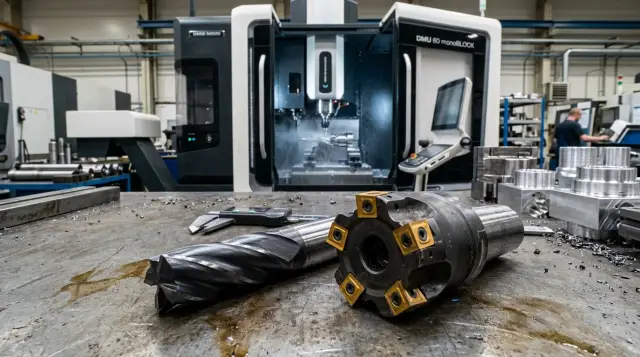
Монолитная фреза или фреза со сменными пластинами: выбор
Монолитная фреза или фреза со сменными пластинами - сравнение по стойкости, времени замены и качеству поверхности на стали, нержавейке и алюминии.
Где возникает выбор
Этот выбор обычно появляется не в каталоге, а прямо у станка. Деталь пошла в серию, инструмент стал чаще уводить размер, поверхность стала хуже, оператор все чаще останавливает обработку ради замены фрезы. В этот момент цена покупки уже почти ничего не объясняет.
Монолитная фреза и фреза со сменными пластинами могут стоить близко, но в работе ведут себя по-разному. Одна чаще дает более чистую поверхность и спокойнее держит размер. Другая быстрее возвращает станок в работу после износа кромки. Если смотреть только на ценник, легко купить инструмент, который потом съест больше денег на простое, подналадке и браке.
Разница особенно заметна, когда цех запускает новую деталь, меняет материал со стали на алюминий, переводит мелкую партию в серию или пытается сократить остановки станка. Жалобы на поверхность после фрезерования тоже быстро подводят к этому вопросу.
Задача детали меняет решение сильнее, чем кажется. Если нужно быстро снять большой припуск с корпуса для строительной техники, логично смотреть в сторону фрез со сменными пластинами. Если делают точный элемент, где важны ровная кромка, размер и чистая поверхность, монолитная фреза обычно дает более предсказуемый результат.
Это хорошо видно и по отраслям. Для автомобильных деталей чаще важны темп и повторяемость в серии. Для компонентов медицинского оборудования обычно строже смотрят на поверхность и точность кромки. Один и тот же инструмент редко одинаково удобен в обеих задачах.
Еще одна частая ошибка - считать только метры реза или стойкость фрезы в минутах. Цех теряет деньги не только в тот момент, когда кромка изнашивается. Потери начинаются и тогда, когда станок стоит. Если смена инструмента, привязка и первый контроль после замены занимают 8-10 минут, эта пауза может оказаться дороже, чем разница в ресурсе самой фрезы.
Поэтому выбор обычно решают не по одной цифре, а по всей операции сразу: сколько металла нужно снять, сколько раз придется останавливать станок и какую поверхность деталь должна получить на выходе.
В чем разница между этими фрезами
Выбор между монолитной фрезой и фрезой со сменными пластинами зависит в первую очередь от конструкции. Монолитный инструмент делают целиком из твердого сплава. У сборной фрезы есть корпус и сменные режущие пластины.
Монолитная фреза
У монолитной фрезы режущая часть и хвостовик - одно целое. Из-за этого у нее меньше стыков и меньше люфта. Такой инструмент обычно режет спокойнее и лучше держит размер на чистовых проходах, в пазах, карманах и при работе малым диаметром.
Это особенно заметно там, где любая вибрация сразу портит поверхность. Если нужно пройти контур, выбрать карман или получить аккуратную кромку на стали или алюминии, монолитная фреза часто ведет себя ровнее. Она удобна в операциях, где важны точная траектория и чистый след после прохода.
Минус у такой схемы простой: когда кромка износилась или получила скол, менять приходится весь инструмент. Если в цехе много размеров и частая переналадка, запас монолитных фрез обходится дороже.
Фреза со сменными пластинами
У сборной фрезы корпус работает долго, а режут сменные пластины. Кромки износились - оператор ставит новые пластины и продолжает работу. На больших диаметрах это особенно удобно, потому что менять весь инструмент не нужно.
Главный плюс такой фрезы - быстрый съем металла. Прочный корпус и геометрия пластин позволяют работать с более высокой подачей и заметной глубиной резания. Поэтому сборные фрезы часто ставят на черновую обработку плоскостей, уступов и крупных деталей, где нужно быстро убрать большой припуск.
Слабое место тоже очевидно. Каждая пластина стоит в своем гнезде, и любая грязь, износ посадки или неточная установка сразу влияют на биение. Из-за этого сборная фреза чаще уступает монолитной по стабильности тонкой чистовой обработки.
Если упростить, картина выглядит так: монолитная фреза обычно лучше держит размер и поверхность, а сборная быстрее снимает большой объем металла и удобнее в замене режущей части. На практике это видно быстро. Для аккуратного контура чаще выбирают монолит, для тяжелого чернового съема - фрезу со сменными пластинами.
Как сравнивать на своей операции
Спор о том, что лучше, проще решать не по каталогу, а по одному честному тесту в цехе. Возьмите одну повторяемую операцию и одну партию деталей. Не меняйте все сразу, иначе вывод получится случайным.
Тест лучше проводить на одном и том же станке, с одной программой и с одним оператором. Материал заготовки, припуск, вылет инструмента и глубину резания тоже стоит оставить одинаковыми. Если сравнивать фрезы на разных режимах или на разных партиях металла, цифры будут спорными.
Для первой оценки обычно хватает серии из 10-20 деталей. Этого уже достаточно, чтобы увидеть не только время резания, но и поведение инструмента в работе. Записывать стоит не только минуты под нагрузкой, но и время смены инструмента. Для монолитной фрезы это часто полная замена и повторный вывод в размер. Для фрезы со сменными пластинами замена бывает быстрее, но многое зависит от конструкции корпуса и навыка оператора.
Смотрите хотя бы на четыре вещи: износ режущей части, размер детали, качество поверхности при фрезеровании и простой станка. Если фреза живет дольше, но после износа начинает уводить размер, такая стойкость фрезы не всегда выгодна. Если инструмент дешевле, но станок стоит лишние 15 минут на смене и подналадке, экономия быстро исчезает.
Небольшой пример. Цех фрезерует стальную плиту с одним пазом. Монолитная фреза дает чище стенку и точнее держит размер, но ее меняют целиком. Сборная проходит деталь быстрее, а время смены инструмента меньше, зато после нескольких деталей поверхность может стать грубее. В такой ситуации победителя выбирают не по цене фрезы, а по цене готовой детали.
Если считать аккуратно, решение обычно видно уже после первой партии. Сравнивать нужно не инструмент сам по себе, а всю операцию: резание, замену, подналадку и риск брака.
Как материал меняет картину
Один и тот же инструмент ведет себя по-разному на разных материалах. Поэтому этот выбор нельзя отрывать от заготовки. На стали одна фреза может часами держать размер, а на нержавейке та же геометрия быстро нагревается и начинает портить поверхность.
Сталь и нержавейка
На обычной углеродистой стали обычно смотрят на две вещи: как долго живет кромка и насколько спокойно держится размер. Монолитная фреза часто дает более ровный рез на небольших пазах, карманах и чистовых проходах. Размер уходит медленнее, а поверхность получается чище. Фреза со сменными пластинами чаще выигрывает там, где нужно быстро снять много металла и быстро вернуть станок в работу после износа кромки.
На нержавейке картина меняется. Материал сильнее греет инструмент и любит налипать на режущую кромку. Если фреза начинает тереть вместо резания, качество поверхности падает почти сразу. Монолитная фреза часто лучше показывает себя на тонких стенках и небольших элементах. Сборная полезна на тяжелом съеме, но только если станок достаточно жесткий, режим подобран без лишнего трения, а кромка не перегревается.
Алюминий, чугун и твердые материалы
На алюминии удобнее всего смотреть не на общий ресурс, а на чистоту стенки и дна паза. Монолитная фреза нередко оставляет более чистую поверхность, особенно в пазах и на тонких деталях. Сменные пластины хороши на открытых плоскостях и большом съеме, но на дне паза могут оставить заметные следы, если есть биение или не хватает жесткости.
С чугуном важны ударная нагрузка и абразивная пыль. При прерывистом резе и литейной корке сборная фреза часто спокойнее переносит удар по кромке. Монолитная тоже может дать хороший результат, но скол на входе здесь случается чаще. Пыль тоже нельзя игнорировать: она ускоряет износ и быстро меняет поведение инструмента.
С твердыми материалами делать вывод по одной детали рискованно. Первая заготовка иногда проходит чисто, а дальше износ растет резко. Лучше смотреть хотя бы на небольшую серию одинаковых деталей. Так проще понять реальную стойкость фрезы, стабильность размера и качество поверхности при фрезеровании.
Если совсем коротко, при фрезеровании стали и алюминия монолитная фреза чаще берет точностью и чистотой, а сборная - скоростью съема и удобной заменой кромки. Но материал почти всегда меняет этот баланс сильнее, чем цифры в каталоге.
Когда важнее стойкость, а когда скорость замены
На длинной серии цена самой фрезы не всегда решает. Часто больше денег уходит на простой станка, повторную настройку и сорванный срок по партии.
Если нужно стабильно держать размер на малом диаметре, монолитная фреза обычно ведет себя ровнее. У нее цельное тело, меньше слабых мест, и на тонких пазах или небольших карманах это заметно уже в первые минуты работы.
Стойкость важнее там, где инструмент трудно вывести на замену без потери размера. Это бывает на чистовых проходах, в узких местах и на деталях, где нельзя получить риску или увод кромки. Для таких задач монолитный инструмент нередко удобен еще и потому, что его можно перетачивать. Если цех считает не цену одной штуки, а цену метра резания, переточка заметно меняет экономику. Правда, после нее меняется диаметр, и наладчик должен это учитывать.
Скорость замены важнее на грубом съеме и больших диаметрах. Когда нужно быстро убрать большой припуск со стали или чугуна, сборная фреза со сменными пластинами обычно дает более понятную экономику. Корпус остается в работе, оператор меняет только пластины, и станок быстрее возвращается к резанию.
Это особенно заметно на большой черновой партии, на крупном диаметре, где монолит уже слишком дорогой, и в цехах, где запас пластин лежит прямо у станка. Если остановка даже на 15-20 минут сбивает график, скорость замены становится важнее ресурса одной кромки.
Запас пластин полезен еще и потому, что снижает риск полной остановки партии. Одна кромка скололась вечером или в выходную смену - и работа не встала. С монолитной фрезой такой запас обходится дороже, а замена чаще требует новой привязки.
Прерывистый рез быстро показывает слабое место любой схемы. Если деталь зажата неуверенно, вылет большой, а подача идет рывками, удары быстро скалывают кромку. В такой ситуации не стоит ждать чуда ни от монолита, ни от пластин. Сначала нужно убрать слабый зажим или лишний вылет. Иначе стойкость не спасет, а быстрая замена превратится в постоянную замену.
Когда проще получить чистую поверхность
Выбор между монолитной и сборной фрезой часто пытаются решить по цене и ресурсу, но чистота поверхности зависит не меньше от формы детали и режима резания. Если нужен ровный паз, чистая стенка или точный контур без заметных следов прохода, монолитная фреза чаще дает лучший результат.
Причина простая: у нее цельная геометрия и обычно меньше биение на режущей части. За счет этого она режет мягче и оставляет более аккуратную поверхность, особенно на чистовом проходе по стали и алюминию. На небольших деталях разница видна сразу: стенка выглядит ровнее, а размер не уходит от зуба к зубу.
Где удобнее сборная фреза
Фреза со сменными пластинами уверенно работает там, где нужно быстро обработать плоскость или торец. На больших площадях она часто удобнее и стабильнее по времени цикла. Но для очень чистой поверхности ей нужны хорошие пластины, жесткий узел крепления и спокойный режим на последнем проходе.
Если пластина уже подсела, поверхность портится быстро. Сначала уходит блеск, потом появляются полосы, а затем начинает уходить размер. С монолитной фрезой бывает похожая история, но на сборном инструменте износ одной кромки чаще заметнее на детали.
Еще один частый враг чистовой обработки - биение оправки. Даже хорошая фреза не спасет, если один зуб снимает больше остальных. Тогда поверхность получается рваной, а на алюминии это особенно видно по блеску. На стали дефект часто выглядит как мелкая волна или повторяющийся след.
Что проверить на первых деталях
Полную партию лучше не запускать, пока не проверены первые несколько штук. Обычно достаточно посмотреть блеск и равномерность следа после чистового прохода, измерить размер в начале и в конце серии из 3-5 деталей, проверить биение инструмента до запуска и оценить состояние кромки после первых проходов.
Простой пример из цеха: для корпуса с длинным пазом монолитная фреза часто дает более чистую боковую стенку. Для торцевания опорной плоскости на той же детали сборная может быть удобнее и быстрее. Поэтому сравнивать лучше не вообще, а на конкретной операции.
Если нужен чистый финиш, сначала стоит проверить жесткость системы, биение и состояние кромки. Уже потом выбирать тип фрезы. Иначе даже дорогой инструмент оставит средний результат.
Частые ошибки при выборе
Ошибки обычно начинаются не с инструмента, а с условий сравнения. Когда обсуждают, что лучше, многие смотрят только на цену за штуку. В работе это почти ничего не говорит. Важнее, как инструмент ведет себя на вашей детали, на вашем вылете и на ваших режимах.
Одна из самых частых промашек - ставить сборную фрезу в слишком узкий паз. У нее крупнее корпус, хуже доступ в тесную зону и выше риск вибрации, если места мало. В итоге паз уходит по размеру, дно получается грубее, а звук резания сразу показывает, что инструменту тесно.
Обратная ошибка тоже встречается постоянно. Монолитную фрезу берут на тяжелый черновой съем, где нужен большой припуск, ударная нагрузка и быстрый съем металла. На стали или чугуне это быстро снижает стойкость фрезы. Если кромка скололась, менять приходится весь инструмент, а не только режущую часть.
Еще одна причина ложных выводов - нечестное сравнение. Одну фрезу запускают на осторожной подаче, вторую - на более жестких режимах, а потом сравнивают стойкость и качество поверхности при фрезеровании. Так делать нельзя. Материал, обороты, подача на зуб, глубина резания и стратегия прохода должны быть одинаковыми.
Мелочи тоже сильно влияют на результат. Длинный вылет, слабый держатель или плохая подача СОЖ могут испортить даже хороший инструмент. При фрезеровании стали и алюминия это проявляется по-разному: на стали растет вибрация и износ, на алюминии быстрее липнет стружка и портится поверхность.
Есть и совсем простой, но дорогой промах - не держать запас. Для сборной фрезы нужны пластины под рукой. Для монолитной нужен хотя бы один дублер того же размера. Иначе время смены инструмента превращается в простой станка, а сам спор о выборе фрезы теряет смысл.
Пример из цеха
Один участок делает две разные детали: стальной кронштейн и алюминиевую крышку. На бумаге задачи похожи, но инструмент ведет себя по-разному уже на первых проходах.
Кронштейн делают из стали, где нужно быстро снять припуск с плоскости и не терять время на частые остановки. Для этой операции обычно берут сборную фрезу со сменными пластинами. Она спокойно держит нагрузку на черновом проходе, а оператор меняет пластину за несколько минут без полной переналадки по длине инструмента.
Но той же фрезой неудобно заходить в узкие пазы и доводить мелкие стенки. Там ставят монолитную фрезу. Она идет точнее, лучше держит размер на небольшом вылете и оставляет более аккуратную кромку там, где пластинчатый инструмент уже начинает оставлять заметный след на стенке.
С алюминиевой крышкой картина другая. Материал режется легче, но сразу видны заусенец и след от инструмента. Если после прохода кромка лохматая, а поверхность тусклая, деталь потом отнимает время на ручную доводку. Поэтому на крышке смотрят не только на съем металла, но и на блеск поверхности, чистоту угла и состояние тонких ребер.
На такой детали монолитная фреза часто выигрывает на чистовом проходе. Она дает более ровный след и меньше портит тонкие элементы. Зато на широкой плоскости крышки сборная фреза тоже может быть удобной, если режим подобран спокойно и пластины острые.
Когда партия меняется, нормальный ответ дает не спор по ощущениям, а цифры. Обычно считают время на деталь, время на смену инструмента, число деталей с заусенцем или следом на поверхности и количество штук, которое инструмент проходит до замены.
После такого пересчета выбор становится проще. На стальном кронштейне сборная фреза часто забирает основной объем работы, а монолитная закрывает точные места. На алюминиевой крышке решение зависит от того, что дороже для участка: лишняя минута цикла или ручная зачистка каждой детали.
Что проверить перед покупкой
Перед заказом фрезы полезно ответить на несколько вопросов по своей операции. Они быстро показывают, где монолитная фреза даст лучший результат, а где выгоднее взять корпус со сменными пластинами.
- Какой материал идет чаще всего и какая у него типовая твердость.
- Что дает больше денег в партии: быстрый съем, чистая поверхность или короткая остановка на смену инструмента.
- Есть ли у детали малый диаметр, узкий радиус или глубокий паз.
- Во сколько реально обходится остановка станка на 10-15 минут.
- Кто меняет инструмент и кто первым замечает брак: оператор, наладчик или контролер.
Размер фрезы тоже быстро отсеивает лишние варианты. Для малых диаметров, тонких стенок и глубоких пазов монолитная фреза обычно удобнее и стабильнее. Сменные пластины чаще сильнее там, где нужен жесткий корпус, крупный диаметр и быстрый возврат станка в работу после износа кромки.
Отдельно стоит посчитать цену простоя. Многие смотрят только на цену фрезы, а теряют больше на остановках, переналадке и первых бракованных деталях после смены инструмента. Если станок загружен плотно, экономия даже 8-10 минут на одной смене за неделю легко перекрывает разницу в цене.
Есть и человеческий фактор. Если инструмент меняет опытный наладчик, он быстрее заметит биение, вылет и неправильную коррекцию. Если замену делает оператор на потоке, обычно лучше брать вариант, который проще поставить без лишних настроек и с меньшим риском получить первый брак.
Если сомнения остаются, просите у поставщика не общие обещания, а расчет под вашу деталь: материал, глубину резания, длину вылета и ожидаемую стойкость. Если вопрос уже упирается не только во фрезу, но и в сам обрабатывающий центр, полезно обсуждать задачу вместе со станком. В EAST CNC, на east-cnc.kz, для таких случаев обычно смотрят на деталь, объем партии, оснастку и требования к обработке целиком, а не только на один инструмент.
Что делать дальше
Если сомневаетесь, не решайте по каталогу. Возьмите одну типовую операцию, которая у вас повторяется часто: паз, плоскость, карман или чистовой проход по контуру. Короткий тест в своих условиях обычно дает самый честный ответ.
Сравнение должно быть чистым. Оставьте один материал, одну заготовку, один вылет инструмента и одну стратегию обработки. Не меняйте сразу подачу, глубину резания, СОЖ и траекторию, иначе будет трудно понять, что именно повлияло на результат.
Для начала хватит простой таблицы:
- сколько деталей инструмент прошел до заметного износа;
- сколько минут ушло на замену и возврат станка в работу;
- какое качество поверхности вы получили по факту;
- были ли вибрация, сколы кромки, уход размера и внеплановые остановки.
Смотрите на цифры, а не на первое впечатление. Бывает, что монолитная фреза дает чище поверхность на алюминии и мелкой чистовой операции, но в серии по стали проигрывает по времени простоя. Фреза со сменными пластинами иногда оставляет поверхность грубее, зато оператор меняет пластины за несколько минут и не держит станок без дела.
Полезно прогнать тест хотя бы на небольшой партии, например на 20-30 одинаковых деталей. Тогда разница по стойкости фрезы и времени смены инструмента станет заметной не на словах, а в сменном отчете. После этого решение обычно становится намного проще.
FAQ
Когда лучше выбрать монолитную фрезу?
Монолитную фрезу обычно берут там, где важны точный размер, чистая стенка и аккуратная кромка. Она лучше подходит для пазов, карманов, небольших диаметров и чистовых проходов по стали или алюминию.
В каких случаях выгоднее фреза со сменными пластинами?
Сборная фреза удобна на черновой обработке, когда нужно быстро снять большой припуск и не держать станок в простое. На крупных диаметрах она часто выгоднее, потому что оператор меняет пластины быстрее, чем весь инструмент.
Что лучше держит чистовую поверхность?
Для чистовой поверхности чаще выигрывает монолитная фреза. У нее цельная геометрия, меньше риск биения, и она обычно оставляет более ровный след на стенке и дне паза.
Можно ли сравнивать фрезы только по цене?
Если считать только цену покупки, ответ почти всегда выйдет неверным. Смотрите на цену готовой детали: сюда входят время резания, замена инструмента, подналадка, риск брака и простой станка.
Как материал детали меняет выбор?
На стали и алюминии монолит часто дает чище поверхность и точнее держит размер. На чугуне и тяжелом черновом съеме сборная фреза нередко переносит работу спокойнее, особенно при прерывистом резе.
Что важнее в серии: стойкость или быстрая замена?
Если остановка станка дорогая, время замены часто важнее лишних минут стойкости. Если деталь требует точного чистового прохода и после замены трудно быстро вернуть размер, тогда ценнее стабильная работа монолитной фрезы.
Почему сборная фреза иногда портит поверхность?
Чаще всего виноваты биение, грязь в посадке пластин, износ кромки или слабая жесткость системы. Сначала проверьте оправку, вылет, крепление детали и состояние пластин, а уже потом меняйте тип фрезы.
Как честно сравнить оба варианта у себя в цехе?
Берите одну повторяемую операцию и сравнивайте на одном станке, с одним оператором и одинаковыми режимами. Считайте не только срок жизни кромки, но и минуты на замену, возврат в размер, качество поверхности и число бракованных деталей.
Нужно ли держать запас инструмента?
Да, особенно если цех работает в серии. Для сборной фрезы держат пластины под рукой, а для монолита — хотя бы дублер того же размера, иначе любая поломка быстро превращается в простой.
Какой вариант лучше для пазов, а какой для плоскостей?
В узкий паз и на малый диаметр обычно ставят монолитную фрезу. На широкой плоскости, торце и при большом съеме металла чаще удобнее сборная, особенно если станок жесткий и режимы подобраны без лишней вибрации.