Резьба метчиком или фрезой на ЧПУ: как выбрать способ
Резьба метчиком или фрезой: сравниваем риск поломки, время цикла и качество резьбы для малых партий и серий на станке с ЧПУ.
Почему выбор вызывает споры
На чертеже резьба кажется простой: размер, шаг, допуск. Но в обработке одна и та же резьба может вести себя по-разному. Спор обычно идет не о профиле, а о риске, цене ошибки и о том, как деталь ведет себя в серии.
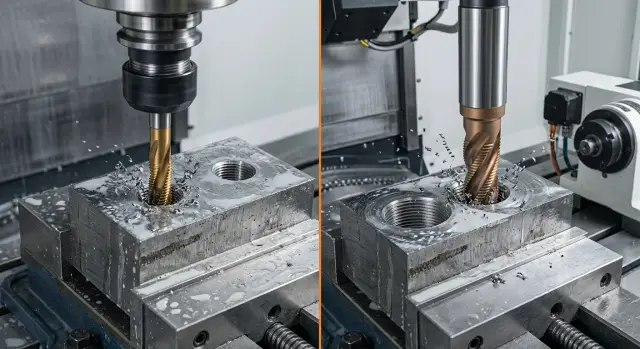
Метчик и резьбовая фреза снимают металл по-разному. Метчик формирует профиль сразу, поэтому цикл часто получается короче. Но он сильнее зависит от материала, стружки и точной подготовки отверстия. Резьбофрезерование идет мягче: инструмент снимает металл постепенно, и риск резкой поломки обычно ниже. На бумаге результат один, а запас по процессу разный.
Материал детали быстро меняет выбор. В алюминии и мягких сталях метчик нередко работает спокойно и быстро. В нержавейке, вязких сплавах и более плотных материалах нагрузка растет, стружка выходит хуже, и ошибка обходится дороже. Если сломанный метчик остается в детали, потери часто оказываются неприятнее, чем лишние секунды цикла.
Глубина отверстия тоже многое меняет. В коротком сквозном отверстии метчик часто чувствует себя лучше. В глубоком или глухом отверстии на первый план выходят отвод стружки, запас по дну и риск закусывания. Поэтому одинаковая резьба M10 на двух разных деталях может требовать разного подхода.
Размер партии добавляет еще один фактор. Для малой партии цех обычно ценит гибкость: проще подправить программу, быстрее подстроиться под другой материал или изменить размер. В серии чаще выбирают тот способ, который дает ровный результат на десятках и сотнях деталей подряд.
Поэтому вопрос "резьба метчиком или фрезой" редко решают в отрыве от задачи. Важно понять, какой способ даст меньше брака именно на вашей детали, в вашем материале и при вашем объеме выпуска.
Где метчик проще и быстрее
Метчик чаще выигрывает по времени, когда речь идет о стандартной резьбе в обычных отверстиях. Если размер типовой, материал знакомый, а программа уже отработана, цикл получается коротким и понятным. Для серии это часто самый прямой вариант.
Особенно удобно работать метчиком в сквозных отверстиях. Стружке есть куда выходить, инструменту легче идти по профилю, и оператору проще держать процесс под контролем. На деталях с десятками одинаковых отверстий разница по времени быстро становится заметной.
Хороший пример - резьба M8 в сквозном отверстии по стали средней твердости. Если сверло дает точный диаметр, а станок держит соосность, метчик обычно делает такую резьбу быстрее, чем фреза. На партии даже в 50-100 деталей это уже дает ощутимую экономию времени.
Но у этой скорости есть условие: метчик любит точную подготовку. Если отверстие просверлили даже немного меньше нужного, нагрузка растет резко. Инструмент начинает резать тяжелее, греется и может сломаться без долгих предупреждений.
Перекос он тоже прощает плохо. Если шпиндель, патрон или само отверстие дают увод, резьба сразу идет с лишним напряжением. То же происходит, когда стружка не выходит нормально, особенно в вязких материалах и в глухих отверстиях.
Метчик обычно удобнее там, где условия предсказуемы:
- стандартный шаг и распространенный размер;
- сквозное отверстие;
- стабильный материал без резких перепадов твердости;
- точный диаметр после сверления;
- повторяющаяся серия с уже настроенным процессом.
Если деталь простая, отверстие подготовлено правильно, а стружка выходит свободно, метчик дает быстрый результат без лишних движений. Но как только подготовка начинает "плавать", запас по ошибкам быстро заканчивается.
Где фреза дает больше запаса
Фреза чаще выигрывает там, где цена ошибки высока. Если метчик ломается в отверстии, деталь иногда уже не спасти: обломок сидит плотно, вынуть его трудно, а стенки легко повредить. При резьбофрезеровании риск для заготовки ниже. Даже если инструмент сломался, он обычно не клинит отверстие так жестко, и шанс сохранить деталь заметно выше.
Это особенно важно на дорогих заготовках. Когда деталь уже прошла много операций, терять ее на последнем этапе из-за одной резьбы никто не хочет. Поэтому фрезу часто выбирают для нержавейки, вязких сплавов и деталей, где брак обходится слишком дорого.
Еще один плюс - гибкость по диаметру. Если шаг одинаковый, одной резьбовой фрезой часто можно сделать несколько близких диаметров, просто изменив траекторию. Для малых партий это удобно: не нужно держать отдельный метчик под каждый размер, а переналадка проходит проще.
Где контроль лучше
В глухих отверстиях фреза обычно дает оператору больше спокойствия. Можно точнее задать глубину, оставить нужный недорез у дна и не упереться инструментом в конец отверстия. С метчиком запас по дну меньше, а ошибка в расчете быстро заканчивается поломкой.
Фреза также помогает, когда резьба идет близко к уступу или в тонкой стенке. Инструмент входит мягче, нагрузка растет не так резко, и процесс легче подстроить под конкретную геометрию.
Есть и еще один практичный плюс. Если резьба получилась чуть тугой, программу можно поправить на сотые миллиметра и пройти снова. С метчиком такой свободы почти нет. Для серии это не всегда решающий довод, но в пробных партиях, оснастке и дорогих корпусных деталях этот запас часто окупает более длинный цикл.
Что сильнее всего влияет на поломку
Инструмент редко ломается по одной причине. Обычно срабатывает связка: тяжелый материал, длинная резьба, плохой выход стружки и слабый зажим. На таком наборе метчик может не дожить даже до конца первой детали.
Сначала смотрят на материал, шаг и длину резьбы. В вязкой стали и нержавейке стружка тянется, прилипает и быстро поднимает нагрузку. Мелкий шаг тоже опаснее, чем кажется: зуб работает тоньше, а ошибка в подаче сразу бьет по кромке. Если резьба длинная, нагрузка держится почти весь цикл, и запас по прочности быстро тает.
При нарезании резьбы на ЧПУ многое решает не только режим, но и механика. Биение шпинделя, большой вылет инструмента и мягкий зажим портят работу с первых секунд. Для метчика это часто заканчивается заклиниванием. Фреза может не сломаться сразу, но начнет уводить размер и портить профиль.
Стружка и СОЖ влияют сильнее, чем кажется. Если стружка не выходит из отверстия, она снова попадает под режущую часть. Инструмент начинает тереться вместо резания, потом растет нагрев, и поломка становится вопросом времени. В глухих отверстиях это видно особенно быстро.
Режимы нельзя переносить с одного инструмента на другой без проверки. У метчика и фрезы разная схема резания и разная чувствительность к ошибкам. То, что спокойно работает на резьбофрезеровании, может мгновенно перегрузить метчик для ЧПУ. И наоборот: слишком осторожный режим для фрезы часто дает лишнее время цикла и плохую поверхность.
Первые признаки износа лучше ловить сразу. Обычно они выглядят так:
- растет нагрузка на шпиндель;
- меняется звук резания;
- стружка темнеет или липнет;
- на первых витках появляется заусенец;
- размер резьбы начинает "плавать".
Если такие признаки уже есть, не стоит дожимать инструмент до конца партии. Намного дешевле заменить его на 20 деталей раньше, чем потерять деталь, оправку и время на остановку станка. Поломку чаще вызывает не случайность, а привычка игнорировать мелкие сигналы.
Что на деле меняет время цикла
Если смотреть только на одно отверстие, метчик часто быстрее. На простой серии, где материал знакомый, отверстие подготовлено точно, а длина резьбы небольшая, он может выиграть несколько секунд на каждой детали. На партии в сотни штук это уже заметно.
Фреза обычно режет дольше. Она делает резьбу по траектории, а не за один проход вдоль оси, поэтому чистое машинное время на отверстие чаще выше. На малой партии это не всегда критично, а на длинной серии разница уже влияет на загрузку станка.
Но время цикла считают не только по строкам программы. Если метчик ломается в детали, станок останавливается. Оператор достает обломок, проверяет деталь, иногда снимает ее с партии, потом заново запускает обработку. Эти потери легко съедают весь выигрыш по секундам.
То же относится к браку и лишнему контролю. Когда процесс ведет себя неровно, люди чаще меряют резьбу, чаще останавливают станок для проверки и осторожнее поднимают подачу. Программа может быть короткой, но реальный выпуск деталей за смену падает.
На практике время цикла меняют четыре вещи:
- сколько секунд уходит на одно отверстие;
- как часто инструмент ломается или уходит в износ;
- сколько деталей требуют дополнительной проверки или переделки;
- сколько минут теряется на перезапуск после остановки.
Простой пример: есть партия из 200 деталей, в каждой по 4 резьбовых отверстия. Метчик может быть быстрее на каждом отверстии, но одна поломка в середине смены даст простой, проверку соседних деталей и замену инструмента. Фреза пройдет медленнее, зато спокойнее, особенно если материал вязкий или резьба чувствительна к ошибкам.
Поэтому для серии считают не только время резания, но и время без сюрпризов. А для малых партий вывод часто еще проще: если нужно быстро запустить разные детали и не спорить с риском обломка, более длинная операция иногда оказывается быстрее по итогу всей смены.
Как проверить качество резьбы
Одного прохода калибром мало. Он показывает, что резьба в целом проходит по размеру, но не объясняет, почему она может сорваться при сборке или быстро изнашивать ответную деталь. При нарезании резьбы на ЧПУ лучше смотреть и на размер, и на форму, и на состояние поверхности.
Сначала осмотрите вход резьбы. Если на первых витках есть замятие, скол или заметный заусенец, деталь уже даст проблемы при сборке. Потом посмотрите на профиль: витки должны быть ровными, без рваных кромок и блестящих задиров. Последние витки тоже стоит проверять отдельно. Именно там часто видно, как инструмент вышел из материала и не испортил ли конец резьбы.
Быстрая схема проверки выглядит так:
- посмотреть вход и 2-3 первых витка под светом;
- проверить боковую поверхность на риски, налипание и рваный след;
- оценить последние витки после выхода инструмента;
- пройти резьбу калибром и сравнить усилие с эталонной деталью.
Если калибр идет туго, не спешите списывать это на размер. Причина может быть в заусенце, плохом отводе стружки или шероховатой боковой поверхности. У резьбофрезерования чаще видны следы прохода по бокам, у метчика чаще встречаются замятие входа и грязный выход, если стружка не ушла как надо.
Сравнивайте детали в разное время
Первая деталь после наладки и деталь через час работы нередко отличаются. Станок прогревается, шпиндель и узлы выходят на рабочий режим, и размер может немного уйти. Поэтому первую годную деталь лучше держать как образец и сравнивать с ней детали после прогрева, а не только с калибром.
Если резьба нужна под плотную сборку, проверьте еще одну простую вещь: как реальная ответная деталь входит руками. Такой тест быстро показывает то, что калибр иногда пропускает, и дает более честную картину качества.
Как выбрать способ под вашу деталь
Если вы решаете, где лучше резьба метчиком или фрезой, не начинайте с привычки цеха. Сначала смотрят на саму деталь. Материал, диаметр, шаг и глубина резьбы обычно сразу сужают выбор.
Для мягких материалов и обычных размеров метчик часто дает самый короткий цикл. Это особенно заметно на серии, где отверстия повторяются сотни раз. Но в вязкой нержавейке, твердой стали или на большой глубине запас по ошибкам у метчика меньше.
Глухие и сквозные отверстия лучше разделять сразу. В сквозном отверстии стружке проще выйти, поэтому метчик часто работает спокойно. В глухом отверстии места мало, и риск поломки растет, особенно если резьба почти до дна. Фреза в такой задаче обычно дает больше контроля по глубине и форме захода.
Еще один трезвый расчет - цена детали и цена остановки станка. Если корпус дорогой, а сломанный инструмент оставит обломок внутри, экономия на быстром цикле быстро исчезает. На дешевой серийной детали ситуация другая: если материал стабилен, а процесс уже отлажен, метчик нередко обходится дешевле на одно отверстие.
Перед запуском полезно проверить пять вещей:
- из какого материала сделана деталь и насколько он стабилен от партии к партии;
- какой размер резьбы нужен и какая у нее рабочая глубина;
- глухое отверстие или сквозное;
- сколько стоит брак одной детали и сколько стоит простой станка;
- что показывает проба на 3-5 деталях по времени, износу и качеству резьбы.
Пробная серия быстро расставляет все по местам. Допустим, у вас 5 деталей из стали с резьбой M12 в глухом отверстии. Метчик может дать хороший результат, но одна поломка сделает выбор слишком дорогим. Если же это партия простых алюминиевых деталей со сквозной M6, метчик часто выигрывает по времени без заметной потери качества.
Выбор редко делают по одному числу. Смотрите сразу на цикл, брак и на то, как быстро инструмент теряет размер.
Ошибки, которые быстро портят результат
Брак чаще дает не сам метод, а мелкие промахи в подготовке. Они быстро съедают ресурс инструмента, тянут цикл вверх и портят качество резьбы.
Обычно проблема начинается еще до первой детали. Частая ошибка - брать диаметр отверстия по старой таблице и не смотреть на материал. Для алюминия, стали и нержавейки одна и та же подготовка под резьбу работает по-разному, поэтому метчик может идти туго уже на первых витках.
В глухом отверстии стружка должна уходить сразу. Если этого не происходит, метчик закусывает, а при резьбофрезеровании на дне остаются следы, которые потом мешают калибру пройти чисто.
Слишком длинный вылет инструмента почти всегда дает лишнюю вибрацию. На малом диаметре это видно особенно хорошо: профиль плывет, а кромка изнашивается быстрее, чем ожидали.
Еще одна частая ошибка - поднять подачу после одной удачной детали. Одна деталь еще не показывает, как инструмент поведет себя через 15 или 30 отверстий. Не меньше проблем бывает и с коррекцией: инструмент уже режет чуть иначе, а оператор продолжает работать по старым значениям и получает тугой проход калибра или сорванный профиль.
Хуже всего, что эти ошибки редко приходят по одной. Например, в нержавейке маленькое отверстие, глухое дно и завышенная подача могут сломать метчик за пару деталей. С фрезой поломка случается реже, но размер резьбы начинает уходить, и это тоже брак.
Нормальная практика проста: проверить реальный диаметр сверления, сократить вылет, дать инструменту стабильный режим и пересматривать коррекцию по мере износа. Такой подход обычно спасает и инструмент, и партию.
Пример для малой партии и для серии
Полезнее смотреть не на привычку цеха, а на цену ошибки и на объем партии.
Для малой партии дорогих деталей осторожность часто важнее чистого темпа. Представьте 12 корпусов из нержавейки с глухими отверстиями. Заготовка уже прошла почти все операции, и брак на последнем шаге стоит дорого. Если метчик сломается в отверстии, деталь можно потерять полностью. В такой ситуации резьбофрезерование часто спокойнее: цикл дольше, зато инструмент реже клинит намертво, а размер проще чуть подправить программой.
На одной детали фреза может проиграть по секундам. Но на всей партии она нередко снижает общую цену риска. Это особенно заметно, если материал вязкий, стружка идет тяжело, а отверстие не прощает ошибок.
С серией картина часто другая. Допустим, нужно сделать 800 деталей из обычной стали со сквозными отверстиями M8. Материал режется ровно, условия повторяются, отвод стружки простой. Здесь метчик нередко дает лучший темп. Если режимы уже отработаны, а диаметр предварительного отверстия держится стабильно, цикл на каждом отверстии выходит короче. На большой серии разница даже в несколько секунд быстро превращается в часы машинного времени.
Но и здесь лучше не решать по привычке. Короткий пробный запуск обычно дает честный ответ:
- 10-20 деталей для проверки инструмента;
- контроль фактического времени цикла;
- замер резьбы после первых деталей и в середине прогона;
- оценка стружки, звука резания и износа.
Если после теста метчик идет чисто и без скачков по моменту, серия обычно выигрывает по темпу. Если уже на пробе видно, что материал тянет, резьба "плывет" или есть риск поломки, фреза часто выходит дешевле, даже при более длинном цикле.
Быстрая проверка перед запуском
Первые 10 минут перед стартом серии часто решают больше, чем час последующих правок. Если пропустить одну мелочь, метчик может сломаться на первой детали, а резьбофреза даст размер на грани допуска.
Сначала проверьте диаметр подготовленного отверстия. Даже отклонение на несколько сотых меняет нагрузку на инструмент: для метчика это лишний крутящий момент, для фрезы - лишний съем металла и рост времени. Проще замерить первое отверстие сразу, чем потом доставать обломок инструмента из детали.
Потом сверьте программу с тем, что реально стоит в шпинделе. Для метчика проверьте шаг, направление, глубину и режим жесткого резьбонарезания. Для фрезы - диаметр инструмента, траекторию, заход и число проходов. Ошибка здесь часто выглядит мелкой, но брак появляется сразу.
СОЖ должна попадать прямо в зону резания. Если струя уходит в сторону, стружка остается в отверстии, резьба рвется, а инструмент греется. На глухих отверстиях это видно быстрее всего.
Перед серией полезно держать рядом короткий набор контроля:
- калибр под нужный размер резьбы;
- первую контрольную деталь с пометкой;
- запись по шагу, глубине и допуску;
- понятный порядок первого замера.
Еще один момент лучше обсудить до пуска, а не после первых десяти деталей. Оператор и наладчик должны одинаково понимать, по какому признаку серия останавливается: калибр идет туго, слышен непривычный звук, растет нагрузка шпинделя, появляется заусенец или уходит размер.
Такой короткий контроль нужен и на одиночной детали, и на длинной серии. Лучше начинать не с теории, а с первой проверенной детали.
Что делать дальше
Если вопрос стоит так: резьба метчиком или фрезой, не решайте его по привычке. Возьмите одну и ту же деталь, один материал и партию хотя бы из 20-50 штук. Только такой тест показывает разницу, которую видно не в таблице, а в работе.
Пустите оба способа в одинаковых условиях: один станок, одна программа контроля, одна СОЖ, одинаковый размер отверстия до операции. Потом запишите не общее впечатление, а простые цифры:
- время цикла на деталь;
- износ инструмента после партии;
- количество брака и его причина;
- поведение стружки во время резания.
Такая запись быстро убирает лишние споры. Нередко метчик выигрывает по времени, но начинает давать сбои на вязком материале или в глубоких отверстиях. Резьбофрезерование часто идет медленнее, зато спокойнее переносит сложные условия и не так жестко наказывает за ошибку, если инструмент сломается.
После пробы не стоит оставлять в карте процесса только один способ как единственно возможный. Лучше сразу зафиксировать основной вариант и запасной. Например, для серии на стабильной заготовке можно оставить метчик, а для малых партий, новых материалов или дорогих деталей держать фрезу как резерв.
Если вы выбираете не только метод, но и станок с оснасткой под такие операции, задачу лучше обсудить до покупки. EAST CNC, официальный представитель Taizhou Eastern CNC Technology Co., Ltd. в Казахстане, работает со станками с ЧПУ для металлообработки, помогает с подбором оборудования, пуско-наладкой и сервисом. Это полезно, когда нужно понять не "что быстрее в среднем", а что будет стабильно работать на ваших деталях, в вашем материале и с вашим объемом.
FAQ
Что выбрать по умолчанию: метчик или фрезу?
Если материал мягкий, отверстие сквозное, а размер резьбы стандартный, обычно начинают с метчика. Он чаще дает более короткий цикл. Если материал вязкий, отверстие глухое или деталь дорогая, разумнее сначала смотреть в сторону резьбовой фрезы. Она обычно дает больше запаса по ошибке.
Когда метчик действительно выгоднее?
Метчик лучше показывает себя на повторяющихся деталях с обычной резьбой, где сверление держит размер стабильно. На сквозных отверстиях в алюминии или обычной стали он часто быстрее и проще в работе. Такой вариант хорош для серии, когда процесс уже проверили и стружка выходит без проблем.
В каких случаях лучше сразу брать резьбовую фрезу?
Фрезу чаще берут там, где брак стоит дорого. Если инструмент сломается, шанс спасти деталь обычно выше, чем при обломке метчика в отверстии. Она также удобна в нержавейке, вязких сплавах, глухих отверстиях и на пробных партиях, где нужно спокойно подправить размер программой.
От чего метчик ломается чаще всего?
Чаще всего метчик ломает не одна ошибка, а сразу несколько. Маленькое подготовленное отверстие, плохой выход стружки, большой вылет, перекос и завышенная подача быстро складываются в поломку. Особенно часто это случается в нержавейке, на мелком шаге и в длинной резьбе.
Что лучше для глухого отверстия?
Для глухих отверстий обычно спокойнее работает фреза. Ею проще задать глубину, оставить запас до дна и не упереть инструмент в конец отверстия. Метчик в такой задаче требует очень точной подготовки. Если места под выход мало, риск закусывания растет быстро.
Фреза всегда проигрывает по времени цикла?
Не всегда. На одном отверстии метчик часто быстрее, но реальное время смены решают еще остановки, брак и замена инструмента. Если метчик дает сбои, его выигрыш по секундам быстро исчезает. На сложном материале фреза может выйти выгоднее по итогу всей партии.
Можно ли одной фрезой сделать несколько размеров резьбы?
Часто да, если шаг резьбы одинаковый и диаметры близкие. В таком случае меняют траекторию, а не сам инструмент. Это удобно на малых партиях и при частой смене деталей. Но перед запуском все равно лучше проверить конкретный диапазон размеров и жесткость узла.
Как быстро проверить качество резьбы на детали?
Сначала смотрят на вход резьбы и первые витки. Если там есть заусенец, замятие или рваный след, при сборке уже могут появиться проблемы. Потом проверяют калибр и сравнивают усилие с нормальной деталью. Полезно еще посмотреть последние витки, потому что именно там часто виден плохой выход инструмента.
Что делать, если калибр идет туго?
Не спешите сразу винить размер. Часто мешает заусенец на входе, налипание стружки или грубая поверхность боковин. Сначала осмотрите резьбу под светом, проверьте первые и последние витки, потом повторите контроль. Если проблема остается, смотрите диаметр отверстия, износ инструмента и коррекцию.
Как принять решение перед запуском серии?
Сделайте короткую пробу на нескольких деталях в тех же условиях, в которых пойдет серия. Сравните не только секунды на цикл, но и износ, стабильность размера, звук резания и поведение стружки. После этого оставьте основной способ и запасной. Для стабильной серии часто подходит метчик, а для дорогих деталей, новых материалов и рискованных отверстий лучше держать фрезу как рабочую замену.