Кең торцтық фреза ма, әлде тар өтулер ме: қайсысы тегіс
Қорапша бөлшектерде кең торцтық фреза мен тар өтулердің қайсысы тегіс жазықтық беретінін және өтулер қабаттасуы нәтижені қалай өзгертетінін талдаймыз.
Мұндағы мәселе неде
Торцтық фрезерлеуден кейін бет көбіне жақсы көрінеді: жылтыры біркелкі, іздері ұқыпты, фрезаның ізі таза. Бірақ кейін бөлшекті плитаға қойғанда немесе индикатормен тексергенде көрініс өзгереді. Ортасы ауытқиды, шеті төмен түсіп кетеді, ал көршілес жолақтардың арасында майда сатылы із пайда болады.
Себебі қарапайым: фрезаның әдемі ізі мен жақсы жазықтық — бір нәрсе емес. Бет таза көрінуі мүмкін, бірақ өңдеу кезінде құрал сәл иіледі, бөлшек серіппеленеді, ал қысу мен қызу өлшеуге дейін-ақ пішінді өзгертеді.
Неге көз алдайды
Жазықтықты торцтық фрезерлегенде көз ең алдымен жылтыр мен кедір-бұдырлықты байқайды, геометрияны емес. Егер фреза металлды жыртылған ізсіз алса, бет дұрыс сияқты көрінеді. Бірақ индикатор көз жіберіп алған нәрсені көрсетеді: ұзындық бойындағы толқынды, ішкі қуыс үстіндегі шөгуді немесе өтулер түйіскен жеріндегі биіктік айырмасын.
Бұл әсіресе қорапша бөлшектерде жиі байқалады. Өтулер арасындағы іздер көзге әрең білінгенімен, жалпы жазықтық ауытқуының өзі допусктан шығып кетуі мүмкін.
Неге қорапша бөлшек қырсығырақ
Тұтас плита өзін әлдеқайда болжамды ұстайды: салмағы мен қаттылығы біркелкі таралған. Қорапша бөлшек басқаша. Ішінде қуыстар бар, қасында жұқа қабырғалар мен қабырғалар, металл қалыңдығы аймақтан аймаққа өзгереді.
Сондықтан фреза бүкіл ен бойында бірдей негізді емес, әртүрлі негізді кеседі. Қуыстың үстінде бөлшек сәл серіппеленеді, ал шетінде тірегі әлсіз болады. Қысқышты алғаннан кейін металл кернеуді қайта бөліп, жазықтық станоктан тыс жерде-ақ өзгереді.
Әдетте мәселе бірдей жерлерде шығады. Шеттері төмен түседі, өйткені құрал кесуден біркелкі кіріп-шығып тұрмайды. Өтулер арасында сатылы із қалады, егер қабаттасу аз болса немесе шпиндель мінсіз қойылмаса. Ойықтар мен жұқа қабырғалардың үстінде толқын пайда болады, өйткені ол жерлерде бөлшек қабырғаға не массив тірекке қарағанда әлсіздеу.
Сондықтан кең торцтық фреза мен бірнеше тар өтудің арасындағы таңдау тек жылдамдыққа келіп тірелмейді. Алдымен бөлшек кесу кезінде пішінді қалай ұстайтынын және өлшеуде не шығатынын қарайды.
Өңдеудің екі сұлбасы
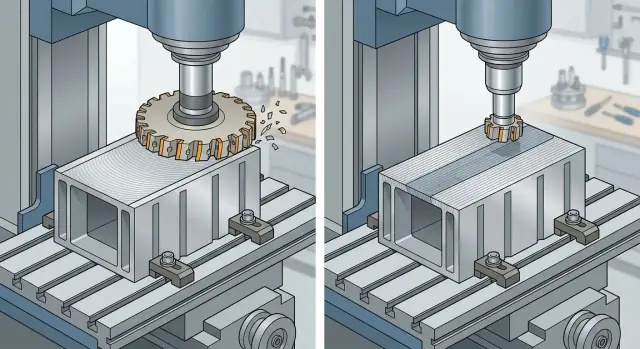
Қорапша бөлшектің үстіңгі жазықтығы үшін әдетте екі нұсқаның бірі таңдалады. Біріншісі — бір кең өтуге немесе бір-біріне жақын екі өтуге дейін бүкіл енді жабатын кең торцтық фреза. Екіншісі — диаметрі кішілеу фреза және бірнеше көршілес жолақ.
Кең фреза өтулер санын азайтады. Жолақ шекаралары да азаяды, сол арқылы айқын сатылы іздің қаупі төмендейді. Уақыт жағынан да мұндай схема көбіне тиімді: бос жүрістер азаяды, маршрут қарапайым, өтуден өтулерге қате жинау ықтималдығы төмен.
Тар өтулер жоңуды бөліп береді. Құралға, шпиндельге және бөлшектің өзіне түсетін жүктеме жұмсарады. Қорапша бөлшекте бұл жиі пайдалы: қабырғалар мен аралық тіректер кесу кезінде ойнап кетеді, ал байыпты режим кейде бір кең өтуден гөрі тегіс бет береді.
Бірақ бірнеше жолақ басқа мәселені қосады. Әр келесі өту алдыңғыны ішінара қабаттауы керек. Қабаттасу аз болса, екі өтудің арасында қыр қалады. Ал тым көп болса, фреза қайтадан бұрын өңделген таза жолақты кеседі, қызу өседі, ал із өзгереді. Көзге бет тегіс сияқты көрінгенімен, жазықтық бойынша ол уже жүздік үлестерге кетуі мүмкін.
Диаметрдің өзі ештеңеге кепіл бермейді. Нәтижеге құралдың биениеcі, шпиндельдің қаттылығы, шығыңқы ұзындығы, бөлшекті қысу және тіпті пластиналардың қаншалықты біркелкі отыруы әсер етеді. Үлкен фреза әлсіз торапта толқын қалдыруы мүмкін. Ал кішілеу фреза тыныш режимде, өтулер көп болса да, кейде шынайырақ жазықтық береді.
Қорапша бөлшек бұл есепке не қосады
Қорапша бөлшек сирек жағдайда массив дайындамадай әрекет етеді. Сыртынан қатты көрінгенімен, ішінде ойықтар, қуыстар, жұқа қабырғалар және қабырғалардың арасындағы ұзын аралықтар бар. Торцтық фрезерлеуде бұл бірден сезіледі: кесу күші тек металл алмайды, сонымен бірге үстіңгі қабырғаны иіп жібереді, әсіресе астында қуыс болса.
Қысу да нәтижені қатты өзгертеді. Егер корпус шеттерінен қыстырылған болса немесе тіректер бір-бірінен алыс тұрса, бөлшек столда қазірдің өзінде қисайып тұрады. Фреза металлды осы бұрмаланған пішін бойынша алады. Қысқыш алынғаннан кейін корпус ішінара қайта түзеледі де, жазықтық өзгереді.
Тағы бір жиі еленбейтін себеп бар: құюдан, дәнекерлеуден немесе қаралтым өңдеуден кейінгі ішкі кернеулер. Бөлшек қыстырылып тұрғанда олар жартылай ұсталып тұрады. Столдан алған соң бір бұрыш көтеріліп кетуі, ортасы аздап қайтуы, ал өтулер арасында станокта көрінбеген айырмалар пайда болуы мүмкін.
Қарапайым мысал: корпустың үстіңгі алаңы және оның астында үлкен қуысы бар. Оны төрт бұрышынан қойып, қатты қысып тастасаңыз, сырттай бәрі берік көрінеді. Бірақ өту кезінде ортасы сәл отырады. Столдан алғаннан кейін ол қайта орнына келеді де, өлшеу мүлдем басқа суретті көрсетеді.
Кең фреза не береді, ал тар өтулер не береді
Тек өңдеуден кейінгі ізге қарасақ, кең торцтық фреза жиі ұтады. Ол жазықтықты дерлік бірден өңдеп шығады, суреті тынығырақ болады, ал жолақтардың ауысуы азаяды. Қорапша бөлшекте бұл әсіресе байқалады.
Бірақ мұндай сұлбаның әлсіз жері бар. Үлкен диаметр шпиндель биениеcіне, бөлшектің қисайуына және дәл емес баптауға әлдеқайда сезімтал. Егер фреза аздап болса да соқса, қате бүкіл өтудің еніне тарайды. Нәтижесінде бет ұқыпты көрінеді, ал жазықтық күткендей болмай шығады.
Тар өтулер басқаша жұмыс істейді. Олар әрдайым бірінші ретте сондай әдемі сурет бермеуі мүмкін, бірақ бөлшектің нақты қаттылығына бейімдеуі жеңілірек. Егер корпус шетінде, ойық үстінде немесе жұқа қабырға маңында отыра түссе, оператор сол аймақта қадамды, қалдықты немесе бағытты өзгерте алады. Кең фрезада мұндай еркіндік аз: ол бірден үлкен аумаққа жүктеме түсіреді.
Тәжірибеде айырма көбіне қарапайым ережеге тіреледі. Кең фреза жолақтар арасын жақсы жасырады және циклді жиі жылдамдатады. Тар өтулер әлсіз бөлшекпен оңайырақ үйлеседі, бірақ олар дұрыс таңдалған қабаттасуға көбірек тәуелді.
Дәл осы тұс жиі бағаланбайды. Егер жолақтар нашар қабаттасса, шекарада қыр қалады. Кейде ол тырнақпен әрең сезіледі, бірақ индикатор мәселені бірден көреді. Қорапша бөлшекте мұндай қыр әсіресе ойық, қатайтқыш қабырға немесе қабырға серіппе сияқты жұмыс істейтін аймақтың жанында шығады.
Қабаттасу плоскостықты қалай өзгертеді
Фрезерлеудегі өтулердің қабаттасуы жолақтардың арасында сатылы із қалатынын не қалдырмайтынын тікелей анықтайды. Сондықтан кең торцтық фреза ма, әлде тар өтулер ме деп салыстырғанда, тек құрал диаметрін емес, көршілес өтулердің бір-біріне қалай кіретінін де қарау керек.
Қабаттасу аз болса, әр келесі өту алдыңғы өтудегі ізді дерлік кеспейді. Қорапша бөлшекте бұл бірден білінеді: қиғаш жарықта тігіс көрінеді, ал щуп немесе индикатор жергілікті айырманы көрсетеді. Бет жолақтарға бөлініп қалғандай әсер береді.
Орташа қабаттасу әдетте тынығырақ нәтиже береді. Фреза көрші жолақтан қалған қырды ішінара кесіп тастайды да, ауысу жұмсарады. Саты азаяды, ал жазықтық база бойымен тұрақтырақ шығады.
Тым көп қабаттасу да көмектеспейді. Құрал бұрын өңделген металл бойымен ұзақ жүреді, цикл ұзартады, қызу өседі. Қорапша бөлшектің жұқа үстіңгі қабырғасында бұл жағымсыз әсер беруі мүмкін: өңдеуден кейін бет қалыпты көрінеді, бірақ салқындаған соң бірнеше жүздікке кетеді.
Тағы бір нәзік жайт бар. Бүкіл траекторияда бірдей қабаттасу әрдайым қабырға, ойық және терезе маңында бірдей нәтиже бермейді. Тұтас аймақта бөлшек қатты ұсталады, ал ойыққа жақын қабырға әлсіздеу болып, сәл иілуі мүмкін. Сондықтан өтулер арасындағы бірдей қадам ортасында жақсы жұмыс істеп, шетінде із қалдыруы ықтимал.
Мұнда тексеру оңай. Алғашқы екі жолақтан кейін бетті қиғаш жарықта қарап, ортасындағы және ойық маңындағы түйіскен жерді салыстырыңыз, содан соң тек жалпы жазықтықты емес, тігістегі жергілікті айырманы да өлшеңіз. Көбіне осының өзі қабаттасуды немесе траекторияны өзгерту керек пе, соны түсіну үшін жеткілікті.
Тәжірибеде қалай таңдау керек
Алдымен фрезаны емес, бөлшектің өзін қарайды. Егер қорапша дайындама қысқыштан майысса немесе іс жүзінде екі нүктеде ғана ілініп тұрса, кең өңдеу әдемі із қалдырғанмен, қысқыштан алғаннан кейін жазықтық нашар болуы мүмкін.
Мұнда базалау өте көп нәрсені шешеді. Егер тіректер шетке тым жақын тұрса, ал орта тұс «тыныстап» тұрса, әдеттегі режиммен таңдауға болмайды. Бөлшек нақты қай жерде жүктемені ұстайтынын, ал қай жерде ойнай бастайтынын түсіну керек.
Іске қоспай тұрып мына бес нәрсені тексерген пайдалы: бөлшектің қаттылығы мен қысу күші, базалау сызбасы мен тіректердің орны, алаңның нақты ені, фрезаның шын жұмыс ені және бақылаумен сынамалық өтуге қалдырылған қор.
Жұмыс енімен жиі қателеседі. 100 мм фреза 100 мм-ді әрдайым таза әрі тұрақты жаба бермейді. Бұған шығыңқы ұзындық, пластиналардың орны, биение және материалға кіру әсер етеді. Сондықтан алаң енін каталогтағы санмен емес, құралдың шын қалай кесетінімен салыстырады.
Егер таңдау «кең торцтық фреза ма, әлде тар өтулер ме» дегенге келсе, теориямен дауласып пайда жоқ. Оның орнына жоспарланған сериядағыдай айналым мен берілісте бір сынақ өту жасап, кейін бет суретін де, өлшемді де салыстырған әлдеқайда пайдалы.
Егер кең өтуден кейін бүкіл ен бойымен толқын көрінсе, мәселе көбіне жүйенің қаттылығында немесе базалауда. Ал тар өтулерде жолақтар арасында айқын сызық қалса, қабаттасу аз немесе фреза біркелкі жүрмейді.
Қорапша корпуста бұл өте нақты көрінеді. Егер үстіңгі алаңның ені 140 мм болып, ал фреза 90–95 мм-ді тұрақты өңдесе, шегіне дейін бірден қамтуға тырысқаннан гөрі қалыпты қабаттасумен екі өту жасау жиі дұрыс болады. Егер бөлшек қысқа, қатты және тіректерге жақсы отырса, бір кең өту расымен де таза әрі жылдам нәтиже бере алады.
Қорапша бөлшекке мысал
Екі үлкен ойығы бар және жоғарғы жолағы жұқа корпус елестетейік. Жоғарғы жағында қақпаққа арналған тегіс базалық жазықтық керек. Көзбен қарағанда бөлшек қатты сияқты, бірақ ойықтардың жанында металл жүктемені нашар ұстайды, сондықтан жолақ бірнеше жүздікке оңай кетеді.
Алдымен 125 мм кең торцтық фреза қойып, жазықтықты бір жылдам өтумен алуға тырысады. Орта тұсында нәтиже таза шығады, цикл уақыты жақсы, бірақ ойық маңында басқа көрініс пайда болады. Жұқа аймақ кесу кезінде сәл майысып, шет жазықтықтың қалған бөлігінен төмен түседі. Өлшеуде бұл дөрекі шұңқырдай емес, шеттегі жай ғана шөгу сияқты көрінеді, мысалы 0,03–0,05 мм.
Сосын сұлбаны өзгертеді. 63 мм фреза алып, жазықтықты шамамен 25–30% қабаттасумен бірнеше жолақта өтеді. Бір өтудегі жону азаяды, жұқа жолаққа түсетін жүктеме жұмсарады, ал бөлшек тынығырақ әрекет етеді. Жолақтардың арасында алдымен әлсіз із қалады, бірақ келесі өту оны тазартады.
Иә, цикл ұзағырақ болады. Бірақ серия біркелкі жүреді: кездейсоқ шашырау аз, бақылаумен дауласу аз, ойық маңындағы шет қайтадан төмен түсіп кету қаупі төмен. Мұндай корпустарда бірнеше тар өту кейде бір кең өтуден шынайырақ болып шығады, тіпті із онша әдемі көрінбесе де.
Нәтижені көбіне бұзатын қателер
Қорапша бөлшектерде жазықтықты әдетте өңдеу сұлбасының өзі емес, баптаудағы ұсақ қателер бұзады.
Бірінші жиі қателік — қаттылығы жетпейтін бөлшекке тым кең торцтық фреза қою. Қорапша корпустағы жоғарғы қабырға мен қуыстардың үстіндегі аймақтар тұтас плита сияқты жұмыс істемейді. Бөлшек қыстырылған кезде бұл байқалмауы мүмкін. Қысқышты алған соң жазықтық кетіп қалады.
Екінші қателік — өтулердің қабаттасуын тым аз алып, мінсіз геометрия күту. Қағазда өтулер азайып, цикл қысқарады. Ал станокта жолақтардың арасында биіктік айырмасы қалады, әсіресе торап қаттылығы орташа болса.
Үшінші қателік — тек із суретіне қарау. Бұл тұзақ. Әдемі із жақсы геометрия деген сөз емес. Жазықтықты торцтық фрезерлегенде сыртқы түрін ғана емес, кемінде бірнеше сызық бойымен жазықтықты да тексеру керек, бір нүктемен шектелмей.
Тағы бір қателік — құрал биениеcін және қысу сызбасын тексермей, берілісті өзгерту. Егер бір тіс басқалардан күштірек жұмыс істесе, оправка соқса, ал қысқыш корпусты бір жаққа тартса, кесу режимі құтқара алмайды. Алдымен шпиндель, құрал, шығыңқы және тіректер тексеріледі, содан кейін ғана беріліс өзгереді.
Және қымбат тұратын тағы бір ұсақ нәрсе: бөлшек өңдеуден кейін бірден, жылы күйінде өлшенеді. Металл әлі де «ойнап» тұрады, әсіресе қабырғалары әртүрлі қалыңдықтағы қорапша корпустарда. Соңғы өлшеуге дейін аздап күту көбіне шынайырақ нәтиже береді.
Серияны бастау алдындағы тексеріс
Бір сәтті бөлшекке сүйеніп қалмаған дұрыс. Серия алдында бір-екі дайындамада сынамалық кесу жасап, тек өлшемді емес, жазықтықтың өзін де қараған жөн.
Ең пайдалы бақылау қарапайым. Индикатормен шеттерін және ішкі ойықтардың айналасын жүріп шығыңыз. Көршілес жолақтарды із суреті бойынша салыстырыңыз. Әсіресе өтулердің түйіскен жерін бөлек тексеріңіз: жолақтар арасындағы тігіс көзден гөрі тырнақпен жақсырақ сезіледі. Бөлшекті столдан алғаннан кейін жазықтықты тағы бір рет өлшеңіз. Қысқыш астында бәрі дұрыс болып, ал босатқан соң пішін өзгерсе, себепті қысу сызбасынан және ішкі кернеулерден іздеу керек.
Қысқа сынамалық партиядағы бірінші және соңғы бөлшекті салыстырған да пайдалы. Егер шашырау өссе, мәселе қызуда, пластиналарға жиналған жоңда, нөлдің ауысуында немесе қысу күшінің өзгеруінде болуы мүмкін.
Егер өтулердің түйіскен жері ойық маңында немесе сыртқы шетте байқалса, серияны бірден бастамаған дұрыс. Көбіне бір ғана түзету жеткілікті: қабаттасуды аздап өзгерту, құралдың шығыңқысын қысқарту немесе қысқышты қайта қою. Бұл партияны қайта жасаудан әлдеқайда арзан.
Әрі қарай не істеу керек
Кең торцтық фреза ма, әлде тар өтулер ме деген таласты әдетпен емес, өлшеумен шешкен дұрыс. Бір-екі сынамалық бөлшек алыңыз, екі сұлба бойынша ұқсас режимдерде жазықтықты өңдеп, сыртқы көріністі ғана емес, жазықтықты, өтулер арасындағы сатылы ізді және бөлшектің столдан алынғаннан кейінгі мінезін салыстырыңыз.
Бірдей нүктелерге қараңыз: жазықтықтың ортасы, қабырғалар мен қабырғаға жақын аймақтар, шеттер және ойық маңы. Дәл сол жерде фрезерлеудегі өтулердің қабаттасуы бетті тегістей ме, әлде өтулер арасындағы іздерді қалдыра ма — соны анық көруге болады.
Қорытынды кездейсоқ шықпау үшін бірден өтудің енін, қабаттасу пайызын, кесу тереңдігін, берілісті және жазықтықты бақылау нүктелерін жазып алған пайдалы. Бірнеше күннен кейін мұндай ұсақ-түйек оңай ұмытылады, ал кейін серияда дәл солар уақыт үнемдейді.
Егер бөлшек әлсіз болса, ең жылдам циклге ұмтылудың қажеті жоқ. Жұқа қабырғалар, үлкен ойықтар және ұзын жазықтық қосымша минуттан гөрі жүктемеге қаттырақ жауап береді. Ондай жағдайда сұлбаны тұрақтылық пен қайталанымдылыққа қарай таңдаған дұрыс.
Егер мұндай міндеттерге станок таңдау немесе өңдеуді баптауға практикалық көзқарас керек болса, EAST CNC материалдарын қарап шығуға болады. Компания Қазақстан мен ТМД елдеріндегі өндірістер үшін токарлық ЧПУ станоктарын жеткізу, іске қосу және сервистеу бойынша жұмыс істейді, ал блогында жабдық шолулары мен метал өңдеу жөніндегі кеңестерді жариялайды.
Жақсы келесі қадам қарапайым: бір сынама жасаңыз, өлшемдерді алып, екі сұлбаны салыстырыңыз да, дәл сіздің бөлшекте тұрақты жазықтық беретін нұсқаны қалдырыңыз.
FAQ
Кең торцтық фреза қашан шынымен де тегіс бет береді?
Кең торцтық фрезаны әдетте бөлшек қатты болғанда, тіректерге жақсы отырғанда және алаң бір өтумен-ақ дерлік жабылғанда таңдайды. Мұндай режимде жолақтардың түйіскен жері азаяды, сондықтан айқын сатылы іздің шығу қаупі төмендейді. Егер корпус жұқа болса немесе тіректер дұрыс қойылмаса, бір кең өту әдемі із қалдырғанымен, жазықтықтың өзі мінсіз болмай қалуы мүмкін.
Қай кезде бірнеше тар өтуді таңдаған дұрыс?
Тар өтулер көбіне ойықтары бар, жұқа қабырғалы және қабырға аралығы ұзын қорапша корпустарда жақсы көмектеседі. Мұнда бөлшекке түсетін жүктеме жұмсағырақ болады да, қиын аймақтарды бақылау жеңілдейді. Цикл әдетте ұзағырақ, бірақ үстелден алғаннан кейін жазықтық жиі сенімді әрі тұрақты шығады.
Бастапқы нүкте ретінде қандай қабаттасуды алған дұрыс?
Бастау үшін әдетте орташа қабаттасу алынады, шамамен 25–30%. Бұл келесі өтудің алдыңғы іздегі қырды жонып тастауына жеткілікті болып, бұрыннан өңделген жолақты артық қыздырмайды. Қабаттасу тым аз болса, түйіскен жерде сатылы із қалады. Тым көп болса, қызу мен өңдеу уақыты өседі.
Неге беті жақсы көрінеді, ал индикатор ауытқуды көрсетеді?
Себебі көз ең алдымен жылтыр мен суретті көреді, ал геометрияны емес. Фреза ұқыпты із қалдыруы мүмкін, бірақ сол сәтте бөлшек кесу күшінен, қысудан немесе қызудан сәл майысып тұрады. Индикатор көз байқамайтын нәрсені көрсетеді: ұзындық бойындағы толқын, шеттің түсуі және көршілес жолақтардың арасындағы биіктік айырмасы.
Қорапша бөлшекте жазықтық бойынша ең үлкен қателер қай жерде пайда болады?
Көбіне жазықтық ойықтардың, қуыс аймақтардың, жұқа қабырғалардың және сыртқы қырдың маңында бұзылады. Ол жерлерде металл жүктемені нашар ұстайды, сондықтан жоғарғы қабырға фрезаның астында оңай серіппеленеді. Сол себепті дәл осы аймақтарда жалпы жазықтықты ғана емес, өтулер түйіскен жеріндегі локалдық айырманы да тексерген дұрыс.
Алдымен нені тексеру керек: фрезаны ма, әлде бөлшекті қысу сызбасын ба?
Алдымен қысу мен тіректерді тексеріңіз. Егер корпус қисайып тұрса немесе ортасы салбырап тұрса, фрезаның диаметрі қанша болса да, мәселені шешпейді. Одан кейін ғана биениеге, шығару ұзындығына, пластиналардың орнына және режимге қараңыз. Тәжірибеде нашар базалау көбіне өтулер сызбасынан да көп зиян келтіреді.
Қабаттасу қатесін құрал биениеcінен қалай ажыратуға болады?
Егер із дәл жолақ шекарасында қайталанса, көбіне қабаттасу немесе көршілес өтулердің биіктік айырмасы кінәлі болады. Егер толқын бүкіл ен бойымен созылып, түйіскен жерге байланып тұрмаса, биение, әлсіз түйін немесе бөлшектің қисайып тұруын іздеңіз. Орталық аймақ пен ойық маңын салыстыру пайдалы. Сонда қателік қай жерде пайда болғанын анықтау жеңілдейді.
Фрезерлеуден кейін жазықтықты бірден өлшеу керек пе?
Асықпаған дұрыс. Бөлшек сәл салқындасын, содан кейін ғана соңғы өлшемді алыңыз, әсіресе корпус жұқа болып, қабырғаларының қалыңдығы әртүрлі болса. Өңдеуден кейін бірден металл әлі де пішінін өзгерте беруі мүмкін, сонда нәтиже тым оптимистік болып көрінеді.
Серияны бастамай тұрып өңдеу сызбасын қалай дұрыс тексеруге болады?
Тәжірибелік сынақты жұмысқа түсетіндей бірдей айналым мен берілісте бір-екі дайындамада жасаңыз. Сосын тек сыртқы түрін емес, шеттердегі, ортасындағы және ойық маңындағы жазықтықты да салыстырыңыз. Егер бөлшек қысқыштан алынғаннан кейін пішіні өзгерсе, бағдарламаның сандарын кездейсоқ ауыстырмай, тіректерді, қысуды немесе өтулер сызбасын өзгерткен дұрыс.
Егер ойық маңындағы шет өңдеуден кейін тұрақты төмен түссе, не істеу керек?
Әдетте сол аймаққа түсетін жүктемені азайту көмектеседі. Ол үшін жиі тарлау фрезаға көшеді, бір өтудегі жону мөлшерін азайтады, өңдеу бағытын өзгертеді немесе қалыпты қабаттасуы бар өтулер қояды. Сонымен бірге бөлшектің тіректерде қалай тұрғанын қараңыз. Егер шет салбырап тұрса немесе қысқыш корпусын тартып тұрса, төмен түсу қайта-қайта қайталана береді.