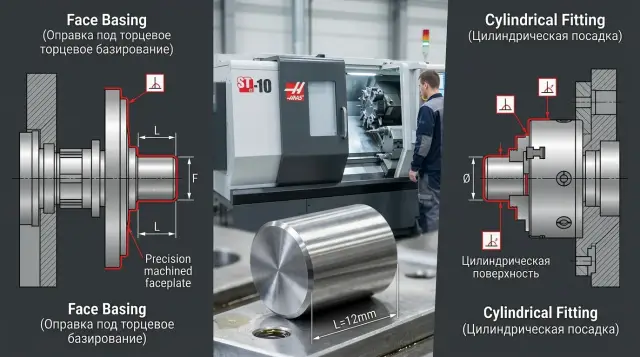
Оправка под торцевое базирование или цилиндрическая посадка
Оправка под торцевое базирование помогает держать длину и перпендикулярность там, где цилиндрическая посадка уводит размер. Разберем выбор по деталям.
Где возникает выбор
Выбор между посадкой по цилиндру и оправкой с упором по торцу появляется не сам по себе. Обычно он возникает тогда, когда у детали уже есть отверстие, но рабочий размер держит не диаметр, а торец. Это типичная ситуация для втулок, колец, фланцев и других деталей, где нужно точно выдержать длину от торца до канавки, ступени или второго торца.
Сначала цилиндрическая посадка кажется самым простым решением. Деталь села по отверстию, ось найдена, можно обрабатывать дальше. Но этого хватает не всегда. Если конструктор привязал размер по длине к торцу, именно торец и задает положение детали по оси. Цилиндр при этом только центрирует.
Из-за этого и начинается путаница. Если опираться только на цилиндр, деталь может каждый раз занимать немного разное положение по длине. Достаточно небольшой фаски, заусенца, допуска по отверстию или легкой конусности. На первой операции это выглядит как мелочь. На выходе получается уход размера, который потом уже сложно исправить.
Есть и второй момент. Торец часто влияет не только на длину, но и на угол. Если он работает как база, от него зависит перпендикулярность следующей обработки и биение рабочей поверхности. Если же базироваться только по цилиндру, а торец после предыдущего перехода неровный, ось вроде бы найдена, но геометрия детали уже уходит.
Обычно торцевое базирование рассматривают в четырех случаях: когда длина считается от конкретного торца, когда важен прямой угол между торцом и осью отверстия, когда биение контролируют относительно торца и когда первая установка задает всю дальнейшую цепочку размеров.
Хороший пример - короткая втулка, у которой размер от базового торца до канавки под стопорное кольцо должен повторяться без разброса. Если ставить ее только по отверстию, канавка может смещаться по длине. Если деталь упирается в чистый торец, осевое положение сразу становится стабильнее.
На токарных станках с ЧПУ это видно особенно быстро. Программа одна и та же, инструмент тот же, а размер от детали к детали "плавает". Часто причина не в станке и не в инструменте, а в выбранной базе. Если длину и угол задает торец, одного цилиндра обычно мало.
Что меняет торец в схеме установки
Торец дает детали четкую остановку по длине. Это сразу меняет поведение всей установки: деталь каждый раз приходит в одну и ту же точку, а осевой размер повторяется лучше. Если длина детали или положение уступа критичны, такой упор часто дает ровнее результат, чем одна только цилиндрическая посадка.
Цилиндр работает иначе. Он лучше держит центрирование и соосность, но не всегда задает точное положение вдоль оси. Если в посадке есть хотя бы небольшой зазор, деталь может сесть чуть глубже или чуть выше. На чертеже это кажется мелочью, а на серии превращается в разброс по длине.
Торцевое базирование обычно выигрывает там, где нужно держать перпендикулярность торца к оси. Когда деталь прижата к чистому и ровному упору, торец не "гуляет", а инструмент работает спокойнее. Это особенно заметно на втулках, фланцах и деталях с буртом, где один торец задает геометрию всей следующей обработки.
Но у такой схемы есть жесткое условие: сам торец должен быть качественным. Если на нем есть заусенец, волна, след от резца или грязь, ошибка сразу уходит и в размер, и в угол. Точный диаметр в такой ситуации уже не спасает.
Если говорить совсем просто, торец лучше повторяет длину от базы, а цилиндр лучше центрирует. Поэтому оправка с упором по торцу нужна не тогда, когда диаметр "плохой", а тогда, когда торец сильнее управляет размером, чем цилиндр. Если длина, уступ или рабочая поверхность привязаны к торцу, в установке логично опираться на тот же элемент.
Когда цилиндрическая посадка удобнее
Цилиндрическая посадка удобнее там, где для операции важнее всего ось. Это частый случай для длинных втулок, колец и заготовок, у которых диаметр уже обработан чисто, а торец еще нет. Если опереться в такой торец, длина может "гулять" из-за рисок, заусенца или неровного припуска.
На практике это видно быстро. Втулка с хорошим отверстием и черновым торцом на оправке с упором может каждый раз садиться немного по-разному. Разброс бывает небольшим, но его уже хватает, чтобы получить лишние сотки по длине или увести торец от прямого угла к оси.
Против упора работает и малая площадь торца. Узкое кольцо или тонкая деталь легко ловят перекос, особенно если кромка уже имеет фаску. Цилиндр в такой ситуации держит деталь спокойнее, потому что контакт идет по поверхности, а не по узкой линии или нескольким точкам.
Есть и еще один частый случай - повторная установка. Если после первой операции у детали уже есть чистый наружный или внутренний цилиндр, по нему обычно проще получить стабильную посадку во второй раз. Это полезно, когда нужно сохранить соосность между несколькими диаметрами, расточкой и посадочным местом под подшипник.
Если задача не в длине от торца, торцевое базирование не дает заметного выигрыша само по себе. Когда важнее, чтобы поверхности шли по одной оси, цилиндрическая посадка обычно предсказуемее, особенно если торец еще не стал надежной базой.
Простой пример - длинная втулка после резки заготовки. Торец у нее грубый, а отверстие уже расточено начисто. Если дальше нужно обработать наружный диаметр соосно отверстию, логично базироваться по цилиндру. Упор в торец даст удобную установку, но может ухудшить результат по оси.
Где торцевая схема выигрывает
Торцевая схема дает лучший результат там, где осевой размер важнее посадки по отверстию. Если длину считают от торца, а не от условной оси отверстия, упор в торец обычно дает более повторяемый результат, чем цилиндрическая посадка.
Чаще всего это видно на фланцах, ступицах и коротких втулках. У таких деталей отверстие может иметь небольшой разброс после заготовки или черновой обработки, но длину уже нужно держать жестко. Если ставить деталь только по цилиндру, она может сесть чуть глубже или чуть выше из-за формы отверстия. Торец убирает эту неопределенность.
Отдельный случай - детали, где отверстие и торец должны стоять под прямым углом. Если для детали важна перпендикулярность торца, базирование по торцу часто надежнее, потому что база сразу задает плоскость. Это особенно заметно, когда отверстие после сверления или расточки еще не идеально по форме. В таком случае цилиндрическая посадка повторяет ошибки отверстия, а торец помогает не тянуть их дальше.
После отрезки разница становится еще заметнее. Заготовка приходит с небольшим разбросом по длине и не самым ровным торцом. Если нужно быстро выйти на чистовой размер, оправка с торцевым упором часто упрощает установ: деталь упирается в базовый торец, и настройка получается стабильнее от штуки к штуке.
Такая схема удобна и тогда, когда второй торец обрабатывают в том же установе. В этом случае проще держать общую длину, потому что первый торец уже стал реальной базой. Для серии это большой плюс: контроль идет быстрее, а разброс по осевому размеру обычно меньше.
Как выбирать по чертежу, а не по привычке
Начинать лучше не с оснастки, а с чертежа. Сначала найдите размер, который деталь должна держать строже всего. Если длину считают от торца, а угол торца к оси влияет на сборку, чаще лучше работает оправка под торцевое базирование. Если же размеры и биение завязаны на диаметр, смотреть надо в сторону посадки по цилиндру.
Дальше проверьте, от какой базы идут допуски. Это простой шаг, но его часто пропускают. На чертеже база может быть указана прямо, а может читаться по цепочке размеров и допусков формы. Если вся логика размера начинается от торца, не стоит заставлять цилиндр играть главную роль только потому, что так удобнее привыкли ставить деталь.
Потом оцените сам торец. Если он обработан чисто, без заусенца и явных следов, на него можно опираться. Если торец тонкий, пружинит или контактирует только кромкой, расчетная схема на бумаге может не сработать в цехе.
После этого полезно сравнить два риска: перекос детали при упоре в торец и осевое смещение при посадке по цилиндру. Обычно спор заканчивается быстро, если сделать пробную установку на нескольких деталях и сразу снять размеры. У короткой втулки с малым посадочным диаметром и строгой общей длиной торцевая схема часто выигрывает. У длинной детали с надежным цилиндром и второстепенным торцом чаще удобнее обычная посадка по диаметру.
Простой пример из цеха
Хорошо это видно на короткой ступице с посадочным отверстием, наружным диаметром и точным размером по длине. Допуск по длине маленький, а второй торец должен идти ровно относительно оси. В такой детали выбор базы быстро перестает быть теорией.
Если поставить деталь на цилиндрическую посадку, она садится по отверстию, но длина нередко "гуляет" на несколько соток. Причина простая: есть зазор, есть усилие прижима, и деталь каждый раз немного по-разному занимает осевое положение. Для длинной втулки это иногда допустимо. Для короткой ступицы разброс уже слишком заметен.
В такой ситуации оправка с упором по торцу обычно дает спокойнее результат. Деталь опирается на чистый торец, и именно этот торец задает положение по длине. Размер собирается быстрее, потому что оператору не нужно каждый раз ловить случайную посадку вдоль цилиндра.
Есть и еще один плюс. Когда деталь уверенно опирается на хороший базовый торец, второй торец после обработки чаще выходит ровнее относительно оси отверстия. Держать перпендикулярность проще, потому что база не смещается вдоль оси в момент зажима.
На токарном станке с ЧПУ это особенно хорошо видно на серии. Первая деталь может получиться и при цилиндрической схеме, если мастер аккуратно поджал ее и поймал размер. Но уже на пятой или десятой детали разница заметна по контролю: при упоре в торец результаты повторяются стабильнее.
Правда, есть одно условие. Если первый торец сырой, с волной после заготовки или с заусенцем, он сам становится источником ошибки. Тогда сначала нужно подготовить базу: подрезать торец, убрать заусенец и проверить прилегание.
Где чаще ошибаются
Самая частая ошибка проста: технолог видит точный диаметр и делает его главной базой, хотя на чертеже длины и допуск по углу идут от торца. В итоге деталь сидит на цилиндре аккуратно, но размер от базы "плавает". Потом причину ищут в инструменте или станке, хотя проблема была в самой схеме установки.
Вторая типичная ошибка - грязный контакт по торцу. Достаточно мелкой стружки, заусенца или следа от прошлой операции, чтобы получить ложный упор. Ошибка может быть совсем небольшой, но она сразу уходит и в длину, и в перпендикулярность.
Часто недооценивают и прижим. Деталь может коснуться торца не всей плоскостью, а только краем. После зажима контакт меняется, и база фактически смещается. Это неприятно на тонких кольцах, втулках и деталях с не самой жесткой стенкой. Оправка под торцевое базирование работает хорошо только тогда, когда торец действительно сел плотно и одинаково.
Еще одна ошибка - смотреть только на посадочный диаметр оправки и не проверять торцевое биение. Если торец оправки имеет биение, деталь получает перекос еще до начала обработки.
Перед запуском партии достаточно проверить несколько вещей: от какой поверхности заданы рабочие размеры на чертеже, чистый ли торец детали, меняется ли пятно контакта после прижима, есть ли контроль торцевого биения оправки и не смешаны ли черновая и чистовая базы в одной настройке. Последний пункт встречается чаще, чем кажется. Формально маршрут один и тот же, а база уже другая, поэтому результаты начинают расходиться.
Короткая проверка перед запуском
Пять минут перед запуском часто спасают партию от разброса по длине и углу. Особенно это заметно, если выбрана оправка с торцевым упором и от нее ждут точной длины и стабильной перпендикулярности.
Сначала смотрят не на программу, а на контакт. Если на торце детали остался заусенец, след от резца или небольшая забоина, деталь уже не ляжет всей плоскостью. Потом проверяют сам упор. Одна стружка под упорной поверхностью легко добавляет лишние сотки по оси.
Дальше полезно поставить индикатор на торец и сделать хотя бы три повторные установки одной детали. Если стрелка каждый раз приходит почти в одно место, схема работает спокойно. Если показания "гуляют", причина обычно приземленная: грязный упор, недосаженная деталь или слабый прижим.
Судить по одной заготовке не стоит. Намного честнее проверить первые 3-5 деталей подряд и посмотреть не только длину, но и угол торца. Если после каждой перестановки размер держится, а перпендикулярность не уходит, партию можно запускать уже без лишнего риска.
Что делать дальше
После сравнения двух схем не оставляйте решение "по памяти". Зафиксируйте базу в карте наладки так, чтобы ее одинаково понял наладчик, оператор и контролер. Лучше написать прямо: "упор по торцу, размер длины держим от торца" или "база по цилиндру, торец только опорный". Короткая и ясная запись убирает лишние споры у станка.
Дальше полезно разделить детали на две группы. В первой торец сильнее влияет на длину, биение и перпендикулярность, чем цилиндр. Для таких деталей оправка под торцевое базирование обычно дает более предсказуемый результат. Во второй группе главный размер идет от диаметра, а торец вторичен. Там цилиндрическая посадка чаще проще и дешевле в наладке.
Если серия длинная, не подбирайте оснастку под одну удачную деталь. Важны скорость установки, повторяемость и износ посадки. Бывает, что цилиндрическая схема кажется удобнее на первом запуске, а через 200 деталей торцевая база дает меньше разброса по длине и требует меньше правок.
Если вы одновременно выбираете не только схему установки, но и сам станок под такую номенклатуру, стоит смотреть на задачу шире. EAST CNC, east-cnc.kz, работает с токарными станками с ЧПУ для металлообработки и помогает с подбором оборудования, поставкой, пуско-наладкой и сервисом. У компании есть и собственный блог с практическими материалами по металлообработке, что удобно, когда нужно сверить решение не только по одной детали, но и по типовым задачам цеха.
После запуска соберите замеры первой партии и не ограничивайтесь одной деталью. Проверьте хотя бы 10-20 штук подряд: длину, перпендикулярность торца и повторяемость после переустановки. Если разброс идет по длине, сначала смотрите на упор, чистоту торца и силу прижима. Если уходит соосность, возвращайтесь к посадке и состоянию цилиндрической базы.
Хорошую схему видно не в момент зажима, а по замерам первой партии и по тому, сколько раз оператору пришлось вмешаться.
FAQ
Когда лучше брать оправку с упором по торцу?
Берите ее тогда, когда размер считают от торца и этот же торец держит угол к оси. Упор по торцу дает детали одно и то же положение по длине, а цилиндр только центрирует.
В каких случаях хватает обычной цилиндрической посадки?
Она удобнее там, где для операции главнее соосность, чем длина от торца. Если отверстие или наружный диаметр уже обработаны чисто, а торец еще грубый, посадка по цилиндру обычно дает спокойнее результат.
Почему длина может плавать, если ставить деталь только по отверстию?
Потому что зазор в посадке дает детали небольшой ход вдоль оси. К этому добавляются фаска, заусенец, легкая конусность или разный прижим, и деталь каждый раз садится чуть иначе.
Как быстро понять выбор базы по чертежу?
Сначала откройте чертеж и найдите размер с самым жестким допуском. Если цепочка размеров идет от торца, опирайтесь на торец; если все завязано на ось и диаметры, смотрите в сторону цилиндрической базы.
Нужно ли готовить торец перед установкой на оправку?
Да, иначе упор сам станет источником ошибки. Снимите заусенец, уберите грязь, проверьте следы от резца и добейтесь полного прилегания, а не контакта одной кромкой.
Может ли торцевой упор ухудшить результат?
Может, если торец неровный, тонкий или пружинит. Тогда деталь ловит перекос, а после зажима пятно контакта меняется, и вы теряете и длину, и угол.
Что лучше для короткой втулки: торцевой упор или цилиндр?
Для короткой втулки с точной длиной чаще лучше работает торцевое базирование. Для длинной втулки, где надо держать соосность с отверстием, чаще выигрывает посадка по цилиндру.
Что проверить перед запуском серии?
Проверьте чистоту упора и торца, потом сделайте несколько повторных установок одной детали. Если размер и показания индикатора гуляют, ищите стружку, недосадку детали или лишний зазор в посадке.
Что делать, если после зажима размер уходит?
Не спешите править программу. Сначала посмотрите, как деталь садится на базу, не меняется ли контакт после зажима и не бьет ли торец оправки.
Как проверить схему установки без долгой наладки?
Сделайте пробу на 3–5 деталях подряд и снимите длину, угол торца и повторяемость после переустановки. Если значения держатся ровно, схему можно оставлять; если нет, меняйте базу, а не ищите проблему только в станке или инструменте.