Ավտոպոդաչիկ прутка՞ թե ռոբոտային բեռնավորում՝ ինչը ընտրել
Ավտոպոդաչիկ прутка կամ ռոբոտով լիցքավորում — պարզենք, ինչը ավելի հարմար է տարբեր заготовкам, շարքի երկարությանը, աշխատանքի տեմպին և սրահում տեղին։
Որտեղից է սկսվում ընտրությունը
Ընտրությունը սկսվում է ոչ թե станկ-ից և ոչ էլ ավտոմատացման նորաձևությունից։ Հաճախ ամենը նկատելի է ցիկլերի միջև եղած սպասման ժամանակում։ Եթե օպերատորը կրկնվող կերպով մոտենում է заготовке-ին, տեղավորում է, բացում դուռը և կրկնում նույն գործողությունները, արտադրամասը կորցնում է ելքը անգամ պարզ դետալում։
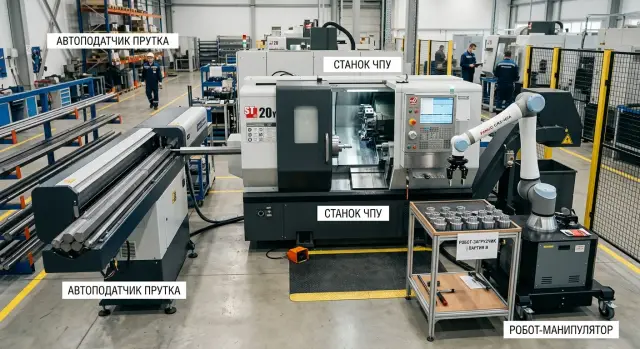
Սկզբում սովորաբար համեմատում են երկու տարբերակ՝ автоподатчик прутка-ն և загрузка роботом-ը։ Երկուսն էլ ազատում են ձեռնական մատակարարումից, բայց աշխատում են տարբեր կերպ և համապատասխանում են տարբեր խնդիրների։ Համընդհանուր պատասխանը չկա։ Ամեն ինչ որոշվում է заготовка-ի տիպով, շարքի երկարությամբ, переналадка-ի հաճախականությամբ և տարածքի տեղակայումով станկ-ի շուրջը։
Автоподатчик-ը լավ արդյունք է տալիս այնտեղ, որտեղ деталь-ն մշակում են прутк-ից։ Նա մատակարարում է նյութը шпиндель-ին գրեթե առանց ընդհատումների և հատկապես հարմար է երկար կրկնվող շարքերի համար։ Ռոբոտը հաճախ ընտրում են այնտեղ, որտեղ աշխատանքի են բերվում առանձին заготовки՝ отрезки, поковки, отливки կամ բարդ ձևով դետալներ, որոնք չեն կարող պարզապես անցնել шпиндель-ով։
Հաճախական ամենատարածված սխալը մեկն է՝ դիտել միայն գնումի գինը։ Շատ ավելի օգտակար է նախ հասկանալ, որտեղ участок-ը կորցնում է րոպեներ։ Վերջին հաշվով երբեմն խնդիրը вовсе ոչ մատակարարումն է։ Бывает, что партии-ն փոխվում են մի քանի անգամ հերթափոխի ընթացքում, заготовки-ն շատ տարբեր են ձևով, և переналадка-ն կլանելու է գրեթե ցանկացած ավտոմատացման ողջ օգուտը։
Առաջին հերթին պետք է եռալ երեք պարզ հարցի պատասխանը. ինչ եք մատակարարում станկ-ին, ինչքան են երկար շարքերը և որքան տեղ կա սարքավորումների մերձակա տարածքում մատակարարումն ու օպերատորի աշխատանքը համար։
Պարզ օրինակը լավ ցույց է տալիս. եթե участок-ը շատ समान втулок է մշակում прутк-ից, ավտոպոդաչիկը սովորաբար տալիս է ամենապարզ և ակնհայտ արդյունքը։ Եթե այսօր օգտագործվում են կարճ заготовки մեկ տեսակի, իսկ վաղը՝ այլ ձև ու չափ, ռոբոտը հաճախ ավելի հարմար է։
Փաստացի ընտրությունը կախված է նաև участка կոմպоновկայից։ Տեղավորված շարքի մեջ, որտեղ կողքից անցնում են զոքիչներ և ամրացվում են паллет-ներ, ավելորդ մի մետր կողքից կարող է լուծել ամեն ինչը։ Ուստի նման նախագծերում станк-ների մատակարարներն, այդ թվում՝ EAST CNC, սովորաբար նայում են ոչ միայն սարքի տեխնիկական դֆ, այլև իրական սրահի սխեման՝ որտեղից են մատակարարումները, որտեղ է օպերատորը մոտենում станկ-ին և որքան ժամանակ է ծախսվում задание-ի փոխադրմանը։
Կարճ ասած, ավտոմատացումը շահավետ է այնտեղ, որտեղ այն մտնում է իրական դետալ-ների հոսք։ Ուստի լավ է չսկսել լուծումի անունից, այլ տալ հարցը՝ ինչ եք ամեն օր մատակարարում станկ-ին և որքան հաճախ է դա փոխվում։
Որ заготовky-ներն եք մատակարարելու
Заготовка-ի տեսակը արագ հուշում է, թե որ տարբերակը մոտ է իրականությանը։ Եթե ունեք երկար пруток, որը անցնում է шпиндель-ից և հետո կտրվում է ցիկլով, автоподатчик-ը հաճախ տալիս է ամենապարզ աշխատանքային հոսքը։
Շրջանակիվ և шестигранный прутк-ների համար դա հաճախ լավագույն ընտրությունն է։ Նյութը մատակարվում է հավասար, станկ-ը աշխատում է առանց մշտական օպերատորի մասնակցության, և կրկնությունը ստացվում է կայուն, եթե диаметр-ն ու прутк-ի որակը չէ պարբերաբար տատանվում։
Երբ ավտոպոդաչիկը հարմար է
Ավտոպոդաչիկը անհրաժեշտ է այնտեղ, որտեղ заготовка-ն համապատասխան է подачи-ի միջոցով шпиндель-ի։ Սա տիպիկ իրավիճակ է սերիային дետալ-ների համար прутк-ից, երբ կարևոր է երկար աշխատել առանց կանգառների ձեռնական լիցքավորման համար։
Նա հատկապես տեղին է, եթե ունեք ստանդարտ круглый կամ шестигранный прутк, դետալները ստանում են ուղղակի նրանից առանց առանձին крожения заготовок, և առաջիկա մատակարարումից չի պահանջվում նյութի պտտում ճիշտ դիրքի։ Ինքնին մեկ այլ առավելությունն է՝ աշխատանքի պարզ տրամաբանությունը։ Սահմանումն հասկանալի է, ցիկլը կանխատեսելի է, և օպերատորը ավելի հազվադեպ է միջամտում։
Բայց ինչպես միայն անցնում եք կարճ отсеченные заготовки-ի, պատկերը փոխվում է։ Այդ կտորները պետք է վերցնել մեկ առ մեկ, երբեմն պտտել ճիշտ կողմով, երբեմն զգոնորեն տեղավորել патрон-ում կամ захват-зոնայում։ Այստեղ ռոբոտը հաճախ հարմար է։
Երբ ռոբոտը տալիս է ավելի ազատություն
Ռոբոտը ավելի հարմար է այն заготовкам-ների համար, որոնք չեն կարելի պարզապես թելոսկացնել шпиндель-ի միջով։ Դա կարող են լինել կարճ цилиндրեր, поковки, фланцы, литые դետալներ, ծանր մարմիններ և ընդհանուր առմամբ այն ամենը, ինչ զգալիորեն տարբերվում է սովորական прутк-ին։
Եթե заготовka-ն ծանր է կամ անհարմար ձևով, ռոբոտը վերցնում է հոգնեցուցիչ աշխատանքը։ Օպերատորը չի պետք է ամեն անգամ բարձրացնել ծանրությունը, բռնել ճիշտ դիրքը և հետևել, որ դետալը նստի առանց թեքության։ Տարբերությունը փոքրն է թղթի վրա, բայց հերթափոխում այն դառնում է ավելի հարթ ցիկլ և նվազեցնում պատահական սխալների քանակը։
Մյուս խնդիրը՝ заготовка-ի մակերեսն է։ Ոմանք նյութեր հեշտ է քերծել՝ փափուկ պողպատներ, արդեն մշակված դետալներ, ծածկապատ մակերույթներ։ Այդ դեպքերում ընդունում են փափուկ губки-ներ, հատուկ insert-ներ կամ այլ захват տեսակ։ Ավտոպոդաչիկում այդպիսի տարբերակները ಕಡարյալ են, որովհետև իր հիմնական աշխատանքը կապված է նյութի ճամբարի տեղաշարժի հետ։
Заготовка-ի ориентация-ն դիմացկունորեն կարևոր է։ Եթե заготовka-ն պետք է մատակարարվի միանշանակորեն մի կողմով՝ համադրել паз, անցք կամ фаска, ռոբոտը զգալի լավ է կատարում։ Նա կարող է վերցնել деталь-ը кассет-ից, лоток-ից կամ կոնվեյեռ-ից և պտտել այն ինչպես պահանջում է ցիկլը։ Պрутկ-ի դեպքում նման խնդիր սովորաբար պարզապես չի առաջանում։
Արդյունքը պարզ է. ուղիղ սերիային մշակման համար из круглого կամ шестигранного прутка ավտոպոդաչիկը հաճախ ավելի տրամաբանական է։ Կարճ, ծանր, փխրուն կամ ոչ ստանդարտ заготовky-ների համար ռոբոտը ավելի մեծ վերահսկողություն է տալիս։ Լավ է այս հարցը լուծել ոչ ըստ կատալոգի, այլ՝ ունենալով դետալ-ի օրինակ ձեռքներին։ Ընդհանրապես այսպես են անում սարքավորում ընտրության պրակտիկայում։
Ինչպես շարքի երկարությունը փոխում է ընտրությունը
Տոկարի участка- ում շարքի երկարությունը հաճախ ավելի շատ է ազդում ընտրության վրա, քան ինքն ավտոմատացման գաղափարը։ Նույն станկ-ը կարող է հիանալի աշխատել ավտոպոդաչիկով երկար շարքում և ժամանակ կորցնել նույն լուծմամբ, եթե պատվերները փոխվում են ամեն օր։
Եթե դետալները մեծ խմբերով են գնում, և прутк-ի диаметр-ն ու նյութը գրեթե չեն փոխվում, ավտոպոդաչիկը սովորաբար տալիս է պարզ արդյունք։ Օպերատորը մեկ անգամ սահմանում է մատակարարումը, ստուգում առաջին դետալը, և հետո станկ-ը երկար աշխատում է սովորական ռիթմով։ Երբ քիչ են կանգառները прутк-ի, канала, цанги և պարամետրերի փոփոխության վրա, այդ գծագիրը արագ է սկսում իր արդարացումն։
Միջին շարքերը արդեն այնքան ակնհայտ չեն։ Վառն ուկնենք, որ շաբաթվա պլանում մի քանի չափսեր են և յուրաքանչյուրը պարբերաբար կրկնվում։ Այդ ժամանակ պետք է հաշվել ոչ միայն ցիկլի ժամանակը, այլև բոլորը միջակայքային ժամանակները։ Եթե переналадка-ն տանում է 20 րոպե, իսկ շարքը գնում է 8 ժամ, կորուստները հանդուրժելի են։ Եթե նույն 20 րոպեն կրկնվում է յուրաքանչյուր մեկուկես-երկու ժամ, իրավիճակը տարբեր է։
Երբ երկար շարքը սիրում է ավտոպոդաչիկը
Երկար կրկնվող շարքի դեպքում ավտոպոդաչիկը հաճախ ծանրակշռում է իր պարզ տրամաբանությամբ։ Պрутկ-ը մատակարարվում է անընդմեջ, օպերատորը ավելի հազվադեպ է միջամտում, իսկ փոփոխությունները անցնում են հանգիստ։
Սա հատկապես նկատելի է, երբ պատվերը գնում է ըստ գրաֆիկի։ Եթե ձեռնարկությունը ամեն ամիս նույն դետալների խմբաքանակն է արտադրում՝ մեքենաշինության, նավաշինության կամ շինարարական տեխնիկայի համար, խնդիրը այլ է՝ ոչ թե պարզապես ձեռքի մատակարարումը դուրս բերել։ Կարևոր է պահպանել կայուն արտադրությունը և քիչ կախված լինել այն անձը, ով կանգնած է станկ-ի մոտ մի տվյալ հերթափոխում։
Когда серия короткая
Կարճ խմբերը և հաճախ փոխվող նոմենկլատուրան փոխում են առաջնահերթությունները։ Այստեղ կարևոր է ոչ միայն որքան արագ է համակարգը մատակարարում заготовкы-ը, այլև որքան ժամանակ է տրվում հաջորդ պատվերին անցնելու համար։
Եթե партия-ն փոքր է, իսկ վաղը պահանջվում է այլ диаметр, այլ երկարություն և այլ ձև, երկար կարգավորումները արագ կուշտացնեն ցանկացած շահույթ։ Փաստորեն պատկերը սովորաբար այսպես է. մի քանի հարյուր հատի շարքը դեռ կարող է լավ աշխատել ավտոպոդաչիկով, բայց շատ կարճ партияերի և խառն գրաֆիկի դեպքում ռոբոտը հաճախ ավելի հարմար է։ Նա չի միշտ արագ է մաքուր машинային ցիկլի մեջ, բայց երբեմն ժամանակ է խնայում պատվերների միջև։
Այստեղ պետք է նայել առանց պատրանքների. եթե простои-ն переналадка-ից ավելի երկար է, քան ավտոմատ մատակարարումից ստացվող շահույթը, ընտրությունը պետք է ներառի ոչ թե սարքի գնային արագությունը ըստ պասպորտի, այլ այն, որը քիչ է մնալու անգործ։
Ինչքան տեղ է պետք սրահում
Պլան üzerinde станկ-ն գրեթե միշտ թվում է կոմպակտ։ Իրական արտադրամասում տեղը «ուտում» են ոչ միայն սարքի մարմինը, այլև ամեն ինչ, ինչը պետք է դրա շուրջ՝ заготовка-ի մատակարարումը, 접근 шпиндель-ին, стружка-ի տարածումը, մարդկանց անցուղին և զոքիչի շրջադարձը։
Автоподатчик прутка-ն սովորաբար ձգում է տողը назад станկ-ից։ Սարքը կարող է կանգնել շատ մոտ շարքում, բայց նրա հետևում պետք է երկար միջանցք прутк-ի, լիցքավորման և սպասարկման համար։ Որքան ավելի երկար է прутк-ը, այնքան նրա պահանջը տարածության է մեծանում։ Ետքի լայնությամբ այս схема ավտոպոդաչիկը հաճախ հարմար է ռոբոտից, բայց երկարությամբ այն արագ վերցնում է ազատ գոտին։
Ռոբոտին պետք է այլ տիպ տարածք։ Նա չի պահանջում երկար «հաուղ» станկ-ի ետևում, բայց պետք է աշխատանքային գոտի захвата-ի, պտտման և укладки-ի համար։ Ավելորդից հետո անհրաժեշտ է ограждение, սպասարկման մուտք և երբեմն քաղվածքի, լոտկաների կամ паллет-ի տեղ։ Թղթի վրա ռոբոտը կարող է փոքրիկ թվալ, բայց տեղադրումից հետո հաճախ պարզվում է, որ բջիջը մեծացել է։
Ի՞նչ է ամենաշատը խանգարում
Խնդիրները սովորաբար սկսվում են ոչ այնտեղ, որտեղ կանգնած է սարքը, այլ այնտեղ, որտեղ շարժվում է նյութը։ Ավտոպոդաչիկի համար պետք է հարմար ճանապարհ прутկ-ի մատակարարման։ Պрутկ-ի տոպրակները չեն պահում ձեռքով նեղ անցուղիով։ Դրանք մատակարարում են զոքիչով, կրանով կամ բեռնիչով։ Եթե станկ-ի հետևում նորմալ մոտեցում չկա, օպերատորը կհաղորդի ավելորդ ժամանակ յուրաքանչյուր փոխադրման համար։
Ռոբոտի դեպքում նմանատիպ պատմություն է, միայն փոխարեն прутк-ի տեղափոխվում են լոտներ, касսետ-ներ կամ паллет-ներ с заготовками։ Նրանց նույնպես պետք է տեղ ունենալ սարքի մոտ։ Եթե պալետը բաց թողնել անցուղում, նա անմիջապես կխանգարի օպերատորին, наладчику-ին, service-ին և նույնիսկ սովորական մաքրմանը։
Գնումից առաջ օգտակար է ստուգել չորս բան՝ ինչ կողմով բացվում են станկ-ի և шкафа դռները, որտեղ կկանգնի օպերատորը наладка-ի ժամանակ, ինչպես դուրս է գալիս стружка-ն և փոխում են СОЖ-ը, և сможет ли զոքիչը կամ բեռնիչը նորմալ շրջվել շարքում։
Այդ պատճառով թղթի վրա схема-ը գրեթե երբեք չի համընկնում գործարանը մեկ ի մեկ։ Պլանում չի երևում մարդը патрон-ի մոտ, բաց դուռը, шланг-ները, տարայի տուփը և այն пачկան заготовок-ը, որը բերել են վաղ։ Եթե участок-ը նեղ է, տարբերությունը «պետք է տեղավորվի» և «աջակցաբար առա» միջև շատ մեծ է։
Ամփոփումն էլ պարզ է. ավտոպոդաչիկը հաճախ ավելի հեշտ է կառուցել երկար տողում, եթե նրա ետևում կա երկարության պաշար։ Ռոբոտը ավելի հարմար է այնտեղ, որտեղ заготовky-ն մատակարարվում են խմբերով և կարելի է կտրել կողային գոտի բջիջի համար։ Լավ է դա ստուգել ոչ ըստ բրոշյուրի, այլ ըստ իրական նյութերի և մարդկանց երթուղու մեկ հերթափոխում։
Ինչպես ընտրել քայլ առ քայլ
Լուծումը լավ է ընդունել ոչ ըստ ընդհանուր խոստումների, այլ ըստ ձեր դետալի և ձեր աշխատանքի ռեժիմի։ Հաղթում է ոչ այն տարբերակը, որը փայլում է որպես ժամանակակից, այլ այն, որը տալիս է քիչ կանգառներ հենց ձեր участке։
Սկզբում ամրացրեք հիմքերը։ Ըմպեք մեկ դետալ, որը ամենից հաճախ եք պատրաստում, և գրանցեք նյութը, заготовка-ի չափը, երկարությունը, քաշը և մակերեսի պահանջները։ Երկար прутк-ի և կրկնվող դետալի համար ավտոպոդաչիկը հաճախ ավելի հարմար է։ Առանձնիկ заготовky, поковки, отливки և բարդ ձևերով դետալների համար սովորաբար ավելի մոտ է ռոբոտը։
Այնուհետև հաշված ինչպես մեքենայի ժամանակը, այնպես էլ ընդմիջումը ցիկլերի միջև։ Եթե օպերատորը ծախսում է 12–20 վայրկյան ձեռնարկային լիցքավորման վրա, հերթափոխում հավաքվում է նկատելի կորուստ։ Именно այդ փուլում պարզ է, թե արդյոք ձեզ պետք է պարզ прутк-ի մատակարարում, թե ավելի հ гибкая схема։
Լավ է ունենալ աշխատանքային թերթիկ։ Այնում սովորաբար բավականանում է հինգ կետով՝ ամենաշատ հաճախվող դետալները և նրանց заготовкы-ների տեսակները, կտրուկ ժամանակը և ձեռքի լիցքավորման ժամանակը, օրական артикուլ-ների քանակը, տեղը станկ-ի շուրջ և անձը, ով ամեն օր հսկելու է համակարգը։
Նոմենկլատուրայի օր քանակը ուժեղ է ազդում ընտրության վրա։ Եթե участок-ը ամբողջ օրը միևնույն детալն է վերամշակում прутк-ից, ավտոպոդաչիկը հաճախ տալիս է ամենաապացույցը։ Եթե հերթափոխում օրում շատ տարբեր позиций է, և партии-ները կարճ են, ռոբոտը սովորաբար հարմար է, որովհետև հեշտ է հասցնել հաճախակի заготовка-ի փոխարինմանը և выгрузка-ի տրամաբանությանը։
Տեղը ծախսող հարցն էլ կարևոր է։ Ավտոպոդաչիկին պետք է միջանցք прутк-ի համար և երկարության պաշար։ Ռոբոտին պետք է անվտանգության շրջան, տեղ для поддонов, захват-ների և երբեմն միջանկյալ накопитель։ Պլանում այն հաճախ է netjes, բայց պահեստում ամեն ինչ դառնում է բնավ իրական։ Ուստի չափերը լավ է ստուգել տեղում՝ հաշվի առնելով դռները, անցուղիները և սպասարկման մուտքերը։
Վերջին քայլը, որը շատերը բաց չի թողնում՝ ով է սպասարկելու систему-ն ամեն օր։ Եթե հերթափոխում կա ուժեղ наладчик և կարգաւորություն оснастки-ի, ռոբոտի բջիջը սովորաբար աշխատում է հանգիստ։ Եթե անձնակազմը հաճախ փոխվում է, և вазифան պարզ է ու կրկնվող, ավտոպոդաչիկը հազվադեպ է տալիս ավելի քիչ պատճառներ կանգառների համար։
Լավ լուծումը սովորաբար երևում է մեկ թերթը։ Տեսակ заготовкы, շարքի երկարությունը, կորուստները ձեռքի մատակարարման վրա, տեղը դողտեղում, переналадка-ի հաճախականությունը և անձը, ով պատասխանատու է համակարգի աշխատանքի համար։ Երբ այդ թվերը հավաքված են, վիճաբանությունն արդեն գրեթե չկա։
Հաճախ հանդիպող սխալներ
Առաջին սխալը պարզ է՝ участокը ընտրում է լուծումը ոչ իր աշխատակարգի համար, այլ՝ հարմար օրինակով ուրիշից։ Բառերով բանավեճը հաճախ վերածվում է հարցի՝ ինչն է ավելի ժամանակակից։ Գործնականում ամեն ինչ կախված է դետալների տեսակից, շարքի երկարությունից և այն բանից, թե ինչպես մարդիկ աշխատում են станկ-ի մոտ ամեն օր։
Ավտոպոդաչիկի մոտ ամենատարածված սխալը այսպիսին է՝ իւրաքանչյուրը գնում է այն կարճ партияերի համար, որտեղ прутк-ի диаметр-ը հաճախ փոխվում է։ Երկար շարքի համար այն հարմար է, բայց եթե առավոտյան մեկ դետալ է, կեսօրին այլ, իսկ երեկոյան՝ հերթականը, наладка-ն սկսում է քաղել ժամանակը։ Արդյունքում станկ-ը կանգնում է, օպերատորը փոխում է оснастка-ն, եւ ակնկալվող տնտեսությունը չի լինում։
Ռոբոտի դեպքում սխալը հաճախ այլ է։ Նա տեղադրում են այնտեղ, որտեղ սրահը արդեն նեղ է։ Ռոբոտը չի զբաղեցնում միայն իր հիմքը. նրան պետք է անվտանգության գոտի, տեղ захвата-ների, поддонов և անցուղու համար։ Եթե կողքին արդեն կա դարակ, заготовка-երի զոքիչ և կառավարման шкаф, աշխատանքը արագ վերածվում է մշտական շրջանցումների և ավելորդ կանգառների։
Մյուս տարածված սխալը՝ դիտարկել միայն գնի գնումը։ Դա բավարար չէ։ Պետք է հասկանալ, թե որքան րոպե станկ-ն կորցնում է ձեռքի մատակարարումով, որքան արժի մեկ կանգ առնելը, որքան հաճախ կա переналадка-ն և ով կլինի համակարգի հսկողը։ Երբեմն ավելի թանկ տարբերակը ավելի արագ է окуպается, պարզապես որովհետև станկ-ը պակաս է простаивать։
Կան նաև հարցեր, որոնց մասին հիշում են շատ ուշ։ Ավտոմատ լիցքավորումը չի լուծում ամեն ինչ ինքնուրույն։ Դետալները պետք է մի տեղ նետվեն, стружка-ն պետք է դուրս բերվի, իսկ պատրաստված արտադրանքը չպետք է խառնվի браком-ի հետ։ Եթե այս ուղին պլանավորված չէ, ավտոմատացումը կհանդիպի լցված լոտկի կամ կեղտոտ выгрузка-ի գոտու խնդիրների։
Հաճախ մոռացվում է նաեւ սպասարկման և наладка-ի մուտքի ապահովությունը։ Դա հատկապես նկատելի է ձեռք բերելուց հետո, երբ պետք է արագ հասնել патрон-ին, револьверная գլուխ-ին, датчик-ին կամ захват-иի зоне։ Եթե օպերատորը ստիպված է մատկանցով ձգվել через ограждение կամ ամեն անգամ հեռացնել մի մասը оснастка-ի, схема-н ընտրել են անհաջող։
Գնումից առաջ բավական է ստուգել մի քանի հարց՝ որքան հաճախ փոխվում է заготовка-ի ձևը կամ չափը, որքան տեղ կմնա проход-ի և սպասարկման համար, ուր կհավաքվեն պատրաստված դետալները, ինչպես կազմակերպված է стружка-ի արտահանումը և որքան արժի հենց ձեր станկ-ի ժամ простоя-ն։
Լավ նշան՝ ճիշտ լուծման՝ պարզ է. տեղադրմանից հետո աշխատանքը դառնում է ավելի հեշտ եւ հարթ, ոչ թե ավելի բարդ։ Եթե схема-ն թղթի վրա արդեն պահանջում է շատ շրջանցում գործողություններ, գործարանում նա գրեթե հաստատ կտապալվի։
Պարզ օրինակ երկու տարբեր участка-ների համար
Նույն токарный станк-ը կարող է աշխատել ամեն կերպ։ Ուստի ընտրությունը սովորաբար որոշվում է ոչ թե նորաձևության, այլ գրաֆիկի, заготовка-ի տեսակի և այն բանից, թե քանի անգամ օրում օպերատորը պետք է միջամտի։
Ուчасток 1
Այստեղ участок-ը արտադրում է պարզ վալիկ прутк-ից և թողարկում է այս դետալը գրեթե ամբողջ շաբաթ։ Диаметр-ը չի փոխվում, նյութն նույնն է, партия-ն մեծ է։ Գլխավոր խնդիրն՝ անցնել հերթափոխը նվազագույն կանգառներով։
Այս դեպքում ավտոպոդաչիկը հաճախ տալիս է ամենաներելի արդյունքը։ Նա մատակարարում է երկար прутк-ը шпиндель-ին, станկ-ը հատ-հատ շնչում է դետալից դետալ, և օպերատորը չի մոտենա դռին յուրաքանչյուր մի քանի րոպեն։ Եթե ցիկլը կարճ է, տարբերությունը արագ նկատվում է՝ անգամ 30–40 վայրկյանը ձեռքի լիցքավորման վրա շաբաթում վերածվում է կորցված ժամերի։
Այս участка-ի համար առաջին տեղում ոչ թե ճկունությունն է, այլ երկար ինքնավար աշխատանքը։ Եթե ծրագիրը կայուն է և նոմենկլատուրան նեղ է, ավտոպոդաչիկը սովորաբար հեշտ է ինտեգրվել օրական ռիթմին։
Ուчасток 2
Մյուս участка-ն ամբողջովին ուրիշ կերպ է աշխատում։ Առավոտյան նա վերամշակում է 60 կորպուս առանձին заготовками, կեսօրին՝ 25 втулок, իսկ վաղը այլ դետալը։ Заготовки-ն դրված են լոտկան, ձևը փոխվում է, երկարությունը փոխվում է, партия-ն կարճ է։
Այստեղ ռոբոտը հաճախ հարմար է։ Օպերատորը փոխում է захват-ը, դնում այլ լոտок կամ кассета, ուղղում ծրագիրը մատակարարման և արագ անցնում հաջորդ պատվերին։ Այո, ավտոնոմ աշխատանքը նույնպես կա։ Բայց գլխավոր առավելությունը մեկ այլ է։ Ուчасток-ը չի կորցնում շատ ժամանակ յուրաքանչյուր переналадка-ի վրա։
Եթե նման կարճ партий-ներ շատ են, ավտոպոդաչիկը արդեն միշտ լավագույն տարբերակը չէ։ Նա լավ է այնտեղ, որտեղ կա երկար прутк և երկար շարք։ Երբ заготовка-ն առանձին է, և նոմենկլատուրան ամբողջ օրը է վերածվում, ռոբոտը սովորաբար ավելի հեշտ է հարմարեցնել участка-ի իրական բեռումների։
Պракտիկայում ամեն ինչ հաճախ նվազում է մի քանի հարցերի։ Заготовка-ն գնում է прутк-ից, թե առանձին դետալ-ներից՞։ Սարքը աշխատում է մի քանի օր շարունակ, թե փոխվում է մի քանի անգամ հերթափոխի ընթացքում՞։ Ի՞նչն է участка-ի համար թանկարժեք՝ հավելյալ րոպենները переналадки-ից, թե օպերատորի կանգառները станկ-ի մոտ։ ԵՎ կա՞ տեղ սարքավորումների մոտ համապատասխան սխեմայի համար։
Երկու լուծումներն էլ կարող են ճիշտ լինել։ Վալիկի արտադրության участка-ի համար ավելի շահավետ է հաշվել անընդմեջ աշխատանքի ժամերը։ Կարճ շարքերով участка-ների համար ավելի կարևոր է հաշվել օպերատորի փոխազդեցության և захват-ի փոխման րոպեները։ Երբ հաշվում են ոչ «ընդհանուր առմամբ», այլ ըստ իրենց պատվերների օրացույցի, պատասխանն հաճախ դառնում է ակնհայտ։
Ի՞նչ անել հիմա
Եթե заготовка-ն գալիս է прутк-ից և участок-ը աշխատում է երկար, հարթ շարքերով, հաճախ չարժե բարդացնել տեսքը։ Ավտоподатчикը հաճախ տալիս է ամենաճիշտ արդյունքը՝ станկ-ը ավելի երկար է աշխատում առանց ընդհատումների, մատակարարումը անընդմեջ է, և օպերատորը կանչված չէ շատ ձեռքի գործողությունների։
Երբ դետալը բարդ ձև ունի, заготовки-ն առանձին-են կամ նոմենկլատուրան փոխվում է ամեն շաբաթ, ռոբոտը հաճախ ավելի հարմար է։ Նա լավ է այն участка-ների համար, որտեղ այսօր պետք է բեռնել կարճ поковки, վաղը отрезки, իսկ մյուս օրը՝ լրիվ ուրիշ դետալ։ Այդ պահին կարևոր է հաշվել ոչ միայն ցիկլի ժամանակը, այլև переналадка-ի ժամանակը։
Տեղը սրահում արագ պարզում է ամենը։ Թղթի վրա երկու տարբերակն էլ պարզ են, բայց սարքի մոտ պարզվում է, որ չի 够 բանած անցուղի, չի տեղավորվում накопитель-ը կամ անհարմար է մոտենալ սպասարկման համար։ Ուստի նախ պետք է նկարել участка-ի պլան իրական չափերով՝ станկ, մոտակայքի գոտիներ, заготовка-երի ու պատրաստ արտադրանքի տեղերը և մարդկանց անվտանգ անցուդարձի ճանապարհը։
Առաջարկ ստանալու նախօրոք օգտակար է հավաքել մի կարճ ելքային տվյալների փաթեթ՝ ո՞ր заготовка-ն հաճախ է լինում, քանի՞ դետալ մեկ շարք, որքան հաճախ փոխվում է նոմենկլատուրան, ինչքան տեղ կա станկ-ի մոտ և ով ամեն օր սպասարկելու է համակարգը։
Այդպես ընտրությունը լուծվում է առանց գուշակությունների։ Եթե прутк-ը մշտական է և շարքերը երկար, տրամաբանական է նայել ավտոպոդաչիկի կողմը։ Եթե դետալները տարբեր են և հաճախ են փոխվում, ռոբոտը հաճախ պրակտիկ է, նույնիսկ եթե սկզբնական նախագիծը թվում է ավելի բարդ։
Գնումից առաջ լավ է քննարկել ոչ թե абстрактную автоматизацию, այլ ձեր իրական станկ-ը, ձեր заготовka-ն և ձեր հերթափոխային աշխատանքը։ Սրա համար սովորաբար բավական է դետալ-ի кресленняը, заготовka-ի չափերը, ցանկալի выпуск-ը հերթափոխում և участка-ի պարզ պլանը։
Եթե անհրաժեշտ է առարկայական հաշվարկ, այդ տվյալները ավելի լավ է անմիջապես քննարկել մատակարարի հետ։ Տոկարային станկ-ների և մատակարարման схемների համար դա հատկապես օգտակար է, որովհետև սխալները տեսանելի են ոչ թե կատալոգում, այլ արդեն սկսելու պահին։ EAST CNC-ում այդ զրույցը կարելի է զարգացնել սկսած սարքի ընտրությունից մինչև շահագործման ու սպասարկման ամբողջ ցիկլը։
FAQ
Что лучше для деталей из прутка?
Եթե դուք վերամշակում եք деталь երկար круглого կամ шестигранного прутка-ից և արտադրությունն ընթանում է երկար կրկնվող շարքերով, հաճախ ընտրում են автоподатчик։ Նա ապահովում է կայուն նյութի մատակարարում դեպի шпиндель և խլում է տարբեր պարբերակները։ Այս տարբերակը հատկապես հարմար է դեպքերում, երբ заготовка-ն հազիվ թե փոխվում է խմբից խմբի, և օպերատորը հազվադեպ միջամտում է։
Когда робот выгоднее автоподатчика?
Ռոբոտը սովորաբար օգտագործվում է կարճ заготовками-ների, поковками, отливками, фланцами և բարդ ձևերով դետալների համար։ Նա հարմար է այն հարցում, երբ заготовка-ն պետք է վերցնել առանձին, պտտեցնել ճիշտ կողմով և զգուշորեն տեղադրել патрон-ի մեջ։ Նա նաև օգտակար է, եթե деталь-ն ծանր է, անհարմար ձեռքով գործելու համար կամ նշմարվում է մակերեսի խախտման ռիսկով։
На что смотреть в первую очередь: на цену или на потери времени?
Սկզբում հաշվենք ոչ թե գնումի գինը, այլ участок-ում կորուստները։ Եթե օպերատորը յուրաքանչյուր ցիկլում շատ վայրկյաններ է վատնում ձեռքով լիցքավորման վրա, օրըթիվը կուտակվում են ժամեր մաշած։ Փորձագետները գալիս են նկատել նաև переналадка-ն. երբեմն էժան լուծումը պարտվում է, որովհետև станок-ը հաճախ կանգնում է партияերի փոխադրմամբ։
Имеет ли смысл автоподатчик для коротких партий?
Ոչ միշտ։ Եթե партий-ները կարճ են, և прутկի диаметр-ը և երկարությունը հաճախ է փոխվում, автоподатчик-ը կարող է ժամանակը ծախսել բնութագրերի փոխման վրա և կապիտալացնել հարմարությունը։ Կարճ շարքերի համար այն ընդունելի է միայն այն դեպքում, երբ նոմենկլատուրան մոտ է միաժամանակ և անցումները չեն պահանջում երկար ժամանակ։
Как понять, хватит ли места в цехе?
Автоподатчик-ին պետք է լրացուցիչ երկարություն станок-ի ետևում՝ прутк-երի մատակարարման և սպասարկման ուղու համար։ Ռոբոտին երկար «կորշ» չի պետք, բայց անհրաժեշտ է կողային գոտի захвата-ի, ограждения-ի և լոտկաների կամ паллет-ների համար։ Պատկերավոր պլանի մեջ երկու տարբերակներն էլ կարող են փոքրիկ երևալ, բայց գործարանում ամեն ինչ որոշվում է դռների տեղադրանքով, անցուղիներով, стружка-ի արտահանմամբ և փոխադարձ շրջադարձի հնարավորությամբ։
Насколько важно качество и стабильность прутка?
Այո, ազդում է անմիջապես։ Եթե прутк-ի диаметр-ը տատանվում է խմբից խմբի կամ նյութը գալիս է խռխռոցով, մատակարարումը դառնում է ավելի անկայուն և цикл-ը կորցնում է կայունությունը։ Առաջքան ընտրությունը ցանկալի է ստուգել ոչ միայն ըստ պասպորտի չափի, այլ որովհետև իրականում ինչ է մտնում участок։
Робот всегда быстрее автоподатчика?
Ոչ պարտադիր։ Բնականից, երկար շարքերում прутка-ից դարձյալ автоподатчик-ը հաճախ աշխատում է պարզ և արդյունավետ՝ առանց ավելորդ շարժումների։ Ռոբոտը ուժեղանում է այնտեղ, որտեղ պետք է աշխատել տարբեր заготовками-ների հետ և արագ անցումներ կատարել պատվերների միջև։ Այդ պատճառով պետք է համեմատել ոչ միայն ռեզանի վայրկյանները, այլ նաև պարբերությունների միջև փոխադրման րոպեները։
Какие данные собрать перед запросом предложения?
Մինչև հարցում պահանջելում, սովորաբար מספיק են՝ деталь-ի նկարչություն, заготовки-ի չափերը և քաշը, նյութը, շարքի երկարությունը, օրական смен-երի քանակը և մի պարզ պլան участка։ Նա նաև օգտակար է նշել, թե որքան հաճախ է փոխվում նոմենկլատուրան։ Այս տվյալներով հեշտ է հասկանալ, ինչը կթուլացնի կայանողների կանգառները հենց ձեր станկի համար։
Что проще в ежедневной работе для оператора?
Պարզ կրկնվող աշխատանքների համար прутка-ից այժմ ավելի հեշտ է ապրել ավտոպոդաչիկով։ Նրա տրամաբանությունը պարզ է, և օպերատորին հեշտ է պահպանել կայուն ռիթմ։ Ռոբոտը նույնպես կարող է աշխատել հանգիստ, բայց նա պահանջում է մանրակրկիտ նրբացում, հատկապես եթե заготовки-ն տարբեր են և захваты-ները հաճախ պետք է իսկը փոխվեն։
Можно выбрать решение без теста на своей детали?
Կարող եք նախնական ընտրել առանց փորձի, բայց գուշակելը ըստ կատալոգի ռիսկային է։ Ամենահուսալի միջոցը՝ վերցնել մեկը հաճախակի деталь, չափել ձեռքով լիցքավորման ժամանակը, հաշվել переналадка-ն և նայել իրական սրահի սխեման։ Եթե կա արդյունաբերական օրինակ заготовки, որոշումը արագ և առանց ավելորդ վիճաբանության գալիս է։