Օպրավկայի պահող պտուտակը՝ ինչպես է այն խախտում առանցքային համընկնումը
Օպրավկայի պահող պտուտակը կարող է գործիքը շեղել մի քանի սոտկով։ Կբացատրենք, թե որտեղից է առաջանում շեղումը, ինչ կցուցադրի չափումը և ինչպես ստուգել հանգույցը մինչև սերիան։
Ինչու ամեն ինչ սկսվում է մեկ պտուտակից
Խնդիրը հաճախ չի սկսվում ոչ spindle-ից, ոչ էլ ամբողջ օպրավկայից։ Այն առաջացնում է մեկ պահող պտուտակ, եթե այն սեղմում է хвостовик-ը կողքից, այլ ոչ թե սեղմում է առանցքով։ Արտաքուստ ամեն ինչ կարող է նորմալ թվալ, բայց գործիքն արդեն նստած է ոչ այնպես, ինչպես պետք է։
Պտուտակը փոքր է, բայց նրա ուժը՝ կետային։ Այն չի բաշխում ծանրաբեռնվածությունը ամբողջ մակերեսով, այլ հրում է хвостовիկ-ը մի կողմ։ Եթե նստեցումը խիտ է, շեղումը լինում է շատ փոքր։ Բայց երկար ելուստի վրա նույնիսկ մի քանի սոտկը արագ վերածվում է նկատելի գործիքի տատանման։
Այդ պատճառով օպրավկայի առանցքային համընկնումը խախտվում է ավելի շուտ, քան օպերատորը տեսնում է ակնհայտ բրակ։ Կարճ գործիքի վրա շեղումը գրեթե չի նկատվում։ Երկար ելուստի դեպքում նույն մի քանի սոտկը արդեն հետք է թողնում մակերեսի վրա, ավելացնում աղմուկը և տանում չափը։
Ամենատհաճն այն է, որ առաջին դետալը հաճախ նորմալ է թվում։ Չափը մտնում է հանդուրժողականության մեջ, մակերեսը հարց չի առաջացնում, գործընթացը թվում է հանգիստ։ Բայց այդ հանգստությունը խաբուսիկ է։ Շեղված գործիքը աշխատում է թեքությամբ, եզրերի վրա ծանրաբեռնվածությունը հավասար չէ, և մի քանի դետալ անց հետո պատկերը փոխվում է։
Սովորաբար առաջինը աճում է ցրումը։ Մեկ դետալը անցնում է, հաջորդը մոտենում է թույլատրելիի եզրին, հետո հայտնվում է նկատելի շեղում։ Եթե սերիան մեծ է, խնդիրը կուտակվում է աստիճանաբար՝ գործիքը տաքանում է, եզրը ավելի արագ է մաշվում, և շեղումն ավելի ուժեղ է ազդում։
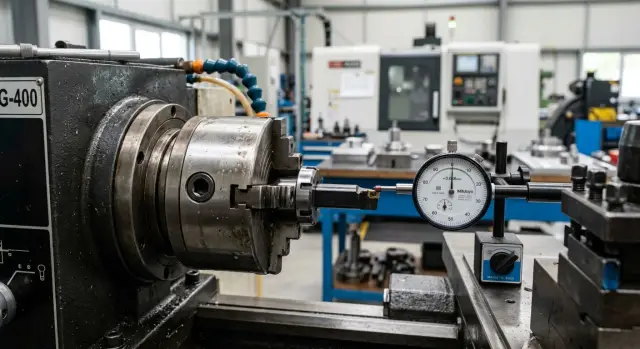
Ցուցիչով չափումը սա բռնում է ավելի շուտ, քան բրակը։ Բավական է պտտել օպրավկան և նայել, թե ինչպես է իրեն պահում գործիքը շրջագծով։ Եթե սլաքը ցույց է տալիս շեղում, պատճառը հաճախ ոչ թե գործիքի երկրաչափությունն է, այլ այն, թե ինչպես է այն սեղմել պտուտակը։
Օպերատորը կարող է դնել օպրավկան, մի քիչ ավելի ուժեղ ձգել պտուտակը և գործարկել մեքենան։ Առաջին դետալը դուրս կգա ընդունելի, և կարգավորումը չեն դիպչի։ Բայց արդեն մի քանի ցիկլից հետո տատանումը կհայտնվի չափի և մշակման մաքրության մեջ։
Այսպես մեկ պտուտակը դառնում է ամբողջ խնդրի մեկնակետը։ Այն փոխում է գործիքի դիրքը տասանորդների չափով, իսկ մեքենան հետո ճշգրտորեն կրկնում է այդ սխալը յուրաքանչյուր դետալի վրա։ Այդ պատճառով ստուգումը ավելի լավ է սկսել ոչ թե բրակից հետո, այլ հենց հավաքումից անմիջապես հետո, երբ ցուցիչը դեռ ցույց է տալիս պատճառը, ոչ թե դրա հետևանքը։
Ինչպես է պտուտակը շեղում օպրավկան
Պահող պտուտակը հազվադեպ է թվում լուրջ սխալի աղբյուր։ Բայց այն սեղմում է ոչ թե ամբողջ շրջագծով, այլ մեկ կետում։ Դրա պատճառով օպրավկան պարզապես չի ֆիքսվում, այլ շեղվում է առանցքից դեպի կողմը։
Եթե նստեցումը արդեն իդեալական չէ և այնտեղ կա թեկուզ փոքր խաղ, պտուտակը օգտագործում է այդ ազատությունը որպես լծակ։ Այն սեղմում է օպրավկան հակադիր պատին, և կենտրոնը շեղվում է։ Որքան մեծ է խաղը, այնքան ավելի նկատելի է շեղումը։
Խնդիրը ուժեղանում է, երբ պտուտակը ձգում են «պաշարով»։ Ուժեղ ձգումը հանգույցը ավելի ճշգրիտ չի դարձնում։ Այն միայն ավելի ուժեղ է տանում օպրավկան դեպի կողմը, իսկ երբեմն էլ մի փոքր թեքում է այն, եթե շփումը գնում է եզրով կամ հին ճնշվածքի հետքով։
Գործնականում դա անմիջապես երևում է։ Օպերատորը դնում է օպրավկան, ձգում է պտուտակը, հետո ստուգում է տատանումը։ Ցուցիչը ցույց է տալիս ոչ թե պատահական ցրում, այլ կայուն շեղում դեպի մեկ կողմ։ Եթե պտուտակը թուլացնես և օպրավկան նորից դնես, պատկերը հաճախ փոխվում է։
Պտուտակի հետքն էլ շատ բան է ասում։ Թարմ կետը, շերտը կամ ճնշվածքը գրեթե միշտ ցույց են տալիս այն ուղղությունը, ուր պտուտակը հրել է դետալը։ Սա ճշգրիտ չափման մեթոդ չէ, բայց արագ ստուգման համար բավական է։ Հետքով հեշտ է հասկանալ, թե որտեղ է շփումը չափազանց կոշտ և որտեղ օպրավկան ճիշտ չի հենվում։
Ամենահաճախ շեղումը առաջանում է մի քանի մանրուքից միաժամանակ. պտուտակը հենվում է կլոր մակերեսի վրա առանց հարթակի, նստեցման մեջ կա մաշվածք կամ կեղտ, օպրավկան մինչև վերջ չի նստել, իսկ օպերատորը առաջին հպումից հետո պտուտակը դեռ պտտել է ևս քառորդ կամ կես պտույտ։
Նույնիսկ փոքր շեղումը արագ վերածվում է նկատելի տատանման գործիքի ելուստի վրա։ Եթե օպրավկան հիմքում մի քանի սոտկով շեղվել է, երկար գործիքի վրա այդ արժեքը էլ ավելի կմեծանա։ Այդ պատճառով խնդիրը սովորաբար տեսնում են ցուցիչով ավելի շուտ, քան ամբողջ սերիայի բրակով։
CNC տոկարային ստանկերի վրա այդ էֆեկտը հատկապես տհաճ է սերիական աշխատանքի ժամանակ։ Առաջին դետալը դեռ կարող է մտնել չափի մեջ, բայց հետո սկսում են լողալ տրամագիծը, մակերեսի մաքրությունը և նստեցումը։ Պատճառը գրեթե աննկատ է՝ ընդամենը մեկ պտուտակ, որը օպրավկան ոչ ճիշտ ուղղությամբ է քաշում։
Եթե հավաքումից հետո ցուցիչը ամեն անգամ ցույց է տալիս նույն ուղղությամբ շեղում, մի փնտրեք «պատահական սխալ»՝ փնտրեք սեղմման կետը։ Շատ դեպքերում խնդիրը հենց այնտեղ է։
Ինչ է ցույց տալիս չափումը՝ մինչև բրակը
Խնդիրը սովորաբար երևում է ցուցիչի վրա ավելի շուտ, քան դետալի վրա։ Մինչ չափը դեռ պահվում է հանդուրժողականության մեջ, օպրավկան արդեն ցույց է տալիս, որ իրեն քաշում են կողք։
Առաջին նշանը՝ տատանման աճն է ելուստի վրա։ Նստեցման մոտ արժեքը կարող է տանելի լինել, իսկ օպրավկայի վերջում այն նկատելիորեն մեծանում է։ Դա տեղի է ունենում այն պատճառով, որ հիմքի փոքր թեքությունն անգամ երկարության վրա ուժեղանում է։
Կա նաև պարզ թեստ։ Դուք տեղադրում եք օպրավկան, պտտեցնում հանգույցը և ստանում մեկ արժեք։ Հետո մի փոքր ավելի եք ձգում պահող պտուտակը, և սլաքը անմիջապես անցնում է այլ թվի։ Եթե մեկ փոքր ձգումից հետո տատանումը փոխվել է մի քանի սոտկով, խնդիրը արդեն ոչ թե չափման մեջ է, այլ հենց ամրացման մեջ։
Հաճախ անհանգստացնում է ոչ միայն մեծությունը, այլ նաև անկայունությունը։ Օպրավկան հանեցին, նորից դրեցին, նույն ուժով ձգեցին, իսկ արդյունքը այլ է։ Այսօր՝ 0,01 մմ, կրկնակի տեղադրումից հետո արդեն 0,03 մմ։ Նորմալ նստեցման համար սա վատ նշան է. հանգույցը ամեն անգամ մի փոքր տարբեր է նստում։
Սովորաբար պատկերը այսպիսին է՝ օպրավկայի մարմնի մոտ տատանումը փոքր է, ելուստի վրա աճում է, պտուտակի վերջնական ձգումից հետո թիվը անմիջապես փոխվում է, իսկ կրկնակի տեղադրումը նույն արդյունքը չի տալիս։
Դետալի վրա էֆեկտը գալիս է ուշացումով։ Առաջին մի քանի ցիկլը կարող է անցնել հանգիստ, հատկապես եթե ռեժիմը մեղմ է, իսկ հանդուրժողականությունը շատ խիստ չէ։ Հետո հանգույցը տաքանում է, բեռնվածությունը կրկնվում է, գործիքը սկսում է աշխատել նույն թեքությամբ յուրաքանչյուր անցման ժամանակ, և չափը շեղվում է։ Սկզբում դա երևում է ցրումով, հետո՝ կայուն շեղումով դեպի մեկ կողմ։
Լավ օրինակ է անցքերի լայնացումը կամ վերջնական մշակումը։ Առաջին վերահսկման ժամանակ դետալը դեռ անցնում է, երրորդ կամ հինգերորդի վրա արդեն հայտնվում է ավելորդ մի-երկու սոտկ։ Օպերատորը նայում է գործիքի մաշվածքին, մինչդեռ պատճառը հաճախ ավելի վաղ է նստած՝ օպրավկան քաշվել է պահող պտուտակով, և դա արդեն երևում էր ցուցիչով մինչև սերիայի մեկնարկը։
Եթե չափումը փոխվում է մեկ փոքր ձգումից, իսկ կրկնակի տեղադրումը նույն թվերը չի տալիս, բրակի սպասել պետք չէ։ Հանգույցն արդեն անկայուն է պահում իրեն, թեկուզ առաջին դետալները դեռ նորմալ են թվում։
Ինչպես ստուգել օպրավկան
Ստուգումը լավ է անել առաջին դետալից առաջ։ Այսպես անմիջապես կհասկանաք՝ պահող պտուտակն է առանցքը տանում, թե խնդիրը նստեցման մեջ է, хвостовик-ում կամ հենց պտուտակում։
Նույնիսկ մանր չիպը մակերեսների միջև փոխում է օպրավկայի առանցքային համընկնումը։ Հետո օպերատորը տեսնում է տատանում ելուստի վրա, իսկ պատճառը արդեն թաքնված է հանգույցի ներսում։
Ստուգման հերթականությունը
-
Մաքրեք նստեցումը, хвостовիկ-ը և պտուտակը։ Հեռացրեք չիպը, յուղը կեղտով և փոքր բուրրերը։ Եթե պտուտակի ծայրը ճմլված է կամ хвостовик-ի վրա մնացել է հին չափից շատ ձգման հետք, դա նշեք անմիջապես։
-
Օպրավկան տեղադրեք իր տեղում՝ առանց ուժեղ ձգման։ Այն պետք է նստի հավասար, առանց թեքության և առանց կտրուկ շարժման։ Արդեն այս փուլում արեք առաջին չափումը ցուցիչով։ Եթե ցուցումները վատ են հենց սկզբից, ամբողջական ձգումը դրանք չի շտկի։
-
Ստուգեք երկու կետ։ Սկզբում վերցրեք ցուցումները հիմքի մոտ, նստեցման վայրին ավելի մոտ։ Հետո ցուցիչը տեղափոխեք ելուստի վրա։ Եթե հիմքի մոտ գրեթե զրո է, իսկ հետո շեղումը աճում է, հանգույցը անհավասար է ձգում։
-
Պտուտակը ձգեք փոքր քայլերով։ Լավ է գնալ քառորդ կամ նույնիսկ մեկ ութերորդ պտույտով, քան անմիջապես մինչև վերջ ձգել։ Ամեն քայլից հետո կրկնեք չափումը նույն երկու կետերում և գրանցեք թվերը։
-
Համեմատեք արդյունքը մինչև ձգելը և հետո։ Եթե հիմքի մոտ ցուցումները գրեթե չեն փոխվում, իսկ ելուստի վրա տատանումը աճում է, պտուտակը օպրավկան տանում է կողմ։ Եթե շեղումը միանգամից մեծանում է ամենուր, փնտրեք կեղտ, քերծվածք կամ նստեցման վնասում։
Այս հերթականությունը տալիս է հասկանալի պատկեր։ Դուք պարզապես չեք տեսնում, որ օպրավկան տատանվում է, այլ հասկանում եք՝ որ պահին է այն շեղվել և ինչն է դա առաջացրել։
Փոքր օրինակ. մինչև ձգելը հիմքի մոտ ցուցիչը ցույց է տալիս 0,003 մմ, իսկ ելուստի վրա՝ 0,008 մմ։ Զգույշ ձգումից հետո հիմքի մոտ մնում է 0,004 մմ, իսկ ելուստի վրա դառնում է 0,025 մմ։ Այսպիսի տարբերությունը հազվադեպ է պատահական լինում։ Սովորաբար սա ուղիղ նշան է, որ պտուտակը սեղմման պահին շեղել է хвостовик-ը։
Սխալները հաճախ սկսվում են շտապելուց։ Օպերատորը չափում է միայն ելուստը, անմիջապես ձգում է պտուտակը մինչև վերջ կամ ամեն անգամ ցուցիչը մի փոքր այլ կետում է դնում։ Արդյունքում թվեր կան, բայց դրանք արդեն ազնիվ համեմատել հնարավոր չէ։
Եթե ձգումից հետո ցուցումները վատացել են, մի գործարկեք սերիան։ Թուլացրեք պտուտակը, նորից մաքրեք նստեցումը, ստուգեք հետքը хвостовik-ի վրա և կրկնեք չափումը նույն եղանակով։ Այդ երկու րոպեները սովորաբար ավելի էժան են, քան բրակի պատճառի որոնումը ամբողջ սերիայից հետո։
Օրինակ՝ սերիայի մեկնարկից առաջ
Թևակների սերիայից առաջ կարգաբերողը դնում է ուրիշ օպրավկա CNC տոկարային ստանկի վրա և անում սովորական չափում ցուցիչով։ Վերջնական ձգումից առաջ ամեն ինչ հանգիստ է թվում․ սլաքը շարժվում է թույլատրելիի սահմաններում, նստեցումը հավասար է, առանցքային համընկնումը հարց չի առաջացնում։
Խնդիրը հայտնվում է այն պահին, որը շատերը ձևականություն են համարում։ Կարգաբերողը ձգում է պահող պտուտակը, նորից պտտեցնում հանգույցը և տեսնում այլ թվեր։ Օրինակ՝ եղել է 0,006 մմ, դարձել է 0,025 կամ 0,03 մմ։ Կոպիտ գործողության համար սա կարող է տանելի թվալ, բայց թևակների սերիայի համար այդպիսի շեղումը արդեն վտանգավոր է։
Արտաքուստ ամեն ինչ դեռ նորմալ է թվում։ Օպրավկան նստած է ամուր, գործիքը չի խաղում, կողմնակի ձայն չկա։ Այդ պատճառով առաջանում է գայթակղություն չդիպչել հավաքմանը. եթե առաջին դետալները չափի մեջ են, ուրեմն կարելի է շարունակել աշխատանքը։
Հաճախ հենց այդպես էլ լինում է։ Առաջին մի քանի թևակները անցնում են ըստ տրամագծի և երկարության, օպերատորը հանգստանում է։ Բայց որոշ ժամանակ անց վերահսկման ժամանակ հայտնվում է կոնուս։ Ոչ ուժեղ և ոչ էլ անմիջապես նկատելի՝ այնպիսի, որը սկզբում վերագրում են սնուցմանը, դանակին կամ նյութին։
Տրամաբանությունն այստեղ պարզ է։ Երբ պտուտակը օպրավկան տանում է կողք, տատանումը միշտ չէ, որ առաջին դետալում ակնհայտ բրակ է տալիս։ Կարճ թևակի վրա շեղումը կարող է գրեթե թաքնվել։ Հետո ավելանում են ծանրաբեռնվածությունը, տաքացումը և ցիկլի կրկնվողությունը, և շեղումը սկսում է երևալ արդեն մշակման ամբողջ երկարությամբ։
Նման իրավիճակում ավելի լավ է չգուշակել, այլ կրկնել չափումը նույն կետում և նույն հերթականությամբ՝ չափել տատանումը մինչև պտուտակի ձգումը, ձգել այն մինչև աշխատանքային ուժ, նորից ստուգել նույն տրամագիծը և նույն բազան, հետո թուլացնել միայն այդ պտուտակը և համեմատել ցուցումները։ Եթե աճը կրկնվում է յուրաքանչյուր ձգման ժամանակ, պատճառը մոտ է։
Ոչ թե դանակը, ոչ թե ծրագիրը, ոչ էլ նյութը։ Մեկ պտուտակն է փոխում օպրավկայի դիրքը սոտկով, իսկ թևակների վրա այդ սոտկերը արագ վերածվում են կոնուսի և ցրման ամբողջ սերիայում։
Այսպիսի օրինակը լավ ցույց է տալիս, թե ինչու է ցուցիչը հաճախ ավելի ազնիվ, քան առաջին պիտանի դետալը։ Դետալը կարող է պատահաբար անցնել վերահսկումը, հատկապես եթե ընտրանքը փոքր է։ Ցուցիչը անմիջապես ցույց է տալիս, որ հանգույցը շեղվել է ձգումից հետո։
Այդ պատճառով սերիան գործարկելուց առաջ արժե ևս մեկ րոպե հատկացնել հենց վերջնական ձգումից հետո վերահսկմանը։ Շատ հաճախ օպրավկայի ամրացման սխալները փնտրում են շատ հեռու, մինչդեռ պատճառը նստած է մեկ ամրացման մեջ։
Որտեղ են ամենից հաճախ սխալվում հավաքման ժամանակ
Առաջին տիպիկ սխալը՝ պտուտակը միանգամից մինչև վերջ են ձգում։ Մեխանիկը ուզում է ավելի հուսալի սեղմել, բայց ստանում է կողային ուժ։ Օպրավկան մի փոքր շեղվում է, և առանցքային համընկնումը գնում է դեռ առաջին կտրման ժամանակ։ Աչքով սա գրեթե չի երևում, իսկ ցուցիչով արդեն տեսանելի են ավելորդ սոտկեր։
Երկրորդ սխալը՝ չափումը անում են միայն հիմքի մոտ։ Այնտեղ տատանումը կարող է տանելի թվալ, որովհետև հատվածը կարճ է և կոշտ։ Բայց ելուստի վրա պատկերը փոխվում է։ Որքան հեռու է չափման կետը հիմքից, այնքան ավելի լավ է երևում, թե ինչպես է օպրավկան քաշվել կողք։
Եվս մեկ վրիպում՝ չեն նայում, թե хвостовik-ը իրականում ինչպես է նստել նստեցման մեջ։ Եթե շփման վայրում կա կեղտ, բուրր կամ հին սեղմման հետք, դետալը արդեն հարթ չի նստում։ Պտուտակն այդ թեքությունը միայն ուժեղացնում է։ Երբեմն խնդիրը ժամերով փնտրում են թիթեղում, կրողում կամ պատրոնում, մինչդեռ այն նստած է хвостovik-ի շփման փոքր կետում։
Հավաքումը ամենից հաճախ խախտվում է մի քանի սովորությունից՝ պտուտակը ձգում են մեկ շարժումով՝ առանց աստիճանական նստեցման, տատանումը ստուգում են միայն հիմքի մոտ, хвостовik-ը չեն մաքրում տեղադրումից առաջ, իսկ հանելուց և նորից դնելուց հետո կրկնակի չափում չեն անում։
Վերջին կետը հաճախ լուծում է վիճաբանությունը մի քանի րոպեում։ Եթե վերատեղադրումից հետո ցուցումները փոխվում են, պատճառը գրեթե միշտ հավաքման մեջ է, ոչ թե հենց մշակման։ Սա հատկապես կարևոր է սերիայից առաջ, երբ բրակ դեռ չի սկսվել, բայց ցուցիչն արդեն ցույց է տալիս, որ օպրավկան անկայուն է նստում։
Գործնականում կարող է լինել այսպես. հիմքի մոտ ցուցիչը ցույց է տալիս ընդունելի արժեք, իսկ ելուստի վրա սլաքը նկատելիորեն ավելի է գնում։ Օպերատորը փոխում է պլաստինան, ստուգում ռեժիմը, նայում պատրոնը, բայց խնդիրը չի անհետանում։ Հետո հանում է օպրավկան, մաքրում хвостовik-ը, պտուտակը ձգում առանց կտրուկ շարժման, նորից դնում և ստանում այլ արդյունք։ Այսինքն՝ պատճառը հավաքման մեջ էր։
Սպասարկման աշխատանքում CNC ստանկերի հետ նման մանրուքները մշտապես հանդիպում են։ Այն ընկերությունների համար, որոնք ամեն օր աշխատում են տոկարային օսնաշկայով, ինչպես EAST CNC-ն, սա սովորաբար լրացուցիչ ժամերի պատճառ է դառնում որոնումների վրա։ Նրանց բլոգում east-cnc.kz հաճախ հենց այսպիսի գործնական թեմաներ են քննարկում՝ որտեղ սխալը փոքր է թվում, բայց սերիայում արագ դառնում է թանկ։
Ինչ ստուգել 2 րոպեում
Երկու րոպեն մինչև գործարկումը հաճախ փրկում է ամբողջ դետալների սերիան։ Եթե պահող պտուտակը անհավասար է սեղմում хвостовik-ը, խնդիրը գրեթե միշտ երևում է բրակից ավելի շուտ։
Արագ զննումը լավ է սկսել ոչ թե հենց պտուտակից, այլ այն մակերեսից, ուր նա սեղմում է։ Նույնիսկ փոքր բուրր խոչընդոտում է նստեցմանը։ Պտուտակը հենվում է ելուստին, օպրավկան մի փոքր շեղվում է, և ցուցիչը անմիջապես ցույց է տալիս ավելորդ սոտկեր։
Ստուգեք հինգ բան.
- Մատնահետքով անցեք хвостовik-ի շփման տեղով։ Եթե մատը խրվում է, այնտեղ արդեն կա բուրր կամ ճնշվածք։
- Արդյունք վերցրեք ցուցիչով մինչև ձգելը և հետո։ Եթե տատանումը նկատելի փոխվում է, պտուտակը ոչ թե ֆիքսում է, այլ քաշում։
- Նայեք պտուտակի հետքին։ Հավասար շփման հետքը ավելի լավ է, քան եզրին գտնվող նեղ քերծվածքը։
- Հանեք օպրավկան և նորից դրեք նույն հանգույցում։ Եթե երկրորդ չափումը չի համընկել առաջինի հետ, նստեցումը անկայուն է պահում իրեն։
- Ստուգեք ելուստը քանոնով կամ հենակետով։ Եթե վերասեղմումից հետո այն փոխվում է, հանգույցը նույն կերպ չի պահում դիրքը։
Պտուտակի հետքին շատերը ընդհանրապես չեն նայում, իսկ դա սխալ է։ Այն արագ ցույց է տալիս, թե ինչպես է ծանրաբեռնվածությունը գնում։ Եթե հետքը շեղված է մի կողմ, պտուտակը թեքությամբ է սեղմում։ Եթե հետքը պատռված է, մակերեսն արդեն վնասված է, և ամեն նոր սեղմում օպրավկան մի փոքր այլ կերպ է նստեցնելու։
Կա նաև պարզ հնարք՝ պտուտակը միանգամից մինչև վերջ չձգել։ Սկզբում նստեցրեք օպրավկան, թեթև սեղմեք, ստուգեք տատանումը ցուցիչով, հետո վերջնական ձգում արեք և համեմատեք ցուցումները։ Եթե վերջնական ձգումից հետո սլաքը գնում է, աղբյուրը արդեն գտված է։ Խնդիրը ոչ թե դետալի մեջ է, ոչ թե spindle-ում, այլ ամրացման մեջ։
Գործնականում դա պարզ է թվում։ Կարգաբերողը դնում է օպրավկան և ստանում 0,01 մմ։ Վերջնական ձգումից հետո տեսնում է 0,04 մմ։ Հանում է հանգույցը, մաքրում շփման տեղը, հեռացնում բուրրը, նորից դնում և ստանում գրեթե նույն չափումը, ինչ մինչև ձգելը։ Այդպիսի մանրուքը հաճախ լուծում է հարցը ավելի արագ, քան երկար որոնումը ամբողջ շղթայով։
Եթե այս կետերից թեկուզ մեկը չի անցնում, պետք չէ մշակումը սկսել «հույսով»։ Արագ զննումը, կրկնակի տեղադրումը և ևս մեկ վերահսկիչ չափում զբաղեցնում են ավելի քիչ ժամանակ, քան տասնյակ պատրաստի դետալների ստուգումը հերթափոխից հետո։
Ինչ անել հետո
Եթե շեղումը կրկնվում է նույնիսկ զգույշ հավաքումից հետո, մի փորձեք ամեն անգամ հանգույցը ավելի ուժեղ սեղմել։ Այդպես դուք միայն քողարկում եք պատճառը և ավելացնում նոր լարվածություն նստեցման մեջ։ Նախ ստուգեք հենց պտուտակը, հետո օպրավկայի երկրաչափությունը և նստեցման մակերեսների վիճակը։
Պտուտակի մեջ հաճախ գտնում են պարզ, բայց տհաճ թերություններ՝ ճմլված ծայր, թեքության հետքեր, կեղտ թելում, անհավասար ձգում։ Եթե այն չի սեղմում առանցքով կամ դետալը բռնում է մեկ կետով, օպրավկան նորից ու նորից կքաշվի կողք։ Նույնիսկ նոր պտուտակը չի օգնի, եթե նրա անցքը շեղվել է, իսկ նստեցումն արդեն ճնշվածքի հետքեր ունի։
Հետո համեմատեք ամրացման եղանակը աշխատանքի ռեժիմի հետ։ Կարճ ելուստը և չափավոր բեռը ավելի շատ բան են ներվում։ Երկար ելուստը, ծանր գործիքը, ընդհատվող կտրումը և բարձր պտույտները արագ ցույց են տալիս թույլ կողմը։ Եթե հանգույցը սկզբից աշխատում է սահմանին, մեկ պտուտակ փոխելով գործը չի ավարտվի։
Սերիայից առաջ օգտակար է ամրագրել պարզ կարգ՝ գործարկումից առաջ սահմանել թույլատրելի տատանումը գործողության համար, չափում անել հավաքումից հետո և փորձնական կտրման հետո, գրանցել արդյունքը և անմիջապես կանգ առնել, եթե արժեքը դուրս է գալիս թույլատրելիից, նույնիսկ եթե դետալը դեռ նորմալ է թվում։
Այս մոտեցումը խնայում է և գործիքը, և կարգաբերման ժամանակը։ Սերիայի բրակը գրեթե միշտ գալիս է առաջին վատ չափումից ավելի ուշ։ Եթե սպասեք միայն դետալի վրա ակնհայտ հետքին, կարող եք ամբողջ հերթափոխը կորցնել պատճառի որոնման վրա։
Եվս մեկ խելամիտ քայլ՝ նայել հանգույցը ամբողջությամբ։ Ստուգեք՝ կա՞ մաշվածք կոնուսում, նստեցման վրա հարված, պտույտի հետքեր և նվազագույն կրկնելիություն հանելուց ու նորից դնելուց հետո։ Օպրավկայի առանցքային համընկնումը հազվադեպ է ինքն իրեն խախտվում։ Սովորաբար դրա ետևում կա կոնկրետ մեխանիկական պատճառ, և գտնելը կարելի է բավական արագ։
Եթե խնդիրը կրկնվում է տարբեր գործողությունների ժամանակ կամ դուք ընտրում եք սարքավորում նման ռեժիմների համար, օգտակար է քննարկել խնդիրը նրանց հետ, ովքեր զբաղվում են ստանկերի գործարկմամբ։ EAST CNC-ն մատակարարում է CNC տոկարային ստանկեր և մշակման կենտրոններ, ինչպես նաև օգնում է ընտրության, գործարկման ու սպասարկման հարցերում։ Նման դեպքերում դա հարմար է. կարելի է նայել ոչ միայն ստանկին, այլև օսնաշկայի, ռեժիմների և իրական ճշգրտության կապակցությանը հենց սկզբից։