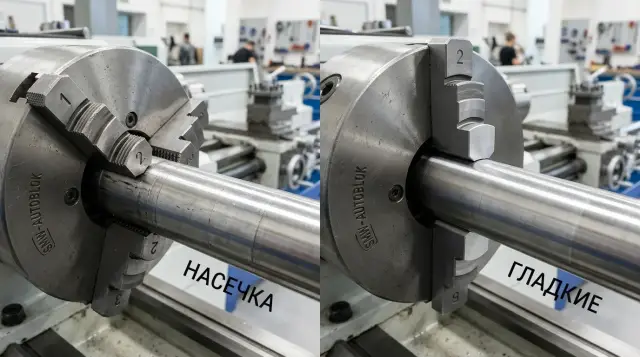
Խազավոր, թե հարթ հատուկ ծնոտներ․ ինչն է վնասում բազան
Խազավոր, թե հարթ հատուկ ծնոտներ՝ համեմատում ենք դետալի պահումը և պատրաստի բազայի վրա հետքերի ռիսկը, որպեսզի ընտրեք տարբերակը հաճախակի կրկնակի տեղադրումների համար.
Որտեղ է առաջանում խնդիրը
Վեճը այն մասին, թե որ հատուկ ծնոտներն են ավելի լավ՝ խազավոր, թե հարթ, սովորաբար չի սկսվում առաջին դետալից։ Իրական խնդիրները հայտնվում են այն ժամանակ, երբ դետալը պետք է կրկին տեղադրել փամփուշտի մեջ։
Առաջին սեղմումից հետո բազան արդեն փոխվում է։ Շփման գոտում մնում են միկրոհետքեր՝ թեթև փոսիկներ, քերծվածքներ, երբեմն՝ գրեթե անտեսանելի դեֆորմացիա։ Դրանք սկզբում կարող են չնկատվել, բայց հաջորդ տեղադրման ժամանակ հենց դրանք են փոխում նստեցումը։
Եթե դետալը վերադարձրել են այլ անկյան տակ, ծնոտները արդեն ճնշում են նոր կետերում և նոր հետքեր են ավելացնում պատրաստի մակերեսին։ Եթե օպերատորը փորձում է ընկնել նախորդ հետքերի վրա, դա էլ միշտ չի օգնում։ Մեկ ծնոտը կարող է շուտ հպվել, մյուսը՝ ուշ։ Դրա պատճառով աճում է շեղումը, իսկ երկրորդ մշակումից հետո չափը սկսում է տատանվել հարյուրերորդականներով։
Պատրաստի անցման ժամանակ դա արագ է երևում։ Սեղմման փոքր հետքը մի կողմում մի փոքր բարձրացնում է դետալը կամ տեղափոխում առանցքը։ Սարքավորումը այդ պահին ազնվորեն կատարում է ծրագիրը, բայց դետալը դուրս է գալիս շեղմամբ, կոնուսով կամ անկայուն տրամագծով։ Դրսից դա նման է կարգաբերման սխալի, թեև պատճառը կարող է շատ ավելի պարզ լինել՝ բազան արդեն վնասվել է նախորդ սեղմման ժամանակ։
Ռիսկը ավելի բարձր է փափուկ նյութերի վրա։ Ալյումինը, լատունը և որոշ չժանգոտվող պողպատներ հետք են ընդունում ավելի արագ, քան կոշտ պողպատը։ Բարակ պատը ավելացնում է ևս մեկ խնդիր․ ծնոտները ոչ միայն հետք են թողնում, այլև քիչ թե շատ ճզմում են ձևը։ Եթե սեղմման գոտին նեղ է, ճնշումը գնում է փոքր հատվածի վրա, և բազան ավելի արագ է փչանում։
Արտադրամասից սովորական մի իրավիճակ այսպես է երևում․ թևակը հանում են չափումից հետո և վերադարձնում թոքարային փամփուշտի մեջ՝ կարճ ճշգրտման համար։ Առաջին սեղմումից մնացած հետքերը գրեթե չեն երևում։ Կրկնակի տեղադրումից հետո ինդիկատորը ցույց է տալիս ավելորդ 0,02-0,03 մմ, և պատրաստի բազան արդեն չի կրկնվում այնպես, ինչպես սպասում էին։
Ինչով են տարբերվում խազավորն ու հարթ մակերեսը
Խազավոր մակերեսը պատրաստուկը ավելի վստահ է պահում, որովհետև այն ոչ միայն ճնշում է, այլև «կպչում» է մակերեսին։ Դա հատկապես լավ է երևում փոփոխական բեռնվածությամբ դետալների վրա։ Ծնոտները քիչ են թույլ տալիս, որ դետալը պտտվի կամ առանցքի ուղղությամբ շարժվի։ Եթե ավելցուկը մեծ է, դուրսբերումը զգալի է, իսկ անցումը՝ ծանր, նման սեղմումն սովորաբար ավելի շատ սխալներ է ներում։
Հարթ ծնոտները գործում են այլ կերպ։ Դրանք չեն խրվում բազայի մեջ, այլ պահում են շփման մակերեսի ու ճիշտ ընտրված ուժի շնորհիվ։ Նրանցից հետո հետքերը սովորաբար քիչ են լինում, բայց միայն այն դեպքում, եթե թոքարագործը ճշգրիտ է ընտրել սեղմման ուժը։ Փոքր ուժ՝ դետալը կսահի։ Շատ մեծ ուժ՝ բազան կճզմվի, և հարթ մակերեսի իմաստը կկորի։
Արդյունքի վրա առավելապես ազդում է շփման գոտին։ Եթե ծնոտը դետալին հպվում է նեղ շերտով, մետաղի վրա ճնշումը կտրուկ աճում է։ Դրսից դա կարող է նորմալ թվալ, բայց հենց այդպիսի տեղերում են հաճախ հայտնվում հետքերը, օվալությունը և չափի շեղումը կրկնակի տեղադրումից հետո։ Այդ պատճառով լավ նստեցում չունեցող հարթ ծնոտը երբեմն բազան ավելի վատ է վնասում, քան նորմալ հենումով խազավորը։
Նյութն էլ է շատ փոխում պատկերը։ Պողպատի վրա խազավոր մակերեսը հաճախ թողնում է նկատելի, բայց ընդունելի հետք և միաժամանակ կայուն է պահում։ Ալյումինի վրա նույն խազավորումը ավելի արագ է ճզմում մակերեսը և թողնում խոր հետք, որը հետո խանգարում է պատրաստի բազային։ Ալյումինի վրա հարթ ծնոտները սովորաբար անվտանգ են, եթե հենումը լայն է, իսկ կտրման ռեժիմը՝ հանգիստ։
Եթե երկու տարբերակը համեմատենք առանց կոնկրետ դետալի, հաղթող չկա։ Կոպիտ և հուսալի պահման համար հաճախ հաղթում է խազավորը։ Կրկնակի տեղադրմամբ պատրաստի բազայի համար սովորաբար ավելի լավ է հարթ մակերեսը, եթե ծնոտները ճշգրիտ են մշակված տրամագծին և փամփուշտը ավելորդ ուժ չի պահանջում։
Երբ է խազավոր մակերեսը արդարացված
Խազավոր մակերես պետք է ոչ թե «ամեն դեպքում», այլ կոնկրետ խնդրի համար՝ դետալը սահում կամ պտտվում է փամփուշտի մեջ։ Այդպես լինում է ընդհատվող կտրման, ծանր անցման կամ սահուն նյութի վրա։ Եթե հարթ ծնոտները սկսում են պահել միայն սեղմման ուժը զգալի բարձրացնելով, դա արդեն վատ նշան է։
Այդ իրավիճակում խազավորը հաճախ օգնում է պատրաստուկը պահել ավելի փոքր ուժով։ Այն ավելի լավ է «կպչում» մակերեսին, և դետալը կտրման ընթացքում քիչ է տեղաշարժվում։ Սա հատկապես օգտակար է, երբ շփման մակերեսը փոքր է՝ կարճ գոտի, նեղ աստիճան, բարակ օղակ, փոքր սեղմման երկարություն։ Հարթ մակերեսի վրա նման հպումը հեշտ է խափանվում, հատկապես եթե առաջանում է թրթռում։
Բայց խազավորումը արդարացված է միայն այն դեպքում, երբ սեղմման տակ կա կոպիտ գոտի կամ առանձին տեխնոլոգիական հատված։ Եթե ծնոտները հենվում են ոչ թե պատրաստի բազայի, այլ չափաբաժնի կամ այն հատվածի վրա, որը հետո մշակվելու է, հետքերն արդեն այնքան էլ սարսափելի չեն։ Կրկնակի տեղադրման համար սա հաճախ ամենահանգիստ տարբերակն է․ սեղմումն ավելի վստահ է պահում, իսկ աշխատանքային բազան չի տուժում։
Սովորաբար խազավոր մակերեսն ընտրում են, երբ համընկնում է գոնե երկու պայման՝ դետալը արդեն փորձել է պտտվել հարթ ծնոտների վրա, սեղմումը գնում է կոպիտ հատվածով, շփման գոտին կարճ կամ նեղ է, իսկ սեղմման ուժի աճը դետալը ճզմում է ավելի շատ, քան չափաբաժնի վրա եղած թեթև խազավորումը։
Պարզ ասած՝ խազավորը հաղթում է այնտեղ, որտեղ սահելու ռիսկը ավելի բարձր է, քան հետքի ռիսկը։ Հատկապես այն դետալների վրա, որոնք մի քանի անգամ վերադառնում են փամփուշտի մեջ։ Ավելի լավ է հետք թողնել չափաբաժնի վրա, քան ստանալ չափի շեղում՝ մաքուր անցման ժամանակ պտտվելու պատճառով։
Երբ են ավելի լավ հարթ ծնոտները
Եթե դետալը հանում են ու նորից դնում պատրաստի մշակումի համար, փամփուշտից ցանկացած հետք արագ դառնում է խնդիր։ Առաջին տեղադրման ժամանակ հետքը թվում է մանրուք, իսկ կրկնակի տեղադրման ժամանակ արդեն փոխում է դետալի հենումը և շեղում չափը։
Հարթ ծնոտները հաճախ հաղթում են պարզ պատճառով․ դրանք բազայի մեջ այնքան ագրեսիվ չեն խրվում, որքան խազավորը։ Եթե ծնոտը ունի դետալի տրամագծին համապատասխան մշակված նստեցում կամ ձև, որը կրկնում է նրա ուրվագիծը, շփումը չի գնում նեղ գծով կամ առանձին ատամներով, այլ ավելի մեծ մակերեսով։ Այդ դեպքում կարելի է պահել պատրաստուկը ավելի փոքր ուժով և միաժամանակ չկորցնել կայունությունը։
Սա հատկապես նկատելի է պատրաստի բազայի վրա, որը հետո մասնակցում է նստեցմանը։ Լիսեռի, թևակի կամ բարակ պատերով օղակի դեպքում անգամ մակերեսային հետքը տհաճ արդյունք է տալիս․ դետալը մի փոքր այլ կերպ է նստում, շեղումը աճում է, չափը սկսում է տատանվել։ Այդ իրավիճակում հարթ ծնոտները գրեթե միշտ նախընտրելի են, եթե կտրումը արդեն հանգիստ է, և պահման պաշարը բավարար է։
Հարթ մակերեսը սովորաբար ավելի լավ արդյունք է տալիս, երբ դետալը հաճախ է վերադառնում փամփուշտի մեջ, բազան արդեն մշակված է և պատասխանատու է նստեցման կամ համակենտրոնության համար, ծնոտները մշակված են կոնկրետ տրամագծի համար, շփման մակերեսը կարելի է մեծացնել, իսկ սեղմման ուժը՝ նվազեցնել առանց պտտվելու ռիսկի։
Պարզ օրինակ․ թևակը սկզբում մշակում են մի կողմից, հետո վերադարձնում են արտաքին տրամագծով պատրաստի անցման համար։ Խազավոր մակերեսով փամփուշտը վստահ է պահում, բայց բազայի վրա մնում են ճնշման կետեր։ Կրկնակի տեղադրումից հետո դետալը այլևս նույն կերպ չի նստում, և վարպետը ավելի երկար է որսում հարյուրերորդականները, քան գնում է հենց մշակումը։ Ճշգրիտ մշակված հարթ ծնոտների դեպքում հետքը ավելի թույլ է կամ ընդհանրապես չկա, որովհետև ճնշումը ավելի հավասար է բաշխվում։
Բացառություն էլ կա։ Եթե պատրաստուկը կոշտ է, մակերեսը՝ կոպիտ, իսկ կտրումը՝ ծանր, հարթ ծնոտները կարող են ավելի վատ պահել։ Բայց կրկնակի տեղադրմամբ պատրաստի բազայի համար դրանք սովորաբար մակերեսը զգալիորեն ավելի քիչ են վնասում։
Ինչպես հասկանալ, որ բազան արդեն տուժում է
Բազան հազվադեպ է փչանում մեկ սեղմումից։ Սովորաբար խնդիրները կուտակվում են մանրուքներով, հետո հանկարծ դետալը դադարում է կրկնվել։ Երեկ այն կանգնում էր ուղիղ, իսկ այսօր նույն գործողությունից հետո արդեն ուղղում է պահանջում։
Առաջին ազդանշանը երևում է հենց փամփուշտից հանելուց հետո։ Պատրաստի մակերեսին մնում են փոսիկներ, շփման փայլուն հատվածներ կամ խազավոր մակերեսի հստակ նկար։ Եթե հետքը ոչ միայն երևում է, այլև զգացվում է եղունգով, դա արդեն միայն արտաքին խնդիր չէ։ Սեղմումը փոխում է այն մակերեսը, որի վրա հետո նորից հենվում են։
Երկրորդ ազդանշանը հայտնվում է կրկնակի տեղադրման ժամանակ։ Առաջին անցումից հետո շեղումը նորմայում է, իսկ երկրորդ կամ երրորդ տեղադրումից հետո այն աճում է, թեև սեղմման ռեժիմն ու բազավորման տեղը նույնն են։ Այդ իրավիճակում խնդիրը հաճախ ոչ թե հաստոցն է կամ ինդիկատորը։ Բազան ամեն անգամ մի փոքր այլ հետք է ստանում, և դետալը նոր կերպ է նստում։
Կան նաև ավելի գործնական նշաններ։ Դետալը սկսում է վատ մտնել վերահսկման սարքի մեջ։ X կամ Z զրոն ստիպված եք գրեթե ամեն անգամ նորից գտնել։ Առաջին անցումից հետո ամեն ինչ կայուն էր թվում, իսկ հետո հայտնվում է զգացողություն, որ դետալը «մինչև վերջ չի նստում» կամ թեք է կանգնում։ Պատրաստի գործողության համար դա արդեն բավական է՝ չափի շեղում ստանալու համար։
Ծնոտների տեսակի շուրջ վեճում հենց կրկնելիությունն է ասում ճշմարտությունը։ Եթե բազան դադարել է կրկնվել, նշանակում է՝ կամ ծնոտները, կամ սեղմման սխեման արդեն աշխատում են դետալի դեմ։
Ինչպես ընտրել տարբերակը ձեր դետալի համար
Ընտրելիս ավելի լավ է նայել ոչ թե կարգավորողի սովորությանը, այլ հենց դետալին։ Ամենահաճախ սխալը պարզ է․ պատրաստուկը բռնում են այն մակերեսից, որը հետո պետք է մնա մաքուր ու ճշգրիտ։
Նախ պետք է հասկանալ՝ որ գոտուց ընդհանրապես կարելի է բռնել դետալը առանց բազային վնասելու։ Եթե կա կոպիտ գոտի, չափաբաժին կամ հետագա մշակման հատված, ավելի լավ է հենվել դրա վրա։ Եթե ազատ գոտի չկա և փամփուշտը գրեթե պատրաստի մակերես է պահելու, հարթ ծնոտները սովորաբար ավելի անվտանգ են։
Հետո արժե գնահատել՝ քանի անգամ է դետալը վերադառնալու փամփուշտի մեջ։ Միակ տեղադրմամբ խազավոր մակերեսը դեռ կարող է անցնել առանց նկատելի հետևանքների։ Երկու, երեք և ավելի վերադարձի դեպքում փոքր հետքերը կուտակվում են, և բազան սկսում է «լողալ»։ Սա հատկապես նկատելի է թևակների, օղակների և բարակ պատերով դետալների վրա։
Դրանից հետո արագ ստուգեք մի քանի բան՝ ինչ ուժ կտա գործողությունը, ինչ իրական շփման մակերես ունեն ծնոտները, որքան կոշտ է դետալը սեղմման հատվածում, հնարավոր է արդյոք նվազեցնել կտրման ուժը ռեժիմով կամ գործիքով, և կա՞ արդյոք սեղմման երկարության պաշար։
Եթե մակերեսը փոքր է, իսկ կտրվածքը՝ ծանր, հարթ սեղմումը կարող է չպահել դետալը առանց սահելու։ Այդ դեպքում խազավորումը երբեմն արդարացված է, բայց ավելի լավ է սեղմումը տեղափոխել ավելի քիչ կարևոր մակերեսի վրա, քան վտանգել պատրաստի բազան։
Ամենահուսալի ընտրության ձևը պարզ է․ անել մեկական փորձնական սեղմում յուրաքանչյուր տարբերակով։ Հանելուց հետո պետք է չափել շեղումը, նայել շփման հետքը և համեմատել, թե որքան հեշտ է դետալը տեղաշարժվում կրկնակի տեղադրման ժամանակ։
Գործնականում ամեն ինչ հանգում է երկու կորստի՝ դետալը սահեցնելու ռիսկին և սեղմման հետքով բազան վնասելու ռիսկին։ Հաղթում է այն տարբերակը, որտեղ ընդհանուր ռիսկը ավելի փոքր է։
Ինչն է ավելի ուժեղ ազդում, քան հենց ծնոտները
Խազավորի և հարթ մակերեսի շուրջ վեճը հաճախ շեղում է հիմնականից։ Պատրաստի բազայի վրա ավելի ուժեղ է ազդում ոչ թե մակերեսի տեսակը, այլ այն, թե ինչպես է դետալը հպվում ծնոտին և ինչ ճնշմամբ է այն պահվում։
Սկզբում նայում են շփման գոտուն։ Եթե դետալը հենվում է նեղ շերտով կամ եզրին, ճնշումը մեծանում է նույնիսկ սովորական սեղմման ուժի դեպքում։ Այդ դեպքում բազայի վրա հետքեր հայտնվում են նույնիսկ հարթ ծնոտների հետ։ Երբ շփման գոտին լայն է, և ծնոտի ձևը կրկնում է դետալի պրոֆիլը, բեռը ավելի հավասար է բաշխվում, ու ռիսկը զգալիորեն նվազում է։
Սեղմման ուժի դեպքում նույն պատմությունն է։ Դետալը հաճախ «ապահովության համար» ավելի ուժեղ են ձգում, որպեսզի հաստատ չպտտվի։ Իրականում ավելորդ ուժը միայն ճզմում է բազան, հատկապես եթե դետալը հետո նորից պետք է դրվի փամփուշտի մեջ։ Ավելի լավ է ուժը ընտրել ըստ իրական կտրման մոմենտի, քան առանց պատճառի ճնշել փամփուշտը։
Կա նաև շատ պրոզայիկ պատճառ․ թափոն, խիտ յուղ և մանր կեղտ ծնոտի ու դետալի միջև։ Բավական է մեկ կոշտ մասնիկ, որ դետալը թեք նստի և հետք ստանա։ Հետո հեշտ է մեղադրել ծնոտներին, թեև իրականում մեղավորը պարզապես կեղտն է սեղմման գոտում։
Հատուկ ծնոտի երկրաչափությունը նույնպես շատ կարևոր է։ Եթե պրոֆիլը չի համընկնում դետալի արտաքին տրամագծին, աստիճանին կամ բարակ պատին, շփումը ստացվում է պատահական։ Այդ դեպքում պահումը անկայուն է, իսկ հետքերը հայտնվում են նույն տեղում ամեն վերադարձից հետո։
Չի կարելի մոռանալ նաև հենց փամփուշտի մասին։ Մաշված ուղղորդիչները, խաղը, սեղմման վատ կրկնելիությունը և լիսեռի շեղումը փչացնում են արդյունքը նույնիսկ լավ պատրաստված ծնոտների դեպքում։ ՉՊՀ թոքարային հաստոցների վրա դա հատկապես նկատելի է կրկնակի տեղադրումներում, երբ պետք է նույն նստեցումը լինի անգամից անգամ։
Եթե շատ կարճ ասենք, հերթականությունը սա է՝ նախ մաքրություն, հետո շփման գոտու ձև, հետո սեղմման ուժ, և միայն դրանից հետո՝ ծնոտի մակերեսի ընտրություն։
Արտադրամասային օրինակ
Տարբերությունն լավ է երևում սովորական լիսեռի վրա։ Մեկ գործողությունից հետո արդեն պատրաստ շեղակը ունեցող լիսեռը վերադարձնում են թոքարային փամփուշտի մեջ՝ ծայրի կտրելու և հարևան հատվածի թեթև պատրաստի անցման համար։ Առաջին տեղադրման ժամանակ ամեն ինչ նորմալ է, իսկ կրկնակի տեղադրման ժամանակ հանկարծ բարակ հետք է հայտնվում նստեցման վրա։ Երկրաչափությունը դեռ կարելի է պահել, բայց պատրաստի բազան այլևս այնքան էլ պատրաստի չէ։
Սկզբում լիսեռը սեղմում էին խազավոր հատուկ ծնոտների մեջ։ Դրանք վստահ էին պահում․ դետալը չէր պտտվում, օպերատորը հանգիստ հանում էր ավելորդ 0,1-0,2 մմ-ը, և կտրման ընթացքում ամեն ինչ կայուն էր թվում։ Բայց բացելուց հետո շեղակի վրա մնում էր հետք։ Երբեմն դա հազիվ նկատելի էր, երբեմն արդեն չափող սարքով էին բռնում։ Եթե դետալը փամփուշտ է վերադառնում ոչ մեկ անգամ, նման հետքը սկսում է կուտակել խնդիր։
Հետո տեխնոլոգը չփոխեց ամբողջ գործընթացը, այլ միայն սեղմման ձևը։ Տեղադրեց հարթ ծնոտ՝ լիսեռի տրամագծին ճշգրիտ մշակմամբ, նվազեցրեց ուժը մինչև այն մակարդակը, որ դետալը չի շարժվում կտրման ժամանակ, և ավելացրեց հենակ, որպեսզի լիսեռը ամեն անգամ նույն դիրքում նստի։
Դրանից հետո պահումը ավելի մեղմ դարձավ, բայց փաստացի՝ ոչ վատը։ Ծնոտը սկսեց ավելի մեծ մակերեսով հենվել, ճնշումը ավելի հավասար բաշխվեց, և նստեցման վրա հետքերը գրեթե անհետացան։ Պատրաստի անցման ժամանակ լիսեռը ավելի հանգիստ էր կանգնում նաև այն պատճառով, որ հենակը վերացրեց ելուստի տատանումը։ Պետք չէր այլևս փամփուշտը «պահեստով» սեղմել։
Հենց նման դեպքերում է երևում, որ մի ընդհանուր պատասխան չի աշխատում։ Եթե դետալը կոպիտ է և չափաբաժինը մեծ է, խազավոր մակերեսը հաճախ ավելի շատ սխալներ է ներում։ Եթե բազան արդեն պատրաստ է և դետալը կրկին է վերադառնում փամփուշտի մեջ, ճշգրիտ մշակված հարթ ծնոտը սովորաբար մակերեսը զգալիորեն ավելի քիչ է փչացնում։
Հաճախ հանդիպող սխալներ
Ամենաթանկ սխալը մտածելն է, թե ավելի «կպչուն» սեղմումը միշտ ավելի լավ է։ Եթե դետալը հետո վերադարձնում եք փամփուշտի մեջ, խազավոր մակերեսը հաճախ ավելի վստահ է պահում, բայց պատրաստի բազայի վրա հետք էլ ավելի արագ է թողնում։ Պատրաստի մակերեսի համար սա վատ փոխանակում է։
Մյուս տիպիկ սխալը խազավոր մակերես դնելն է պարզապես «հուսալիության համար», առանց ստուգելու՝ արդյոք նման պահման պաշարն իսկապես պետք է։ Հակառակ ծայրահեղությունն էլ է հաճախ հանդիպում․ հարթ ծնոտների վրա պարզապես ուժն են ավելացնում, մինչդեռ պետք էր ընդլայնել շփման գոտին կամ վերամշակել ծնոտի ձևը։
Մեկ ուրիշ սխալ է վերցնել պատրաստի բազան, թեև կողքին կա կոպիտ գոտի, որը կարելի է թողնել սեղմման տակ։ Իսկ ամենատխուր բանը՝ դետալին նայել միայն ամբողջ խմբաքանակից հետո, ոչ թե առաջին փորձնական ցիկլից հետո։ Նոր դետալի վրա ծնոտի հետքը տեսանելի է անմիջապես՝ թեք լուսավորության տակ, սրբելուց հետո և առանց յուղային թաղանթի։ Եթե եղունգը արդեն բռնում է հետքը, հետո միայն վատանալու է։
Հարթ ծնոտների հետ սխալը սովորաբար այլ է։ Օպերատորը տեսնում է, որ պատրաստուկը այնքան վստահ չի նստում, և պարզապես ավելի ուժեղ է ձգում։ Արդյունքում հետք նույնպես հայտնվում է, պարզապես արդեն ոչ թե խազից, այլ փոքր հատվածի վրա չափազանց մեծ ճնշումից։
Եթե շփումը թույլ է, ավելի օգտակար է ոչ թե կուրորեն ուժն ավելացնել, այլ փոխել հենց շփումը։ Երբեմն բավական է ավելի լայն հենվել գոտու վրա, ծնոտը մշակել դետալի ձևին համապատասխան կամ ավելացնել հենում այնտեղ, որտեղ դետալը սեղմման ժամանակ շեղվում է։
Եվ կա մեկ շատ պարզ բան, որը հաճախ թերագնահատում են՝ յուղն ու մանր թափոնը։ Մեկ կտոր թափոն ծնոտի ու դետալի միջև կարող է բազան ավելի շատ վնասել, քան տարբերությունը հարթ մակերեսի և խազավորման միջև։ Սեղմումից առաջ շփման տեղը պետք է ոչ թե պարզապես արագ սրբել, այլ իրոք մաքրել։
Արագ ստուգում՝ մինչև գործարկումը
Առաջին դետալից առաջ ավելի լավ է հինգ րոպե տրամադրել փորձին, քան հետո բազայի վրա հետքերն ու աճող շեղումը որսալ։ Սովորաբար սխալվում են ոչ թե տեսության մեջ, այլ մանրուքներում․ սեղմում են ոչ ճիշտ մակերեսից, ավելորդ ուժ են տալիս կամ չեն նայում, թե ինչ է լինում կրկնակի տեղադրումից հետո։
Սկզբում գտեք այն մակերեսը, որը կարելի է բռնել առանց պատրաստի բազային վնասելու։ Եթե այդպիսի գոտի չկա, հարթ ծնոտները գրեթե միշտ ավելի անվտանգ են, բայց միայն նորմալ շփման մակերես ունենալու դեպքում։ Երբ շփումը նեղ է կամ դետալը բարակ պատերով է, խազավոր մակերեսը կարող է ավելի լավ պահել, բայց դրա գինը հաճախ հետքերն են։
Գործարկումից առաջ արժե ստուգել հինգ բան՝
- ծնոտները հենվում են այն հատվածի վրա, որը հետո չի աշխատում որպես պատրաստի բազա;
- շփման գոտին բավական լայն է, և դետալը առանց խազավորման պտտվելու ցանկություն չունի;
- երկու կամ երեք կրկնակի տեղադրումից հետո հետքը չի խորանում և չի տարածվում բազայի վրա;
- փամփուշտը դետալը պահում է հավասար, և շեղումը յուրաքանչյուր նոր սեղմումից հետո չի աճում;
- օպերատորը գիտի ուժի սահմանը և «հուսալիության համար» չի ձգում ավելորդ։
Մեկ արագ փորձը հաճախ տալիս է ազնիվ պատասխան։ Սեղմեք դետալը, հանեք, նորից դրեք երկու անգամ անընդմեջ և ամեն անգամ ստուգեք շեղումն ու շփման տեղը։ Եթե հարթ ծնոտները կայուն են պահում, իսկ հետքը գրեթե չի երևում, խազավորման անցնելու իմաստը քիչ է։
Արտադրամասում դա շատ պարզ է թվում։ Պատրաստի շեղակ ունեցող լիսեռը վերադառնում է կրկնակի մշակման՝ փոքր լրացման պատճառով։ Առաջին տեղադրման ժամանակ ամեն ինչ նորմալ է, իսկ երրորդում խազավորումը արդեն շրջան է գծում, և չափը սկսում է շեղվել հարյուրերորդականներով։ Մի փոքր ավելի լայն շփման մակերես ունեցող հարթ սեղմումը նման իրավիճակում սովորաբար ավելի մաքուր արդյունք է տալիս։
Եթե կասկածը հանգում է ընտրության՝ «ավելի լավ է պահում» ու «ավելի քիչ է փչացնում», արեք երեք վերատեղադրումից բաղկացած կարճ շարք և նայեք ոչ միայն բռնմանը, այլ նաև հետքին։ Պատրաստի բազայի համար դա ավելի ազնիվ է, քան ցանկացած ենթադրություն։
Ինչ անել հետո
Եթե բազան արդեն հետքեր է ստանում, պետք չէ անմիջապես խազավոր մակերեսը փոխել հարթ ծնոտներով և սպասել, որ խնդիրը ինքն իրեն կվերանա։ Սկզբում ավելի լավ է վերանայել շփման սխեման՝ որտեղ է ծնոտը ճնշում, ինչքան է հենման մակերեսը, ինչքան է դետալի ելուստը և արդյոք սեղմման ուժը չափազանց մեծ չէ։ Երբ սեղմման սխեման ճիշտ է, ծնոտի մակերեսի ընտրությունը շատ ավելի հեշտ է դառնում։
Փորձնական սեղմումները լավ է նախատեսել դեռ տեխնոլոգիայի փուլում, ոչ թե առաջին բրակված խմբաքանակից հետո։ Կատարեք մի քանի փորձ իրական պատրաստուկի վրա՝ նույն ուժով, որը կգնա աշխատանքի մեջ։ Հետո հանեք դետալը, նորից դրեք և ստուգեք, թե ինչպես է բազան վարում իրեն կրկնակի տեղադրումից հետո։
Սովորաբար բավական է պարզ հաջորդականությունը՝ նշել ծնոտի շփման գոտին, չափել շեղումը առաջին և երկրորդ տեղադրումից հետո, համեմատել դետալի հանելուց հետո բազայի վրա մնացած հետքը և տեսնել՝ արդյոք նույն սեղմման ուժի դեպքում հետքը մեծանում է։
Այս մոտեցումը արագ ցույց է տալիս, թե ձեր դետալի համար որն է ավելի կարևոր՝ առավելագույն պահումը, թե ավելի մաքուր բազան առանց ավելորդ հետքերի։ Երբեմն հարթ ծնոտներն անմիջապես հաղթում են։ Երբեմն դետալը սկսում է սահել, և այդ դեպքում խնդիրը ոչ թե հարթ մակերեսն է, այլ շփման չափազանց փոքր գոտին կամ հատուկ ծնոտի անհաջող ձևը։
Եթե պարզվում է, որ բազան տուժում է, նախ փորձեք փոխել ծնոտի պրոֆիլը, դետալի տակ եղած մշակումը կամ սեղմման տեղը։ Խազավորից հարթ մակերեսի պարզ անցումը միշտ չէ, որ լուծում է հարցը։
Իսկ եթե խնդիրը արդեն ոչ միայն ծնոտների, այլև հենց սարքավորման կրկնելիության մեջ է, այստեղ պետք է ավելի լայնորեն վերլուծել ամբողջ մշակման սխեման։ EAST CNC-ի մասնագետները օգնում են ՉՊՀ թոքարային հաստոցների ընտրության, գործարկման և սպասարկման հարցերում։ Արտադրամասի համար դա օգտակար է այն պահին, երբ պետք է վերացնել ոչ թե առանձին ախտանիշը, այլ անկայուն մշակման պատճառը։
FAQ
Ինչն է ավելի լավ կրկնակի տեղադրման համար՝ խազավոր, թե հարթ ծնոտները?
Եթե դետալը հաճախ եք վերադարձնում փամփուշտի մեջ՝ պատրաստի անցման համար, սովորաբար ավելի լավ են աշխատում հարթ ծնոտները՝ տրամագծին ճշգրիտ մշակմամբ։ Դրանք ավելի քիչ են մխում բազան և տալիս են ավելի հավասար տեղադրում։ Խազավոր մակերեսը օգտակար է այնտեղ, որտեղ դետալը սահում է կամ պտտվում։ Եթե սեղմումը գնում է պատրաստի մակերեսի վրա, խազը սովորաբար ավելի արագ է հետք թողնում։
Ե՞րբ է խազավոր մակերեսն իսկապես արդարացված?
Խազավոր մակերես ընտրեք, երբ հարթ սեղմումն այլևս չի պահում դետալը առանց սահելու։ Այդպես լինում է ծանր անցման, ընդհատվող կտրման, կարճ սեղմման գոտու կամ փոքր հենման երկարության դեպքում։ Ամենալավը խազավոր մակերեսը գործում է կոպիտ գոտու կամ ավելացված չափաբաժնի վրա։ Այդ դեպքում այն պահում է դետալը, իսկ աշխատանքային բազան չի տուժում։
Ինչու՞ է կրկնակի սեղմումից հետո աճում շեղումը?
Առաջին սեղմումից հետո բազայի վրա մնում են միկրոհետքեր։ Հաջորդ տեղադրման ժամանակ դետալը արդեն չի նստում այնպես, ինչպես առաջ, և ծնոտները ճնշում են նոր կետերում։ Նույնիսկ փոքրիկ փոսիկը փոխում է հենումը։ Դրա պատճառով առանցքը շեղվում է, իսկ ինդիկատորը ցույց է տալիս լրացուցիչ հարյուրերորդականներ։
Որ նյութերն ու դետալներն են ամենից շատ տուժում?
Ամենաարագ հետքերը հայտնվում են փափուկ նյութերի վրա։ Ալյումինը, լատունը և որոշ չժանգոտվող պողպատներ ավելի շուտ են ընդունում հետքը, քան կոշտ պողպատը։ Բարակ պատերով դետալները ավելի շատ են տուժում։ Ծնոտները ոչ միայն հետք են թողնում, այլև փոքր-ինչ ճզմում են ձևը։
Կարո՞ղ է հարթ ծնոտը բազան ավելի շատ վնասել, քան խազավորը?
Այո, կարող է։ Եթե ծնոտը դետալին հպվում է նեղ շերտով կամ եզրով, ճնշումը մեծանում է նույնիսկ առանց խազավորման։ Նման սխեմայում հարթ ծնոտը կարող է փոսիկ թողնել ոչ պակաս, քան ատամնավոր մակերեսը։ Սովորաբար խնդիրը ոչ թե մակերեսն է, այլ վատ շփման գոտին և ավելորդ ուժը։
Ինչպե՞ս հասկանալ, որ բազան արդեն տուժում է?
Նայեք մակերեսին հենց դետալը հանելուց հետո։ Եթե տեսնում եք փոսիկներ, փայլուն շփման տեղեր կամ խազավորման հստակ նկար, բազան արդեն փոխվում է։ Հետո ստուգեք կրկնելիությունը։ Եթե երկրորդ ու երրորդ տեղադրումից հետո շեղումը մեծանում է, իսկ զրոն պետք է նորից գտնել, սեղմումն արդեն վնասում է հենումը։
Ինչ պետք է ստուգել արտադրությունը սկսելուց առաջ?
Նախ որոշեք, թե որ գոտուց կարելի է բռնել դետալը՝ առանց բազային վնասելու։ Հետո ստուգեք, թե որքան լայն է շփման գոտին և արդյոք սեղմման ուժը չափազանց մեծ չէ։ Դրանից հետո կատարեք երկու-երեք հաջորդական վերատեղադրում և ամեն անգամ չափեք շեղումը։ Այդ փորձը արագ ցույց է տալիս՝ սխեման պահում է դետալը առանց նոր հետքերի, թե ոչ։
Պե՞տք է պարզապես մեծացնել սեղմման ուժը հարթ ծնոտների վրա?
Սովորաբար ոչ։ Եթե պարզապես ավելի ուժեղ քաշեք, հաճախ չեք լուծում սահելու խնդիրը, այլ միայն ճզմում եք բազան։ Սկզբում լայնացրեք շփման գոտին, մշակեք ծնոտը դետալի տակ կամ տեղափոխեք սեղմումը ավելի քիչ կարևոր մակերեսի վրա։ Ուժը բարձրացնելը իմաստ ունի միայն դրանից հետո։
Ինչպե՞ս նվազեցնել հետքերը պատրաստի բազայի վրա?
Սկսեք ամենապարզից՝ մաքրեք ծնոտներն ու դետալը, հանեք շփման գոտուց թափոնն ու խիտ յուղը։ Հետո ստուգեք, որ ծնոտը հենվում է ավելի լայն, ոչ թե նեղ գոտու վրա։ Եթե դետալը վերադարձնում եք փամփուշտի մեջ, ավելի լավ է հարթ ծնոտները մշակել նրա տրամագծին համապատասխան և ուժը իջեցնել ողջամիտ մակարդակի։ Հաճախ դա բավական է, որ հետքը գրեթե անհետանա։
Ինչ անել, եթե վերատեղադրումից հետո չափը միևնույն է շեղվում է?
Սկզբում բացառեք մանր բաները՝ կեղտը փամփուշտի մեջ, դետալի թեք նստելը, ավելորդ ուժը և ծնոտի վատ ձևը։ Հետո նայեք հենց փամփուշտին ու լիսեռին․ խաղը և վատ կրկնելիությունը նույնպես շեղում են առաջացնում։ Եթե սեղմման սխեման կարգավորելուց հետո խնդիրը մնում է, ամբողջ գործընթացը պետք է դիտել ամբողջությամբ։ Հաճախ մեղավորը մեկ ծնոտը չէ, այլ սեղմման, դետալի ելուստի և սարքավորման վիճակի համադրությունը։