Широкая торцевая фреза или узкие проходы: что ровнее
Разбираем, когда широкая торцевая фреза или узкие проходы дают более ровную плоскость на коробчатых деталях и как перекрытие меняет результат.
В чем здесь проблема
После торцевого фрезерования поверхность часто выглядит хорошо: блеск ровный, риски аккуратные, след фрезы чистый. Но потом деталь ставят на плиту или проверяют индикатором, и картина меняется. Середина уходит, край оказывается завален, а между соседними дорожками появляется мелкая ступенька.
Причина простая: красивый след фрезы и хорошая плоскостность - не одно и то же. Поверхность может выглядеть чистой, но во время обработки инструмент немного прогибается, деталь пружинит, а зажим и нагрев меняют форму еще до замера.
Почему глаз обманывает
При торцевом фрезеровании плоскости глаз замечает в первую очередь блеск и шероховатость, а не геометрию. Если фреза сняла металл без рваных рисок, поверхность кажется правильной. Но индикатор показывает то, что глаз пропускает: волну по длине, просадку над внутренней полостью или разницу высоты на стыке проходов.
Особенно часто это видно на коробчатых деталях. Следы между проходами могут быть почти незаметны, а суммарное отклонение по плоскости уже выходит за допуск.
Почему коробчатая деталь капризнее
Сплошная плита ведет себя предсказуемее: масса и жесткость у нее распределены ровнее. Коробчатая деталь устроена иначе. Внутри пустоты, рядом тонкие стенки и ребра, толщина металла меняется от зоны к зоне.
Из-за этого фреза режет не одинаковую основу по всей ширине. Над полостью деталь чуть пружинит, у края держится хуже. После снятия зажимов металл может перераспределить напряжения, и плоскость меняется уже вне станка.
Обычно проблемы появляются в одних и тех же местах. По краям выходит завал, потому что инструмент входит и выходит из резания неравномерно. Между проходами остается ступенька, если перекрытие мало или шпиндель выставлен неидеально. Над окнами и тонкими стенками появляется волна, потому что там деталь слабее, чем над ребром или массивной опорой.
Поэтому выбор между широкой торцевой фрезой и несколькими узкими проходами редко сводится только к скорости. Сначала смотрят на то, как деталь держит форму под резанием и что потом покажет измерение.
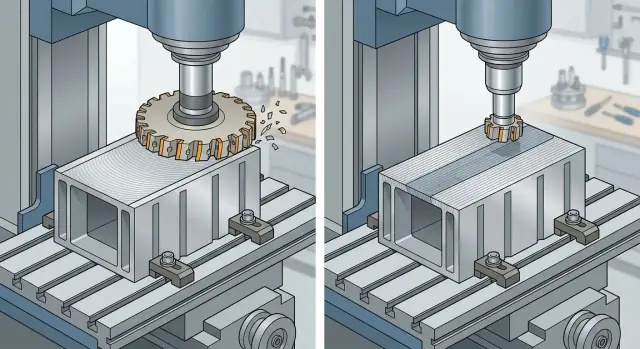
Две схемы обработки
Для верхней плоскости коробчатой детали обычно выбирают один из двух вариантов. Первый - широкая торцевая фреза, которая закрывает почти всю ширину за один проход или за два близких прохода. Второй - фреза меньшего диаметра и несколько соседних дорожек.
Широкая фреза уменьшает число проходов. Границ между дорожками становится меньше, а вместе с ними уменьшается риск заметной ступеньки. По времени такая схема тоже часто выгоднее: меньше холостых перемещений, проще маршрут, ниже шанс накопить ошибку от прохода к проходу.
Узкие проходы делят съем на части. Нагрузка на инструмент, шпиндель и саму деталь становится мягче. На коробчатой детали это часто полезно: стенки и перемычки играют под резанием, и спокойный режим иногда дает более ровную плоскость, чем один широкий проход.
Но несколько дорожек добавляют другую проблему. Каждый следующий проход должен частично перекрывать предыдущий. Если перекрытие маленькое, между проходами остается гребень. Если слишком большое, фреза снова режет уже чистую полосу, растет нагрев, а след меняется. На глаз поверхность может казаться гладкой, но по плоскостности она уже уходит в сотки.
Диаметр сам по себе ничего не гарантирует. На результат влияют биение инструмента, жесткость шпинделя, длина вылета, зажим детали и даже то, насколько ровно сидят пластины. Большая фреза на слабом узле может оставить волну. Фреза меньшего диаметра на спокойном режиме иногда дает более честную плоскость, хотя проходов больше.
Что коробчатая деталь меняет в этой задаче
Коробчатая деталь редко ведет себя как массивная заготовка. Снаружи она может казаться жесткой, но внутри у нее окна, полости, тонкие стенки и длинные пролеты между ребрами. При торцевом фрезеровании это чувствуется сразу: сила резания не только снимает металл, но и прогибает верхнюю стенку, особенно если под ней пустота.
Зажим тоже сильно меняет результат. Если корпус прижали по краям или поставили опоры далеко друг от друга, деталь уже стоит на столе с перекосом. Фреза снимает металл по этой искаженной форме. После раскрепления корпус частично распрямляется, и плоскость уходит.
Есть и еще одна причина, которую часто недооценивают: внутренние напряжения после литья, сварки или черновой обработки. Пока деталь зажата, они частично сдерживаются. После снятия со стола один угол может приподняться, середина немного вернется, а между проходами появятся перепады, которых на станке не было видно.
Простой пример: у корпуса есть верхняя площадка и большая полость под ней. Если поставить его на четыре угла и сильно прижать, сверху все выглядит устойчиво. Но во время прохода центр слегка проседает. После снятия со стола он возвращается назад, и измерение показывает уже другую картину.
Что обычно дает широкая фреза, а что дают узкие проходы
Если смотреть только на след после обработки, широкая торцевая фреза часто выигрывает. Она проходит плоскость почти за один раз, рисунок получается спокойнее, а переходов между дорожками меньше. На коробчатой детали это особенно заметно.
Но у такой схемы есть слабое место. Большой диаметр острее реагирует на биение шпинделя, перекос детали и неточную настройку. Если фреза бьет даже на небольшую величину, ошибка переносится на всю ширину прохода. В итоге поверхность выглядит аккуратно, а плоскостность оказывается хуже, чем ожидали.
Узкие проходы ведут себя по-другому. Они не всегда дают такой же красивый рисунок с первого раза, зато их проще подстроить под реальную жесткость детали. Если коробка проседает у края, над окном или рядом с тонкой стенкой, оператор может поменять шаг, припуск или направление именно в этой зоне. С широкой фрезой такой свободы меньше: она сразу нагружает большую площадь.
На практике разница обычно сводится к простому правилу. Широкая фреза лучше скрывает переходы между дорожками и часто ускоряет цикл. Узкие проходы легче согласовать с нежесткой деталью, но они сильнее зависят от правильно выбранного перекрытия.
Именно этот момент часто недооценивают. Если дорожки перекрываются слабо, на границе остается гребень. Иногда он едва чувствуется ногтем, но индикатор уже видит проблему. На коробчатой детали такой гребень особенно любит появляться рядом с окном, ребром жесткости или участком, где стенка работает как пружина.
Как перекрытие проходов меняет плоскостность
Перекрытие проходов при фрезеровании напрямую влияет на то, останется ли между дорожками ступенька. Поэтому, когда сравнивают широкую торцевую фрезу или узкие проходы, смотреть нужно не только на диаметр инструмента, но и на то, как соседние проходы заходят друг на друга.
Когда перекрытие маленькое, каждый следующий проход почти не срезает след от предыдущего. На коробчатой детали это часто видно сразу: под косым светом читается шов, а щуп или индикатор показывают локальный перепад. Плоскость как будто разбивается на полосы.
Среднее перекрытие обычно дает более спокойный результат. Фреза частично срезает гребень, который остался после соседней дорожки, и переход получается мягче. Ступенька уменьшается, а плоскостность чаще выходит стабильнее по всей длине базы.
Слишком большое перекрытие тоже не помогает. Инструмент дольше идет по уже обработанному металлу, цикл растет, нагрев увеличивается. На тонкой верхней стенке коробчатой детали это может дать неприятный эффект: сразу после обработки плоскость выглядит нормальной, а после остывания уходит на несколько соток.
Есть и еще одна тонкость. Одинаковое перекрытие по всей траектории не всегда дает одинаковый результат возле ребер, карманов и окон. В сплошной зоне деталь держится жестко, а рядом с окном стенка слабее и может чуть отжиматься. Поэтому один и тот же шаг между проходами в центре работает хорошо, а у края оставляет след.
Проверка тут простая. После первых двух дорожек стоит посмотреть поверхность под косым светом, сравнить стык в центре и возле окна, затем измерить не только общую плоскость, но и локальный перепад на шве. Обычно этого уже хватает, чтобы понять, нужно ли менять перекрытие или траекторию.
Как выбрать схему на практике
Сначала смотрят не на фрезу, а на саму деталь. Если коробчатая заготовка прогибается от прижима или фактически висит на двух точках, широкая обработка может дать красивый след, но плохую плоскостность после снятия.
Базирование здесь решает очень многое. Если опоры стоят близко к краям, а середина "дышит", режим по привычке выбирать опасно. Надо понять, где деталь действительно держит нагрузку, а где начинает играть.
Перед запуском полезно проверить пять вещей: жесткость детали и силу зажима, схему базирования и положение опор, реальную ширину площадки, фактическую рабочую ширину фрезы и запас на пробный проход с контролем.
С рабочей шириной часто ошибаются. Фреза 100 мм не всегда перекрывает 100 мм чисто и стабильно. Влияют вылет, положение пластин, биение и вход в материал. Поэтому сравнивают ширину площадки не с цифрой в каталоге, а с тем, как инструмент режет в реальности.
Если выбор стоит между вариантами "широкая торцевая фреза или узкие проходы", спорить в теории бессмысленно. Намного полезнее сделать пробный проход на тех же оборотах и подаче, которые планируются для серии, а потом посмотреть и на рисунок поверхности, и на замер.
Если после широкого прохода видны волны по всей ширине, проблема чаще всего в жесткости системы или базировании. Если при узких проходах остаются заметные полосы между дорожками, значит перекрытие мало или фреза идет неровно.
На коробчатом корпусе это выглядит вполне прикладно. Если верхняя площадка шириной 140 мм, а фреза стабильно работает по 90-95 мм, часто разумнее сделать два прохода с нормальным перекрытием, чем пытаться взять всю ширину за один раз на пределе. Если деталь короткая, жесткая и хорошо лежит на опорах, один широкий проход действительно может дать более чистый и быстрый результат.
Пример на коробчатой детали
Представим корпус с двумя большими окнами и тонким верхним поясом. Сверху нужна ровная базовая плоскость под крышку. На вид деталь кажется жесткой, но рядом с окнами металл держит нагрузку хуже, и пояс легко уходит на несколько сотых.
Сначала ставят широкую торцевую фрезу 125 мм, чтобы снять плоскость за один быстрый проход. По центру результат получается чистым, время цикла хорошее, но возле окна появляется другая картина. Тонкий участок немного прогибается под резанием, и край выходит ниже остальной плоскости. На измерении это выглядит не как грубая яма, а как спокойное проседание у края, например 0,03-0,05 мм.
Потом схему меняют. Берут фрезу 63 мм и проходят плоскость в несколько дорожек с перекрытием около 25-30%. Съем за один проход меньше, нагрузка на тонкий пояс мягче, и деталь ведет себя спокойнее. Между дорожками сначала остается легкий след, но следующий проход его подчищает.
Да, цикл становится длиннее. Но серия идет ровнее: меньше случайного разброса, меньше споров с контролем, ниже риск, что край возле окна снова уйдет вниз. Для таких корпусов несколько узких проходов часто оказываются честнее одного широкого прохода, даже если след выглядит не так красиво.
Ошибки, которые чаще всего портят результат
На коробчатых деталях плоскость обычно портит не сама схема обработки, а мелкие промахи в настройке.
Первая частая ошибка - ставить слишком широкую торцевую фрезу на деталь, которой не хватает жесткости. У коробчатого корпуса верхняя стенка и зоны над полостями работают не так, как сплошная плита. Пока деталь зажата, это может быть незаметно. После раскрепления плоскость уходит.
Вторая ошибка - брать слишком маленькое перекрытие проходов и ждать идеальной геометрии. На бумаге проходов меньше и цикл короче. На станке между дорожками остается переход по высоте, особенно если жесткость узла средняя.
Третья ошибка - смотреть только на рисунок следа. Это ловушка. Красивый след не равен хорошей геометрии. При торцевом фрезеровании плоскости нужно проверять не только внешний вид, но и плоскость хотя бы по нескольким линиям, а не в одной точке.
Еще один промах - менять подачу, не проверив биение инструмента и схему зажима. Если один зуб работает сильнее других, оправка бьет, а прижим тянет корпус в сторону, режим резания уже не спасет. Сначала проверяют шпиндель, инструмент, вылет и опоры, и только потом трогают подачу.
И еще одна дорогая мелочь: деталь меряют сразу после обработки, пока она теплая. Металл еще играет, особенно на коробчатых корпусах с разной толщиной стенок. Небольшая пауза перед финальным замером часто дает более честную картину.
Проверка перед запуском серии
На одну удачную деталь лучше не полагаться. Перед серией стоит сделать пробный рез на одной-двух заготовках и смотреть не только на размер, но и на саму плоскость.
Самый полезный контроль простой. Проведите индикатором по краям и вокруг внутренних окон. Сравните соседние дорожки по рисунку следа. Отдельно проверьте место смены прохода: шов между дорожками часто лучше чувствуется ногтем, чем виден глазом. После снятия детали со стола измерьте плоскость еще раз. Если под зажимом все было нормально, а после раскрепления форма ушла, причину нужно искать в схеме прижима и внутренних напряжениях.
Полезно сравнить и первую, и последнюю деталь из короткой пробной партии. Если разброс растет, дело может быть в нагреве, налипании на пластинах, уходе нуля или изменении усилия зажима.
Если шов между проходами проявился около окна или у внешнего края, серию лучше не запускать сразу. Часто хватает одной корректировки: немного изменить перекрытие, уменьшить вылет инструмента или переставить прижим. Это дешевле, чем переделывать партию.
Что делать дальше
Спор о том, что лучше - широкая торцевая фреза или узкие проходы - имеет смысл решать по замеру, а не по привычке. Возьмите пробную деталь или две одинаковые заготовки, обработайте плоскость по обеим схемам при близких режимах и сравните не только внешний вид, но и плоскостность, ступеньку между проходами и поведение детали после снятия со стола.
Смотрите на одни и те же точки: центр плоскости, зоны над стенками и ребрами, края и участки возле окон. Именно там обычно видно, как перекрытие проходов при фрезеровании либо сглаживает поверхность, либо оставляет следы между проходами.
Чтобы вывод не оказался случайным, полезно сразу записать ширину прохода, процент перекрытия, глубину резания, подачу и точки контроля плоскости. Через несколько дней такие детали легко забываются, а именно они потом экономят время на серии.
Если деталь слабая, гнаться за самым быстрым циклом не стоит. Тонкие стенки, большие окна и длинная плоскость обычно сильнее реагируют на нагрузку, чем на лишнюю минуту обработки. В такой ситуации схему лучше выбирать по устойчивости и повторяемости.
Если нужен подбор станка под такие задачи или более практичный взгляд на настройку обработки, можно посмотреть материалы EAST CNC. Компания работает с поставкой, запуском и сервисом токарных станков с ЧПУ для производств в Казахстане и странах СНГ, а в блоге публикует обзоры оборудования и советы по металлообработке.
Хороший следующий шаг простой: сделайте одну пробу, снимите замеры, сравните обе схемы и оставьте ту, которая дает стабильную плоскость именно на вашей детали.
FAQ
Когда широкая торцевая фреза действительно дает более ровную плоскость?
Широкую торцевую фрезу обычно берут, когда деталь жесткая, хорошо лежит на опорах и площадка почти закрывается за один проход. В таком режиме меньше стыков между дорожками, и шанс получить заметную ступеньку ниже. Если корпус тонкий или опоры стоят неудачно, один широкий проход часто дает красивый след, но не самую ровную плоскость.
В каких случаях лучше выбрать несколько узких проходов?
Несколько узких проходов чаще помогают на коробчатых корпусах с окнами, тонкими стенками и длинными пролетами между ребрами. Так вы мягче нагружаете деталь и лучше контролируете проблемные зоны. Цикл обычно выходит длиннее, зато плоскость после снятия со стола часто получается честнее и стабильнее.
Какое перекрытие проходов взять в качестве отправной точки?
Для старта обычно берут умеренное перекрытие, примерно 25–30%. Его часто хватает, чтобы следующий проход подрезал гребень от предыдущего и не перегревал уже чистую полосу. Если перекрытие слишком маленькое, на шве остается ступенька. Если слишком большое, растут нагрев и время обработки.
Почему поверхность выглядит хорошей, а индикатор показывает отклонение?
Потому что глаз замечает блеск и рисунок, а не геометрию. Фреза может оставить аккуратный след, но деталь в этот момент уже немного прогибается от резания, зажима или нагрева. Индикатор показывает то, что глаз пропускает: волну по длине, завал края и перепад между соседними дорожками.
Где на коробчатой детали обычно появляются самые большие ошибки по плоскости?
Чаще всего плоскость уходит возле окон, над полостями, у тонких стенок и по внешнему краю. Там металл слабее держит нагрузку, и верхняя стенка легче пружинит под фрезой. Именно в этих местах полезно смотреть не только общую плоскость, но и локальный перепад на стыке проходов.
Что проверять первым: фрезу или схему зажима детали?
Сначала проверьте зажим и опоры. Если корпус стоит с перекосом или середина висит, никакой диаметр фрезы не спасет. После этого уже смотрят на биение, вылет, посадку пластин и режим. На практике плохое базирование портит результат чаще, чем сама схема проходов.
Как отличить ошибку перекрытия от биения инструмента?
Если шов повторяется ровно по границе дорожек, чаще всего виновато перекрытие или разная высота соседних проходов. Если волна тянется по всей ширине и не привязана к стыку, ищите биение, слабый узел или перекос детали. Полезно сравнить центр площадки и зону возле окна. Так проще понять, где именно рождается ошибка.
Нужно ли измерять плоскость сразу после фрезерования?
Лучше не спешить. Дайте детали немного остыть и только потом делайте финальный замер, особенно если корпус тонкий и стенки разной толщины. Сразу после обработки металл еще может менять форму, и вы получите слишком оптимистичную картину.
Как правильно проверить схему обработки перед запуском серии?
Сделайте пробу на одной-двух заготовках на тех же оборотах и подаче, что пойдут в работу. Потом сравните не только внешний вид, но и плоскость по краям, в центре и возле окон. Если после раскрепления форма ушла, меняйте не цифры в программе наугад, а опоры, прижим или схему проходов.
Что делать, если край возле окна стабильно проседает после обработки?
Обычно помогает снизить нагрузку на этот участок. Для этого часто переходят на более узкую фрезу, уменьшают съем за проход, меняют направление обработки или ставят проходы с нормальным перекрытием. Заодно посмотрите, как стоит деталь на опорах. Если край висит или прижим тянет корпус, просадка будет возвращаться снова.