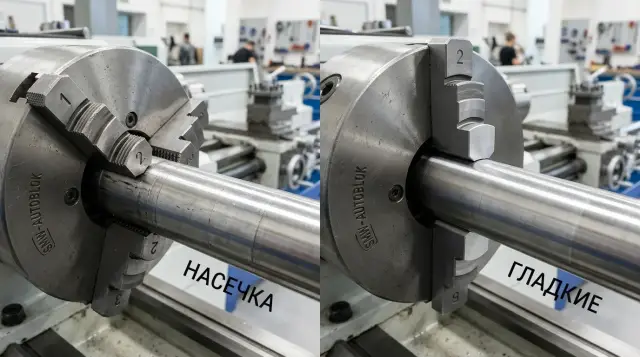
Тісті арнайы кулачок па, әлде тегіс пе: базаны не бүлдіреді
Тісті арнайы кулачок пен тегіс кулачокты салыстырып, бөлшекті ұстау мен таза базаға түсетін із қаупін қарастырамыз — жиі қайта орнатылатын бөлшектер үшін қай нұсқа тиімді екенін анықтаймыз.
Мәселе қай жерде туындайды
Арнайы кулачоктар — тісті ме, әлде тегіс пе — қайсысы жақсы деген дау әдетте бірінші бөлшектен басталмайды. Нағыз қиындық бөлшекті патронға қайта-қайта салу керек болғанда шығады.
Бірінші қысудан кейін база уже өзгереді. Жанасу белдеуінде микроследтер қалады: жеңіл ойықтар, сызықтар, кей жерде білінер-білінбес деформация. Оларды бірден байқамауға болады, бірақ келесі орнатуда дәл сол іздер қонуды өзгертеді.
Егер бөлшек басқа бұрышпен қайтарылса, кулачоктар жаңа нүктелерге қысым түсіріп, таза бетте жаңа іздер қалдырады. Ал оператор бұрынғы ізге дәл түсуге тырысса да, бұл әрдайым көмектесе бермейді. Бір кулачок ертерек тіреледі, екіншісі кешірек. Соның салдарынан ауытқу өседі, ал қайта өңдеуден кейінгі өлшем сотка бойынша «жүзе» бастайды.
Таза операцияда бұл тез байқалады. Қысудан қалған кішкентай із бөлшекті бір жағынан сәл көтеріп жібереді немесе осьті ығыстырады. Станок бағдарлама бойынша бәрін дұрыс орындайды, бірақ бөлшек конуспен, ауытқумен не тұрақсыз диаметрмен шығады. Сырт көзге бұл баптау қатесі сияқты көрінеді, ал шын себеп әлдеқайда қарапайым болуы мүмкін: база өткен қысуда бүлінген.
Тәуекел жұмсақ материалдарда жоғары. Алюминий, жез және кейбір тот баспайтын болаттар ізі қатты болатқа қарағанда тезірек қабылдайды. Жұқа қабырға тағы бір мәселе қосады: кулачоктар тек із қалдырмайды, пішінді де сәл мыжиды. Қысу белдеуі тар болса, қысым шағын аймаққа жиналады да, база одан да тез бұзылады.
Цехтағы кәдімгі жағдай былай көрінеді: втулканы өлшегеннен кейін алып, қысқа түзету үшін токарь патронына қайта қояды. Бірінші қысудың ізі көзге әрең білінеді. Қайта орнатқаннан кейін индикатор қосымша 0,02-0,03 мм көрсетеді, ал таза база күткендей қайталанбайды.
Тіс пен тегіс беттің айырмасы неде
Тісті кулачок дайындаманы сенімдірек ұстайды, өйткені ол тек қысып қана қоймай, бетке «жабыса» да түседі. Бұл ауыспалы жүктемесі бар бөлшектерде жақсы көрінеді. Кулачок бөлшектің айналып кетуін немесе ось бойымен жылжуын азайтады. Егер припуск көп, шығыңқысы үлкен, ал өтім ауыр болса, мұндай қысу әдетте көбірек қателікті кешіреді.
Тегіс кулачок басқаша жұмыс істейді. Ол базаны тістеп алмайды, жанасу ауданы мен дұрыс таңдалған күш арқылы ұстайды. Ізі әдетте аз болады, бірақ тек токарь қысу күшін дәл келтірсе ғана. Күш аз болса — бөлшек сырғиды. Күш тым көп болса — база мыжылады, ал тегіс беттің мәні жоғалады.
Нәтижеге ең көп әсер ететіні — жанасу дағы. Егер кулачок бөлшекке тар жолақпен тисе, металлға түсетін қысым күрт өседі. Сырттай бәрі қалыпты көрінуі мүмкін, бірақ дәл осындай жерде ойықтар, сопақтық және қайта орнатқаннан кейінгі өлшем ауытқуы жиі пайда болады. Сондықтан тірегі дұрыс емес тегіс кулачок кейде базаны қалыпты тісті кулачоктан да көбірек бүлдіреді.
Материал да картинаны қатты өзгертеді. Болатта тісті кулачок жиі анық көрінетін, бірақ төзімді із қалдырады және сенімді ұстайды. Алюминийде сол тіс бетке тезірек батып, кейін таза базаға кедергі жасайтын терең өрнек қалдырады. Алюминийде тегіс кулачоктар, әдетте, тірек кең болса және кесу режимі тыныш болса, қауіпсізірек.
Екі нұсқаны бөлшекке байланыстырмай салыстырсақ, бір ғана жеңімпаз жоқ. Қатты әрі сенімді ұстауда көбіне тісті кулачок ұтады. Ал таза базаға қайта орнатуда, әдетте, тегіс бет жақсырақ, егер кулачок диаметрге дәл расточкаланған болса және патрон артық күш талап етпесе.
Тіс қашан орынды
Тіс «қолайлы болсын» деп емес, нақты мәселені шешу үшін керек: бөлшек патронда сырғып немесе айналып кетеді. Бұл үзік-үзік кесуде, ауыр өтімде немесе тайғақ материалда болады. Егер тегіс кулачоктар елеулі қысу күші артқанда ғана ұстай бастаса, бұл жақсы белгі емес.
Мұндай жағдайда тіс дайындаманы аздау күшпен ұстауға көмектеседі. Ол бетке жақсырақ жабысып, кесу кезінде бөлшек аз қозғалады. Әсіресе жанасу алаңы кішкентай болса: қысқа белдеу, тар иық, жұқа сақина, қысу ұзындығы аз болғанда бұл пайдалы. Тегіс бетте мұндай жанасу, әсіресе діріл пайда болса, оңай сырғып кетеді.
Бірақ тіс тек қысым астында черновой аймақ немесе бөлек технологиялық белдеу болса ғана орынды. Егер кулачоктар таза базаға емес, припускке немесе кейін толық өңделетін бөлікке тірелсе, іздің өзі онша қорқынышты емес. Қайта орнату үшін бұл жиі ең тыныш нұсқа: қысу сенімді ұстайды, ал жұмыс базасы зақымданбайды.
Әдетте тісті кулачокты кемінде екі шарт сәйкес келгенде таңдайды: бөлшек тегіс кулачокта бұралып көрген, қысу черновой аймақтан жүреді, жанасу аймағы қысқа немесе тар, ал қысу күшін арттырғанда бөлшек жұмсақ ізбен де болса мыжылады.
Қарапайым айтқанда, тіс сәттілігі сызылу қаупінен жоғары болған жерде ұтады. Әсіресе бөлшек патронға бірнеше рет қайтарылатын болса. Таза өтімде ауытқу алғаннан гөрі, припускта із қалдырған жақсы.
Қашан тегіс кулачок жақсырақ
Егер бөлшекті алып, қайтадан таза өңдеуге қойса, патроннан қалған кез келген із тез проблемаға айналады. Бірінші орнатуда ол ұсақ нәрсе сияқты көрінеді, ал қайта орнатқанда тіректі өзгертіп, өлшемді ығыстырады.
Тегіс кулачок жиі бір қарапайым себеппен жеңеді: ол базаны тісті кулачок сияқты қатты баспайды. Егер кулачокта бөлшек диаметріне сай расточка немесе оның контурын қайталайтын пішін болса, жанасу тар сызықпен не жеке тістермен емес, кеңірек алаңмен жүреді. Сонда дайындаманы аз күшпен ұстап, тұрақтылықты жоғалтпауға болады.
Бұл әсіресе кейін қондыруға қатысатын таза базаға қатысты анық көрінеді. Вал, втулка немесе жұқа қабырғалы сақина үшін тіпті терең емес із де жағымсыз әсер береді: бөлшек басқаша отырады, ауытқу өседі, өлшем қайталаған сайын құбылады. Мұндай жағдайда кесу тыныш болып, ұстап тұруға жеткілікті қор болса, тегіс кулачоктар әдетте әлдеқайда дұрыс.
Тегіс бет әдетте мына жағдайларда жақсы нәтиже береді: бөлшек патронға жиі қайта оралғанда, база өңделіп қойған әрі қондыруға немесе осьтестікке жауап бергенде, кулачоктар нақты диаметрге расточкаланғанда, жанасу аумағын кеңейтуге болатын кезде және қысу күшін сырғып кету қаупінсіз азайтуға мүмкіндік барда.
Қарапайым мысал: втулканы алдымен бір жағынан өңдейді, кейін сыртқы диаметрді таза өтімге қайта қояды. Тісті кулачокпен патрон сенімді ұстайды, бірақ базада басылу нүктелері қалады. Қайта орнатқаннан кейін бөлшек бірдей жатпайды, шебердің сотканы ұстап тұруына өңдеудің өзінен көп уақыт кетеді. Тегіс, дәл расточкаланған кулачоктарда із әлдеқайда әлсіз болады немесе мүлдем болмайды, өйткені қысым біркелкі тарайды.
Бұдан тыс жағдай да бар. Егер дайындама қатты, беті черновой, ал кесу ауыр болса, тегіс кулачоктар нашарлау ұстап қалуы мүмкін. Бірақ қайта орнатылатын таза база үшін олар әдетте бетті едәуір аз бүлдіреді.
База бүлініп жатқанын қалай аңғаруға болады
База бір қысудан бірден бұзылып қалмайды. Әдетте мәселе біртіндеп жиналады да, кейін бөлшек кенет қайталанбай қалады. Кеше ол дәл тұрған, ал бүгін сол операциядан кейін түзетуді қажет етеді.
Бірінші белгі патроннан алғаннан кейін бірден көрінеді. Таза бетте ойықтар, жылтыр жанасу дақтары немесе тіс ізі сияқты айқын өрнек қалады. Із көрініп қана қоймай, тырнаққа ілінсе, бұл енді жай косметика емес. Қысу кейін қайта тірелетін бетті өзгертеді.
Екінші белгі қайта орнатқанда байқалады. Бірінші өтімнен кейін ауытқу қалыпты, ал екінші немесе үшінші орнатудан кейін ол өседі, бірақ қысу режимі мен базалау орны сол күйінде. Мұндайда проблема көбіне станокта да, индикаторда да емес. База әр жолы аздап басқа із алады, сондықтан бөлшек жаңаша отырады.
Тағы да практикалық белгілер бар. Бөлшек бақылау құрылғысына нашар кіре бастайды. X немесе Z бойынша нөлді әр жолы қайта іздеуге тура келеді. Бірінші өтімнен кейін бәрі тұрақты көрінгенімен, кейін бөлшек «аздап жетпей тұрғандай» немесе қисайып тұрғандай әсер береді. Таза операция үшін бұл ауытқу беруі үшін жеткілікті.
Кулачок түрі туралы дауда шындықты дәл қайталанғыштық айтады. Егер база қайталанбай қалса, демек кулачоктар немесе қысу сызбасының өзі бөлшекке қарсы жұмыс істеп жатыр.
Өз бөлшегіңізге қалай таңдау жасау керек
Таңдауда наладчиктің әдетіне емес, бөлшектің өзіне қараған дұрыс. Ең жиі қателік қарапайым: дайындаманы кейін таза әрі дәл қалуы тиіс беттен қысады.
Алдымен базаны бүлдірмей қай аймақтан ұстауға болатынын түсіну керек. Егер черновой белдеу, припуск немесе кейінгі өңдеуге кететін аймақ болса, соған сүйенген дұрыс. Егер бос аймақ жоқ болса және патрон дерлік дайын бетті ұстайтын болса, тегіс кулачоктар әдетте қауіпсіздеу.
Келесі қадам — бөлшек қанша рет патронға қайта оралатынын шамалау. Бір ғана орнатуда тісті кулачоктар айқын салдарсыз өтуі мүмкін. Екі, үш және одан да көп қайтаруда ұсақ іздер жиналып, база «жүре» бастайды. Бұл әсіресе втулкаларда, сақиналарда және жұқа қабырғалы бөлшектерде анық көрінеді.
Одан кейін бірнеше нәрсені тез тексеріңіз: операция беретін кесу күші қандай, кулачоктардың нақты жанасу алаңы қаншалықты, қысу жеріндегі бөлшек қаншалықты қатты, режиммен немесе құралмен кесу күшін азайтуға бола ма, қысу ұзындығы жеткілікті ме.
Егер жанасу аумағы кішкентай болса, ал өңдеу ауыр болса, тегіс қысу бөлшекті сырғытпай ұстай алмауы мүмкін. Онда тіс кейде орынды, бірақ қысуды таза базаға емес, маңызды емес бетке ауыстырған дұрыс.
Ең сенімді таңдау тәсілі қарапайым: әр жиынтықпен бір-бірден сынақ қысу жасау. Содан кейін бөлшекті алып, қайта қойып, әр орнатудан кейін ауытқуды және жанасу ізін салыстыру керек.
Практикада бәрі екі шығынға тіреледі: бөлшекті жіберіп алу қаупі және қысу ізімен базаны бүлдіру қаупі. Жеңетіні — жалпы тәуекелі төмен нұсқа.
Кулачоктың өзінен де маңызды нәрсе
Тіс пен тегіс бет туралы дау көбіне басты нәрседен алыстатады. Таза базаға көбірек әсер ететіні — бет түрі емес, бөлшектің кулачокқа қалай тиетіні және оны қандай қысыммен ұстайтыныңыз.
Алдымен жанасу дағына қарайды. Егер бөлшек тар жолаққа немесе шетіне сүйенсе, қысу күші қалыпты болса да қысым өседі. Онда тегіс кулачокпен де із пайда болады. Ал жанасу дағы кең болып, кулачок пішіні бөлшек профилін қайталаса, жүктеме біркелкі тарайды да, қауіп едәуір төмендейді.
Қысу күші де солай. Бөлшек «міндетті түрде айналмасын» деп көбіне артық тартады. Іс жүзінде артық күш тек базаны мыжиды, әсіресе бөлшекті кейін қайтадан патронға қоятын болса. Қажет болса ғана емес, нақты кесу моментіне сай күш таңдаған дұрыс.
Ақаудың өте қарапайым себебі бар: кулачок пен бөлшек арасына жоңқа, қою май және ұсақ кір кіріп кетеді. Бір ғана қатты бөлшек жеткілікті — бөлшек қисайып тұрады да, із алады. Сонда кінәні кулачоктарға жабу оңай, бірақ шын мәнінде айыпты — қысу аймағындағы кәдімгі кір.
Арнайы кулачоктың геометриясы да өте маңызды. Егер профиль бөлшектің сыртқы диаметріне, иығына немесе жұқа қабырғасына сәйкес келмесе, жанасу кездейсоқ болады. Сол кезде ұстап тұру тұрақсыз, ал іздер бөлшек қайта келген сайын бір жерде пайда болады.
Патронның өзін де ұмытпаңыз. Тозған бағыттағыштар, люфт, қысудың нашар қайталануы және шпиндель ауытқуы кулачоктар ұқыпты жасалса да нәтижені бұзады. ЧПУ токарь станоктарында бұл әсіресе қайта орнатуда қатты байқалады, өйткені әр жолы бірдей отырғызу керек.
Қысқасы, реттілігі мынадай: алдымен тазалық, кейін жанасу дағының пішіні, содан соң қысу күші, ең соңында ғана кулачок бетінің түрі.
Цехтан бір мысал
Айырмашылықты қарапайым валдан жақсы көруге болады. Бір операциядан кейін дайын мойнағы бар вал торецті қию және көрші аймақты жеңіл таза өңдеу үшін токарь патронына қайта қойылады. Бірінші орнатуда бәрі жақсы, ал қайта орнатқанда кенет қонатын жерінде жіңішке із пайда болады. Геометрияны әзірге ұстап тұруға болады, бірақ таза база енді таза күйінде қалмайды.
Алдымен вал тісті арнайы кулачоктарға қыстырылды. Олар сенімді ұстайтын: бөлшек айналмайды, оператор артық 0,1-0,2 мм-ді еркін алып тастайды, ал кесу кезінде бәрі тұрақты көрінеді. Бірақ босатқаннан кейін мойнағында із қалып қоятын. Кейде ол әрең білінетін, кейде оны құралмен ұстайтын. Егер бөлшек патронға бір реттен көп қайтарылса, мұндай із мәселені жинай бастайды.
Кейін технолог бүкіл процесті емес, тек қысу тәсілін өзгертті. Вал диаметріне дәл расточкаланған тегіс кулачок қойды, бөлшек кесу кезінде жылжымайтындай деңгейге дейін күшті азайтты және вал әр жолы бірдей орынға отыруы үшін тірек қосты.
Осыдан кейін ұстау жұмсағырақ болды, бірақ іс жүзінде нашарлаған жоқ. Кулачок үлкенірек алаңмен тіреліп, қысым біркелкі тарады, ал қонатын жердегі іздер дерлік жоғалды. Таза өтім кезінде вал тірек арқасында да тыныш тұрды, өйткені шығыңқыдағы шашырау азайды. «Қауіпсіздік үшін» патронды шамадан тыс тартудың қажеті қалмады.
Дәл осындай жағдайда бір ғана жалпы жауап жұмыс істемейтіні көрінеді. Егер бөлшек дөрекі болып, припуск көп болса, тісті кулачок жиі көбірек қателікті кешіреді. Егер база таза әрі бөлшек патронға қайта оралса, дәл расточкаланған тегіс кулачок бетті әлдеқайда аз бүлдіреді.
Жиі жіберілетін қателер
Ең қымбат қате — «ұстауы мықты болса, ол әрқашан жақсы» деп ойлау. Егер бөлшек кейін патронға қайта қойылса, тісті кулачок жиі сенімдірек ұстайды, бірақ таза базада ізді де тез қалдырады. Таза бет үшін бұл — нашар айырбас.
Тағы бір типтік қате — тісті тек «сенімді болу үшін» орнатып, мұндай қосымша ұсталым шынымен керек пе, соны тексермеу. Қарсы шет те жиі кездеседі: тегіс кулачокта жай ғана күшті арттырып жібереді, ал шын мәнінде жанасу алаңын кеңейту немесе кулачок пішінін түзету керек еді.
Келесі қателік — жанында черновой белдеу тұрып, соны қысуға қалдырудың орнына таза базадан ұстау. Тағы бір өкінішті нәрсе — бөлшекті жеке сынақ циклінен кейін емес, тек партия біткен соң қарау. Жаңа бөлшектегі кулачок ізі бірден көрінеді: қиғаш жарықта, сүрткеннен кейін және май қабаты жоқ кезде. Егер тырнақ ізді ұстап қалса, кейін одан әрі нашарлайды.
Тегіс кулачокта қате әдетте басқа болады. Оператор дайындама сенімді отырмағанын көріп, тек күшті арттырады. Нәтижесінде із бәрібір пайда болады, бірақ ол тістен емес, кішкентай жерде түсірілген шамадан тыс қысымнан.
Егер байланыс әлсіз болса, күштi бейберекет арттырғаннан гөрі жанасудың өзін қайта жасау пайдалы. Кейде белдеуге кеңірек тірелу, кулачокты бөлшек пішініне сай расточкалау немесе бөлшекті қисайтатын жерде қосымша тірек қою жеткілікті.
Және көп бағаланбайтын өте қарапайым нәрсе бар: май мен ұсақ жоңқа. Кулачок пен бөлшек арасына түскен бір ғана жоңқа базаны тісті кулачок пен тегіс беттің айырмасынан да қатты бүлдіруі мүмкін. Қысар алдында жанасу орнын жай сүрте салмай, шын мәнінде тазалау керек.
Іске қоспас бұрын жылдам тексеріс
Бірінші бөлшекке кіріспес бұрын, кейін база іздері мен ауытқу өсімін қуғаннан гөрі, бес минуттық сынаққа уақыт бөлген дұрыс. Әдетте қателік теорияда емес, ұсақ-түйекте болады: дұрыс емес бетті қысып жіберу, артық күш беру немесе қайта орнатқаннан кейін не болатынын қарамау.
Алдымен таза базаны зақымдамай ұстауға болатын бетті табыңыз. Егер мұндай аймақ жоқ болса, тегіс кулачоктар әдетте қауіпсіздеу, бірақ тек жанасу алаңы қалыпты болғанда ғана. Контакт тар болса немесе бөлшек жұқа қабырғалы болса, тіс жақсырақ ұстап қалуы мүмкін, бірақ оның «құны» көбіне ізбен төленеді.
Серияны бастамас бұрын мына бес нәрсені тексерген дұрыс:
- кулачоктар кейін таза база болып жұмыс істемейтін аймаққа тіреледі;
- жанасу дағы жеткілікті кең, әрі бөлшек тіссіз де айналып кетуге тырыспайды;
- екі-үш қайта орнатқаннан кейін із тереңдемейді және база бойымен жайылмайды;
- патрон бөлшекті түзу ұстайды, және әр жаңа қысудан кейін ауытқу өспейді;
- оператор күштің шегін біледі және «қалай болса солай» деп артық тартпайды.
Бір қысқа тест жиі шынайы жауап береді. Бөлшекті қысыңыз, шешіңіз, қайтадан екі рет қойыңыз да, әр жолы ауытқу мен жанасу орнын тексеріңіз. Егер тегіс кулачоктар тұрақты ұстап, із мүлде байқалмаса, тіс түріне көшуге көп себеп жоқ.
Цехта бұл өте қарапайым көрінеді. Таза мойнағы бар вал ұсақ түзету үшін қайта оралады. Бірінші орнатуда бәрі жақсы, ал үшіншіде тіс уже шеңбер сызып, өлшем сотка бойынша «жүзе» бастайды. Осындай жағдайда жанасу алаңы сәл кеңірек тегіс қысу әдетте таза нәтиже береді.
Егер күмән «қайсысы мықты ұстайды» және «қайсысы азырақ бүлдіреді» дегенге тірелсе, үш рет қайта орнатудан тұратын қысқа серия жасап, тек ұстауды емес, ізді де қараңыз. Таза база үшін бұл кез келген жорамалдаудан адал.
Әрі қарай не істеу керек
Егер база қазірдің өзінде із алып жатса, тісті бірден тегіс кулачокқа ауыстырып, мәселе өзі жоғалады деп күтуге болмайды. Әуелі жанасу сызбасын қайта қарап шығу керек: кулачок қай жерден басып тұр, тірек алаңы қандай, бөлшек қаншалықты шығыңқы, қысу күші шамадан тыс емес пе. Қысу сызбасы дұрыс болса, кулачок бетінің түрін таңдау әлдеқайда оңай.
Сынақ қысуларын бірінші партиядан кейін емес, технологияның өзінде-ақ жоспарлаған дұрыс. Нағыз дайындамада, жұмысқа түсетін сол күшпен бірнеше тест жасаңыз. Содан кейін бөлшекті алып, қайта қойып, қайта орнатқаннан кейін база қалай өзгеретінін тексеріңіз.
Әдетте қарапайым рет жеткілікті: кулачоктың жанасу аймағын белгілеу, бірінші және екінші орнатудан кейінгі ауытқуды өлшеу, бөлшек шешілгеннен кейін базадағы ізді салыстыру және бірдей қысу күші кезінде ойықтың үлкейіп-үлкеймегенін қарау.
Мұндай тәсіл сіздің бөлшек үшін не маңызды екенін тез көрсетеді: максимал ұсталым ба, әлде артық ізсіз таза база ма. Кейде тегіс кулачоктар бірден ұтады. Кейде бөлшек сырғып кете бастайды, ал онда мәселе тегіс бетте емес, жанасу алаңының тым кішілігінде немесе арнайы кулачоктың қолайсыз пішінінде.
Егер база зардап шегіп жатқаны көрінсе, алдымен кулачок профилін, бөлшекке арналған расточканы немесе қысу орнын өзгертіп көріңіз. Тісті бетке жай ғана ауыстыру әрқашан мәселені шешпейді.
Ал егер мәселе тек кулачоктарда емес, жабдықтың өз қайталанғыштығында болса, онда бүкіл өңдеу сызбасын кеңірек талдау керек. EAST CNC мамандары ЧПУ токарь станоктарын таңдауға, іске қосу-жөндеуге және сервистік қызмет көрсетуге көмектеседі. Цех үшін бұл жеке симптомды емес, тұрақсыз өңдеудің түпкі себебін жою керек болған сәтте пайдалы.
FAQ
Қайта орнату үшін не жақсы: тісті ме, әлде тегіс кулачок па?
Егер бөлшек патронға жиі қайта орнатылса, көбіне диаметріне дәл расточкаланған тегіс кулачоктар ұтады. Олар базаны азырақ мыжып, бөлшекті бірқалыпты отырғызады. Тісті кулачоктар бөлшек сырғып кететін немесе айналып кететін жерлерде пайдалы. Егер қысу таза бетке түссе, тісті кулачок әдетте ізді тезірек қалдырады.
Тісті кулачок қай кезде шынымен қажет?
Тісті кулачокты тегіс қысу бөлшекті ұстай алмаған кезде таңдаған дұрыс. Бұл ауыр өтуде, үзік-үзік кесуде, қысу жолағы қысқа болғанда немесе тірек ұзындығы аз болғанда байқалады. Ең тиімдісі — тісін черновой аймаққа немесе припускқа түсіру. Сонда ол бөлшекті ұстап тұрады, ал жұмыс базасы зақымданбайды.
Неге қайта қысқаннан кейін ауытқу өседі?
Бірінші қысудан кейін базада микроследтер қалады. Келесі орнатуда бөлшек бұрынғыдай жатпайды, ал кулачоктар жаңа нүктелерге қысым түсіреді. Тіпті кішкентай шұңқыр да тіректі өзгертеді. Соның салдарынан ось ығысып, индикатор артық сотка көрсетеді.
Қай материалдар мен бөлшектер көбірек зардап шегеді?
Іздер ең алдымен жұмсақ материалдарда тезірек пайда болады. Алюминий, жез және кейбір тот баспайтын болаттар ізді қатты болатқа қарағанда ертерек қабылдайды. Жұқа қабырғалы бөлшектер одан да көбірек зардап шегеді. Кулачоктар тек із қалдырып қоймай, пішінді аздап мыжып та жібереді.
Тегіс кулачок базаны тісті кулачоктан қаттырақ бүлдіруі мүмкін бе?
Иә, мүмкін. Егер кулачок бөлшекке тар жолақпен немесе шетімен тиіп тұрса, қысым тісті болмаса да өседі. Мұндай жағдайда тегіс кулачок та тісті кулачок сияқты ойық қалдыруы мүмкін. Көбіне мәселе бетте емес, жанасу алаңының дұрыс болмауында және артық күште.
База бұзыла бастағанын қалай білуге болады?
Бетті дәл бөлшекті алған бойда қарап шығыңыз. Егер сіз ойық, жылтыр жанасу дақтарын немесе тіс ізі тәрізді суретті көрсеңіз, база өзгеріп үлгерген. Кейін қайталанғыштықты тексеріңіз. Екінші және үшінші қайта орнатудан кейін ауытқу өсіп, нөлді қайтадан іздеуге тура келсе, қысу тіректі бүлдіріп жатыр.
Серияны бастар алдында не тексеру керек?
Алдымен бөлшекті базаны зақымдамай қай жерінен ұстауға болатынын анықтаңыз. Содан кейін жанасу алаңының қаншалықты кең екенін және қысу күші шамадан тыс емес пе, соны тексеріңіз. Одан кейін қатарынан екі-үш қайта орнату жасап, әр жолы ауытқуды өлшеңіз. Мұндай сынақ сызбаның бөлшекті жаңа ізсіз ұстай алатынын тез көрсетеді.
Тегіс кулачоктарда қысу күшін жай ғана арттыра салу керек пе?
Әдетте жоқ. Тек қаттырақ тарту арқылы сіз сырғып кетуді емдемейсіз, керісінше базаны мыжасыз. Әуелі жанасу алаңын кеңейтіңіз, кулачокты бөлшекке сай расточкалаңыз немесе қысуды маңызды емес бетке ауыстырыңыз. Күшті кейін ғана көтерудің мәні бар.
Таза базадағы іздерді қалай азайтуға болады?
Алдымен қарапайым нәрседен бастаңыз: кулачок пен бөлшекті тазалаңыз, жанасу аймағындағы жоңқа мен қою майды алып тастаңыз. Сосын кулачоктың тар жолаққа емес, кеңірек тіреліп тұрғанын тексеріңіз. Егер бөлшек патронға қайта орнатылса, кулачоктарды оның диаметріне сай расточкалап, күшті қалыпты деңгейге түсірген дұрыс. Көбіне соның өзі ізді дерлік жояды.
Қайта орнатқаннан кейін өлшем бәрібір кетсе, не істеу керек?
Әуелі ұсақ нәрселерді жоққа шығарыңыз: патрондағы кір, бөлшектің қисайып тұруы, артық күш және кулачоктың дұрыс емес пішіні. Кейін патрон мен шпиндельдің өзін қараңыз: люфт пен нашар қайталанғыштық та ауытқу береді. Егер қысу сызбасын түзегеннен кейін де мәселе қалса, бүкіл процесті тұтастай талдаңыз. Көбіне кінәлі бір ғана кулачок емес, қысу, бөлшек шығыңқысы және жабдық күйінің қосындысы.