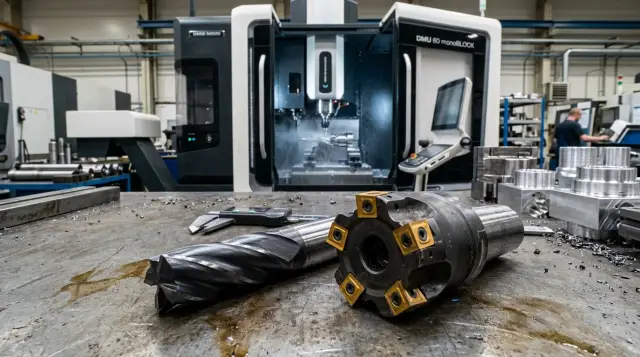
Монолитті фреза немесе ауыстырылатын пластиналы фреза: таңдау
Монолитті фреза немесе ауыстырылатын пластиналы фреза — төзімділігі, ауыстыру уақыты және болат, нержавейка мен алюминийдегі бет сапасы бойынша салыстыру.
Қай жерде таңдау пайда болады
Бұл таңдау көбінесе каталогта емес, тікелей станок қасында пайда болады. Бөлшек серияға кетті, құрал өлшемнен ауытқылай бастады, бет нашарлай түсті, оператор жиі фрезаны ауыстыру үшін өңдеуді тоқтатады. Осы сәтте сатып алу бағасы көп нәрсені түсіндіре бермейді.
Монолитті фреза мен ауыстырылатын пластиналы фреза бағасы жақын болуы мүмкін, бірақ жұмыста олар әрқалай мінез көрсетеді. Бірі жиі таза бетті береді және өлшемді тұрақты ұстайды. Екіншісі кромка тозғаннан кейін станокты жұмысқа тез қайтаруға көмектеседі. Тек бағаға қарап қана алсаңыз, кейін тоқтау, наладка және бракқа көп ақша кететін құралды алуға болады.
Айырмашылық әсіресе жаңа бөлшекті іске қосқанда, материалды болаттан алюминийге ауыстырғанда, шағын партияны серияға аударғанда немесе станок тоқтауларын қысқартқысы келгенде көрінеді. Фрезерлеуден кейінгі бет туралы шағымдар да тез осы сұраққа апарады.
Бөлшектің мақсаты шешімді ойлағаннан да қатты өзгертеді. Егер корпустың үлкен артық материалын тез алып тастау керек болса, ауыстырылатын пластиналы фрезаларға қараған дұрыс. Ал дәл элементтерде, ровный кромка мен өлшем маңызды болса, монолитті фреза көбінесе болжамдырақ нәтиже береді.
Бұл салалар бойынша да көрінеді. Автомобиль бөлшектерінде көбіне темп пен сериялы қайталаным маңызды. Медициналық құрал-жабдық компоненттерінде беттің тазалығы мен кромканың дәлдігі қатаң талап етіледі. Бірдей құрал екі тапсырмада әрқалай ыңғайлы болады.
Тағы бір жиі қателік — тек кесу метрлері немесе фреза төзімділігіне ғана қарау. Цех ақша жоғалтатын тек кромка тозған сәт емес. Жоғалу станоктың өзі тұрғаннан бастап басталады. Құралды, түйіспені және бірінші бақылауды ауыстыруға 8–10 минут кетсе, бұл үзіліс өзі фреза ресурсы арасындағы айырмашылықтан қымбат болуы мүмкін.
Сондықтан таңдау көбінесе бір көрсеткішке емес, бүкіл операцияға қарай шешіледі: қанша металл алу керек, қанша рет станокты тоқтату қажет және деталь қандай бетті алу керек.
Осы фрезалардың арасындағы айырмашылық неде
Монолитті және ауыстырылатын пластиналы фреза арасындағы таңдау ең алдымен конструкциядан тәуелді. Монолиттік құрал қатты легірленген болаттан бір бөлік ретінде жасалады. Сборный фрезада корпус пен ауыстырылатын режущие пластиналар бар.
Монолитті фреза
Монолитті фрезада кескіш бөлігі мен хвостовик бір бүтін. Сондықтан қосылыстар мен ойықтар аз болады. Мұндай құрал әдетте тыныш кеседі және тазалау проходтарында, ойықтарда, қалталарда және кіші диаметрмен жұмыс кезінде өлшемді жақсы ұстайды.
Бұл әсіресе кез келген діріл бетке бірден зиян келтіретін операцияларда көрінеді. Контурдан өту, қалтаны шығару немесе болат пен алюминийде аккурат кромка алу керек болса, монолитті фреза жиі тұрақты жұмыс істейді. Ол дәл траектория мен таза із маңызды тапсырмаларға қолайлы.
Минусы — қарапайым: кромка тозғанда немесе сынғанда бүкіл құралды ауыстыруға тура келеді. Егер цехта көп өлшемдер мен жиі наладка болса, монолиттік фрезалардың қоры қымбатқа түседі.
Ауыстырылатын пластиналы фреза
Сборная фрезада корпус ұзақ жұмыс істейді, ал кесу пластиналары ауыстырылады. Кромка тозса — оператор жаңа пластиналар қояды да жұмысты жалғастырады. Үлкен диаметрлерде бұл әсіресе ыңғайлы, себебі бүкіл құралды алмастыру қажет емес.
Басты артықшылығы — металлды тез алу. Қатты корпус пен пластиналардың геометриясы жоғары подачамен және елеулі кесу тереңдігімен жұмыс істеуге мүмкіндік береді. Сондықтан сборный фрезалар көбіне черновой өңдеуде, уступтар мен ірі бөлшектерде, үлкен артық материалды тез алу қажет жерде қолданылады.
Оның да әлсіз жағы бар. Әр пластина өз ұясына отырады, сондықтан кір, посадканың тозуы немесе дәл емес орнату биіктікке немесе биілуге әсер етеді. Сондықтан сборная фреза жіңішке тазалау өңдеуде монолитке жиі ұтылуы мүмкін.
Қарапайым түрде: монолитті фреза көбіне өлшемді және бетті жақсы ұстайды, ал сборная тез көлемді халықтап алып, режущую бөлігін ауыстыру ыңғайлы. Практикада бұл тез көрінеді: аккурат контурға көбіне монолит таңдалады, ауыр черновойтауға — ауыстырылатын пластиналы фреза.
Өз операцияңызда қалай салыстыру керек
Не жақсы екенін таласу каталогпен емес, шынайы цех тестімен шешіледі. Бір қайталанатын операцияны және бір партия детальды алыңыз. Барлығын бірден өзгертпеңіз, әйтпесе нәтиже кездейсоқ шығады.
Тесті бір станокта, бір бағдарламада және бір оператормен өткізу жөн. Заготовка материалы, припуск, құралдың шығу ұзындығы мен кесу тереңдігі бірдей болсын. Әртүрлі режимдерде немесе әртүрлі металл партияларында фрезаларды салыстыру сенімсіз болады.
Бірінші бағалау үшін әдетте 10–20 деталь жеткілікті. Бұл құралдың жұмыстағы мінезін, тек кесу уақытын ғана емес, ауыстыру уақытын да көрсетуге мүмкіндік береді. Жазып алу керек: жүктеме астындағы минуттар мен құралды ауыстыру уақыты. Монолит үшін жиі барлық құралды ауыстыру және өлшемге қайтару керек болады. Сборныйда ауыстыру жылдамырақ болуы мүмкін, бірақ бұл корпустың конструкциясына және оператордың шеберлігіне байланысты.
Көзіңіздегі төрт нәрсені бақылаңыз: режущая бөлігінің тозуы, детальдің өлшемі, фрезерлеу бетіндегі сапа және станоктың тоқтауы. Егер фреза ұзақ өмір сүрсе де, тозғаннан кейін өлшемді ығыстырып жіберсе, ондай төзімділік әрқашан тиімді емес. Құрал арзан болса да, станокты ауыстыру мен наладқа қосымша 15 минут кетсе, үнем тез жоғалады.
Кішкентай мысал. Цех болат тақтаны бір ойықпен фрезерлейді. Монолитті фреза бүйірді таза береді және өлшемді дәл ұстайды, бірақ оны түгелімен ауыстыруға тура келеді. Сборная детальді жылдамырақ фрезерлейді, ауыстыру уақыты аз, алайда бірнеше детальдан кейін бет қалыңдап кетуі мүмкін. Мұндай жағдайда жеңімпазды фрезаның бағасы емес, дайын деталь бағасы бойынша таңдайды.
Нақты есеппен шешім көбіне алғашқы партиядан кейін-ақ көрінеді. Салыстыру керек не құрал өз алдына, не бүкіл операция: кесу, ауыстыру, наладка және брак тәуекелі.
Материал шешімді қалай өзгертеді
Бір құрал әртүрлі материалдарда әрқалай әрекет етеді. Сондықтан таңдау заготовкадан бөлінбеуі керек. Болатта бір фреза сағаттап өлшемді ұстаса, нержавейкада сол геометрия тез қызады да бетті бұзады.
Болат пен нержавейка
Кәсіби болатта әдетте екі нәрсеге қарап шешім қабылдайды: кромка қанша тұрады және өлшемді қаншалықты тұрақты ұстайды. Монолит әдетте кіші ойықтарда, қалталарда және тазалау проходтарында тегіс кесім береді. Сборная тез металл алуда және кромка тозғаннан кейін станокты жылдам қайтаруда ұтылып кетеді.
Нержавейкада жағдай өзгереді. Материал құралды қатты қыздырады және кромкаға жабысып қалғыш. Егер фреза кесудің орнына үйкеліс жасай бастаса, беттің сапасы дереу нашарлайды. Монолитті фреза жұқа қабырғалар мен кіші элементтерде жиі жақсы нәтиже көрсетеді. Сборная ауыр алуда пайдалы, бірақ тек станок жеткілікті қатты болса, режим дұрыс таңдалса және кромка тым қыздырылмаса.
Алюминий, шойын және қатты материалдар
Алюминийде жалпы ресурстан гөрі қабырға мен ойық түбінің тазалығына қарайды. Монолит кейде ойықтарда және жұқа бөлшектерде таза бет қалдырады. Ауыстырылатын пластиналар кең жазықтықтар мен үлкен алуда жақсы, бірақ ойық түбінде биілу немесе қаттылық жетпесе із қалдыруы мүмкін.
Шойында соққыға және абразивті шаңға төзімділік маңызды. Үзілісті кесуде және құйма қабығында сборная жиі кромкаға соққыны жақсы көтереді. Монолит та жақсы нәтиже беруі мүмкін, бірақ кіруде скол пайда болу ықтималдығы жоғарырақ. Шаң да тозуды жылдамдатады.
Қатты материалдарда бір детальға қарап қорытынды шығару қауіпті. Бірінші заготовка таза өтуі мүмкін, ал одан кейін тозу қатты өседі. Сондықтан аз дегенде бірнеше бірдей деталь сериясын қарау керек. Осылайша фрезаның нақты төзімділігі, өлшемнің тұрақтылығы және беттің сапасы анық көрінеді.
Қысқаша айтқанда, болат пен алюминийдегі фрезерлеуде монолит дәлдік пен тазалықта жиі басым, ал сборная — жылдамдық пен кромканы ауыстыру ыңғайлылығында. Бірақ материал бұл балансты каталогтағы сандардан да қатты өзгертеді.
Қашан төзімділік маңызды, ал қашан тез ауыстыру
Ұзақ серияда фреза бағасы әрдайым басты шешуші болмайды. Көбіне көп шығын тоқтау, қайта наладка және партияның мерзімін бұзудан шығады.
Егер кішкентай диаметрде өлшемді тұрақты ұстап тұру керек болса, монолит жиі тұрақтырақ. Оның біртұтас денесі, әлсіз жерлердің аздығы кіші ойықтарда немесе қалталарда бірінші минуттардан-ақ байқалады.
Төзімділік құндырақ болатын жерлер — құралды ауыстырмай-ақ өлшемді қайтару қиын болғанда. Бұл тазалау проходтары, тар жерлер және кромкадан зиян келсе рұқсат жоқ бөлшектер. Мұндай тапсырмаларда монолитті құрал жиі ыңғайлы, өйткені оны өндеуге (қайта ұштауға) болады. Егер цех бір кесу метрін есептесе, қайта ұштау экономикаға айтарлықтай әсер етеді. Әрине, қайта ұштағаннан кейін диаметр өзгереді, және наладчик бұлты ескеруі керек.
Ауыстыру жылдамдығы үлкен артық материалды алу мен үлкен диаметрде маңыздырақ. Қатты артық материалды тез алу қажет болса, ауыстырылатын пластиналы фреза ұтымдырақ. Корпус жұмысын жалғастыра береді, оператор тек пластиналарды ауыстырады, сондықтан станок жылдамырақ қайтадан кесуге кіріседі.
Бұл әсіресе үлкен черновой партияда, үлкен диаметрде және монолит қымбатқа түсетін цехтарда көрінеді. Егер 15–20 минуттық тоқтау кестені бұзса, ауыстыру жылдамдығы бір кромканың ресурстан маңыздырақ болады.
Пластиналар қоры толық тоқтаудың алдын алады: кешкі немесе демалыс кезіндегі бір кромка сынып қалса да жұмыс тоқтамайтыны маңызды. Монолит үшін осындай қор арзанға түспейді, ал ауыстыру көбіне қайта привязка талап етеді.
Үзілісті кесу кезіндегі соққы кез келген схеманың әлсіз жағын тез көрсетеді. Егер деталь сенімсіз бекітілген болса, шығу ұзындығы үлкен болса немесе подача рывокпен жүрсе, кромка тез сынып қалады. Мұндайда монолиттен де, пластиналардан да ғажайып күтуге болмайды. Алдымен бекітуді және шығуды дұрыстау керек.
Қай кезде таза бетті алу оңайырақ
Монолит пен сборная фреза арасындағы таңдау көбіне баға мен ресурқа қарап шешіледі, бірақ беттің тазалығы бөлшек пішіні мен режимдерге де байланысты. Ровный ойық, таза бүйір немесе байқалмайтын контур қажет болса, монолит жиі жақсы нәтиже береді.
Себебі оңай: оның біртұтас геометриясы және кескіш бөліктің төмен биілуі. Сондықтан ол жұмсақ кеседі және таза бетті қалдырады, әсіресе болат пен алюминийде тазалау проходында. Кішкентай бөлшектерде айырмашылық бірден байқалады: бүйір тегіс және өлшем тістен-тіске ауытқымайды.
Қай кезде сборная ыңғайлы
Ауыстырылатын пластиналы фреза жазықтықты немесе торецті жылдам өңдеу қажет жерде сенімді жұмыс істейді. Кең алаңдарда ол жиі ыңғайлы және цикл уақыты тұрғысынан тұрақты. Бірақ өте таза бетті алу үшін оған жақсы пластиналар, қатты бекіту және соңғы проходта тыныш режим керек.
Егер пластина отырысына кіріп қалса, бет тез нашарлайды: алдымен жылтыр жоғалады, кейін жолақтар пайда болады, соңында өлшем ауытқиды. Монолитте де ұқсас процесс болады, бірақ сборнойда бір кромканың тозуы детальда жиі айқын көрініп қалады.
Тағы бір жиі қарсы шығар — оправканың биілуі. Тіпті жақсы фреза да бір тістен көбірек алып қалса, бетті жалпақ қылып жоя алмайды. Алюминийде бұл әсіресе жылтыр бойынша байқалады; болатта — ұсақ толқын немесе қайталанатын ізі ретінде көрінеді.
Алғашқы детальдарда не тексеру керек
Толық партияны жібермей тұрып алғашқы бірнеше бөлшекті тексерген жөн. Әдетте тазалау проходынан кейінгі жылтыр мен іздің біркелкілігін қарап, 3–5 деталь сериясының басы мен соңында өлшемді өлшеу, құрал биілуін іске қоспас бұрын тексеру және алғашқы проходтардан кейін кромканың жағдайын бағалау жеткілікті.
Цех мысалы: ұзын ойықы бар корпус үшін монолит бүйір қабырғаны таза береді. Сол детальда торецті өңдеу үшін сборная ыңғайлы әрі жылдамырақ болуы мүмкін. Сондықтан салыстыру жалпы емес, нақты операция бойынша болғаны дұрыс.
Егер таза финиш керек болса, алдымен жүйенің қаттылығын, биілу мен кромканың жағдайын тексеріңіз. Содан кейін ғана фреза түрін таңдаңыз. Әйтпесе қымбат құрал да орташа нәтиже бере алады.
Таңдаудағы жиі қателіктер
Қателер әдетте құралдан емес, салыстыру шарттарынан басталады. Көптеген талқылауда тек бірлік бағасына ғана қарайды — бұл жұмысқа келгенде көп нәрсе айтпайды. Маңыздысы — құрал сіздің бөлшекте, сіздің шығу ұзындығыңызда және сіздің режиміңізде қалай әрекет ететіні.
Ең жиі жіберілетін қателік — сборную фрезаны тым тар ойыққа қондыру. Оның корпусы үлкенірек, тар аймақта қол жетімділігі нашар және дірілге бейім болады. Нәтижесінде ойық өлшемнен шығып, түбі қалың болады, кесу дыбысы құралға тар болғанын бірден көрсетеді.
Кері қате де жиі кездеседі. Монолитті фреза ауыр черновойтауға таңдалады, онда үлкен припуск, соққы және тез материал алу қажет. Болат немесе шойында бұлай қимыл жасау фрезаның төзімділігін тез азайтады. Кромка сынып қалса, бүкіл құралды ауыстыру керек болады, тек режущий бөлігін емес.
Тағы бір жалған қорытынды беретін себеп — әділ емес салыстыру. Бір фрезаны жұмсақ подачада, екіншісін қатты режимде іске қосып, кейін төзімділік пен бетті салыстыру дұрыс емес. Материал, айналу, зубқа подача, кесу тереңдігі және проход стратегиясы бірдей болуы тиіс.
Кішкентай нәрселер де нәтижеге қатты әсер етеді. Ұзын шығу, әлсіз держатель немесе СОЖ-тың нашар берілуі жақсы құралды да бұзуы мүмкін. Болат пен алюминийде бұл әртүрлі көрінеді: болатта діріл мен тозу өседі, алюминийде стружка жабысып қалады және бетті бүлдіреді.
Тағы бір қате — қордың болмауы. Ауыстырылатын фреза үшін пластиналар қолда болу керек; монолит үшін сол өлшемдегі дублер. Олай болмағанда құралды ауыстыру станоктың тоқтауына айналады, ал фреза таңдау туралы талқылаудың мәні жоғалады.
Цех мысалы
Бір учаске екі түрлі бөлшек жасайды: болаттан кронштейн және алюминийден қақпақ. Қағазда тапсырма ұқсас, бірақ құрал бірінші проходтарда-ақ әртүрлі мінез көрсетеді.
Кронштейн болаттан, жазықтықтан припускты тез алып тастауды талап етеді. Бұл операцияға жиі сборную фреза таңдалады. Ол черновой проходта жүктемені көтереді, оператор пластинаны бірнеше минутта ауыстырып, толық переналадка керек етпейді.
Алайда сол фрезамен тар ойықтарға кіру және жұқа қабырғаларды аяқтау ыңғайсыз. Ол жерге монолит таңдалады: ол дәлірек жүріп, кішкене шығуда өлшемді жақсы ұстайды және пластиналы құрал бүйірде қалдыратын ізден таза кромка қалдырады.
Алюминий қақпағында жағдай өзгеше. Материал жеңіл кесіледі, бірақ тұтас бетте қалдықтар мен із бірден көрінеді. Егер проходтан кейін кромка жилетке ұқсаса немесе бет жылтырсыз болса, деталь кейін қолмен өңдеуді талап етеді. Сондықтан қақпақта тек металл алуды ғана емес, жылтырды, бұрыш тазалығын және жіңішке ребердің күйін де қарайды.
Мұндай жағдайда монолитті фреза тазалау проходында жиі жеңіске жетеді — ол тегіс із қалдырып, жұқа элементтерді азырақ бүлдіреді. Ал жазық кең бетте сборная да ыңғайлы болуы мүмкін, егер режим дұрыс таңдалып, пластиналар өткір болса.
Партия ауысқанда дұрыс жауап сезімге емес, сандарға сүйенеді. Әдетте деталь бойынша уақыт, құралды ауыстыру уақыты, заусенец немесе беттің іздері бар деталь саны және құрал қанша деталь өтетіні есептеледі.
Осындай есептен кейін таңдау жеңілдейді. Болат кронштейнде сборная фреза негізгі жұмысты алып, монолит нақтылы жерлерді жабады. Алюминий қақпағында шешім учаске үшін қымбатқа түсетін нәрсеге байланысты: цикл уақыты ма әлде әр детальды қолмен тазалау ма.
Сатып алудан бұрын не тексеру керек
Фреза тапсырыс бермес бұрын өз операцияңызға қатысты бірнеше сұраққа жауап беру пайдалы. Олар тез көрсетеді қайда монолит жақсырақ, ал қайда корпус пен пластиналар тиімдірек.
- Қандай материал көбінесе келеді және оның типтік қаттығы қандай?
- Партияда не көбірек табыс әкеледі: жылдам алу, таза бет әлде құралды ауыстыру уақытының қысқа болуы?
- Бөлшекте кіші диаметр, тар радиус немесе терең ойық бар ма?
- 10–15 минуттық станок тоқтауы нақты қаншаға түседі?
- Құралды кім ауыстырады және брактарды бірінші кім байқайды: оператор, наладчик немесе бақылаушы?
Фрезаның өлшемі де тез артық варианттарды анықтайды. Кіші диаметрлер, жұқа қабырғалар мен терең ойықтар үшін монолит жиі ыңғайлы. Ауыстырылатын пластиналар қатты корпус пен үлкен диаметрге лайық, және кромка тозғанда станокты тез қайтаруға көмектеседі.
Аyrыча тоқтауды есептеу қажет. Көптеген адамдар тек фреза бағасына қарайды, ал тоқтау, наладка және ауыстырғаннан кейінгі алғашқы брак детальдеріне көбірек ақша кетеді. Егер станок қатты босатылған болса, аптада бір ауыстырудағы 8–10 минут үнемі баға айырмашылығын өшіруі мүмкін.
Адам факторы да маңызды. Егер құралды тәжірибелі наладчик ауыстырса, ол биілу мен коррекцияны тез табады. Егер ауыстыру өндірістегі операторқа тісілсе, онда ыңғайлырақ нұсқаны алу — наладка аз және бірінші брак тәуекелі төмен нұсқаны таңдаңыз.
Егер күмән болса, жеткізушіден жалпы уәде емес, нақты сіздің бөлшекке есеп сұраңыз: материал, кесу тереңдігі, шығу ұзындығы және күтілетін төзімділік. Егер мәселе құралдан гөрі өңдеуші орталыққа келіп тірелсе, станокпен бірге тапсырманы талқылаған дұрыс. EAST CNC-де (east-cnc.kz) осындай жағдайларда бөлшекке, партия көлеміне, оснастқа және өңдеудің талаптарына толық қарап шығуды ұсынады, тек құралға ғана емес.
Келесі қадамдар
Егер күмән болсаңыз, каталогпен шешімді қабылдамаңыз. Өздеріңізде жиі қайталанатын бір операцияны алыңыз: ойық, жазықтық, қалта немесе контур бойынша тазалау. Қысқа тест сіздің жағдайыңызда ең адал жауап береді.
Салыстыру таза болуы керек. Бір материалды, бір заготовканы, бір шығу ұзындығын және бір өңдеу стратегиясын сақтаңыз. Подачаны, кесу тереңдігін, СОЖ және жолды бірден өзгерткенде нәтижені анықтау қиын болады.
Алғашында қарапайым кесте де жеткілікті:
- құрал қанша деталь өткенше айқын тозуды көрсетті;
- ауыстыру және станокты жұмысқа қайтаруға қанша минут кеткен;
- нақты қандай бетті алдыңыз;
- діріл, кромка сынуы, өлшемді ауытқуы және жоспардан тыс тоқтаулар болды ма.
Сандарға қарап шешіңіз, бірінші әсерге емес. Монолит кейде алюминийде және шағын тазалау операцияларында таза бет берсе де, болат сериясында тоқтау уақытында ұтылады. Сборная кейде бетті қалың қалдырады, бірақ оператор пластиналарды бірнеше минутта ауыстырып, станокты бос қалдырмайды.
Тесті кем дегенде 20–30 бірдей детальде өткізу пайдалы. Сонда фрезаның төзімділігі мен ауыстыру уақытындағы айырмашылықтар ауысымдық есепте анық көрінеді. Осыдан кейін шешім әдетте айқын болады.
FAQ
Қашан монолитті фрезаны таңдау керек?
Монолитті фреза әдетте дәл өлшем, таза бүйір және аккурат кромка қажет болғанда таңдалады. Ол ойықтарда, қалталарда, кішкентай диаметрде және тазалау проходтары үшін ыңғайлы.
Қай жағдайларда ауыстырылатын пластиналы фреза тиімді?
Ауыстырылатын пластиналы фреза ауыр шеберлік жұмыста, үлкен өлшемді артық материалды тез алу қажет кезде тиімді. Үлкен диаметрлерде оператор пластиналарды жылдам ауыстыра алады, сол себепті ол жиі үнемді болады.
Қайсысы тазалау бетін жақсы ұстайды?
Тазалау беті үшін көп жағдайда монолитті фреза жеңіске жетеді. Оның бірыңғай геометриясы биіктік тәуекелін азайтады және ойықтың бүйірі мен түбінде тегіс із қалдырады.
Фрезаларды тек бағасына қарап салыстыруға бола ма?
Тек сатып алу бағасына қарап шешім қабылдауға болмайды. Толық бөліктің бағасын есептеңіз: кесу уақыты, құралды ауыстыру, наладка, брак тәуекелі және станоктың тоқтауы — бұлар бәрі шығынға кіреді.
Материал бөлшекті қалай өзгертеді?
Материал таңдау процеске қатты әсер етеді. Болат пен алюминийде монолит жиі таза бетті және өлшемді жақсы ұстайды. Шойын мен ауыр черновойтауда ауыстырылатын пластиналы фреза тұрақтырақ болуы мүмкін, әсіресе үзілісті кесуде.
Серияда не маңызды: төзімділік пе, әлде жылдам ауыстыру ма?
Егер станоктың тоқтауы қымбат болса, құралды жылдам ауыстыру жиі ұзаққа шыдамдылықтан маңыздырақ болады. Ал егер тазалау проходында өлшемді тез қайтару қиын болса, монолиттің тұрақтылығы құндырақ.
Неліктен ауыстырылатын фреза кейде бетті бұзады?
Көбінесе биіктік, пластина сиденіші кірігі немесе тозуы, сондай-ақ жүйенің қаттылығы кінәлі. Оңай шешу — оправка мен детальды тексеру, пластиналардың жағдайын қарау; содан кейін ғана құрал түрін ауыстыруды ойлаңыз.
Екі нұсқаны шын мәнінде қалай салыстыруға болады?
Бірдей операцияны алып, бір станокта, бір оператормен және бір режимде салыстырыңыз. Есептеп алу керек: кромка қанша детальге шыдайды, ауыстыруға қанша минут кетеді, өлшемді қаншалықты тез қайтаруға болады, және қанша брак шығады.
Құрал қорын ұстау керек пе?
Иә, әсіресе сериялық жұмыс істегенде. Ауыстырылатын фреза үшін пластиналар қолжетімді болуы керек; монолит үшін — сол өлшем бойынша минимум бір қор дублер. Әйтпесе кез келген құрал бұзылса станок тоқтап қалады.
Ойықтарға қайсысы жақсы, ал жазықтықтарға қайсысы?
Тар ойықтар мен кішкентай диаметрлерге әдетте монолитті фреза қолайлы. Кең жазықтықтарда, торецте және үлкен материал алуда ауыстырылатын пластиналы фреза ыңғайлырақ, әсіресе станок қатты және режим дұрыс таңдалған болса.