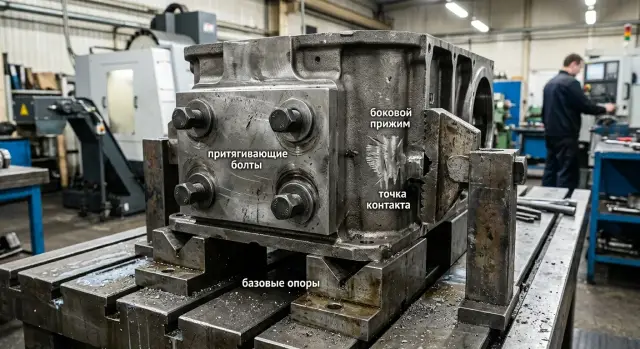
Корпустық бөлшекті қысу: болт па, әлде жанама қыспақ па
Қай кезде тартқыш болт қою керек, қай кезде жанама қыспақ қолданған дұрыс екенін, қате қандай із қалдыратынын және корпустық бөлшектің қысуын партияға дейін қалай тексеруді талдаймыз.
Бөлшек неге бірінші қысқанда-ақ ығысып кетеді
Мәселе көбіне кесу басталмай тұрып-ақ туындайды. Оператор қыспақты тартады, күш өзі ойлаған жаққа емес, басқа бағытқа түседі де, корпус базаларға отырмай, жанға ығысады немесе аздап бұрылады.
Корпустық бөлшектерде бұл әсіресе тез байқалады. Олардың тірек нүктелері шағын, қабырғалары әртүрлі қалыңдықта болады, ал пішіні сирек қарапайым әрі қатты келеді. Бір ғана база толық жанаспаса да, бөлшек қисайып отырады. Сырттай бұл онша білінбейді, бірақ өңдегеннен кейін өлшем бірнеше жүздікке немесе одан да көпке ауытқып кетеді.
Жиі себептің бірі — жұқа қабырға. Оператор болтты тартады, бөлшек уже "отырғандай" сезіледі, бірақ алдымен қабырға майысады, ал корпус әлі тірекке жетпеген болады. Қысу сызбасы сол сәттен бастап қате жұмыс істей бастайды. Қыспақты босатқанда қабырға қайта түзеледі де, геометрия өзгеріп кетеді. Сондықтан өңдеу тыныш, шу мен дірілсіз өтеді, бірақ өлшем бәрібір тұрақтамайды.
Станокта бұл көбіне былай көрінеді: корпус екі тірекке түсіп, үшіншісіне тек шетімен тиеді, жанама қыспақ күшті қаттылық ортасынан сәл жоғары береді де, бөлшек әрең байқалатындай бұрылып кетеді. Бағдарлама қалыпты орындалады, бірақ тесіктер базаға қатысты ауысады, ал босатқаннан кейінгі жазықтықта қисайу көрінеді.
Әдетте себептің бірі мына үшеудің бірі болады:
- қыспақ корпусты төмен емес, жанға тартады;
- база лас немесе онда қырнақша бар, сондықтан корпус толық отырмайды;
- қабырға не қыр жүктемені бөлшектің қатты бөлігіне дейін жеткізбей қабылдайды.
Ең жағымсыз жағдай — бірінші қысу тыныш өтеді. Ештеңе сықырламайды, корпус секірмейді, айқын іздер де аз болады. Бірақ өңдеуден кейін өлшем ауытқуы, жақтар бойынша әртүрлі қалыңдық және жанасу орындарындағы іздер пайда болады. Бұл — қыспақ бөлшек дұрыс орнына түспей тұрып жұмыс істегенінің тікелей белгісі.
Болт пен жанама қыспақтың айырмасы қандай
Бұл тәсілдердің жұмыс логикасы бөлек. Тартқыш болт бөлшекті тірек жазықтығына тартады, ал жанама қыспақ оны тірекке қарай итереді. Қағаз жүзінде екеуі де сенімді көрінеді, бірақ станокта айырма тез байқалады.
Тартқыш болт тіректер тегіс тұрса және болт астындағы аймақ майыспаса, бөлшекті төмен жақсы отырғызады. Бірақ төмен қозғалыспен бірге корпусты жанға да алып кетуі мүмкін. Бұл бет сәл тегіс емес болса, бөлшек астында жоңқа қалып қойса немесе болт қатты аймақтың үстінде тұрмаса болады. Бөлшек тіректер бойымен миллиметрдің жүзден бір бөлігіне сырғып кетеді, ал мұның өзі-ақ бракқа жетеді.
Жанама қыспақ басқаша жұмыс істейді. Ол корпусты базалық тірекке қарай қысады және көбіне бүйір базасы бойынша өлшемді жақсы ұстайды. Бірақ егер қыспақ тіректерге қатысты тым жоғары нүктеден басса, жақын шетін көтере бастайды. Бұл әсіресе жұқа қабырғалы немесе созылыңқы корпустарда жиі көрінеді.
Қарапайым тілмен айтқанда, болт бөлшекті тірекке жақсы отырғызады, жанама қыспақ оны тірекке жақсы жеткізеді. Бірақ болт бөлшекті жазықтық бойымен көбірек жылжытады, ал жанама қыспақ шетін көбірек көтереді. Екеуі де күш жұқа қабырға арқылы өтсе, нашар жұмыс істейді.
Сондықтан тек күшке қарап шешім қабылдау аздық етеді. Күш қай бағытқа түсіп тұрғанын және корпустың қай бөлігінен өтетінін түсіну маңызды. Егер жүктеме массивті қалыңдатылған жер, қыр немесе қалың алаң арқылы өтсе, схема әдетте тыныш жұмыс істейді. Егер қысым жұқа қабырғаға түссе, бөлшек жай ғана майысады.
Практикада корпустық бөлшекті көбіне аралас схема арқылы қысады. Болт дайындаманы тіректерге отырғызады, ал жанама қыспақ оны тірекке жұмсақ жеткізеді. Редуктор корпусы, қақпақ немесе құйма дайындама үшін бұл бір ғана қыспақпен шешуге тырысқаннан қауіпсіздеу. Егер тек бір нұсқаны таңдау керек болса, қысып қоюға ыңғайлы жерге емес, корпус жүктемені майысусыз және жанға сноссыз ұстайтын жерге сүйеніңіз.
Дұрыс емес қысу қандай із қалдырады
Қате қысу сирек ұзақ жасырынады. Ол көбіне бөлшектің өзінде немесе өңдеуден кейінгі өлшемдерде із қалдырады.
Бірінші белгі көбіне қырда немесе бүйір қабырғада көрінеді. Металмен сәл ысқылағандай жіңішке жылтыр жолақ пайда болады. Бұл — ығысудың ізі: корпус тірекке тыныш отырмай, қыспақ күшінің әсерінен жанға жылжыған.
Қыспақтың өз ізі де көп нәрсе айтады. Сіз бір аймақта жанасу болады деп күтесіз, ал дақ жоғарырақ, кромкаға жақын немесе мүлде жұмыс істеуге тиіс емес жерде шығады. Демек күш сіз ойлаған бағытпен емес, басқа жолмен өтіп, корпус бұрыла бастайды немесе серпіліп кетеді.
Ең жағымсыз белгі бақылау кезінде байқалады. Құрал өзгермеді, бағдарламаға қол тигізілмеді, бірақ қайта қысқаннан кейін өлшем бірнеше жүздікке не одан да көпке ауысады. Әдетте бұл бөлшек әр жолы әртүрлі отырғанын білдіреді: бірде оны болт тартады, бірде жанама қыспақ корпусты сәл бұрып жібереді.
Басқа, көзге онша түспейтін белгілер де бар:
- тесіктер базалық жазықтыққа қатысты ығысады;
- өтуден кейін жазықтық тегіс көрінсе де, орны өзгереді;
- корпустың бір жағында қысым ізі айқын, ал қарама-қарсы жағы дерлік таза;
- жұқа қабырғада жергілікті ойық немесе сәл еңкіштік пайда болады.
Мұндай жағдай редуктор корпустарында, қақпақтарда және қуысы бар бөлшектерде жиі кездеседі. Сырттай бәрі дұрыс көрінеді, бірақ жинағанда тесіктер керек жеріне дәл келмей қалады.
Жылдам тексеру оңай: тірек нүктелері мен қыспақ жанасатын жерге маркер немесе бояудың жұқа қабатын жағып, бөлшекті толық емес күшпен қысыңыз, кейін шешіп алып дақтарды қараңыз. Егер жанасу симметриялы болса, дақтар күткен жеріңізде тұрса, ал ығысудың жылтыр сызығы жоқ болса, сызба әдетте дұрыс жұмыс істеп тұр. Егер бір дақ анық, екіншісі бос болып, қырда үйкеліс ізі көрінсе, тіректі бірден ауыстырған немесе қысу нүктесін жылжытқан дұрыс.
Бекіту сызбасын қалай құрастыру керек
Жақсы сызба қыспақтан емес, базадан басталады. Алдымен қыспаққа ыңғайлы жерді таңдасаңыз, корпус көбіне қисық отырады. Кейін бұл өлшемнен, тірек іздерінен және станоктағы тұрақты түзетуден көрінеді.
Корпустық бөлшек үшін күш қатты нүктелерге түсіп, дайындаманы түсінікті тіректерге қысып тұруы керек. Әдетте бұл төменгі жазықтық, өңделген торец немесе шайқалмай орналасуға мүмкіндік беретін өзара перпендикуляр екі бет.
-
Алдымен бөлшек пішінін ұстап тұратын базаларды таңдаңыз. Тек қолжетімді беттерді емес, кейін өлшем солардан есептелетін беттерді іздеңіз. Құйма немесе дәнекерлі корпус үшін кездейсоқ шығыңқыға не өңделмеген қабыққа емес, тығыз әрі қайталанатын жерлерге сүйенген дұрыс.
-
Содан кейін тіректерді қатты жерлердің астына қойыңыз. Әдетте бұл қырларға, бобышкаларға, қалыңдатылған аймақтарға және корпустың массивті түбіне жақын жерлер. Егер тіректі жұқа қабырға астына қойсаңыз, ол қалыпты тартудың өзінде майысады.
-
Одан кейін күш бағытын белгілеңіз. Тартқыш болттар бөлшекті тірекке отырғызуы керек, ал ортасынан төмен емес, базалардан арасындағы жерден тартпауы керек. Жанама қыспақ корпусты тірекке итеруі тиіс, бірақ ол плита бойымен сырғып кетпейтін және бұрылмайтын болуы керек.
-
Бірден құралға қолжетімділікті және жоңқа шығару жолын тексеріңіз. Қысқыш өңдеу аймағын жаппауы, құрал ауыстыруға кедергі келтірмеуі және базаның астына жоңқа жинамауы керек. Тіпті аз ғана жоңқа тірек астында жатса да, қисайтуға жеткілікті.
-
Соңында тарту ретін белгілеңіз. Алдымен корпусты жеңіл күшпен базаға отырғызыңыз, кейін қыспақты тіректерге жеткізіңіз, тек содан соң ғана жұмыс тартуын беріңіз. Егер бекітуді ретсіз тартсаңыз, бөлшек көбіне ең соңында жылжып кетеді.
Қарапайым мысал: корпустың бүйір қабырғалары жұқа, ал төменгі бобышкалары қалың. Тіректерді бобышкалардың астына қояды, жанама қыспақты қатты тірекке бағыттайды, ал болттарды бос терезенің үстіне емес, тірекке жақынырақ орналастырады. Мұндай схема әдетте бірінші орнатудан-ақ болжамды жұмыс істейді.
Бірінші бөлшек алдында кесусіз құрғақ отырғызу жасаған пайдалы. Корпусты қойып, таңдаған тәртіппен тартыңыз да, шайқалу, тірек маңындағы саңылау және тірекке айқын ығысу бар-жоғын тексеріңіз. Дәл осы қадамда кейін бүкіл партияның есебінен шығатын қателер табылады.
Партияны бастамас бұрын қалай тексеру керек
Серия алдындағы тексеру бірнеше минут қана алады, бірақ әлдеқайда көп уақытты үнемдейді. Егер оны өткізіп алсаңыз, брак бүкіл партия бойы жалғасып кетеді.
Алдымен корпусты тірекке күш түсірмей қойыңыз. Болтты тартпаңыз және жанама қыспақты қоспаңыз. Тек бөлшекті екі-үш нүктеде қолмен басып, аздап шайқап көріңіз. Егер корпус шайқалса, тіректер дұрыс таңдалмаған немесе біреуі өзгелерден жоғары тұр. Ондай күйде тарту геометрияны ұстамайды, тек бөлшекті қисайтады.
Келесі қадамда қыспақтарды бір-бірлеп тартыңыз. Әр қадамнан кейін базалық жазықтыққа қараңыз: саңылау пайда болды ма, бұрыш көтерілді ме, корпус тірекке қарай ауысты ма. Аралықты қарапайым фонарьмен жарықтандыруға немесе щуппен тексеруге ыңғайлы. Егер щуп бұрын өтпеген жерде енді еркін кірсе, қыспақтардың бірі бөлшекті ығыстырып жатыр.
Жақсы жылдам сынақ — екі рет қысып көру. Корпусты бір рет қысыңыз, алдын ала таңдалған нүктелерде өлшеңіз, кейін толық босатып, дәл сол ретпен қайта қысыңыз. Одан кейін сол өлшемдерді қайта салыстырыңыз. Егер сандар айқын айырылса, мәселе бағдарламада да, құралда да емес, бекіту сызбасында.
Мұндай сынақ үшін күрделі өлшеу картасы қажет емес. Қайта өлшеуге оңай екі-үш нүкте жеткілікті: базадан биіктік, бүйір тірекке дейінгі қашықтық және бір бақылау тесігінің не қырдың орны. Ең бастысы — екі рет те дәл сол жерден, дәл сол тәсілмен өлшеу.
Бір пробалық цикл де көп нәрсе көрсетеді. Мысалы, корпус тіректерге сенімді жатыр, бірақ жанама қыспақты тартқаннан кейін щуп алыс бұрыштың астына өте бастайды. Босатып, қайта қысқанда базаға қатысты өлшем бірнеше жүздікке өзгеріп кетеді. Бұл — қыспақ бөлшекті бекітіп тұрған жоқ, оны бұрып жатқан алғашқы белгі.
Серия алдында қысқа реттілік жасаған пайдалы:
- кесусіз құрғақ орнату;
- бір пробалық өңдеу;
- сол бөлшекті қайта қысу;
- бір-екі бақылау өлшемі мен жанасу іздерін салыстыру.
Егер қайта орнатқаннан кейін өлшем тұрақты болса, жанасу іздері сол жерде қалса және қыспақтар құралға кедергі келтірмесе, схема жұмысқа дайын.
Қай жерде жиі қателеседі
Көп мәселе қысу күшінен емес, сол күшті қай жерге бергеннен басталады. Бөлшек өлшемді тек күш тірекке түсіп, корпустың өзін майыстырмаған кезде ғана ұстайды.
Жиі қате — қыспақты тірек нүктесінен тым алыс қою. Сыртынан бәрі дұрыс көрінеді, бірақ қысым түсетін жер мен тірек арасында рычаг сияқты жұмыс істейтін учаске қалады. Корпус сәл серіппелеп тұрады, қысқыш босатылғаннан кейін пішін қайта оралады да, өлшем ауытқиды.
Тағы бір қате: қатты қырдың орнына қақпаққа, жұқа қабырғаға немесе қуыстың шетіне басу. Бөлшек қыстырылған сияқты, бірақ беттегі іздер мен жазықтықтағы шашыраңқылық мәселені тез әшкерелейді. Егер бірінші өтуден кейін жұқа қабырғада із, жаншылған бояу немесе жылтыр дақ көрсеңіз, қыспақ дұрыс жерде емес.
Жанама қыспақта қате одан да оңай кетеді. Оператор алдымен корпусты жанға тартады, содан кейін ғана оны төмен тіректерге отырғызуға тырысады. Мұндайда сызба нашар жұмыс істейді. Корпус алдымен базаға сенімді отыруы керек, тек содан кейін ғана бүйірден қысып қоюға болады. Әйтпесе бөлшек кромкада ілініп қалады да, биіктік өлшемі өз бетінше өзгеріп кетеді.
Әдетте мына белгілер алаңдатады:
- бөлшек қыспаққа дейін шайқалады, бірақ қысқаннан кейін бірден түзеліп кеткендей болады;
- босатқаннан кейін жазықтық не тесік бойынша ығысу көрінеді;
- қабырғада губкадан, башмактан немесе болттан із қалады;
- операторға әр жолы көбірек тартқысы келеді.
Күшті арттырғысы келу — жеке жиі қателік. Егер тіректер жетіспесе, қосымша тарту көмектеспейді. Ол тек корпусты майыстырып, нәтижені одан әрі болжауға келмейтін етеді. Мұндайда болттар да сызбаны түзетпейді. Олар тек сол нашар базаға бөлшекті одан сайын қысады.
Тағы бір қате бірінші бөлшектен кейін пайда болады. Сызбаны сол жерде сәл өзгертеді: башмакты ауыстырады, шайба қосады, жанама қыспақты босатады да, жұмыс жалғасады. Бірақ нәтиже жазылып қалмайды. Бірнеше сағаттан кейін қай нұсқа дұрыс өлшем бергенін, қайсысы бір-ақ рет кездейсоқ жұмыс істегенін түсіну қиын болады.
Егер қысу нүктелерін өзгертуге тура келсе, кем дегенде үш нәрсені жазып жүріңіз: тірек қай жерде тұрды, қыспақ қай жерге басып тұрды және өлшемде не өзгерді. Екі-үш қысқа жазба тұтас бір ауысымды үнемдейді.
Серия алдында нені бекітіп қойған дұрыс
Партияны бастамас бұрын сызбаны ойда емес, нақты түрде бекіткен дұрыс. Жоғарыдан бір фото және бүйірден бір фото станок жанындағы ұзақ түсіндіруден пайдалырақ болады. Фотода тіректерді, упорларды, жанасу нүктелерін және оператор қыспақты қандай ретпен тартатынын белгілеңіз.
Корпустық бөлшектер үшін бұл өте маңызды, өйткені қате көбіне басында үлкен болып көрінбейді. Бөлшек сәл ғана ығысқандай болады, ал кейін ол өлшемге, жазықтыққа немесе осьтік сәйкестікке шығып кетеді. Егер схема ішінде әрі жанама қыспақ, әрі тартқыш болттар болса, қайсысы бірінші, қайсысы тек базаға отырғаннан кейін ғана қысып бекітетінін көрсетіп қойыңыз.
Бір эталон корпус қалдырған да дұрыс. Өлшемі, жанасу іздері және базаға отыруы тексерілген бөлшекті алып, оны әдеттегі ағымға қоспаңыз. Ол оператор ауысқаннан кейін, дайындама партиясы ауысқанда немесе қайта баптаудан соң жылдам салыстыру үшін керек.
Серияны бастамас бұрын бірнеше бөлшекке қысқа сынақ жасаған пайдалы:
- сол оснасткада қатарынан 3-5 бөлшек өңдеңіз;
- бір бөлшекті алып, қайта қысыңыз;
- маңызды жерлердегі өлшемдер мен жанасу іздерін салыстырыңыз;
- бөлшектің бірінші қысудан соңғы қысуға дейінгі орны өзгермей ме, соны қараңыз.
Тек өлшемге емес, іздерге де қараңыз. Қате қысудың іздері көбіне бақылау параметрі ауыспай тұрып-ақ көрінеді. Кромкадағы жаңа ойықтар, тірек маңындағы жылтыр жолақтар, бүйірдегі губка ізі, болт астындағы жанасу дағының қисайып тұруы — бәрі ескерту белгісі. Егер бірінші бөлшекте бір із болса, төртіншісінде ол басқаша шықса, сызбаны тоқтатып, сол сәтте түзеткен дұрыс.
Пайдалы әдет — оснастканың қасына қысқа әрекет ретін маркермен немесе карточкамен жазып қою. Оператор бөлшекті алдымен немен базаға отырғызатынын, ал немен тек бекітетінін есінде сақтап жүруге мәжбүр болмауы керек.
Егер сіз метал өңдеуге арналған станок, оснастка таңдап жатсаңыз немесе учаскені іске қосуға дайындалып жүрсеңіз, EAST CNC жабдық таңдауға, іске қосу-жөндеу жұмыстарына және сервистік қызмет көрсетуге көмектеседі. Мұндай жұмыста жалпы кеңес аздық етеді — әдетте бәрін нақты бөлшек, оның базалары және қысу тәсілі шешеді.
FAQ
Неге корпустық бөлшек бірінші қысқанда-ақ ауытқып кетеді?
Көбіне бөлшек кесу кезінде емес, орнына дұрыс отырмаудан жылжиды. Қысқыш корпусды тіректерге қарай емес, жанға тартып жібереді немесе сәл бұрып жібереді, сондықтан бөлшек бірден қате қалыпқа түседі. Тағы бір жиі себеп — лас база, қырнақша немесе жүктемені көтергенде жұқа қабырға. Сырт көзге байқалмайды, бірақ қысқышты босатқанда геометрия өзгеріп кетеді.
Қайсысы көбірек ығыстырады: болт па, әлде жанама қыспақ па?
Тартқыш болт әдетте бөлшекті тірекке төменірек жақсы отырғызады, бірақ оны жазықтық бойымен тартып жіберуі мүмкін. Ал жанама қыспақ, керісінше, корпусты тірекке жақындатады, бірақ тым жоғары жерден басса, шетін көтеріп жіберуі мүмкін. Екеуінің ішінен таңдағанда ыңғайлылыққа емес, бөлшектің қатты бөлігіне қараңыз. Күш қабырға арқылы емес, қыр, қалыңдатылған орын немесе қалың алаң арқылы өтуі керек.
Мәселе қысқышта ма, әлде бағдарламада ма — қалай түсінуге болады?
Алдымен анық нәрсені алып тастаңыз: бағдарламаны да, құралды да өзгертпей, бір бөлшекті екі рет қысыңыз. Қысу, бірнеше нүктеде өлшеу, кейін толық босатып, сол ретпен қайта қысыңыз. Егер өлшемдер әр жолы әртүрлі шықса, мәселе дерлік міндетті түрде бекіту сызбасында. Қысқыш кінәлі болса, бөлшек әр жолы сәл басқаша отырады.
Корпустық бөлшекте тіректерді қай жерге қойған дұрыс?
Тіректерді корпустың қатты жерлеріне қойыңыз. Әдетте бұлар қырларға, бобышкаларға, қалыңдатылған аймақтарға және массасы көп түбіне жақын жерлер, онда бөлшек айқын майысусыз жүктемені көтереді. Жұқа қабырғаға немесе бос терезенің үстіне тірек қоймаңыз. Ол жерде корпус алдымен майысады, содан кейін ғана отырады, нәтижесінде өлшем тұрақсыз болады.
Қыспақты жұқа қабырғаға басуға бола ма?
Жұқа қабырғаға қыспақ салмаған дұрыс. Ол қатты бөлікке күш жеткенге дейін-ақ оңай майысады, ал босатқаннан кейін пішін өңдеу кезіндегі орнына қайта келмей қалуы мүмкін. Басқа амал болмаса, күшті азайтып, қысу нүктесін қатты аймаққа жақындатыңыз. Бірақ әдеттегі сызбада күшті қыр, қалыңдатылған орын немесе қалың алаң арқылы беру сенімдірек.
Қысқыштарды қандай ретпен тартқан дұрыс?
Алдымен корпусты базаға жеңіл күшпен отырғызыңыз. Сосын оны абайлап тірекке жеткізіп, тек содан кейін ғана жұмыс қысуын беріңіз. Егер бекіткішті рет-ретімен емес немесе бірден қатты тартсаңыз, бөлшек көбіне ең соңында жылжып кетеді. Сол кезде корпус қысып тұрғандай көрінеді, бірақ өлшем уже ауытқып үлгереді.
Серияны бастамай тұрып бекіту сызбасын қалай тез тексеруге болады?
Құрғақ орнату жасаңыз, яғни кесусіз қойыңыз. Корпусты тіректерге қойып, аздап қолмен шайқап көріңіз және негізде бос орын не теңселу бар-жоғын тексеріңіз. Содан кейін қыспақтарды бір-бірлеп тартып, саңылауды щуппен немесе фонарь жарығымен тексеріңіз. Бұдан кейін бір бөлшекті екі рет қысып, екі-үш қарапайым өлшемді салыстырыңыз. Мұндай тексеріс отыру қайталана ма, соны тез көрсетеді.
Бөлшектегі қандай іздер қысудың дұрыс еместігін көрсетеді?
Іздер қателіктің бағытын көбіне бірден көрсетеді. Қырдағы немесе қабырғадағы жіңішке жылтыр жолақ әдетте жазықтық бойымен ығысуды білдіреді, ал қыспақтың кромкадағы ізі күштің дұрыс емес аймақтан өткенін көрсетеді. Қайта қысқаннан кейін жанасу дақтары өзгерсе, сызба тұрақсыз жұмыс істеп тұр. Ондайда тіректі бірден жылжытып немесе қысу нүктесін ауыстырған дұрыс.
Болт пен жанама қыспақты қашан бірге қолданған дұрыс?
Құрастырылған схема көбіне корпустық бөлшектерде сабырлырақ жұмыс істейді. Болт дайындаманы тірекке отырғызуға көмектеседі, ал жанама қыспақ оны тірекке жұмсақ жеткізеді. Мұндай нұсқа қақпақтарға, редуктор корпустарына және құйма дайындамаларға ыңғайлы, өйткені бір ғана қысқыш бәрін бірден шешіп бере бермейді. Ең бастысы — әлсіз қабырға арқылы екі жақтан да баспау.
Серияны бастамай тұрып нені жазып алған дұрыс?
Сызбаны мүмкіндігінше қарапайым түрде бекітіңіз: тіректер қай жерде, қыспақ қай жаққа басады және оператор бекіткішті қандай ретпен тартады. Бір түсінікті жазба не екі-үш фото көбіне ауысымдар арасындағы шатасуды азайтады. Сондай-ақ тексерілген отырғызуы бар эталон бөлшекті қалдырған пайдалы. Оны қайта баптаудан немесе жаңа дайындама партиясынан кейін сызба өзгерді ме, жоқ па — сонымен тез салыстыруға болады.