағаннан кейін индикатор әр жолы бір бағытта ауытқуды көрсетсе, кездейсоқ қателікті емес, қысу нүктесін іздеңіз. Көп жағдайда мәселе дәл сонда болады.
Ақаудан бұрын өлшеу не көрсетеді
Мәселе әдетте бөлшектен бұрын индикаторда көрінеді. Өлшем әлі допуск ішінде тұрған кезде-ақ оправканың бір жаққа тартылып тұрғанын байқауға болады.
Алғашқы белгі - шығудағы биененің өсуі. Отырғызу маңында көрсеткіш жарамды болуы мүмкін, ал оправканың ұшына жақындаған сайын ол айқын өседі. Бұл негіздегі азғантай қисықтықтың ұзындық бойымен күшеюінен болады.
Қарапайым сынақ бар. Оправканы орнатып, торапты айналдырып, бір мән аласыз. Сосын бекіткіш винтті сәл тартып көресіз - тілше бірден басқа санға ауысады. Егер бір дотяжкадан кейін биение бірнеше жүздікке өзгерсе, мәселе өлшеуде емес, бекітудің өзінде.
Көбіне тек мәннің өзі емес, тұрақсыздық та күмән тудырады. Оправканы алып, қайта қойып, дәл сол күшпен тартып көрдіңіз - нәтиже басқа. Бүгін 0,01 мм, қайта орнатқаннан кейін 0,03 мм. Дұрыс отырғызу үшін бұл жаман белгі: торап әр жолы сәл басқаша отырады.
Әдетте көрініс мынадай болады: оправканың корпусында биение аз, шығуда ол өседі, винтті қосымша тартқанда цифра бірден өзгереді, ал қайта орнату сол нәтижені қайталамайды.
Бөлшекте әсер кешігіп келеді. Алғашқы бірнеше цикл тыныш өтуі мүмкін, әсіресе режим жұмсақ болса және допуск онша қатаң болмаса. Кейін торап қызады, жүктеме қайталана береді, құрал әр өту сайын сол қисайған күйде жұмыс істейді, нәтижесінде өлшем ауытқиды. Алдымен шашырау көрінеді, кейін бір жаққа тұрақты жылжу байқалады.
Жақсы мысал - тесікті жону немесе таза өңдеу. Бірінші бақылауда бөлшек әлі өтеді, үшінші не бесіншісінде артық жүздік немесе екі жүздік пайда болады. Оператор құралдың тозуын ойлайды, бірақ себеп көбіне бұрын жатыр: оправканы бекіткіш винт тартып кеткен, әрі бұл партияны іске қоспай тұрып-ақ индикатормен көрінген.
Егер өлшеу бір дотяжкадан кейін өзгерсе және қайта орнату бірдей сан бермесе, ақауды күтудің қажеті жоқ. Торап алғашқы бөлшектер әзірше қалыпты көрінсе де, тұрақсыз жұмыс істеп тұр.
Оправканы қалай тексеру керек
Тексеруді бірінші бөлшекке дейін жасаған дұрыс. Сонда бекіткіш винт осьті ығыстырып тұр ма, әлде мәселе отырғызуда, құйрық бөлігінде немесе винттің өзінде ме - бірден түсінесіз.
Тіпті екі бет арасындағы аздаған жоңқа да оправканың осьтестігін бұзады. Кейін оператор шығудағы биенені көреді, ал себеп тораптың ішіне тығылып қалады.
Тексеру тәртібі
-
Отырғызу орнын, құйрық бөлігін және винтті тазалаңыз. Жоңқаны, кір аралас майды және ұсақ қырларды алып тастаңыз. Егер винттің ұшы мыжылған болса немесе құйрық бөлігінде бұрынғы қатты тартудың ізі қалса, оны бірден белгілеңіз.
-
Оправканы қатты тартпай орнына отырғызыңыз. Ол қисаймай, тартқыламай, біркелкі отыруы керек. Дәл осы сәтте индикатормен алғашқы өлшеуді жасаңыз. Егер көрсеткіш басынан нашар болса, толық тарту оны түземейді.
-
Екі нүктені тексеріңіз. Әуелі көрсеткішті базаға, отырғызу орнына жақын жерде алыңыз. Сосын индикаторды шығуға жылжытыңыз. Егер база маңында мән нөлге жуық болып, әрі қарай ауытқу өссе, торап біркелкі тартылмай тұр.
-
Винтті шағын қадаммен тартыңыз. Бірден шегіне дейін бұрағаннан гөрі, төрттен бір не сегізден бір айналыммен жүрген жақсы. Әр қадамнан кейін сол екі нүктеде өлшеуді қайталап, сандарды жазып отырыңыз.
-
Тарту алдындағы және кейінгі нәтижені салыстырыңыз. Егер база маңындағы көрсеткіш аса өзгермей, ал шығуда биение өссе, винт оправканы жанға ығыстырып тұр. Егер ауытқу бірден барлық жерде ұлғайса, кірді, қыртысты немесе отырғызу зақымын іздеңіз.
Мұндай тәртіп түсінікті сурет береді. Сіз тек оправканың биіп тұрғанын ғана емес, ол қай сәтте ауытқығанын және бұған не себеп болғанын да көресіз.
Кішкентай мысал: тартуға дейін база маңында индикатор 0,003 мм, шығуда 0,008 мм көрсетеді. Мұқият тартқаннан кейін база маңында 0,004 мм қалады, ал шығуда 0,025 мм болады. Мұндай айырма сирек кездейсоқ шығады. Әдетте бұл винт құйрық бөлігін қысқанда оны ығыстырғанының тікелей белгісі.
Қателер көбіне асығыстықтан басталады. Оператор тек шығуды өлшейді, винтті бірден соңына дейін тартады немесе индикаторды әр жолы сәл басқа нүктеге қояды. Нәтижесінде сандар бар, бірақ оларды шынайы салыстыру мүмкін болмай қалады.
Егер тартқаннан кейін көрсеткіш нашарлап кетсе, партияны іске қоспаңыз. Винтті босатыңыз, отырғызу орнын қайта тазалаңыз, құйрық бөлігіндегі ізді тексеріңіз де, өлшеуді сол тәсілмен қайталаңыз. Осы екі минут көбіне ақау себебін сериядан кейін іздегеннен әлдеқайда арзанға түседі.
Партияны іске қоспас бұрынғы мысал
Втулкалар партиясының алдында баптаушы ЧПУ токарлық станокқа басқа бір оправканы орнатып, әдеттегі индикатормен өлшеу жасайды. Соңғы тартуға дейін бәрі тыныш сияқты: тілше допуск шегінде қозғалады, отырғызу біркелкі, осьтестік сұрақ тудырмайды.
Мәселе көп адам формальдылық деп санайтын сәтте басталады. Баптаушы бекіткіш винтті тартып, торапты тағы айналдырып көреді де, басқа сандарды байқайды. Мысалы, 0,006 мм болған мән 0,025 немесе 0,03 мм-ге дейін өседі. Қарапайым операция үшін бұл қалыпты көрінуі мүмкін, бірақ втулкалар партиясы үшін мұндай ығысу қауіпті.
Сырттай бәрі сол күйі дұрыс сияқты. Оправка тығыз отыр, құрал бос емес, бөтен дыбыс жоқ. Сондықтан жинақты қозғамай қоя салуға азғыру туады: алғашқы бөлшектер өлшемге түссе, демек әрі қарай жұмыс істеуге болады.
Көбіне солай да болады. Алғашқы бірнеше втулка диаметрі мен ұзындығы бойынша өтеді, оператор тынышталады. Бірақ біраз уақыттан кейін бақылауда конус пайда болады. Қатты емес және бірден байқалмайды - әуелі оны беріліске, резецке немесе материалға жабады.
Логикасы қарапайым. Винт оправканы жанға тартқанда, биение бірінші бөлшекте бірден ақау бермеуі мүмкін. Қысқа втулкада ауытқу тіпті жасырын қалуы ықтимал. Кейін жүктеме, қызу және циклдің қайталануы қосылады, сонда ығысу өңдеудің бүкіл ұзындығы бойынша көріне бастайды.
Мұндай жағдайда болжағаннан гөрі, сол бір ретпен және сол нүктеде өлшеуді қайталау дұрыс: винтті тартқанға дейін биенені өлшеу, оны жұмыс күшіне дейін тарту, қайтадан сол диаметр мен сол базаны тексеру, сосын тек сол винтті босатып, көрсеткішті салыстыру. Егер өсім әр тартуда қайталанса, себеп жақын.
Резец емес, бағдарлама емес, материал да емес. Бір винт оправканың орнын жүздікке өзгертеді, ал втулкаларда ол жүздіктер тез арада конусқа және партия бойынша шашырауға айналады.
Мұндай мысал индикатор неге алғашқы жарамды бөлшектен де шынайырақ екенін жақсы көрсетеді. Бөлшек, әсіресе іріктеу аз болса, кездейсоқ бақылаудан өтіп кетуі мүмкін. Ал индикатор тораптың тартудан кейін қалай ауытқығанын бірден көрсетеді.
Сондықтан партияны іске қоспас бұрын соңғы дотяжкадан кейін тағы бір минутты тексеруге жұмсаған жөн. Оправканы бекітудегі қателер көбіне тым алыс жерден ізделеді, ал себеп бір ғана бекіткіште жатады.
Жинақта жиі жіберілетін қателер
Бірінші әдеттегі қате - винтті бірден шегіне дейін тарту. Механик сенімдірек қысқысы келеді, бірақ жанама күш алады. Оправка сәл жылжиды да, осьтестік бірінші кесуден бұрын-ақ бұзылады. Көзге бұл дерлік білінбейді, ал индикаторда артық жүздіктер көрініп тұрады.
Екінші қате - өлшеуді тек база маңында жасау. Ол жерде биение қалыпты көрінуі мүмкін, өйткені аймақ қысқа әрі қатты. Бірақ шығуда көрініс өзгереді. Өлшеу нүктесі базаға неғұрлым алыс болса, оправканың бір жаққа тартылғаны соғұрлым анық көрінеді.
Тағы бір қателік - құйрық бөлігі шын мәнінде қалай отырғанын тексермеу. Егер жанасу орнында кір, қыр немесе бұрынғы қысудың ізі болса, бөлшек дұрыс жатпайды. Винт тек қисықтықты күшейтеді. Кейде мәселені сағаттап пластинадан, державкадан немесе патроннан іздейді, ал ол құйрық бөлігіндегі кішкентай жанасу нүктесінде жатады.
Жинақ көбіне мына дағдылардан бұзылады: винт бір қозғалыспен, біркелкі отырғызусыз тартылады, биение тек базаға жақын тексеріледі, орнатар алдында құйрық бөлігі тазаланбайды, ал шешіп қайта орнатқаннан кейін қайталап өлшеу жасалмайды.
Соңғы тармақ дауды екі минутта шешіп береді. Егер қайта орнатқаннан кейін көрсеткіш өзгерсе, себеп көбіне өңдеуде емес, жинақта жатыр. Бұл әсіресе серия алдында маңызды: әлі ақау кетпеген, бірақ индикатор оправканың тұрақсыз отыратынын көрсетіп тұр.
Тәжірибеде былай болады: база маңында индикатор жарамды мән көрсетеді, ал шығуда тілше едәуір алыстайды. Оператор пластинаны ауыстырады, режимді тексереді, патронға қарайды, бірақ мәселе жоғалмайды. Кейін оправканы шешіп, құйрық бөлігін тазалап, винтті тартпай, бірқалыпты қысып, қайта орнатқанда басқа нәтиже алады. Демек, себеп жинақта болған.
ЧПУ станоктарымен сервис жұмысында мұндай ұсақ нәрселер үнемі кездеседі. EAST CNC сияқты күн сайын токарлық құрал-сайманмен жұмыс істейтін компаниялар үшін бұл артық уақытты іздеуге кетіретін жиі себеп. Олардың east-cnc.kz блогында осындай практикалық нәрселерді жиі талдайды: қай жерде қате кішкентай көрінеді, ал серияда тез қымбатқа түседі.
2 минутта нені тексеру керек
Іске қосудың алдындағы екі минут кейде тұтас партияны сақтап қалады. Егер бекіткіш винт құйрық бөлігін біркелкі қыспаса, мәселе әдетте айқын ақау пайда болмай тұрып-ақ көрінеді.
Жылдам тексеруді винттің өзінен емес, оның басып тұрған бетінен бастаған дұрыс. Құйрық бөлігіндегі кішкентай ғана қыр да отырғызуды өзгертеді. Винт сол шығыңқы жерге тіреледі, оправка сәл ығысады, ал индикатор бірден артық жүздіктерді көрсетеді.
Бес нәрсені тексеріңіз:
- Құйрық бөлігіндегі жанасу орнын тырнақпен жүргізіп көріңіз. Егер саусақ ілініп қалса, онда қыр немесе ойық бар.
- Тарту алдында және тартқаннан кейін индикатормен өлшеу жасаңыз. Егер биение елеулі өзгерсе, винт бекітіп тұрған жоқ, керісінше тартып тұр.
- Винт ізін қараңыз. Біркелкі жанасу ізі жиегіндегі жіңішке сызаттан жақсы.
- Оправканы алып, дәл сол торапқа қайта орнатыңыз. Егер екінші өлшеу біріншісімен сәйкес келмесе, отырғызу тұрақсыз.
- Шығуды сызғышпен немесе тіреуішпен тексеріңіз. Қайта қысқаннан кейін ол өзгерсе, торап бірдей қалыпта ұстамайды.
Винт ізіне көбіне мүлде қарамайды, ал ол босқа емес. Ол жүктеменің қалай түсетінін тез көрсетеді. Егер із бір жаққа ығысса, винт қисайып басып тұр. Егер із жыртылған болса, бет бүлінген, әрі әр жаңа қысу оправканы сәл басқаша отырғызады.
Қарапайым тәсіл де бар: винтті бірден соңына дейін тартпаңыз. Әуелі оправканы отырғызып, сәл қысыңыз, индикатормен биенені тексеріңіз, сосын соңына дейін тартып, көрсеткішті салыстырыңыз. Егер соңғы тартудан кейін тілше ауытқыса, көзін таптыңыз. Мәселе бөлшекте де, шпиндельде де емес, бекітуде.
Тәжірибеде бұл былай көрінеді. Баптаушы оправканы орнатып, 0,01 мм алады. Соңғы тартудан кейін 0,04 мм көреді. Торапты шешіп, жанасу орнын тазалайды, қырды алып тастайды, қайта орнатып, тартуға дейінгіге жуық сол мәнді алады. Мұндай ұсақ нәрсе көбіне ұзақ іздеуден тезірек мәселені шешеді.
Егер осы тармақтардың біреуі де өтпесе, өңдеуді «тәуекелмен» бастауға болмайды. Жылдам қарау, қайта орнату және тағы бір бақылау өлшеуі ауысымнан кейін дайын он бөлшекті тексергеннен аз уақыт алады.
Әрі қарай не істеу керек
Егер мұқият жинағаннан кейін де ауытқу қайталанса, торапты әр жолы күштірек тартуға тырыспаңыз. Сонда сіз тек себепті жасырып, отырғызуда жаңа кернеу қосасыз. Әуелі винттің өзін, сосын оправканың геометриясын және отырғызу беттерінің күйін тексеріңіз.
Винттен жиі қарапайым, бірақ жағымсыз ақаулар табылады: ұшы мыжылған, қисайып басудың ізі бар, резьбада кір жиналған, тарту біркелкі емес. Егер ол ось бойынша баспаса немесе бөлшекті бір нүктемен іліп тұрса, оправка қайта-қайта жанға тартылады. Тіпті жаңа винт те көмектеспейді, егер оған арналған тесік ығысқан болса, ал отырғызуда әлдеқашан мыжылу ізі қалса.
Содан кейін бекіту тәсілін жұмыс режимімен салыстырыңыз. Қысқа шығу мен орташа жүктеме көбірек кешіреді. Ұзын шығу, ауыр құрал, үзілісті кесу және жоғары айналым әлсіз тұсты бірден көрсетеді. Егер торап бастапқыдан шектеулі режимде жұмыс істесе, бір винтті ауыстырумен іс бітпейді.
Серия алдында қарапайым тәртіпті бекітіп алған пайдалы: партия басталмай тұрып операцияға рұқсат етілетін биенені белгілеу, жинақтан кейін және сынама кесуден соң өлшеу жасау, нәтижені жазып қою және мән допусктен асып кетсе, бөлшек әзірше қалыпты көрінсе де, бірден тоқтау.
Мұндай тәсіл құралды да, баптаушының уақытын да үнемдейді. Партиядағы ақау көбіне алғашқы жаман өлшеуден кейін келеді. Егер тек бөлшектегі айқын ізді күте берсеңіз, себепті іздеуге ауысым кетіп қалуы мүмкін.
Тағы бір дұрыс қадам - торапты тұтас қарау. Конус ішінде тозу бар ма, отырғызуда соққы ізі бар ма, айналып кету белгілері мен қайта орнатқаннан кейінгі қайталанғыштық қандай - соны тексеріңіз. Оправканың осьтестігі сирек өздігінен бұзылады. Әдетте оның нақты механикалық себебі болады, және оны тез табуға болады.
Егер мәселе әртүрлі операцияларда қайталанса немесе осындай режимдерге жабдық таңдап жүрсеңіз, станокты іске қосумен айналысатын мамандармен кеңескен пайдалы. EAST CNC токарлық ЧПУ станоктар мен өңдеу орталықтарын жеткізеді, сондай-ақ таңдауға, іске қосу-жөндеуге және сервиске көмектеседі. Мұндай жағдайда бұл ыңғайлы: станокқа ғана емес, құрал-сайман, режимдер және шынайы дәлдік байланысына да басынан қарай аласыз.