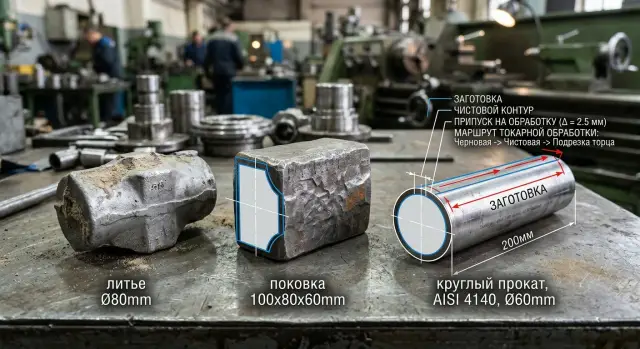
Құю, поковка немесе прокат: сериялы бөлшек үшін қайсысын таңдау керек
Сериялы бөлшек үшін құю, калыптау немесе прокат әртүрлі припуск, өлшем тұрақтылығы және операция саны береді. Қайда уақыт пен металл жоғалтатыныңызды талдаймыз.
Неліктен заготовканы таңдау бүкіл серияны өзгертеді
Бір және сол чертежті әртүрлі жолдармен орындауға болады: құю, калыптау (поковка) немесе прокат қолдануға болады. Қағазда бөлшек сол қалпында қалады, ал цехта бәрі өзгереді. Припусктар басқа есептеледі, базалау өзгеше құрылып, цикл уақыты өседі немесе кемиді, құралға түсетін жүктеме өзгереді.
Көбіне заготовканы таңдау тым кеш жасалады. Алдымен килограмына бағаны қарайды, ал кейін арзан заготовка бүкіл мехобработканы қымбаттатады дегенді түсінеді. Егер әр бөлшектен 2–3 мм артық алып тастау қажет болса, станок ұзақ жұмыс істейді, құрал тез тозады, және стружка көлемі артады. Серияда бұл елеусіз емес. Бір бөлшекте бес минуттық артықтық жүздеген дана үшін ондаған сағатқа айналуы мүмкін.
Тағы бір проблема — заготовканың өлшем тұрақтылығы. Егер сыртқы диаметр, ұзындық немесе қалыңдық дана бойынша өзгерсе, партия тең емес шығады. Бірінші бөлшекте режим сай келсе, бесіншіде припуск өзгеріп кетуі, онда оншысында құралды түзету немесе жиі өлшеу қажет болуы мүмкін. Сериялы өндіріс қайталанушылықты жақсы көреді. Заготовка ойнаса, механикалық өңдеу маршруты тіпті қарапайым бөлшек бойынша да бұзыла бастайды.
Қате таңдау бірінші операциядан ары созылады. Ол базалауға, кулачктар мен оснастка таңдауына, черновые проходтарға, аралық бақылауға және соңғы өлшемнің алынатындығына дейін әсер етеді. Егер заготовка ыңғайсыз болса, техпроцесс оның әлсіз тұстары айналасында құрылады, бөлшек өзі бойынша емес.
Бұл әдетте фланеці бар қарапайым втулкада жақсы көрінеді. Прокаттан оны ұзақ дайындаусыз жасауға болады, бірақ припуск жиі үлкен болады. Поковкадан металл бөлшек формасына жақынырақ келеді, бірақ өлшемнің шашырандысын ескеру керек. Құю одан да жақын контур беруі мүмкін, бірақ сонда заготовкаға қойылатын талаптар жоғары болады. Чертеж бір, бірақ цикл уақыты, құрал шығыны және партияның мінез-құлқы өзгеше болады.
Заготовканы таңдау — жобаның басындағы формальдық емес. Бұл бастапқы нүкте, одан бастап маршрут: бірінші орнатудан соңғы өлшемге дейін анықталады.
Үш нұсқа қалай ерекшеленеді
Құю, калыптау және прокат бірдей бөлшек үшін әртүрлі бастапқы позиция береді. Чертежтегі соңғы өлшем бір болса да, цехта жұмыс әртүрлі жүргізіледі: алатын металл көлемі, операциялар тәртібі және базалар таңдалуы өзгереді.
Құю әдетте дайын бөлшек формасына жақынырақ болады. Фланецтер, шығырлар, қуыстар немесе қалыңдықтың өткір ауысулары болса, бұл ыңғайлы. Металл аз кетеді, бірақ литейная заготовкада қабырғалар, жазықтықтар және жергілікті припусктар жиі өзгеріп тұрады. Сондықтан станокта біркелкі емес қабатты алып тастау және базаны ұзақ уақыт шығару қажет болады.
Поковка күш түсетін бөлшектерге көбірек алынады: біліктер, ступицалар, рычагтар, массивті втулкалар. Оның құрылымы тығыз, сондықтан мұндай заготовка соққы мен айнымалы жүктемелерді жақсы көтереді. Құймаға қарағанда пішіні әдетте қаңқалық, бірақ күштік түйіндер үшін бұл жиі дұрыс таңдау. Дегенмен, ковкадан кейін де геометрияда ығысу, облой және өлшем шашырандысы болуы мүмкін, сондықтан оларды өңдеуге қосу қажет.
Прокатты сатып алу оңай және жұмысқа тез қосуға болады. Дөңгелек, алтыбұрыш немесе табақша қарапайым геометриялы бөлшектер үшін бұл ең тікелей жол. Көп бөлігі форманы токарь немесе фрезер арқылы алуға болатын кезде прокат қолайлы. Бірақ егер бөлшек күрделі болса, прокаттан көп артық металды кесіп алу керек болады, бұл бірден цикл уақытына әсер етеді.
Қарапайым түрде айтсақ: прокат қолжетімділігі мен жылдам іске қосылу үшін таңдалады, құю — бөлшек формасына жақындығы үшін, поковка — жүктеме астындағы жұмыс үшін. Әрі қарай бәрін өлшемдер, допуски және әр данаға қанша уақыт бөлгіңіз келетіні шешеді.
Припуск уақыт пен қалдыққа қалай әсер етеді
Припуск қағазда кішкентай нәрсе сияқты көрінуі мүмкін. Серияда ол тез станоктағы минуттар мен килограмм стружкаға айналады. Егер заготовка үлкен припускпен келсе, операторға қосымша черновые проходтар қажет болады, әрбір проход циклді ұзартады.
Токарь операциясында бұл дереу көрінеді. Бір сенімді алудан гөрі деталь екі-үш черновой кесуден өтеді, содан кейін тазалау. Станок ұзақ жұмыс істейді, резец қатты қызады, партия баяу шығады. 500–1000 дана партияда айырмашылық секундтармен емес, сағаттармен есептеледі.
Материал да айтарлықтай кетеді. Сыртқы диаметр, торец немесе бурт үлкен припускпен алынғанда металл стружкаға айналады. Прокатта бұл жиі кездеседі: заготовканың пішіні түсінікті және жеткізілімдері оңай, бірақ артық металл әр бөлшектен кесіп тасталады. Құю мен поковка кейде контурды дайын бөлшекке жақынырақ береді, сондықтан қалдық аз болуы мүмкін.
Өте кішкентай припуск та проблема тудырады. Қағазда цикл қысқа көрінеді, бірақ шындықта резец литейная кірді, поковкадан кейінгі окалина немесе жергілікті овальді алып тастауда үлгере бермейді. Нәтижесінде бетті дефект қалуы мүмкін, ал өлшемді қауіпсіз түрде шығару қиын.
Жақсы припуск әрдайым сақтықпен алынбайды. Оны заготовканың шынайы мінезіне: өлшем шашырандысы, коробление, қабықтың қаттылығы, базалаудың дәлдігі бойынша есептейді. Егер партия тұрақсыз болса, технолог қамтамасыз ету үшін артық металл қалдыруы мүмкін. Бұл түсінікті, бірақ қымбат.
Алдын ала екі нәрсені есептеген пайдалы: бір артық проход қанша секунд қосатынын және бүкіл партия үшін қанша килограмм металл стружкаға кететінін. Мұндай есептен кейін құю, поковка және прокат арасындағы таңдау әдетте айқын болады.
Қай жерде өлшем тұрақтырақ
Серия үшін тыныш заготовка — партия мен дана бойынша өлшемі азырақ өзгеретін заготовка. Онда наладчик нөлді сирек қозғайды, оператор артық припускты аз ұстайды және бағдарлама ұзақ уақыт түзетусіз жұмыс істейді.
Құюда өлшем әдетте тұрақсызрақ болады. Бұл қабырғалардың қалыңдығы, жазықтықтар және металл тең емес суытылатын аймақтар бойынша айқын байқалады. Бір бөлшекте припуск ыңғайлы болса, келесісінде едәуір көп алып тастау қажет болуы мүмкін.
Поковка жалпы пішін бойынша жиі тұрақтырақ. Құрылымы тығыз, сыртқы контур құймаға қарағанда ұтымдырақ қайталанады. Бірақ оның өз ерекшелігі бар: штамптау немесе ковкадан кейінгі өтпелер мен облой нақты өлшемді бірден алуға мүмкіндік бермейді, сондықтан маршрут әлі де артық металлға сай құрылады.
Прокатта жағдай басқа. Бастапқы көзге қарағанда бұл ең оңай нұсқа: прутокты немесе трубаны алып, жұмысқа қосасыз. Практикада диаметр, түзулік және овальность мәселелері кездеседі. Егер пруток сәл иілген болса, зажим біркелкі жұмыс істемейді, ал айналу биігі бүкіл операция бойынша көрсетілуі мүмкін.
Сериялы өңдеуде бұл айырмашылық өте байқалады. Мысалы, цех прутоктан втулка партиясын өңдесе: бір заготовканың сыртқы диаметрі номиналға жақын, екіншісінде овальность бар, үшіншісінде кішкентай иілу. Бағдарлама бірдей, бірақ металл алуға кететін көлем әртүрлі. Соның салдарынан цикл уақыты өзгереді, тазалау тұрақсыз жұмыс істейді, және шыққан өлшем допусктың жоғары немесе төмен шегіне қарай өзгереді.
Заготовка тұрақтырақ болса, маршрутты ырғақты ұстау оңайырақ. Базалау қайталанады, припуск болжалды, бақылауда тосынсыйлар азаяды. Серия үшін бұл көбіне бір заготовканың бағасындағы айырмашылықтан маңыздырақ болады.
Заготовка маршрутты қалай өзгертеді
Маршрут заготовка өзгергенде сирек тұрақты қалады. Бір чертеж әртүрлі операциялар тәртібін, орнатулар санын және басқа базалау әдісін бере алады.
Құю көбінесе алдын ала дайындықты талап етеді. Литейная қабат дәл базалауға кедергі келтіреді, сондықтан алдымен сыртқы қабатты алып тастап, кейін таза базаны шығарады. Кейде бұған бөлек черновой проход немесе негізгі циклдан тыс қысқа операция қосады. Бұл кезеңді өткізіп жіберсеңіз, өлшем бірінші орнатуда бұзылуы мүмкін.
Поковкада басқа тарих. Оның құрылымы жақсы резерв береді, бірақ штамп немесе ковкадан кейін пішін әрдайым тегіс емес. Оператор көбіне заготовканы теңестіру, иілуін жою, айтарлықтай черновой припускты алу және содан кейін ғана дәл өлшемге өту керек болады. Сондықтан маршрут жиі ұзарады: алдымен черновая тұрақтандыру, кейін получистая, сосын чистовая.
Прокат зажимға ең тез түседі, егер бөлшек пішіні жеңіл болса. Вал, втулка немесе сатылы бөлшек үшін дөңгелек пруток жиі ең қысқа жол береді: заготовканы кесіп алып, қысып, базаны өңдеп, әрі қарай өлшемге өту. Бірақ бұл тек геометрия прутокқа жақын болғанда жұмыс істейді. Егер бөлшек күрделі болса, прокат тез артық кесуге және ұзын өңдеуге айналады.
Әдетте төрт нәрсе өзгереді: бірінші база, черновая өңдеудің көлемі, переустановкалар саны және токарь мен фрезер арасындағы тәртіп. Сондықтан кіріс материалдың арзан болуы әрдайым арзандаған детальге әкелмеуі мүмкін. Заготовка арзан тұрғанымен қосымша орнат, ұзын черновой цикл және теңестіруден кейін бөлек бақылауды қосуы мүмкін.
Практикада бұл тез көрінеді. Қарапайым бөлшек прокаттан екі орнатта бітсе, сол бөлшек құймадан бастап алдымен корканы алып, базаны шығарып, заготовканы аударып, соосностьты қайтадан табуды талап етуі мүмкін. Заготовка бағасында айырмашылық бар, бірақ артық орнат бұл үнемді жоюы мүмкін.
ЧПУ токарлық станоктарда бұл әсер әсіресе серияда анық көрінеді. Заготовка неғұрлым тегіс әрі болжалды болса, цикл қысқарақ және наладка тыныш болады. Сондықтан маршрутты заготовканы таңдаумен бірге есептеген дұрыс.
Қадамдар бойынша қалай таңдау керек
Заготовканы килограмына бағамен емес, бөлшек бүкіл өңдеу маршруты арқылы қалай өтерін ескере отырып таңдау жақсы. Арзан заготовка станоктың артық металды кетіріп жүріп қымбатқа түсуі оңай.
Алдымен қатты допусктары бар беттер мен өлшемнің орналасуын белгілеңіз: осьтік тесіктер, базалық торецтер, посадкаға арналған сыртқы диаметрлар және кейін бақылау үшін маңызды жазықтықтар. Егер мұндай аймақтар екі жақта болса, қай заготовка бірінші орнатуға ең түсінікті базаны беретініне дереу қараңыз.
Содан кейін припускты орташа емес, әр база мен әр маңызды диаметр бойынша есептеңіз. Құюда әдетте ол ең теңсіз болады. Поковкада пішін бөлшекке жақын, бірақ шашыранды штамп пен режимге байланысты. Прокатта геометрия қарапайым, бірақ белгілі бір аймақтарда, әсіресе бөлшек дөңгелек болмаса немесе фланеці бар болса, айтарлықтай металл алу қажет болады.
Келесіде жеткізушінің нақты бар өлшемдерін тексеріңіз. Қағазда идеалды заготовканы таңдау оңай, ал сатып алуда көбіне көршілес типоөлшемдер ғана болады. Бір қосымша диаметр немесе қалыңдық қадамы цикл уақытын, құрал шығынын және стружка көлемін бірден өзгертеді.
Одан кейін бір деталь үшін черновой маршрутты тез құрастырыңыз: бірінші орнат қалай көрінеді, қай беттерде черновая өңдеу жүреді, қай жерде чистовые проходтар қалдырылады, деталь аудару керек пе және финалдық бақылау қалай өтеді. Егер бұл маршрут жобалау деңгейінде-ақ ұзын және артық переустановкалар немесе ыңғайсыз зажим көрсетсе, заготовка әлсіз таңдалған деп санаңыз.
Содан кейін үш көрсеткішті бір кестеге жинаңыз: бір деталь үшін цикл, қалдық көлемі және брактің тәуекелі. Тәуекелді бағалау оңай: қай жерде коробление, база ығысуы, раковиналар, окалина немесе бір проходпен үлкен алу салдарынан допусктан шығу мүмкіндігі жоғарырақ.
Соңғы қадам көп үнемдейді: сынақ партия алыңыз және нақты маршрут бойынша өткізіңіз. Алғашқы 10–20 бөлшекте қай заготовка өлшемді тыныш ұстайтынын, қай жерде оператор минуттар жоғалтады және қай нұсқа серия үшін алдын ала болжамды нәтиже беретінін көруге болады.
Сериялық фланецті втулка мысалы
Көрнекі және қарапайым бөлшекті алайық: буртты втулка, сквозной тесігі және сыртқы диаметрі бар. Мұнда корпус, опорный бурт және соосностьты ұстайтын посадка беттері бар. Мұндай бөлшекте құю, поковка және прокат арасындағы айырмашылық серия басталардан бұрын-ақ тез көрінеді.
Егер партия кіші болса, прокат әдетте ең жылдам старт береді. Дөңгелек прутокты оңай сатып алып, қажетті ұзындыққа кесіп, дереу ЧПУ токарға жіберуге болады. Пробная серия үшін бұл ыңғайлы: маршрут қысқа, оснастка қарапайым және заготовка жеткізілімдері көбіне тосқауыл болмайды.
Бірақ прокаттың айқын кемшілігі бар. Егер бурт корпусқа қарағанда айтарлықтай үлкен болса, станок көп артық металл алып тастайды. Үлкен фланеці бар втулка үшін бұл әр бөлшекте көп черновая токарка, көп стружка және ұзақ цикл деген сөз. Бірнеше жүз дана партияда уақытының айырмашылығы жақсы сезіледі.
Бұндай жағдайда құю жиі жақсырақ көрінеді. Заготовка бөлшек формасына жақын болғандықтан, өңдеуге припуск аз, әсіресе бурт пен сыртқы диаметр бойынша. Маршрут өзгереді: металл ұзақ алынатын орнына оператор жылдам базалық беттерге және чистовые проходтарға шығады. Бірақ литейная заготовка әрқашан өлшем бойынша тұрақты болмайды. Егер партияда айтарлықтай шашыранды болса, черновой проходты кеңейту, жиі өлшеу және қосымша операция қосу қажет болуы мүмкін.
Поковка басқа приоритет қояды. Егер втулка жоғары немесе айнымалы жүктемеге жұмыс жасаса, поковка материалдың құрылымында артығырақ беріктікті береді. Қауіпті бөлшектер үшін бұл кейде заготовка бағасынан маңыздырақ. Металл алу көлемі бойынша поковка көбіне прокат пен құю ортасында болады: прутоктан аз, жақсы құймаға қарағанда көп.
Мұндай втулка үшін шешім әдетте қарапайым: кіші партия және жылдам старт үшін прокат қолайлы. Егер бурт үлкен болып, артық алу тым үлкен болса, құюға қараған жөн. Егер түйін жүктелетін болса және беріктік маңызды болса, поковка жиі ұтады. Ал қатал соосность пен диаметр бойынша допусктар болса, жеткізу бойынша тұрақтырақ заготовканы таңдау керек.
Практикада қатал допуск баға килограмнан да жиірек шешімді өзгертеді. Өлшемі тұрақсыз арзан заготовка үнемдеуді тез жейді: цикл уақыты өседі, бақылау көбеюі және брактің тәуекелі артады.
Қай жерде жиі қателеседі
Ең жиі кездесетін қате — тек килограмына бағаға ғана қарау. Қағазда прокат құю немесе поковкаға қарағанда арзан көрінуі мүмкін. Бірақ серия үшін бұл әлсіз көрсеткіш. Егер дөңгелек прутоктан кейін көп көлемді металл кесіп тастау керек болса, арзан заготовка тез қымбатқа түседі.
Екінші қате — станок уақытын елемеу. Көптегендер металлды санайды да, черновая өңдеудегі минуттарды ұмытып кетеді. Осы жерде жиі өндірістің шығындарының айтарлықтай бөлігі шығады. Үлкен припускта резание уақыты ғана емес, пластиналар, шпиндельге жүктеме, стружка көлемі және өлшемнің ауытқуы да өседі.
Құюда жиі басқа жерден қателеседі: дерлік дайын формада тұрған заготовканы алып, бірінші орнатуға ыңғайлы база бар ма екеніне тексермейді. Нәтижесінде деталь сенімсіз қысылып, биение пайда болады, артық өткелдер жасалады немесе уақытша беттер қосылады. Серия бұдан жылдамдамайды.
Прокатта қате әдетте қаттырақ кездеседі. Оны сол жерде қолданады, мұнда көлемнің жартысы стружкаға кетеді. Қарапайым втулка үшін бұл әлі шыдарлық болуы мүмкін. Бірақ үлкен айырмашылық диаметрлері, қарақаттар немесе ойылған аймақтары бар фланецті бөлшекте бұл тәсіл себетті айтарлықтай көтереді.
Тағы бір қате бар, ол бірден көрінбеуі мүмкін. Алғашқы партия келіп, бірнеше деталь өңделгеннен кейін бәрі дұрыс сияқты болады және жобаны әрі қарай іске қосады. Бірақ қайталанушылық дұрыс тексерілмеген. Бір аптадан соң заготовкалар арасында өлшемдер өзгеріп, припуск әлсіреп, алғашқы екі детальде істеген режимдер ұзақ партияда сол нәтижені бермейтіні анықталуы мүмкін.
Серия басталардан бұрын бес нәрсені тексеру пайдалы: килограмға ғана баға емес, дайын бөлшектің бағасын; бір циклге черновая өңдеудің минуттарын; бірінші орнатуда базалаудың ыңғайлылығы; қанша металл стружкаға кетеді; және бірінші партияда өлшемдердің қайталанушылығы. Мұнда қате айқын көрінбейді — ол көбіне әр циклге қосымша 6–8 минут, екі қосымша проход және өлшемді үнемі түзету ретінде жасырылады.
Бастамас бұрын қысқа тексеру
Шешім қабылданғаннан кейін де бүкіл партияны бірден жібермеңіз. Бірнеше минут тексеру толық ауысымды, құрал-жабдықты және жеткізу мерзімін үнемдеуі мүмкін.
Алдымен чистоваяға кіретін барлық беттер бойынша припускты тексеріңіз. Бір жерде металл жетпесе, бөлшек өлшемге шықпайды. Егер припуск тым үлкен болса, станок артық черновой алып уақыт жоғалтады.
Содан кейін базалауға қайта қарап шығыңыз. Заготовка оснасткаға әр дана бірдей отырсын. Егер бірінші бөлшек дұрыс, ал келесі биение берсе, себеп көбіне базада, программада емес.
Арнайы черновой өңдеуді шынайы бағалаңыз. Шпиндель, патрон, құрал және станоктың қуаты бірінші қабатты оңай алуы керек. Бұл әсіресе поковка қатты қабықша берсе немесе құю пішіні шашыранды болса маңызды.
Содан кейін бірінші бөлшекті бақылауға дайындаңыз. Оператор черновойдан кейін не өлшеу керектігін және чистоваядан кейін нені тексеру қажет екенін бірден білуі тиіс. Бір парақтағы өлшемдер мен допусктар ауызша түсініктен тиімдірек.
Тағы практикалық нәрсе: альтернативті заготовканы алдын ала ұсыныңыз. Тіпті өлшемі жақын нұсқа да зажимды, кулачктарды, құрал ұзындығын және бүкіл маршрутты өзгертуі мүмкін.
Егер осы тармақтар орындалса, серия әдетте тегіс өтеді. Егер біреуі күмән тудырса, стартта тоқтап, процесті түзету кейінгі қайтадан өңдеуден немесе партияны жоюдан жақсы.
Әрі қарай не істеу керек
Құю, поковка немесе прокатты сериялы бөлшек үшін таңдау жасағанда қате жиі тым тар есептен басталады. Тек заготовка бағасын қарау жеткіліксіз. Серия үшін бір чертеж бойынша үш нұсқаның есептерін бірден сұраған дұрыс.
Осындай тәсіл өңдеуге припуск, бір данаға цикл уақыты, қалдық және брактің тәуекелі бойынша айырмашылықтарды тез көрсетеді. Кейде прокат кірісінде арзан болып көрінеді, бірақ кейін қосымша проходтарда сағаттарды жеп қояды. Поковка немесе құю заготовкасы қымбатырақ болуы мүмкін, бірақ дайын бөлшектің өзіндік бағасы төмен болуы мүмкін.
Салыстыруды бір кестеге жинаған жөн: заготовка бағасы, дайын бөлшек бағасы, бір данаға өңдеу уақыты, күтілетін қалдық және шамалап брактің тәуекелі. Сосын ғана механикалық өңдеу маршрутына қараған дұрыс. Егер заготовка жеткізуде тұрақсыз болса, технолог көбіне черновые проходтарды, аралық бақылауды және кейде қосымша орнатуды қосады. Бұл уақытқа ғана емес, құрал-жабдық таңдауына да әсер етеді.
Таңдалған маршрутқа қандай ЧПУ токар сәйкес келетінін тексеріңіз — артық резерв және қатаңдық тәуекелісіз. Бір бөлшек үшін қарапайым токарлық жеткілікті болуы мүмкін. Басқа бөлшек үшін приводты құрал, берік бекіту немесе басқа жылжымалы схема қажет болуы мүмкін.
Егер серия Қазақстанда немесе ТМД елдерінде іске қосылса, заготовка мен құрал-жабдықты бірге қарастыру ыңғайлырақ болады. EAST CNC, Taizhou Eastern CNC Technology Co., Ltd. компаниясының Қазақстандағы ресми өкілі ретінде, ЧПУ токарлар, өңдеу орталықтары және автоматты желілер жеткізеді, сондай-ақ таңдау, іске қоспа және сервис бойынша көмектеседі. Мұндай байланыстың арқасында абстрактылы схема емес, нақты бөлшек пен серия көлеміне сай маршрутты есептеу оңайырақ.
Практикалық әрекет тәртібі қарапайым: чертежді, материалды, серия көлемін және допусктарды жіберіңіз; құю, поковка және прокат бойынша есеп сұраңыз; дайын бөлшектің бағасын салыстырыңыз, тек заготовка бағасына емес; содан кейін таңдалған маршрутқа қай станок жарайтынын тексеріңіз. Мұндай салыстырудың нәтижесі бірден көрінеді: сіз қанша төлейтініңізді емес, тұрақты серияда қандай бөлшек алатыныңызды түсінесіз.