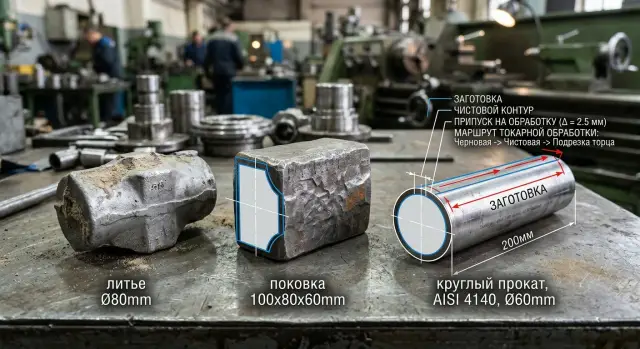
Литье, поковка или прокат: что выбрать для серийной детали
Литье, поковка или прокат для серийной детали отличаются по припуску, стабильности размера и числу операций. Разберем, где вы теряете время и металл.
Почему выбор заготовки меняет всю серию
Один и тот же чертеж можно закрыть по-разному: взять литье, поковку или прокат. На бумаге деталь остается той же, а в цехе меняется почти все. Иначе считаются припуски, по-другому строится базирование, растет или падает время цикла, меняется нагрузка на инструмент.
Решение о заготовке часто принимают слишком поздно. Сначала смотрят на цену за килограмм, а потом выясняют, что дешевая заготовка делает дорогой всю мехобработку. Если на каждой детали нужно снять лишние 2-3 мм, станок режет дольше, инструмент изнашивается быстрее, а стружки становится больше. В серии это уже не мелочь. Пять лишних минут на одной детали легко превращаются в десятки часов на партии.
Есть и другая проблема - стабильность размеров заготовки. Если наружный диаметр, длина или толщина меняются от штуки к штуке, партия идет неровно. На первой детали режим подходит, на пятой припуск уже другой, на десятой приходится корректировать инструмент или чаще мерить. Серийное производство любит повторяемость. Когда заготовка гуляет, маршрут механической обработки начинает сбоить даже на простой детали.
Ошибка в выборе тянется дальше первой операции. Она влияет на базирование, выбор кулачков и оснастки, черновые проходы, межоперационный контроль и даже на то, хватит ли жесткости на чистовой размер. Если заготовка неудобная, техпроцесс приходится строить вокруг ее слабых мест, а не вокруг самой детали.
Это хорошо видно на обычной втулке с фланцем. Из проката ее можно сделать без долгой подготовки, но припуск часто выходит большим. Из поковки металл ближе к форме детали, но нужно понимать разброс размеров. Литье может дать еще более близкий контур, но тогда выше требования к качеству самой заготовки. Чертеж один, а время цикла, расход инструмента и поведение всей партии уже разные.
Выбор заготовки - это не формальность в начале проекта. Это точка, от которой зависит весь маршрут: от первой установки до последнего измерения.
Чем отличаются три варианта
Литье, поковка и прокат дают разную стартовую точку для одной и той же детали. Итоговый размер на чертеже один, но в цехе работа идет по-разному: меняется объем съема, порядок операций и даже выбор баз.
Литье обычно ближе к форме готовой детали. Это удобно, если есть фланцы, приливы, полости или резкие переходы по толщине. Металла уходит меньше, но у литой заготовки чаще плавают стенки, плоскости и местные припуски. Из-за этого на станке нередко приходится снимать неравномерный слой и дольше выводить базу.
Поковку чаще берут для деталей, которые работают под нагрузкой: валов, ступиц, рычагов, массивных втулок. У нее плотная структура металла, и такая заготовка лучше переносит ударные и переменные нагрузки. По форме она обычно грубее литья, зато для силовых узлов это часто разумный выбор. Правда, после ковки тоже бывают уводы по геометрии, облой и разброс по размерам, который нужно закладывать в обработку.
Прокат проще купить и быстрее пустить в работу. Для круглых, плоских и вообще несложных деталей это часто самый прямой путь. Круг, шестигранник или плита хорошо подходят, когда большую часть формы можно получить токарной или фрезерной обработкой. Но если деталь сложная, из проката приходится срезать слишком много лишнего металла, а это сразу бьет по времени цикла.
Если говорить совсем просто, прокат выбирают за доступность и быстрый старт, литье - за близость к форме детали, поковку - за работу под нагрузкой. Дальше все решают размеры, допуски и то, сколько времени вы готовы тратить на обработку каждой штуки.
Как припуск влияет на время и отход
Припуск кажется мелочью только на чертеже. В серии он быстро превращается в минуты станочного времени и килограммы стружки. Если заготовка приходит с большим запасом по металлу, оператору нужны дополнительные черновые проходы, а каждый проход удлиняет цикл.
На токарной операции это видно сразу. Вместо одного уверенного съема деталь проходит два или три черновых реза, а потом еще чистовой. Станок дольше занят, резец сильнее греется, а партия выходит медленнее. На серии в 500 или 1000 штук разница уже считается не секундами, а часами.
Материал тоже уходит заметно быстрее. Когда наружный диаметр, торец или бурт приходится снимать с большим запасом, металл просто уходит в стружку. Для проката это обычная история: заготовка понятна по форме и доступна по срокам, но лишний объем металла приходится срезать почти на каждой детали. Литье и поковка иногда дают контур ближе к готовой детали, поэтому отход бывает ниже.
Слишком маленький припуск тоже создает проблемы. На бумаге цикл выглядит короче, но в работе резец не всегда успевает убрать литейную корку, окалину после поковки или местную овальность. В итоге на поверхности остаются дефекты, а размер уже нельзя спокойно довести без риска уйти в брак.
Хороший припуск не берут на всякий случай. Его считают под реальное поведение заготовки: разброс размеров, коробление, твердость корки, точность базирования. Если партия нестабильна, технолог часто оставляет лишний металл ради страховки. Это понятно, но дорого.
Полезно заранее посчитать две вещи: сколько секунд добавляет один лишний проход и сколько килограммов металла уйдет в стружку на всю партию. После такого расчета выбор между литьем, поковкой и прокатом обычно становится гораздо яснее.
Где размер ведет себя стабильнее
Для серии спокойная заготовка - та, у которой размер меньше меняется от партии к партии и от детали к детали. Тогда наладчик реже двигает ноль, оператор реже ловит лишний припуск, а программа дольше работает без правок.
У литья размер обычно ведет себя менее ровно. Особенно это заметно по толщине стенки, плоскостям и зонам, где металл остывает неравномерно. На одной детали припуск еще удобный, на другой уже приходится снимать заметно больше, чтобы выйти в чистый размер.
Поковка часто стабильнее по общей форме. Структура плотнее, наружный контур повторяется ровнее, чем у литья. Но у нее есть свой нюанс: напуски, переходы после штампа и облой не дают сразу брать точный размер, поэтому часть маршрута все равно строят вокруг лишнего металла.
С прокатом картина другая. На первый взгляд это самый простой вариант: взял пруток или трубу и пустил в работу. На практике проблемы бывают с диаметром, прямолинейностью и овальностью. Если пруток слегка поведен, зажим уже работает не так ровно, а биение потом тянется через всю операцию.
На серийной обработке эта разница становится очень заметной. Допустим, цех точит партию втулок из круглого проката. У одной заготовки наружный диаметр почти в номинале, у другой есть овальность, у третьей - легкий прогиб. Программа одна и та же, а съем металла уже разный. Из-за этого меняется время цикла, чистовой проход работает нестабильно, и размер на выходе уходит то к верхнему, то к нижнему полю допуска.
Когда заготовка стабильнее, весь маршрут легче держать в ритме. Базирование повторяется, припуск читается предсказуемо, контроль дает меньше сюрпризов. Для серии это часто важнее, чем разница в цене одной заготовки.
Как заготовка меняет маршрут обработки
Маршрут обработки редко остается прежним, если меняется заготовка. Один и тот же чертеж может дать разный порядок операций, разное число установов и другой способ базирования.
Литье почти всегда требует подготовительного шага. Литейная корка мешает точно базироваться, поэтому сначала снимают наружный слой там, где потом появится чистая база. Иногда для этого добавляют отдельный черновой проход или короткую предварительную операцию вне основного цикла. Если пропустить этот этап, размер может поплыть уже на первой установке.
С поковкой история другая. У нее хороший запас по структуре, но форма после штампа или ковки не всегда ровная. Оператору часто приходится выравнивать заготовку, убирать перекос, снимать заметный черновой припуск и только потом переходить к точным размерам. Из-за этого маршрут нередко растягивается: сначала черновая стабилизация, потом получистовая обработка, потом чистовая.
Прокат проще всего встает в патрон, если форма детали несложная. Для вала, втулки или ступенчатой детали круглый пруток часто дает самый короткий путь: заготовку отрезали, зажали, проточили базу и пошли по размерам. Но это работает, пока геометрия детали близка к форме прутка. Если деталь сложная, прокат быстро превращается в лишний съем и долгую обработку.
Обычно меняются четыре вещи: первая база, объем черновой обработки, число переустановок и порядок токарных с фрезерными переходами. Поэтому дешевый материал на входе не всегда дает дешевую деталь на выходе. Заготовка может стоить меньше, но добавить еще один установ, длинный черновой цикл и отдельный контроль после выравнивания.
На практике это видно быстро. Для простой детали из проката маршрут иногда укладывается в две установки. Та же деталь из литья может потребовать сначала снять корку, затем сформировать базу, потом перевернуть заготовку и заново ловить соосность. Разница в цене заготовки есть, но лишний переход легко съедает эту экономию.
На токарных станках с ЧПУ такой эффект особенно заметен в серии. Чем ровнее и предсказуемее заготовка, тем короче цикл и спокойнее наладка. Поэтому маршрут нужно считать не после выбора заготовки, а вместе с ним.
Как выбрать вариант по шагам
Выбор заготовки лучше делать не по цене за килограмм, а по тому, как деталь пройдет весь маршрут механической обработки. Дешевая заготовка легко становится дорогой, если станок долго снимает лишний металл, а размер плавает от штуки к штуке.
Сначала отметьте поверхности с жесткими допусками и те зоны, где размер влияет на посадку, соосность или биение. Обычно это отверстия под подшипник, базовые торцы, наружные диаметры под посадку и плоскости, от которых потом строят контроль. Если такие зоны есть с двух сторон детали, сразу смотрите, какая заготовка даст более понятную базу для первого установа.
Потом считайте припуск не в среднем, а по каждой базе и каждому важному диаметру. У литья он часто самый неровный. У поковки форма ближе к детали, но разброс зависит от штампа и режима. У проката геометрия проще, зато по отдельным зонам придется снять заметно больше металла, особенно если деталь не круглая или у нее есть фланец.
Дальше проверьте, какие размеры реально есть у поставщика. На бумаге можно выбрать почти идеальную заготовку, но в закупке часто доступны только соседние типоразмеры. Один лишний шаг по диаметру или толщине сразу меняет время цикла, расход инструмента и объем стружки.
После этого полезно быстро собрать черновой маршрут на одну деталь: как выглядит первый установ, где идет черновая обработка, на каких поверхностях остаются чистовые проходы, нужен ли переворот детали и как будет устроен финальный контроль. Если такой маршрут уже на черновом уровне кажется длинным, с лишними переустановками или неудобным зажимом, заготовка выбрана слабо.
Затем сведите в одну таблицу три цифры: цикл на деталь, объем отхода и риск брака. Риск удобно оценивать просто: где выше шанс уйти из допуска из-за коробления, смещения базы, раковин, окалины или большого съема за один проход.
Последний шаг часто экономит больше всего денег. Возьмите пробную партию и прогоните ее по реальному маршруту. Уже на первых 10-20 деталях видно, какая заготовка держит размер спокойнее, где оператор теряет лишние минуты и какой вариант дает предсказуемый результат для серии.
Пример с серийной фланцевой втулкой
Возьмем простую и наглядную деталь: втулку с буртом, сквозным отверстием и наружным диаметром. У нее есть корпус, опорный бурт и посадочные поверхности, которые должны держать соосность. На такой детали разница между литьем, поковкой и прокатом видна очень быстро, еще до запуска серии.
Если партия маленькая, прокат обычно дает самый быстрый старт. Круглый пруток легко купить, отрезать в размер и сразу отправить на токарный станок с ЧПУ. Для пробной серии это удобно: маршрут короткий, оснастка простая, а сроки поставки заготовки редко тормозят запуск.
Но у проката есть очевидный минус. Если бурт заметно больше корпуса, станок снимет много лишнего металла. Для втулки с крупным фланцем это значит больше чернового точения, больше стружки и более длинный цикл на каждой детали. На партии в несколько сотен штук разница по времени уже хорошо чувствуется.
Литье в таком случае часто выглядит лучше. Заготовка ближе к форме детали, поэтому припуск на обработку меньше, особенно по бурту и наружному диаметру. Маршрут меняется: вместо долгого съема металла оператор быстрее выходит на базовые поверхности и чистовые переходы. Но литая заготовка не всегда ведет себя ровно по размеру. Если партия пришла с заметным разбросом, приходится расширять черновой проход, чаще мерить и иногда добавлять лишнюю операцию.
Поковка ставит другой приоритет. Если втулка работает под высокой или переменной нагрузкой, она дает запас по структуре металла. Для ответственной детали это иногда важнее, чем минимальная цена заготовки. По объему съема поковка часто оказывается между прокатом и литьем: металла уходит меньше, чем из прутка, но больше, чем из хорошего литья.
Для такой втулки решение обычно выглядит просто. Для малой серии и быстрого запуска чаще подходит прокат. Если у детали большой бурт и излишний съем слишком велик, разумнее смотреть в сторону литья. Если узел нагружен и важна прочность, чаще выигрывает поковка. А при жестком допуске по соосности и диаметру выбирать стоит тот вариант, который стабильнее по размеру от поставки к поставке.
На практике жесткий допуск меняет решение сильнее, чем цена за килограмм. Дешевая заготовка с плавающим размером быстро съедает всю экономию: растет время цикла, становится больше контроля и повышается риск брака.
Где чаще ошибаются
Самая частая ошибка проста: считают только цену килограмма. На бумаге прокат часто выглядит дешевле литья или поковки. Но для серии это слабый ориентир. Если из круглого прутка потом нужно снять большой объем металла, дешевая заготовка быстро перестает быть дешевой.
Вторая ошибка связана со временем станка. Многие считают металл и забывают про минуты черновой обработки. А именно там часто уходит заметная часть себестоимости. При большом припуске растет не только время резания, но и расход пластин, нагрузка на шпиндель, объем стружки и риск увода размера после съема лишнего металла.
С литьем часто промахиваются по другой причине. Берут заготовку сложной формы, потому что она почти готовая, но не проверяют, есть ли удобная база для первого установа. В итоге деталь приходится зажимать неуверенно, ловить биение, делать лишние переходы или даже добавлять временные поверхности. Серия от этого не ускоряется.
С прокатом ошибка обычно грубее. Его закладывают там, где половина объема уйдет в стружку. Для простой втулки это еще можно пережить. Для фланцевой детали с большой разницей диаметров, карманами или выборками такой подход часто сильно увеличивает себестоимость.
Есть и еще один промах, который всплывает не сразу. Первая партия пришла, пару деталей обработали, все вроде нормально, и проект запускают дальше. Но повторяемость никто толком не проверил. Через неделю выясняется, что размеры гуляют от заготовки к заготовке, припуск плавает, а режимы, которые работали на первых двух деталях, уже не дают тот же результат.
Перед запуском серии полезно проверить пять вещей: цену не только за килограмм, но и за готовую деталь; минуты черновой обработки на один цикл; удобство базирования на первом установе; долю металла, которая уйдет в стружку; повторяемость размеров хотя бы на первой партии. Ошибка здесь редко выглядит громко. Чаще она прячется в лишних 6-8 минутах на цикл, двух дополнительных проходах и постоянной подстройке размера по ходу смены.
Короткая проверка перед запуском
Даже когда решение уже принято, не стоит сразу отдавать всю партию в работу. Несколько минут проверки часто экономят целую смену, инструмент и срок сдачи.
Сначала проверьте припуск по всем поверхностям, которые пойдут в чистовую. Если на одном участке металла не хватает, деталь не выйдет в размер. Если припуск слишком большой, станок потеряет время на лишний черновой съем.
Потом еще раз посмотрите на базирование. Заготовка должна вставать в оснастку одинаково от детали к детали. Если первая деталь идет нормально, а следующая уже дает биение, причина часто в базе, а не в программе.
Отдельно оцените черновую обработку без лишнего оптимизма. Шпиндель, патрон, инструмент и мощность станка должны спокойно снять первый слой. Это особенно важно, когда поковка идет с твердой коркой, а литье дает заметный разброс по форме.
После этого подготовьте простой контроль первой детали. Оператор должен сразу понимать, что мерить после черновой, а что проверять после чистовой. Один понятный лист с размерами и допусками обычно полезнее устных пояснений.
И еще один практичный момент: заранее примерьте замену заготовки. Даже близкий по габаритам вариант может поменять зажим, кулачки, вылет инструмента и весь маршрут механической обработки.
Если все эти пункты сходятся, серия обычно идет ровно. Если хотя бы один вызывает сомнение, лучше задержаться на старте и поправить процесс, чем потом переделывать оснастку или списывать партию.
Что делать дальше
Когда выбирают литье, поковку или прокат для серийной детали, ошибка часто начинается с слишком узкого расчета. Смотреть только на цену заготовки мало. Для серии разумнее сразу запросить три варианта расчета под один и тот же чертеж.
Такой подход быстро показывает разницу по припуску на обработку, времени цикла, отходу и риску брака. Иногда прокат выглядит дешевле на входе, но потом съедает часы на лишние проходы. Поковка или литье могут стоить дороже как заготовка, но дать более низкую цену готовой детали.
Сравнение лучше свести в одну таблицу: цена заготовки, цена готовой детали, время обработки одной штуки, ожидаемый отход и примерный риск брака. После этого уже имеет смысл смотреть на сам маршрут механической обработки. Если заготовка нестабильна по размеру, технолог почти всегда добавляет черновые проходы, промежуточный контроль, а иногда и еще одну установку. Это влияет не только на время, но и на выбор оборудования.
Под выбранный маршрут стоит проверить, какой токарный станок с ЧПУ подойдет без лишнего запаса и без риска по жесткости. Для одной детали хватит простой токарной обработки. Для другой понадобятся приводной инструмент, более жесткое закрепление или другая схема подачи заготовки.
Если серия запускается в Казахстане или в других странах СНГ, заготовку и оборудование удобнее рассматривать вместе. EAST CNC, официальный представитель Taizhou Eastern CNC Technology Co., Ltd. в Казахстане, поставляет токарные станки с ЧПУ, обрабатывающие центры и автоматические линии, а также помогает с подбором, пуско-наладкой и сервисом. В такой связке проще считать не абстрактную схему, а реальный маршрут под конкретную деталь и объем серии.
Практический порядок действий простой: отправьте чертеж, материал, объем серии и допуски; запросите расчет по литью, поковке и прокату; сравните цену готовой детали, а не только цену заготовки; затем проверьте, какой станок нужен под выбранный маршрут. Хороший результат такого сравнения виден сразу: вы понимаете, сколько стоит не кусок металла, а стабильная деталь в серии.