Стопорный винт в оправке: как он уводит соосность
Стопорный винт в оправке может сместить инструмент на сотки. Разберем, откуда берется увод, что покажет замер и как проверить узел до серии.
Почему все начинается с одного винта
Проблема часто начинается не со шпинделя и не с оправки целиком. Ее запускает один стопорный винт, если он давит на хвостовик сбоку, а не прижимает его по оси. Снаружи все может выглядеть нормально, но инструмент уже сидит не так, как должен.
Винт маленький, а усилие у него точечное. Он не распределяет нагрузку по всей площади, а толкает хвостовик в одну сторону. Если посадка плотная, смещение бывает совсем небольшим. Но на вылете даже несколько сотых быстро превращаются в заметное биение инструмента.
Поэтому соосность оправки уходит раньше, чем оператор видит явный брак. На коротком инструменте отклонение почти незаметно. На длинном вылете те же несколько сотых уже оставляют след на поверхности, добавляют шум и уводят размер.
Самое неприятное в том, что первая деталь нередко выглядит нормальной. Размер попадает в допуск, поверхность не вызывает вопросов, процесс кажется спокойным. Но это спокойствие обманчиво. Смещенный инструмент работает с перекосом, нагрузка по кромкам идет неравномерно, и через несколько деталей картина меняется.
Обычно сначала растет разброс. Одна деталь проходит, следующая уже подходит к границе допуска, потом появляется заметный увод. Если партия большая, проблема накапливается постепенно: инструмент греется, кромка изнашивается быстрее, и смещение влияет сильнее.
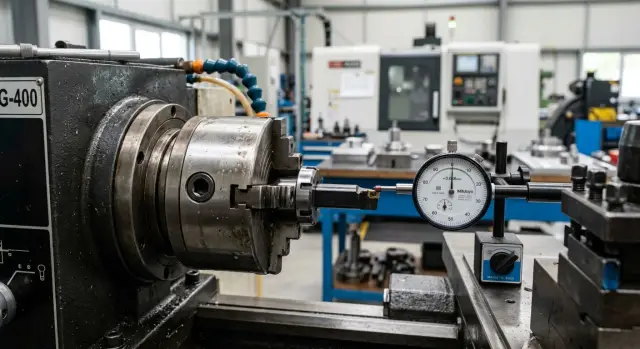
Замер индикатором ловит это раньше брака. Достаточно прокрутить оправку и посмотреть, как ведет себя инструмент по окружности. Если стрелка показывает увод, причина часто не в геометрии инструмента, а в том, как его зажал винт.
Оператор может поставить оправку, подтянуть винт чуть сильнее обычного и запустить станок. Первая деталь выйдет приемлемой, поэтому настройку не трогают. Но уже через несколько циклов биение начнет проявляться в размере и чистоте обработки.
Так один винт и становится отправной точкой всей проблемы. Он меняет положение инструмента на доли миллиметра, а станок потом точно повторяет эту ошибку на каждой детали. Поэтому проверку лучше начинать не после брака, а сразу после сборки, пока индикатор еще показывает причину, а не ее последствия.
Как винт уводит оправку
Стопорный винт редко кажется серьезным источником ошибки. Но он давит не по всей окружности, а в одной точке. Из-за этого оправка не просто фиксируется, а смещается в сторону от оси.
Если посадка уже неидеальна и в ней есть хотя бы небольшой зазор, винт использует этот люфт как рычаг. Он поджимает оправку к противоположной стенке, и центр уходит. Чем больше зазор, тем заметнее смещение.
Проблема усиливается, когда винт затягивают "с запасом". Сильная затяжка не делает узел точнее. Она только сильнее уводит оправку вбок, а иногда еще и немного наклоняет ее, если контакт идет по краю или по старой вмятине.
На практике это видно сразу. Оператор ставит оправку, подтягивает винт, потом проверяет биение. Индикатор показывает не случайный разброс, а устойчивое смещение в одну сторону. Если ослабить винт и посадить оправку заново, картина часто меняется.
След от винта тоже многое говорит. Свежая точка, полоска или вмятина почти всегда показывают направление, куда винт толкал деталь. Это не точный измерительный метод, но для быстрой проверки его хватает. По следу легко понять, где контакт слишком жесткий и где оправка не опирается как надо.
Чаще всего увод появляется из-за нескольких мелочей сразу: винт упирается в круглую поверхность без площадки, в посадке есть износ или грязь, оправка села не до конца, а оператор после первого контакта довернул винт еще на четверть или пол-оборота.
Даже маленькое смещение быстро превращается в заметное биение на вылете инструмента. Если оправка ушла у базы на несколько сотых, на длинном инструменте это значение станет еще больше. Поэтому проблему обычно видят по индикатору раньше, чем по браку всей партии.
На токарных станках с ЧПУ такой эффект особенно неприятен в серийной работе. Первая деталь еще может попасть в размер, а дальше начнут плавать диаметр, чистота поверхности и посадка. Причина при этом почти незаметна: всего один винт, который тянет оправку не туда.
Если после сборки индикатор каждый раз показывает увод в одном и том же направлении, ищите не "случайную погрешность", а точку прижима. В большинстве случаев проблема именно там.
Что видно по замеру раньше брака
Проблему обычно видно на индикаторе раньше, чем на детали. Пока размер еще держится в допуске, оправка уже показывает, что ее тянет в сторону.
Первый признак - рост биения на вылете. Возле посадки значение может быть терпимым, а ближе к концу оправки оно заметно растет. Так бывает потому, что даже небольшой перекос у основания на длине усиливается.
Есть и простой тест. Вы выставили оправку, прокрутили узел и получили одно значение. Потом слегка дотянули стопорный винт - и стрелка сразу ушла на другую цифру. Если после одной дотяжки биение изменилось на несколько сотых, дело уже не в измерении, а в самом креплении.
Часто настораживает не только величина, но и нестабильность. Сняли оправку, поставили снова, затянули тем же усилием - а результат другой. Сегодня 0,01 мм, после повторной установки уже 0,03 мм. Для нормальной посадки это плохой знак: узел каждый раз садится чуть по-разному.
Обычно картина выглядит так: у корпуса оправки биение небольшое, на вылете оно растет, после дотяжки винта цифра меняется сразу, а повторная установка не дает того же результата.
На детали эффект приходит с задержкой. Первые несколько циклов могут пройти спокойно, особенно если режим мягкий, а допуск не слишком жесткий. Потом узел прогревается, нагрузка повторяется, инструмент начинает работать с тем же перекосом на каждом проходе, и размер уходит. Сначала это видно по разбросу, потом по стабильному смещению в одну сторону.
Хороший пример - расточка или чистовая обработка отверстия. На первом контроле деталь еще проходит, на третьей или пятой уже появляется лишняя сотка или две. Оператор смотрит на износ инструмента, хотя причина часто сидит раньше - оправку потянуло стопорным винтом, и это было видно по индикатору еще до запуска партии.
Если замер меняется от одной дотяжки и повторная установка не дает тех же цифр, ждать брака не стоит. Узел уже ведет себя нестабильно, даже если первые детали пока выглядят нормально.
Как проверить оправку
Проверку лучше сделать до первой детали. Так вы сразу поймете, уводит ли стопорный винт ось или проблема сидит в посадке, хвостовике либо самом винте.
Даже мелкая стружка между поверхностями меняет соосность оправки. Потом оператор видит биение на вылете, а причина уже спрятана внутри узла.
Порядок проверки
-
Очистите посадку, хвостовик и винт. Уберите стружку, масло с грязью и мелкие заусенцы. Если кончик винта замят или на хвостовике остался след от старой перетяжки, отметьте это сразу.
-
Посадите оправку на место без сильной затяжки. Она должна сесть ровно, без перекоса и без рывка. Уже на этом этапе сделайте первый замер индикатором. Если показания плохие сразу, полная затяжка их не исправит.
-
Проверьте две точки. Сначала снимите показания у базы, ближе к месту посадки. Потом переставьте индикатор на вылет. Если у базы почти ноль, а дальше отклонение растет, узел тянет неравномерно.
-
Подтягивайте винт малыми шагами. Лучше идти по четверти или даже по восьмой оборота, чем сразу тянуть до упора. После каждого шага повторяйте замер в тех же двух точках и записывайте цифры.
-
Сравните результат до затяжки и после нее. Если у базы показания почти не меняются, а на вылете биение растет, винт уводит оправку в сторону. Если отклонение увеличивается везде сразу, ищите грязь, задир или повреждение посадки.
Такой порядок дает понятную картину. Вы не просто видите, что оправка бьет, а понимаете, в какой момент она ушла и что именно это вызвало.
Небольшой пример: до подтяжки у базы индикатор показывает 0,003 мм, на вылете 0,008 мм. После аккуратной затяжки у базы остается 0,004 мм, а на вылете становится 0,025 мм. Такой разрыв редко бывает случайным. Обычно это прямой признак того, что винт сместил хвостовик при прижиме.
Ошибки часто начинаются со спешки. Оператор меряет только вылет, сразу тянет винт до конца или каждый раз ставит индикатор чуть в другой точке. В итоге цифры есть, но честно сравнить их уже нельзя.
Если после затяжки показания стали хуже, не запускайте партию. Ослабьте винт, снова очистите посадку, проверьте след на хвостовике и повторите измерение тем же способом. Эти две минуты обычно обходятся дешевле, чем поиск причины брака после серии.
Пример перед запуском партии
Перед партией втулок наладчик ставит другую оправку на токарный станок с ЧПУ и делает обычный замер индикатором. До финальной затяжки все выглядит спокойно: стрелка гуляет в пределах допуска, посадка ровная, соосность не вызывает вопросов.
Проблема появляется в момент, который многие считают формальностью. Наладчик подтягивает стопорный винт, еще раз прокручивает узел и видит другие цифры. Было, к примеру, 0,006 мм, стало 0,025 или 0,03 мм. Для грубой операции это может казаться терпимым, но для партии втулок такой сдвиг уже опасен.
Снаружи все по-прежнему выглядит нормально. Оправка сидит плотно, инструмент не болтается, постороннего звука нет. Поэтому появляется соблазн не трогать сборку: если первые детали выходят в размер, значит можно работать дальше.
Так часто и происходит. Первые несколько втулок проходят по диаметру и длине, оператор успокаивается. Но через некоторое время на контроле появляется конус. Не сильный и не сразу заметный - такой, который сначала списывают на подачу, резец или материал.
Логика тут простая. Когда винт тянет оправку в сторону, биение не всегда дает явный брак на первой детали. На короткой втулке отклонение может почти скрыться. Потом добавляются нагрузка, нагрев и повторяемость цикла, и смещение начинает проявляться уже по всей длине обработки.
В такой ситуации лучше не гадать, а повторить замер в той же точке и в той же последовательности: измерить биение до затяжки винта, подтянуть его на рабочее усилие, снова проверить тот же диаметр и ту же базу, потом ослабить только этот винт и сравнить показания. Если рост повторяется при каждой затяжке, причина рядом.
Не резец, не программа и не материал. Один винт меняет положение оправки на сотки, а на втулках эти сотки быстро превращаются в конус и разброс по партии.
Такой пример хорошо показывает, почему индикатор часто честнее первой годной детали. Деталь может случайно пройти контроль, особенно если выборка маленькая. Индикатор сразу показывает, что узел ушел после затяжки.
Поэтому перед запуском партии стоит потратить еще минуту на контроль именно после окончательной дотяжки. Очень часто ошибки крепления оправки ищут слишком далеко, хотя причина сидит в одном крепеже.
Где чаще ошибаются при сборке
Первая типичная ошибка - винт сразу тянут до упора. Механик хочет зажать надежнее, но получает боковое усилие. Оправка чуть смещается, и соосность уходит еще до первого реза. На глаз это почти незаметно, а по индикатору уже видны лишние сотки.
Вторая ошибка - замер делают только у базы. Там биение может выглядеть терпимо, потому что участок короткий и жесткий. Но на вылете картина меняется. Чем дальше точка замера от базы, тем лучше видно, как оправку потянуло в сторону.
Еще один промах - не смотреть, как хвостовик реально сел в посадку. Если на контакте есть грязь, заусенец или след от старого прижима, деталь уже не лежит ровно. Винт только усиливает перекос. Иногда проблему часами ищут в пластине, державке или патроне, хотя она сидит в маленьком пятне контакта на хвостовике.
Сборка чаще всего сбивается из-за нескольких привычек: винт затягивают одним движением без плавной посадки, биение проверяют только возле базы, хвостовик не очищают перед установкой, а после снятия и новой установки не делают повторный замер.
Последний пункт часто решает спор за пару минут. Если после переустановки показания меняются, причина почти всегда в сборке, а не в самой обработке. Это особенно важно перед серией, когда брак еще не пошел, но индикатор уже показывает, что оправка садится нестабильно.
На практике бывает так: у базы индикатор показывает приемлемое значение, а на вылете стрелка уходит заметно дальше. Оператор меняет пластину, проверяет режим, смотрит патрон, но проблема не исчезает. Потом снимает оправку, очищает хвостовик, подтягивает винт без рывка, снова ставит и получает другой результат. Значит, причина была в сборке.
В сервисной работе со станками ЧПУ такие мелочи встречаются постоянно. Для компаний, которые каждый день работают с токарной оснасткой, вроде EAST CNC, это обычная причина лишних часов на поиски. В их блоге на east-cnc.kz часто разбирают именно такие практические вещи: где ошибка выглядит мелкой, а на серии быстро становится дорогой.
Что проверить за 2 минуты
Две минуты перед запуском часто спасают целую партию деталей. Если стопорный винт прижимает хвостовик неровно, проблему почти всегда видно раньше, чем появляется явный брак.
Быстрый осмотр лучше начинать не с самого винта, а с поверхности, в которую он давит. Даже маленький заусенец на хвостовике меняет посадку. Винт упирается в выступ, оправка чуть смещается, и индикатор сразу показывает лишние сотки.
Проверьте пять вещей:
- Проведите ногтем по хвостовику в месте контакта. Если палец цепляется, там уже есть заусенец или вмятина.
- Сделайте замер индикатором до затяжки и после нее. Если биение заметно меняется, винт не фиксирует, а тянет.
- Посмотрите на след от винта. Ровное пятно контакта лучше, чем узкая царапина с краю.
- Снимите оправку и поставьте снова в тот же узел. Если второй замер не совпал с первым, посадка ведет себя нестабильно.
- Проверьте вылет линейкой или упором. Если после перезажима он меняется, узел не держит положение одинаково.
На след от винта часто вообще не смотрят, а зря. Он быстро показывает, как идет нагрузка. Если отпечаток смещен в одну сторону, винт давит с перекосом. Если след рваный, поверхность уже повреждена, и каждый новый зажим будет сажать оправку чуть по-другому.
Есть и простой прием: не тяните винт сразу до конца. Сначала посадите оправку, слегка подожмите, проверьте биение индикатором, потом дотяните и сравните показания. Если после финальной затяжки стрелка уходит, источник уже найден. Проблема не в детали и не в шпинделе, а в креплении.
На практике это выглядит просто. Наладчик ставит оправку и получает 0,01 мм. После окончательной затяжки видит 0,04 мм. Снимает узел, очищает пятно контакта, убирает заусенец, ставит снова и получает почти тот же замер, что был до затяжки. Такая мелочь часто решает вопрос быстрее, чем долгий поиск по всей цепочке.
Если хотя бы один из этих пунктов не проходит, не стоит запускать обработку "на авось". Быстрый осмотр, повторная установка и еще один контрольный замер занимают меньше времени, чем проверка десятка готовых деталей после смены.
Что делать дальше
Если увод повторяется даже после аккуратной сборки, не пытайтесь каждый раз дожимать узел сильнее. Так вы только маскируете причину и добавляете новое напряжение в посадку. Сначала проверьте сам винт, потом геометрию оправки и состояние посадочных поверхностей.
У винта часто находят простые, но неприятные дефекты: замятый торец, следы перекоса, грязь в резьбе, неравномерную подтяжку. Если он давит не по оси или цепляет деталь одной точкой, оправку будет тянуть в сторону снова и снова. Даже новый винт не поможет, если отверстие под него ушло, а посадка уже получила следы смятия.
Потом сверьте способ крепления с режимом работы. Короткий вылет и умеренная нагрузка прощают больше. Длинный вылет, тяжелый инструмент, прерывистое резание и высокие обороты быстро показывают слабое место. Если узел изначально работает на пределе, одной заменой винта дело не закончится.
Перед серией полезно закрепить простой порядок: задать допустимое биение для операции до запуска партии, сделать замер после сборки и после пробного реза, записать результат и сразу остановиться, если значение ушло за допуск, даже когда деталь пока выглядит нормально.
Такой подход экономит и инструмент, и время наладчика. Брак партии почти всегда приходит позже, чем первый плохой замер. Если ждать только явного следа на детали, можно потерять смену на поиски причины.
Еще один разумный шаг - смотреть на узел целиком. Проверьте, нет ли износа в конусе, забоины на посадке, следов проворота и слабой повторяемости после снятия и новой установки. Соосность оправки редко уходит сама по себе. Обычно у нее есть конкретная механическая причина, и найти ее можно довольно быстро.
Если проблема повторяется на разных операциях или вы подбираете оборудование под такие режимы, полезно обсуждать задачу с теми, кто занимается запуском станков в работу. EAST CNC поставляет токарные станки с ЧПУ и обрабатывающие центры, а также помогает с подбором, пуско-наладкой и сервисом. В таких вопросах это удобно: можно смотреть не только на станок, но и на связку оснастки, режимов и реальной точности с самого начала.