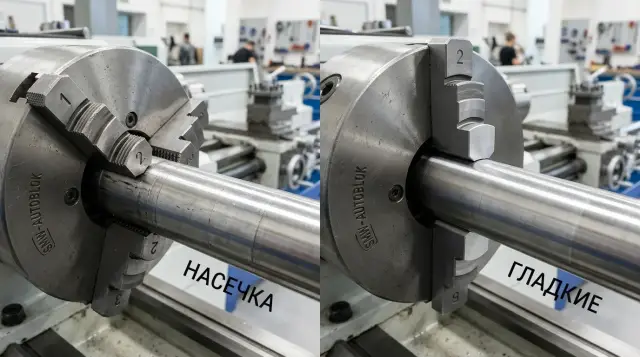
Спецкулачки с насечкой или гладкие: что портит базу
Спецкулачки с насечкой или гладкие - сравним удержание детали и риск следов на чистовой базе, чтобы выбрать вариант для частых повторных установок.
Где возникает проблема
Спор о том, какие спецкулачки лучше - с насечкой или гладкие - обычно начинается не на первой детали. Настоящие проблемы появляются, когда деталь приходится ставить в патрон повторно.
После первого зажима база уже меняется. На пояске контакта остаются микроследы: легкие вмятины, риски, местами едва заметная деформация. Их можно не заметить сразу, но при следующей установке именно они меняют посадку.
Если деталь вернули в другом угле, кулачки давят уже в новые точки и добавляют новые следы на чистовой поверхности. Если оператор старается попасть в старые отпечатки, это тоже не всегда помогает. Один кулачок может упереться раньше, другой позже. Из-за этого растет биение, а размер после повторной обработки начинает гулять на сотки.
На чистовой операции это видно быстро. Небольшой след от зажима чуть приподнимает деталь с одной стороны или смещает ось. Станок при этом честно держит программу, но деталь выходит с уводом, конусом или нестабильным диаметром. Со стороны это похоже на ошибку наладки, хотя причина бывает намного проще: база уже пострадала на прошлом зажиме.
Риск выше на мягких материалах. Алюминий, латунь и часть нержавеющих сталей принимают след быстрее, чем жесткая сталь. Тонкая стенка добавляет еще одну проблему: кулачки не только оставляют отметины, но и слегка мнут форму. Если поясок зажима узкий, давление уходит в маленькую зону, и база портится еще быстрее.
Обычная ситуация из цеха выглядит так: втулку сняли после измерения и вернули в токарный патрон для короткой доводки. Следы от первого зажима почти не видны. После повторной установки индикатор показывает лишние 0,02-0,03 мм, и чистовая база уже не повторяется так, как ожидали.
Как отличаются насечка и гладкая поверхность
Насечка держит заготовку увереннее, потому что она не только давит, но и цепляется за поверхность. Это хорошо видно на деталях с переменной нагрузкой. Кулачки меньше дают детали провернуться или сдвинуться по оси. Если припуск большой, вылет заметный, а проход жесткий, такой зажим обычно прощает больше ошибок.
Гладкие кулачки работают иначе. Они не вгрызаются в базу, а держат за счет площади контакта и правильно выбранного усилия. Следов после них обычно меньше, но только если токарь точно попал в силу зажима. Малое усилие - деталь поползет. Слишком большое - база сомнется, и смысл гладкой поверхности пропадет.
На результат сильнее всего влияет пятно контакта. Если кулачок касается детали узкой полосой, давление на металл резко растет. Снаружи это может выглядеть нормально, но именно в таких местах часто появляются отпечатки, овальность и увод размера после повторной установки. Поэтому гладкий кулачок с плохой посадкой иногда портит базу сильнее, чем насечка с нормальной опорой.
Материал тоже сильно меняет картину. На стали насечка часто оставляет заметный, но терпимый след и при этом держит стабильно. На алюминии та же насечка быстрее мнет поверхность и оставляет глубокий рисунок, который потом мешает чистовой базе. Гладкие кулачки на алюминии обычно безопаснее, если опора широкая, а режим резания спокойный.
Если сравнивать два варианта без привязки к детали, одного победителя нет. Для грубого и надежного удержания чаще выигрывает насечка. Для повторной установки на чистовую базу обычно лучше гладкая поверхность, если кулачки точно расточены под диаметр и патрон не требует лишнего усилия.
Когда насечка оправдана
Насечка нужна не "на всякий случай", а под конкретную проблему: деталь ползет или проворачивается в патроне. Так бывает при прерывистом резании, тяжелом проходе или на скользком материале. Если гладкие кулачки начинают держать только при заметном росте усилия зажима, это уже плохой признак.
В такой ситуации насечка часто помогает удержать заготовку меньшим усилием. Она лучше цепляется за поверхность, и деталь меньше смещается во время резания. Это особенно полезно, когда площадь контакта маленькая: короткий поясок, узкая ступень, тонкое кольцо, малая длина зажима. На гладкой поверхности такой контакт легко срывается, особенно если появляется вибрация.
Но насечка оправдана только тогда, когда под зажимом есть черновая зона или отдельный технологический пояс. Если кулачки опираются не на чистовую базу, а на припуск или участок, который потом уйдет в обработку, следы уже не так страшны. Для повторной установки это часто самый спокойный вариант: зажим держит увереннее, а рабочая база не страдает.
Обычно насечку выбирают, когда совпадают хотя бы два условия: деталь уже пыталась провернуться на гладких кулачках, зажим идет по черновому участку, контактная зона короткая или узкая, а рост усилия зажима мнет деталь сильнее, чем легкая насечка на припуске.
Если говорить просто, насечка выигрывает там, где риск срыва выше, чем риск отпечатка. Особенно на деталях, которые возвращаются в патрон несколько раз. Лучше оставить след на припуске, чем получить увод размера после проворота на чистом проходе.
Когда лучше гладкие кулачки
Если деталь снимают и снова ставят на чистовую, любой отпечаток от патрона быстро становится проблемой. На первой установке след кажется мелочью, а на повторной он уже меняет опору детали и уводит размер.
Гладкие кулачки чаще выигрывают по простой причине: они не вдавливаются в базу так агрессивно, как насечка. Если у кулачка есть расточка под диаметр детали или форма, которая повторяет ее контур, контакт идет не по узкой линии и не по отдельным зубцам, а по большей площади. Тогда можно держать заготовку меньшим усилием и при этом не терять устойчивость.
Это особенно заметно на чистовой базе, которая потом участвует в посадке. Для вала, втулки или тонкостенного кольца даже неглубокий след дает неприятный эффект: деталь чуть иначе садится, биение растет, размер плавает от повтора к повтору. В такой ситуации гладкие кулачки почти всегда предпочтительнее, если резание уже спокойное и запас по удержанию есть.
Гладкая поверхность обычно дает лучший результат, когда деталь часто возвращается в патрон, база уже обработана и отвечает за посадку или соосность, кулачки расточены под конкретный диаметр, площадь контакта можно увеличить, а усилие зажима - снизить без риска проворота.
Простой пример: втулку сначала обрабатывают с одной стороны, потом возвращают на чистовой проход по наружному диаметру. С насечкой патрон держит уверенно, но на базе остаются точки вдавливания. После повторной установки деталь уже не ложится одинаково, и мастер дольше ловит сотки, чем идет сама обработка. С гладкими расточенными кулачками след слабее или его нет совсем, потому что давление распределяется ровнее.
Исключение тоже есть. Если заготовка жесткая, поверхность черновая, а резание тяжелое, гладкие кулачки могут держать хуже. Но для чистовой базы при повторной установке они обычно портят поверхность заметно меньше.
Как понять, что база уже страдает
База редко портится за один зажим. Обычно проблемы копятся по мелочи, а потом деталь вдруг перестает повторяться. Вчера она вставала ровно, а сегодня после той же операции уже требует поправки.
Первый сигнал видно сразу после снятия из патрона. На чистовой поверхности остаются вмятины, блестящие пятна контакта или четкий рисунок насечки. Если след не только виден, но и чувствуется ногтем, это уже не косметика. Зажим меняет поверхность, на которую потом снова опираются.
Второй сигнал появляется при повторной установке. После первого прохода биение в норме, а после второй или третьей установки оно растет, хотя режим зажима и место базирования те же. В такой ситуации проблема часто не в станке и не в индикаторе. База каждый раз получает чуть другой отпечаток, и деталь садится по-новому.
Есть и более практичные признаки. Деталь начинает хуже входить в контрольную оснастку. Ноль по X или Z приходится искать заново почти каждый раз. После первого прохода все выглядело стабильно, а дальше появляется ощущение, что деталь "чуть не доходит" или встает с перекосом. Для чистовой операции этого уже достаточно, чтобы получить увод размера.
В споре о типе кулачков именно повторяемость говорит правду. Если база перестала повторяться, значит, кулачки или сама схема зажима уже работают против детали.
Как выбирать вариант под свою деталь
При выборе лучше смотреть не на привычку наладчика, а на саму деталь. Самый частый промах простой: заготовку берут за ту поверхность, которая потом должна остаться чистой и точной.
Сначала нужно понять, за какую зону вообще можно брать деталь без вреда для базы. Если есть черновой поясок, припуск или участок под последующую обработку, лучше опираться на него. Если свободной зоны нет и патрон будет держать почти готовую поверхность, гладкие кулачки обычно безопаснее.
Дальше стоит прикинуть, сколько раз деталь вернется в патрон. При одной установке насечка еще может пройти без заметных последствий. При двух, трех и более возвратах мелкие следы складываются, и база начинает плыть. Это особенно заметно на втулках, кольцах и тонкостенных деталях.
После этого нужно быстро проверить несколько вещей: какое усилие резания даст операция, какая площадь контакта реально есть у кулачков, насколько жесткая деталь в месте зажима, можно ли снизить усилие резания режимом или инструментом и есть ли запас по длине зажима.
Если площадь маленькая, а съем тяжелый, гладкий зажим может не удержать деталь без проскальзывания. Тогда насечка иногда оправдана, но лучше перенести зажим на менее важную поверхность, а не рисковать чистовой базой.
Самый надежный способ выбрать вариант простой: сделать по одному пробному зажиму каждым комплектом. После съема нужно замерить биение, посмотреть след от контакта и сравнить, как легко деталь смещается при повторной установке.
На практике все сводится к двум потерям: риску сорвать деталь и риску испортить базу следом от зажима. Выигрывает тот вариант, где суммарный риск ниже.
Что влияет сильнее самих кулачков
Спор о насечке и гладкой поверхности часто уводит в сторону. На чистовую базу сильнее влияет не тип поверхности, а то, как деталь касается кулачка и с каким давлением ее держат.
Сначала смотрят на пятно контакта. Если деталь опирается на узкую полоску или на край, давление растет даже при обычном усилии зажима. Тогда следы на базе появляются и с гладкими кулачками. Когда пятно контакта широкое и форма кулачка повторяет профиль детали, нагрузка распределяется ровнее, и риск заметно ниже.
С усилием зажима та же история. Деталь часто тянут "с запасом", чтобы точно не провернуло. На деле лишнее усилие только мнет базу, особенно если деталь потом снова ставят в патрон. Лучше подобрать усилие под реальный момент резания, чем давить патрон без причины.
Есть и совсем прозаичная причина брака: стружка, густое масло и мелкая грязь между деталью и кулачком. Достаточно одной твердой частицы, чтобы деталь встала с перекосом и получила отпечаток. После этого легко обвинить кулачки, хотя виноват обычный мусор в зоне зажима.
Геометрия спецкулачка тоже очень важна. Если профиль не совпадает с наружным диаметром, уступом или тонкой стенкой детали, контакт получается случайным. Тогда удержание нестабильно, а следы появляются в одном и том же месте при каждом возврате.
Нельзя забывать и про сам патрон. Изношенные направляющие, люфт, плохая повторяемость зажима и биение шпинделя портят результат даже с аккуратно изготовленными кулачками. На токарных станках с ЧПУ это особенно заметно при повторных установках, когда нужна одинаковая посадка раз за разом.
Если совсем коротко, порядок такой: сначала чистота, потом форма пятна контакта, затем усилие зажима, и только после этого выбор поверхности кулачка.
Пример из цеха
Хорошо видно разницу на обычном вале. После одной операции вал с уже готовой шейкой возвращают в токарный патрон для подрезки торца и легкого чистового прохода по соседнему участку. На первой установке все нормально, а на повторной вдруг появляется тонкий след на посадке. Геометрию еще можно удержать, но чистовая база уже перестает быть чистовой.
Сначала вал зажимали в спецкулачки с насечкой. Они держали уверенно: деталь не проворачивалась, оператор спокойно снимал лишние 0,1-0,2 мм, и во время реза все выглядело стабильно. Но после разжатия на шейке оставался отпечаток. Иногда он был едва заметным, иногда его уже ловили прибором. Если деталь возвращается в патрон не один раз, такой след начинает накапливать проблему.
Потом технолог не менял весь процесс, а только способ зажима. Поставил гладкий кулачок с расточкой точно под диаметр вала, снизил усилие до уровня, при котором деталь не сдвигается под резанием, и добавил упор, чтобы вал каждый раз садился в одно и то же положение.
После этого удержание стало мягче, но по факту не хуже. Кулачок начал опираться большей площадью, давление распределилось ровнее, и следы на посадке почти ушли. На чистовом проходе вал стоял спокойнее еще и потому, что упор убрал разброс по вылету. Перетягивать патрон "на всякий случай" уже не приходилось.
Именно в таких случаях видно, что один общий ответ не работает. Если деталь грубая и припуск большой, насечка часто прощает больше ошибок. Если база уже чистовая и деталь возвращают в патрон повторно, гладкий кулачок с точной расточкой обычно портит поверхность заметно меньше.
Частые ошибки
Самая дорогая ошибка - думать, что более цепкий зажим всегда лучше. Если деталь потом возвращают в патрон, насечка часто держит увереннее, но и след на чистовой базе оставляет быстрее. Для чистовой поверхности это плохой обмен.
Другая типичная ошибка - ставить насечку просто "для надежности", не проверяя, нужен ли такой запас по удержанию. Обратная крайность тоже встречается часто: на гладких кулачках просто увеличивают усилие, хотя нужно было расширить пятно контакта или доработать форму кулачка.
Еще один промах - брать за чистовую базу, хотя рядом есть черновой поясок, который можно оставить под зажим. И совсем обидная вещь - смотреть деталь только после партии, а не после первого пробного цикла. След от кулачка на свежей детали видно сразу: под косым светом, после протирки и без масляной пленки. Если ноготь уже цепляет отпечаток, дальше будет только хуже.
С гладкими кулачками ошибка обычно другая. Оператор видит, что заготовка сидит не так уверенно, и просто тянет сильнее. В итоге след тоже появляется, только уже не от насечки, а от слишком большого давления на маленьком участке.
Если контакт слабый, полезнее не увеличивать усилие вслепую, а переделать сам контакт. Иногда достаточно шире опереться на поясок, расточить кулачок под форму детали или добавить опору там, где деталь уводит при зажиме.
И есть совсем простая вещь, которую часто недооценивают: масло и мелкая стружка. Один кусочек стружки между кулачком и деталью может испортить базу сильнее, чем разница между гладкой поверхностью и насечкой. Перед зажимом место контакта нужно не просто быстро протереть, а действительно очистить.
Быстрая проверка перед запуском
Перед первой деталью лучше потратить пять минут на пробу, чем потом ловить следы на базе и рост биения. Ошибаются обычно не в теории, а в мелочах: зажимают не ту поверхность, дают лишнее усилие или не смотрят, что происходит после повторной установки.
Сначала найдите поверхность, которую можно брать без вреда для чистовой базы. Если такой зоны нет, гладкие кулачки почти всегда безопаснее, но только при нормальной площади контакта. Когда контакт узкий или деталь тонкостенная, насечка может держать лучше, но цену за это часто платят отпечатками.
Перед запуском серии стоит проверить пять вещей:
- кулачки опираются на участок, который потом не работает как чистовая база;
- пятно контакта достаточно широкое, и деталь не норовит провернуться без насечки;
- после двух или трех повторных установок след не углубляется и не расползается по базе;
- патрон держит деталь ровно, и биение не растет после каждого нового зажима;
- оператор знает предел по усилию и не тянет "на всякий случай".
Один быстрый тест часто дает честный ответ. Зажмите деталь, снимите, поставьте снова два раза подряд и каждый раз проверьте биение и место контакта. Если гладкие кулачки держат стабильно, а след почти не виден, переходить на насечку смысла мало.
В цехе это выглядит очень просто. Вал с чистовой шейкой возвращается на повтор из-за мелкой доработки. На первой установке все нормально, а на третьей насечка уже рисует кольцо, и размер плывет на сотки. Гладкий зажим с чуть большей площадью контакта в такой ситуации обычно дает более чистый результат.
Если сомнение сводится к выбору между "держит лучше" и "портит меньше", сделайте короткую серию из трех перестановок и смотрите не только на хват, но и на след. Для чистовой базы это честнее любого предположения.
Что делать дальше
Если база уже получает следы, не стоит сразу менять насечку на гладкие кулачки и ждать, что проблема исчезнет сама. Сначала лучше пересмотреть схему контакта: где кулачок давит, какая площадь опоры, какой вылет у детали и не слишком ли велико усилие зажима. Когда схема зажима удачная, выбор поверхности кулачка становится намного проще.
Пробные зажимы лучше закладывать еще на этапе технологии, а не после первой партии с браком. Сделайте несколько тестов на реальной заготовке с тем же усилием, которое пойдет в работу. Потом снимите деталь, поставьте ее снова и проверьте, как ведет себя база после повторной установки.
Обычно хватает простой последовательности: отметить зону контакта кулачка, измерить биение после первой и второй установки, сравнить след на базе после съема детали и посмотреть, не растет ли отпечаток при том же усилии зажима.
Такой подход быстро показывает, что для вашей детали важнее: максимальное удержание или более чистая база без лишних следов. Иногда гладкие кулачки выигрывают сразу. Иногда деталь начинает проскальзывать, и тогда проблема не в гладкой поверхности, а в слишком маленькой площади контакта или неудачной форме спецкулачка.
Если видно, что база страдает, сначала попробуйте изменить профиль кулачка, расточку под деталь или место зажима. Простая замена насечки на гладкую поверхность не всегда решает вопрос.
А если проблема упирается уже не только в кулачки, но и в повторяемость самого оборудования, тут нужен более широкий разбор всей схемы обработки. Специалисты EAST CNC помогают с подбором токарных станков с ЧПУ, пуско-наладкой и сервисным обслуживанием. Для цеха это полезно в тот момент, когда надо устранить не отдельный симптом, а причину нестабильной обработки.
FAQ
Что лучше для повторной установки: насечка или гладкие кулачки?
Если деталь часто возвращается в патрон на чистовую, чаще выигрывают гладкие кулачки с точной расточкой под диаметр. Они меньше мнут базу и дают более ровную посадку. Насечка полезна там, где деталь ползет или проворачивается. Если зажим идет по чистовой поверхности, насечка обычно оставляет след быстрее.
Когда насечка действительно оправдана?
Берите насечку, когда гладкий зажим уже не держит деталь без срыва. Такое бывает при тяжелом проходе, прерывистом резании, коротком пояске зажима или малой длине опоры. Лучше всего насечка работает по черновой зоне или по припуску. Тогда она удерживает деталь, а рабочая база не страдает.
Почему после повторного зажима растет биение?
После первого зажима на базе остаются микроследы. При следующей установке деталь уже садится не так, как раньше, и кулачки давят в новые точки. Даже маленькая вмятина меняет опору. Из-за этого ось смещается, а индикатор показывает лишние сотки.
Какие материалы и детали страдают сильнее всего?
Быстрее всего следы появляются на мягких материалах. Алюминий, латунь и часть нержавеющих сталей принимают отпечаток заметно раньше, чем жесткая сталь. Тонкостенные детали страдают еще сильнее. Кулачки не только оставляют след, но и слегка мнут форму.
Может ли гладкий кулачок испортить базу сильнее насечки?
Да, может. Если кулачок касается детали узкой полосой или краем, давление растет даже без насечки. В такой схеме гладкий кулачок оставит вмятину не хуже зубчатого. Обычно проблема не в самой поверхности, а в плохом пятне контакта и лишнем усилии.
Как понять, что база уже страдает?
Смотрите на поверхность сразу после снятия детали. Если вы видите вмятины, блестящие пятна или рисунок от насечки, база уже меняется. Потом проверьте повторяемость. Если после второй и третьей перестановки биение растет, а ноль приходится ловить заново, зажим уже портит опору.
Что проверить перед запуском серии?
Сначала решите, за какую зону можно брать деталь без вреда для базы. Потом проверьте, насколько широкое пятно контакта и не слишком ли велико усилие зажима. После этого сделайте две или три перестановки подряд и каждый раз замерьте биение. Такой тест быстро показывает, держит ли схема деталь без новых следов.
Стоит ли просто увеличивать усилие зажима на гладких кулачках?
Обычно нет. Если просто тянуть сильнее, вы часто не лечите срыв, а только мнете базу. Сначала расширьте пятно контакта, расточите кулачок под деталь или перенесите зажим на менее важную поверхность. Усилие имеет смысл поднимать только после этого.
Как уменьшить следы на чистовой базе?
Начните с простого: очистите кулачки и деталь, уберите стружку и густое масло из зоны контакта. Потом проверьте, что кулачок опирается шире, а не давит в узкий поясок. Если деталь возвращается в патрон, лучше расточить гладкие кулачки под ее диаметр и снизить усилие до разумного уровня. Часто этого хватает, чтобы след почти исчез.
Что делать, если после перестановки размер все равно уходит?
Сначала исключите мелочи: грязь в патроне, перекос детали, лишнее усилие и плохую форму кулачка. Потом посмотрите на сам патрон и шпиндель: люфт и плохая повторяемость тоже дают увод. Если после правки схемы зажима проблема остается, разбирайте весь процесс целиком. Часто виноват не один кулачок, а сочетание зажима, вылета детали и состояния оборудования.